
 English
English  Español
Español  Italiano
Italiano  Français
Français  Português
Português  العربية
العربية  Türkçe
Türkçe  Русский
Русский  Tiếng Việt
Tiếng Việt  한국어
한국어  日本語
日本語  简体中文
简体中文 
Hobby-Laserschneider vs. kommerzielle Lasermaschine: Wann sich ein Upgrade lohnt
Freitag, 10 April 2026
Ein Hobby-Laserschneider kann ein kluger Ausgangspunkt für Muster, kurze Sonderanfertigungen und die frühe Produktentwicklung sein. Die Frage nach einem Upgrade stellt sich meist, wenn dieselbe Maschine Liefertermine, Wiederholungsaufträge, größere Werkstücke und eine vorhersehbarere Endqualität unterstützen soll. Das ist die eigentliche Trennlinie. Der Wechsel von einem Hobby-Laser zu einer kommerziellen Maschine dreht sich nicht nur um
- Published in Blog
Neuer vs. gebrauchter Lasercutter: Welche Option bietet eine bessere langfristige Kapitalrendite?
Freitag, 10 April 2026
Das Kaufproblem erscheint meist einfach: Ein gebrauchter Laserschneider kostet heute weniger, während eine neue Maschine Sie vor mehr Unbekannten in der Zukunft schützt. In der realen Produktion wird dieser Kompromiss selten allein durch den Kaufpreis entschieden. Er wird entschieden durch die Anzahl akzeptabler Teile, die die Maschine im Laufe der Zeit produzieren kann, wie oft
- Published in Blog

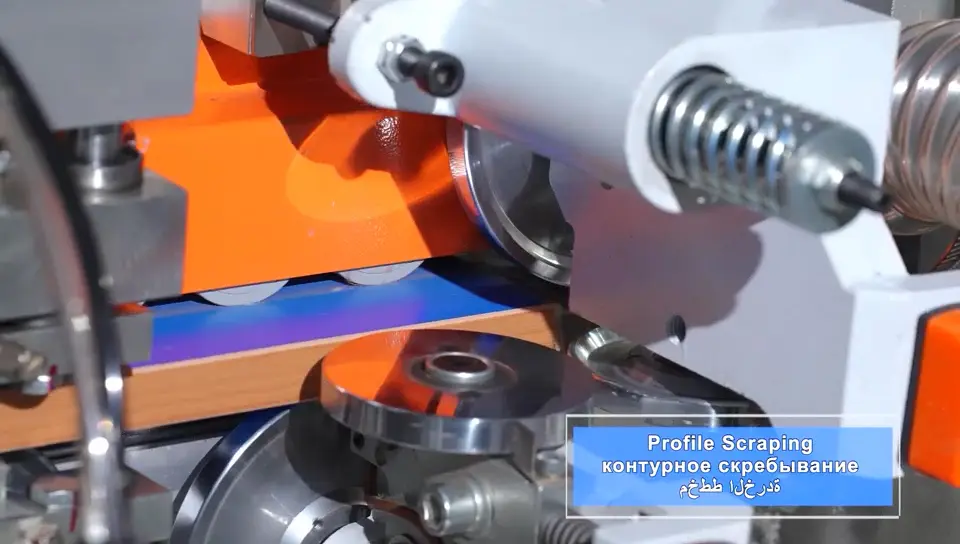
Wann Sie ein Breitbandschleifmaschine zu Ihrer Holzbearbeitungslinie hinzufügen sollten
Freitag, 10 April 2026
Die Entscheidung zeichnet sich meist ab, bevor der Schleifbereich vollständig zusammenbricht. Teile werden noch bewegt, Bediener bereiten noch Platten vor, und Aufträge werden noch versendet. Aber die Anzeichen häufen sich: zu viel Handschliff vor der Beschichtung, sichtbare Abweichungen von Charge zu Charge, und zu viele Nacharbeiten an Teilen, die bereits oberflächenfertig sein sollten. Dann wird
3D-Lasergravurmaschinen: Anwendungen, Einschränkungen und wann sie sinnvoll sind
Freitag, 10 April 2026
Viele Käufer betrachten eine 3D-Lasergravurmaschine erst dann genauer, wenn ein normaler Flachgravier-Arbeitsablauf nicht mehr funktioniert. Die Teile sind möglicherweise nicht mehr flach. Das Produkt muss möglicherweise auf einer gekrümmten Oberfläche graviert werden. Eine dekorative Platte benötigt möglicherweise einen mehrschichtigen Reliefeffekt anstelle einer einfachen Oberflächenmarkierung. Oder die Werkstatt versucht möglicherweise, visuelle Details mit einer hochwertigeren Endbearbeitung
- Published in Blog
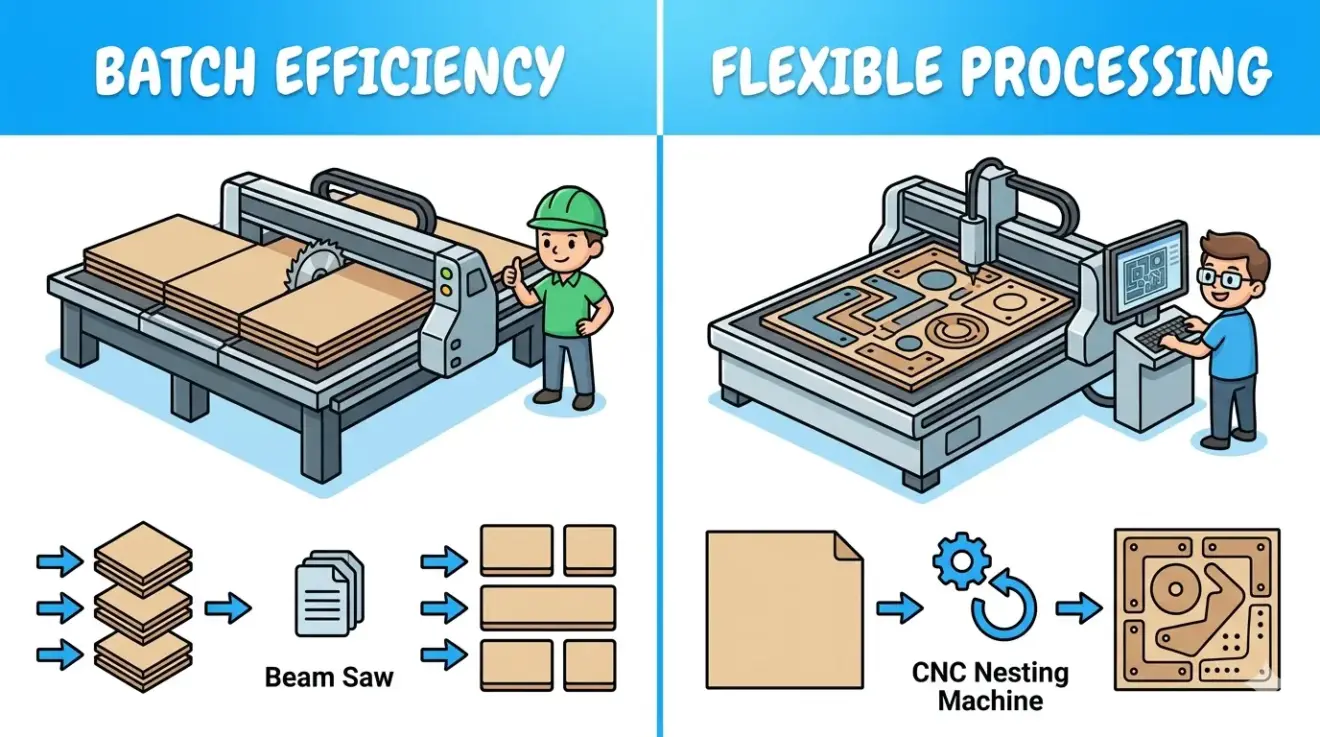
Balkensäge vs. CNC-Nestmaschine: Wahl zwischen Chargeneffizienz und flexibler Bearbeitung
Freitag, 10 April 2026
Wenn eine Möbel- oder Schrankfabrik über das manuelle Zuschneiden hinausblickt, ist die eigentliche Frage selten, welche Maschine fortschrittlicher aussieht. Die schwierigere Frage ist, ob das Unternehmen eine schnellere vordere Einheit für wiederholte rechteckige Platten oder eine anpassungsfähigere Bearbeitungszelle für sich ändernde Teilekonstruktionen benötigt. Fabriken, die hauptsächlich eine gleichmäßigere Plattenaufteilung benötigen, beginnen oft mit der Bewertung

CNC-Titanbearbeitung: Warum Werkzeuge und Hitzekontrolle entscheidend sind
Freitag, 10 April 2026
Die Bearbeitung von Titan scheitert nur selten aus mysteriösen Gründen. In den meisten Betrieben ist das Versagensmuster schon lange sichtbar, bevor die Charge zu einem Kostenproblem wird. Das Werkzeug beginnt zu reiben, anstatt sauber zu schneiden. Die Späne verlassen den Schnitt nicht mehr so, wie sie sollten. Die Hitze konzentriert sich an der Schneide, die
- Published in Blog
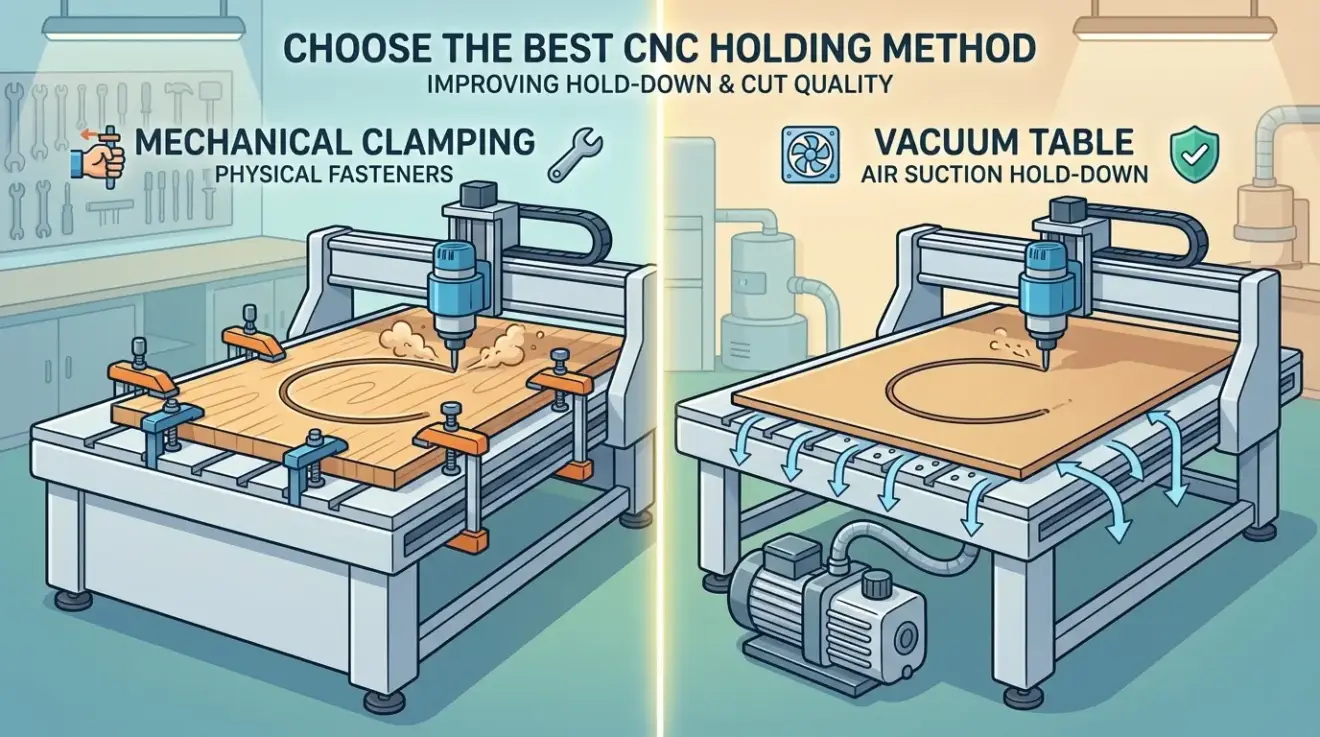
CNC-Routertisch vs. Vakuumtisch: Was verbessert den Niederhalter und die Schnittqualität?
Freitag, 10 April 2026
Niederhalter-Probleme zeigen sich meist als Qualitätsbeschwerde, nicht als Maschinenproblem. Der Bediener bemerkt eine unscharfe Unterkante, eine abgesplitterte Laminat-Ecke, einen kleinen Schriftsatzbuchstaben, der vor Programmende ausbricht, oder eine Platte, die nach dem Entladen geringfügig anders misst als während der Einrichtung. Das Werkzeug wird oft zuerst beschuldigt, weil die Beweise an der Schnittkante zu sehen sind. In
- Published in Blog
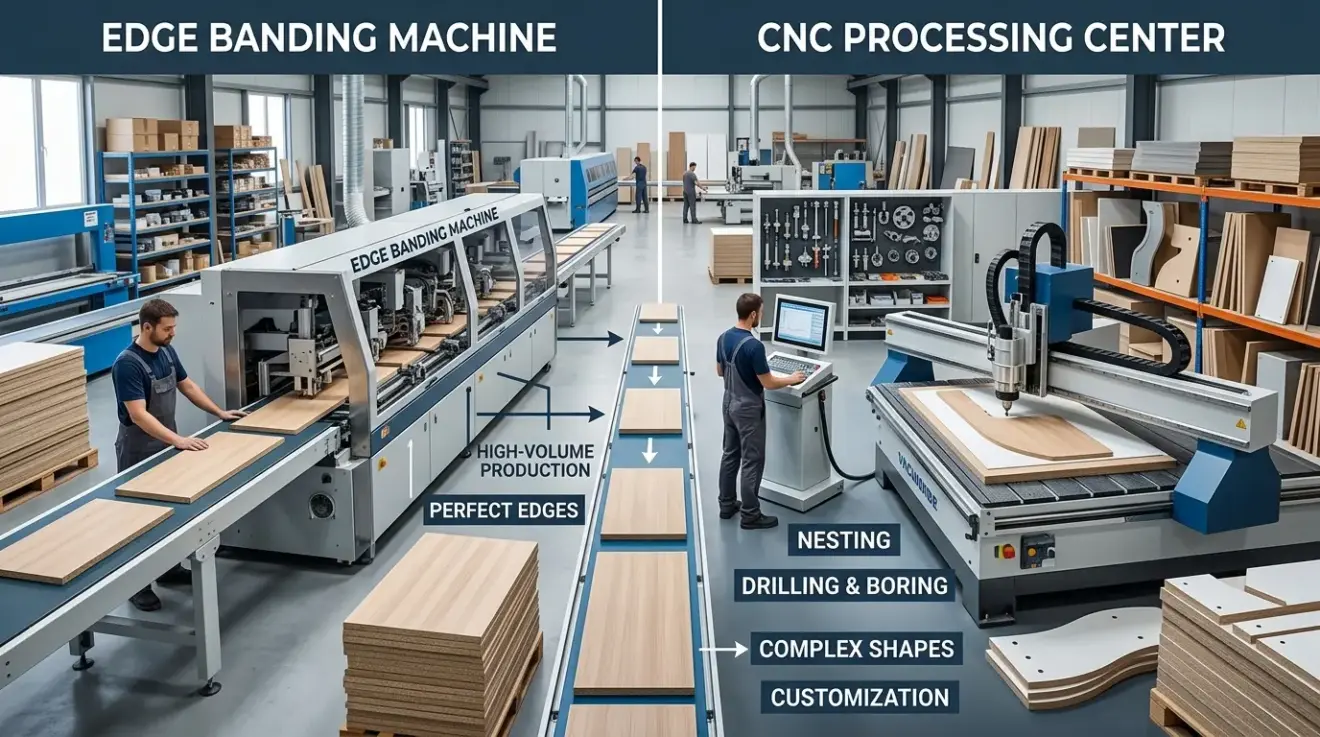
Kantenanleimmaschine vs. CNC-Bearbeitungslinie: Wo jede in der Möbelplattenproduktion am besten eingesetzt wird
Freitag, 10 April 2026
In vielen Möbelplattenfabriken werden diese beiden Optionen miteinander verglichen, da beide mit Automatisierung, Arbeitsreduzierung und saubereren Arbeitsabläufen verbunden sind. Aber sie lösen nicht dasselbe Problem. Eine Kantenanleimmaschine ist eine dedizierte Endbearbeitungsstation. Eine CNC-Bearbeitungslinie ist ein umfassenderes Produktionssystem, das organisiert, wie Teile geschnitten, gefräst, gebohrt, transferiert und für nachfolgende Schritte vorbereitet werden. Diese Unterscheidung ist wichtig.
- Published in Blog

Vertikale Plattensägewartung: Tipps für langfristige Schnittgenauigkeit
Donnerstag, 09 April 2026
Eine vertikale Plattenkreissäge kann über Jahre hinweg präzise bleiben, aber nur, wenn die Maschine sauber, rechtwinklig und mechanisch stabil bleibt. In den meisten Werkstätten beginnt der Genauigkeitsverlust nicht mit einem kompletten Ausfall. Er beginnt mit kleineren Signalen: einer Platte, die nicht mehr konsistent auf dem Stützrahmen aufliegt, einem Wagen, der sich weniger leichtgängig anfühlt als
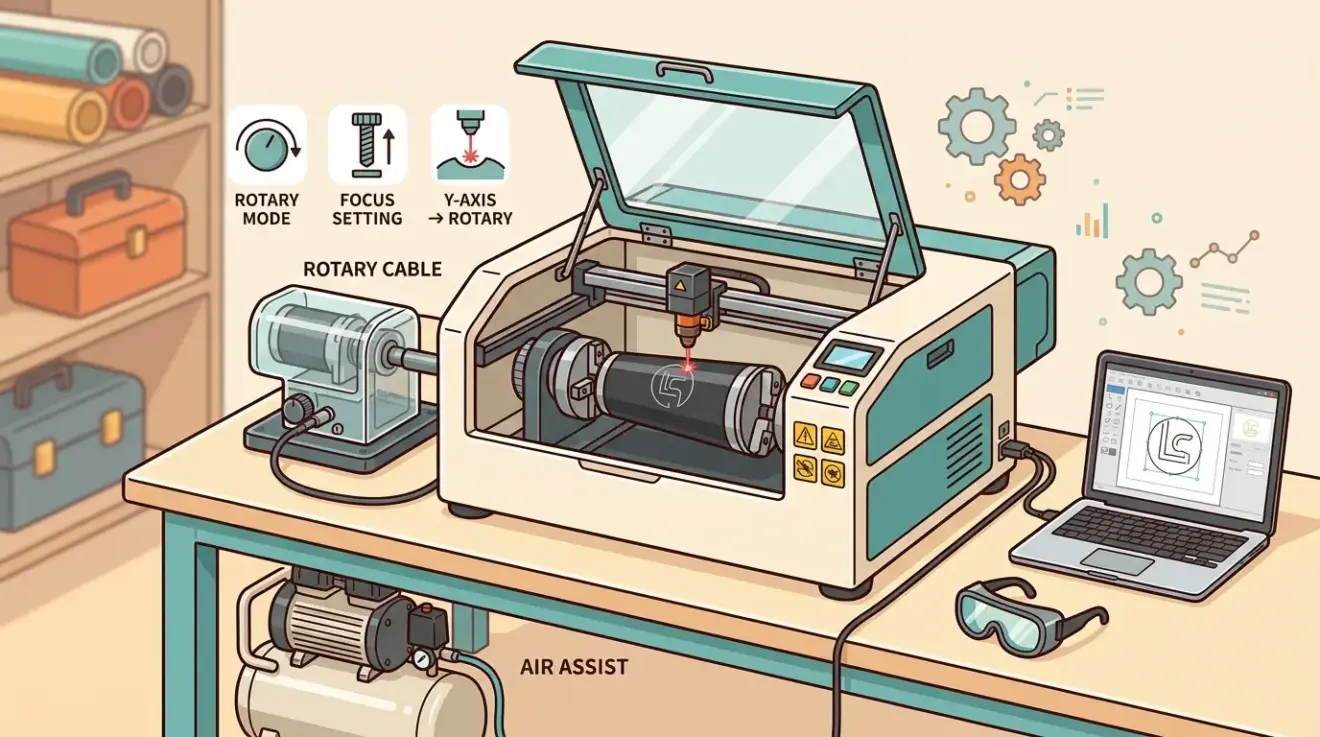
Lasergravierer für Becher: Anforderungen und Einrichtung der Drehvorrichtung
Donnerstag, 09 April 2026
Viele Käufer gehen davon aus, dass das Gravieren von Bechern einfach wird, sobald ein Drehaufsatz an einer Lasermaschine angebracht ist. In der Praxis treten die meisten Qualitätsprobleme jedoch erst nach diesem Punkt auf. Der Becher rutscht, das Kunstwerk verzieht sich über eine konische Wand, die Naht schließt nicht sauber ab, oder die Markierungsqualität ändert sich
- Published in Blog
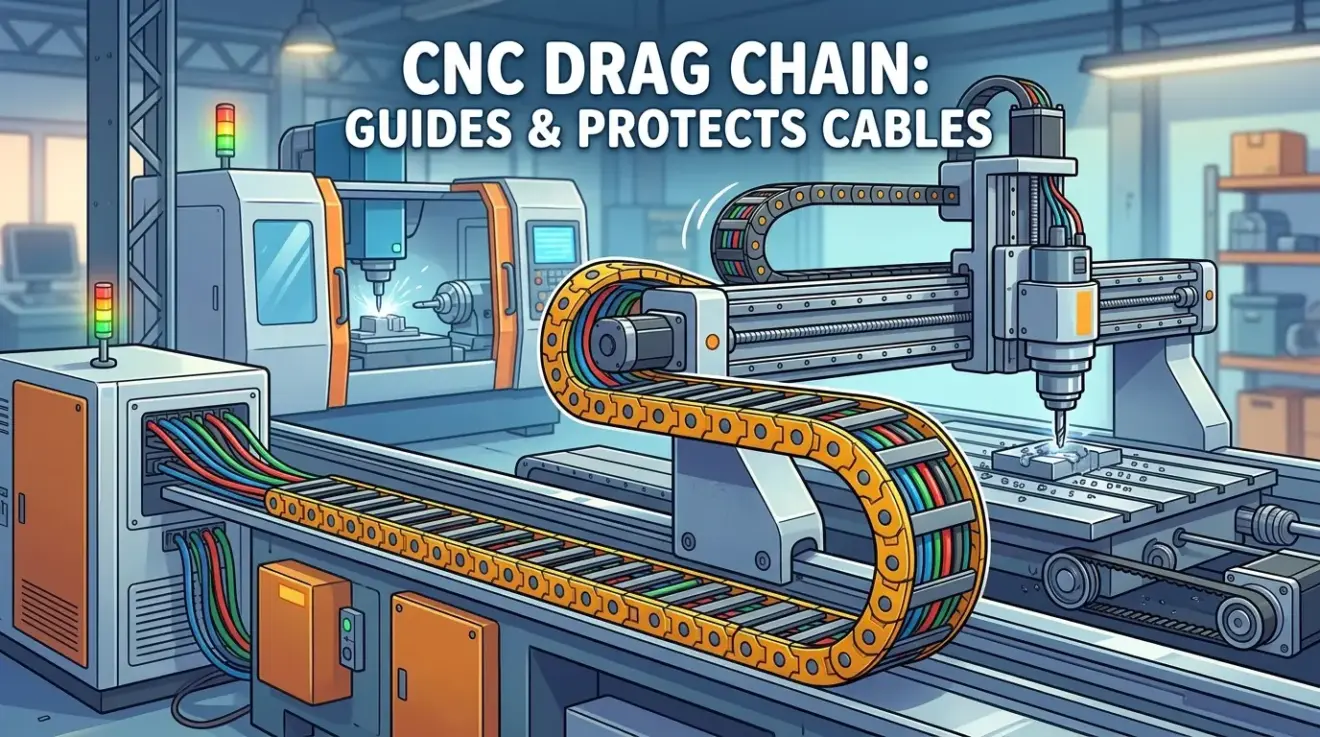
Was ist eine CNC-Schleppkette?
Donnerstag, 09 April 2026
Intermittierende Maschinenfehler kosten Zeit, weil sie zu Fehldiagnosen verleiten. Ein Endschalteralarm ertönt nur, wenn sich das Portal einem Ende des Verfahrwegs nähert. Ein Spindelkabel verhält sich während der Einrichtung normal, fällt aber mitten in einem langen Auftrag aus. Ein Kühlmittelschlauch beginnt an einer Stelle zu lecken, an die niemand zuerst denkt. Die Steuerung wird beschuldigt.
- Published in Blog
Kantenanleimmaschinen-Einrichtung: So verbessern Sie die Leimfugenqualität
Donnerstag, 09 April 2026
In der Möbelplattenproduktion messen Kunden selten die Leimauftragsmenge oder den Anpressdruck, aber sie bemerken das Ergebnis sofort. Eine dunkle Leimfuge, ein sichtbarer Spalt, Leimauspressen an der Oberkante oder eine Kante, die sich nach der Bearbeitung löst, lassen die gesamte Platte minderwertiger erscheinen, selbst wenn Trägermaterial und Kantenmaterial akzeptabel sind. Deshalb sollte die Qualität der Leimfuge
CNC-Nachrüstleitfaden: Wann ein Upgrade einer alten Maschine sinnvoll ist
Donnerstag, 09 April 2026
Die Nachrüstung einer älteren CNC-Maschine klingt verlockend, denn sie verspricht moderne Nutzbarkeit ohne die Kapitalkosten einer vollständigen Ersatzbeschaffung. Manchmal trifft diese Logik genau zu. Manchmal wird daraus ein langwieriger Rettungsversuch, der verschlissene Bewegungskomponenten, unsichere Elektroinstallationen, schwache Dokumentation, Ersatzteilrisiken und mehr Ausfallzeiten ans Licht bringt, als das ursprüngliche Budget je eingeräumt hat. Deshalb sollte eine Nachrüstung
- Published in Blog
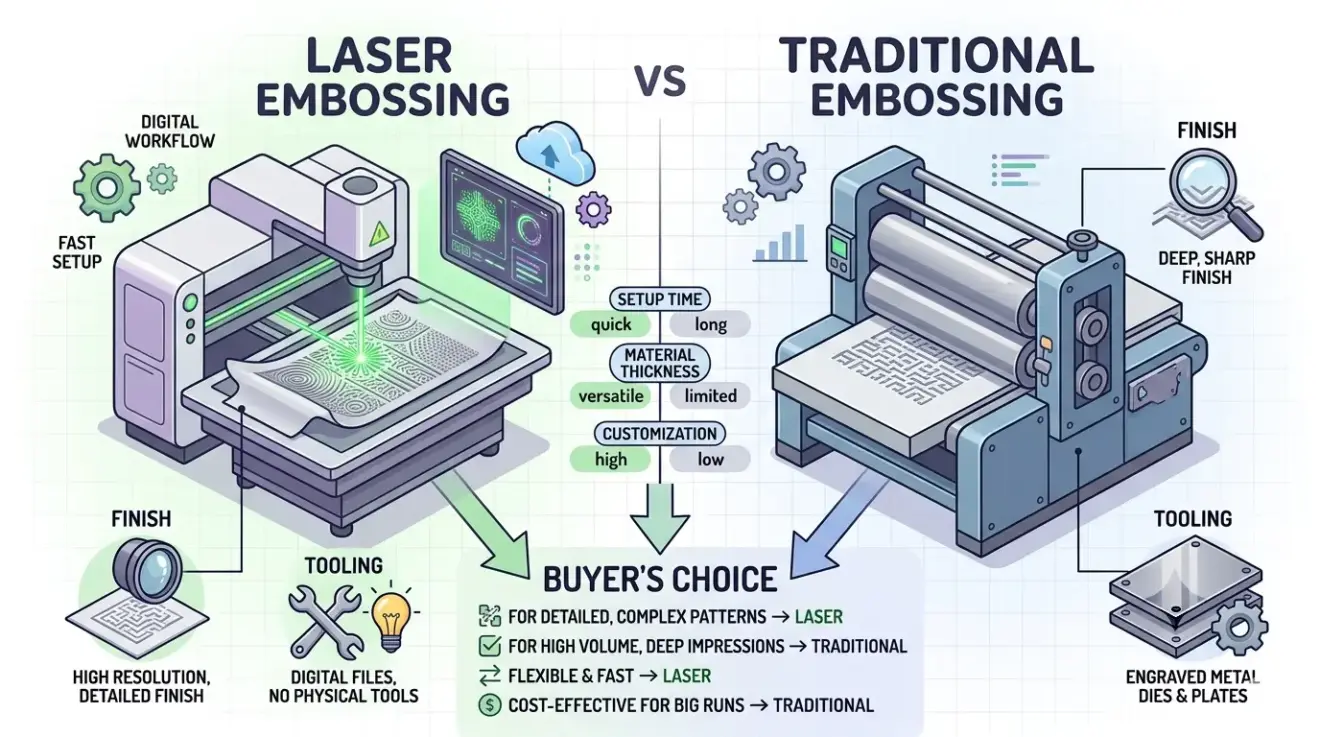
Lasermaschine zum Prägen vs. traditionelles Prägen: Was Käufer über Finish, Werkzeug und Workflow-Eignung wissen sollten
Donnerstag, 09 April 2026
Käufer kommen in der Regel zu diesem Vergleich, wenn sie eine hochwertige strukturierte Oberfläche wünschen, ohne die Linie an den falschen Prozess zu binden. Das Problem ist, dass der Begriff „Lasergeprägemaschine“ zwei sehr unterschiedliche Ergebnisse verschleiern kann. Die traditionelle Prägung hebt den Untergrund mit einem Werkzeug körperlich an oder drückt ihn ein. Die Laserbearbeitung erzeugt
- Published in Blog
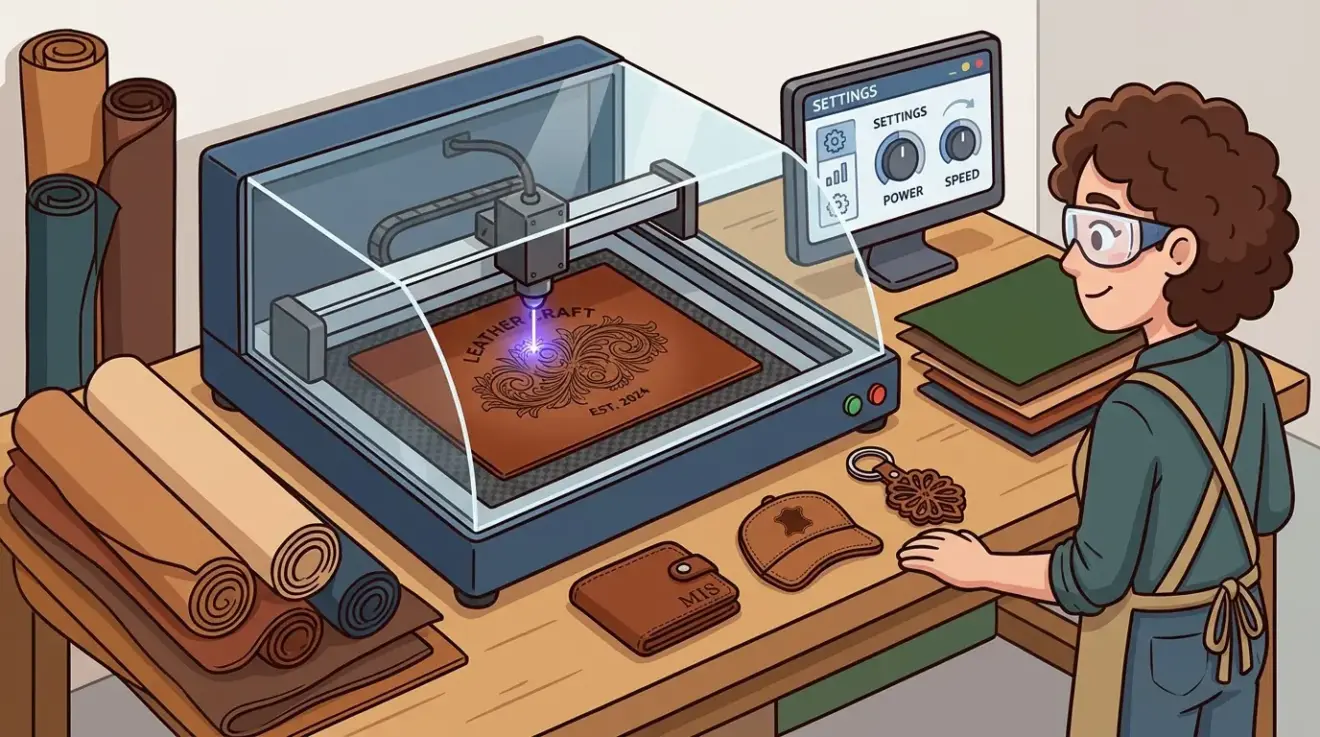
Lasergravierer für Leder: Einstellungen, Anwendungen und wie man die richtige Maschine auswählt
Donnerstag, 09 April 2026
Ein Ledergravurmuster kann auf der Werkbank hervorragend aussehen und dennoch in der Produktion versagen. Die Gründe sind in der Regel keine dramatischen Maschinenfehler. Es sind Prozessprobleme: inkonsistenter Kontrast über Häute hinweg, dunkle Hitzesäume um Logos, Rückstand auf fertigen Oberflächen, langsames Reinigen zwischen Aufträgen oder Einstellungen, die bei einer Lederveredelung funktionieren, bei der nächsten jedoch nicht.
- Published in Blog

Integration von CNC-Bohrungen in eine automatisierte Holzbearbeitungslinie, ohne neue Engpässe zu schaffen
Donnerstag, 09 April 2026
In der automatisierten Produktion von Schränken, Kleiderschränken und Plattenmöbeln treten Bohrprobleme selten als reine Diskussion über die Anzahl der Bohrungen auf. Sie zeigen sich als Scharnierplatten, die nicht sauber ausgerichtet sind, Verbinder, die gegen die Montage kämpfen, Regalträgermuster, die eine erneute Überprüfung erfordern, und Bediener, die die Linie anhalten, weil das richtige Teil mit der
Maschinelles Kantenanleimen vs. Manuelles Kantenanleimen: Was passt zu Ihrer Produktion?
Donnerstag, 09 April 2026
Wenn die Plattenendbearbeitung die Produktionslinie verlangsamt, wird die Kantenanleimung schnell zu mehr als nur einem kosmetischen Schritt. Sie beeinflusst, wie sauber Möbelteile in die Bohr- und Montageprozesse gelangen, wie viel Nacharbeit die Bediener von Hand leisten müssen und wie oft sichtbare Kanten zur Korrektur zurückkommen. Sowohl die maschinelle als auch die manuelle Kantenanleimung können nutzbare
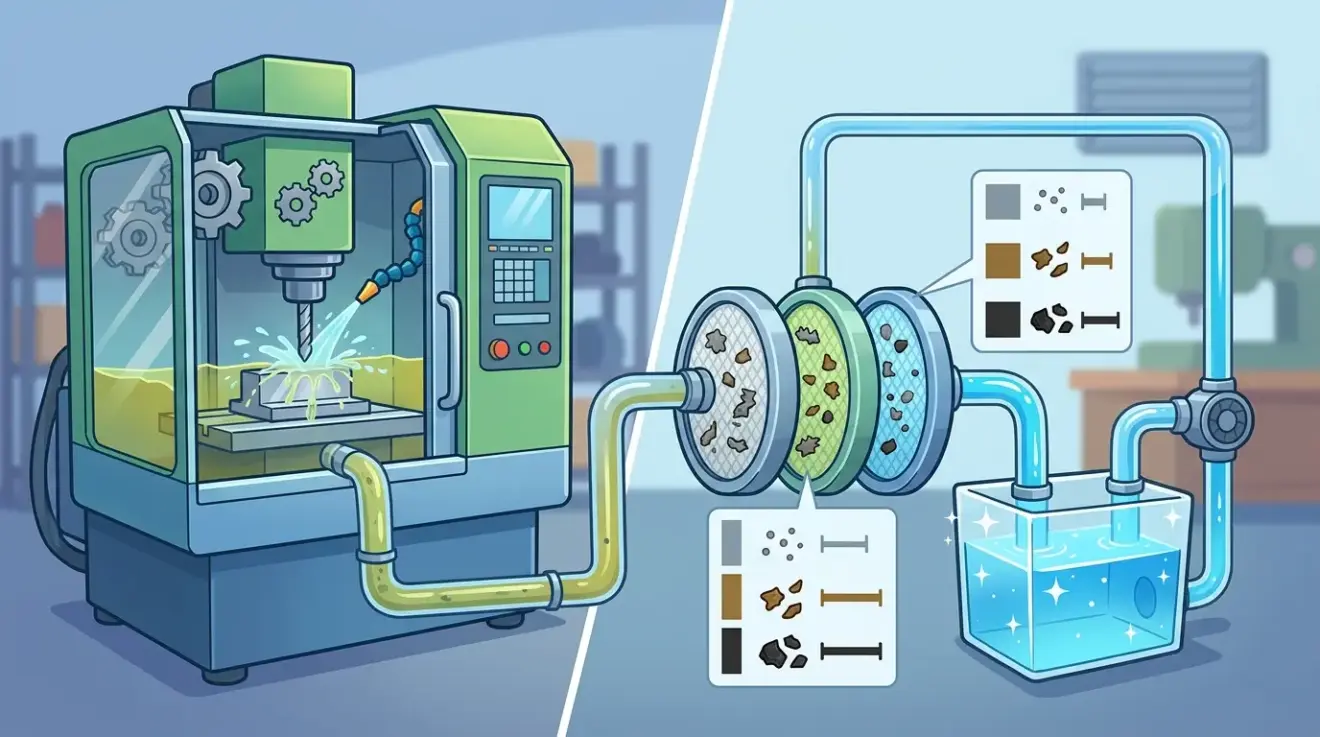
Was ist ein CNC-Kühlmittelfilter und warum ist die Mikronbewertung wichtig?
Donnerstag, 09 April 2026
Kühlmittelprobleme kündigen sich in der Regel zuerst woanders an. Die Standzeit sinkt. Die Oberflächengüte driftet bei Teilen, die früher sauber geschnitten haben. Düsen verhalten sich ungleichmäßig. Die Pumpe klingt angestrengt. Bediener passen Drehzahlen und Vorschübe an, wechseln Wendeschneidplatten und stellen den Spindelzustand in Frage, bevor jemand die grundlegendere Kreislauffrage stellt: Was schickt ständig Verunreinigungen zurück
- Published in Blog
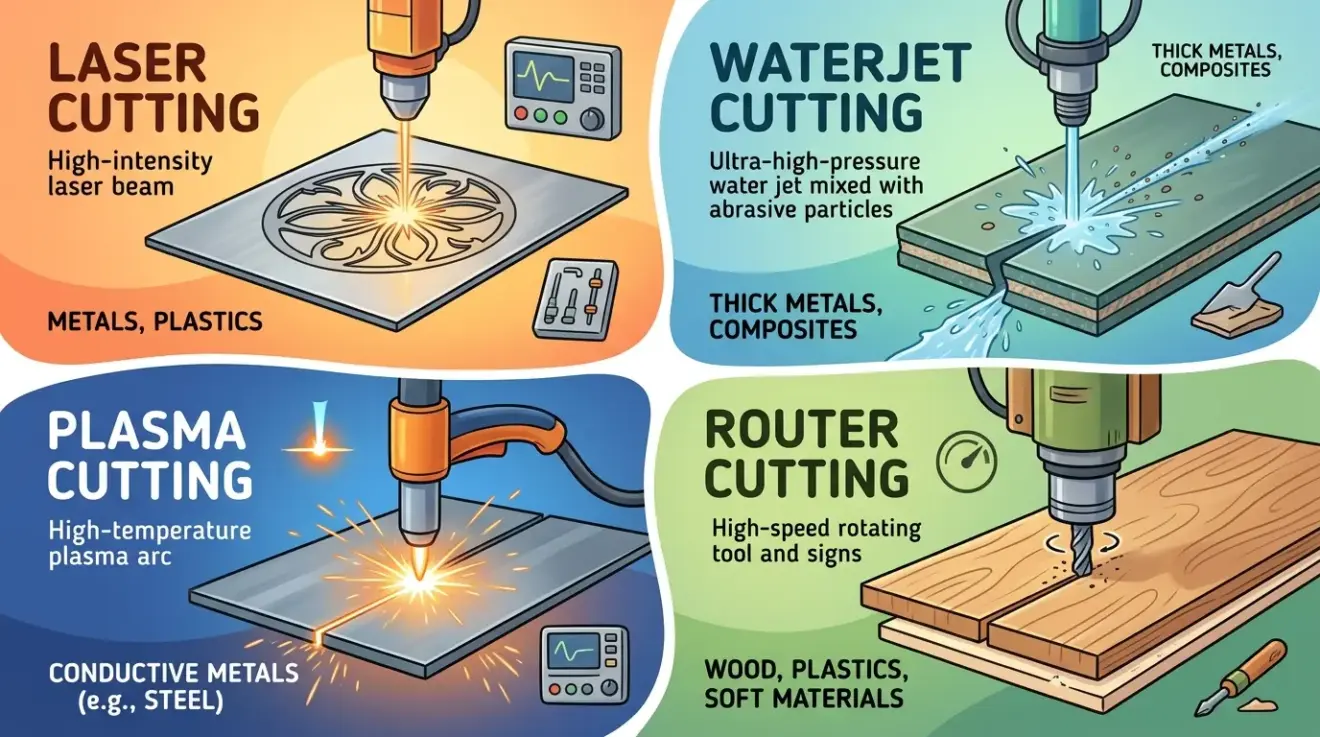
CNC-Schneiden erklärt: Welches Verfahren passt zu welchem Material?
Donnerstag, 09 April 2026
CNC-Schneiden klingt nur dann einfach, wenn der Käufer die Aufgabe zu vage beschreibt. Sobald das Material, die Teilefamilie, die Kantenanforderung und das tägliche Produktionsziel konkretisiert werden, ändert sich die Auswahlliste schnell. Ein Prozess, der allgemein attraktiv erscheint, kann verschwenderisch, langsam oder qualitätsriskant werden, sobald er mit der tatsächlichen Arbeit abgeglichen wird. Deshalb beginnt die richtige
- Published in Blog
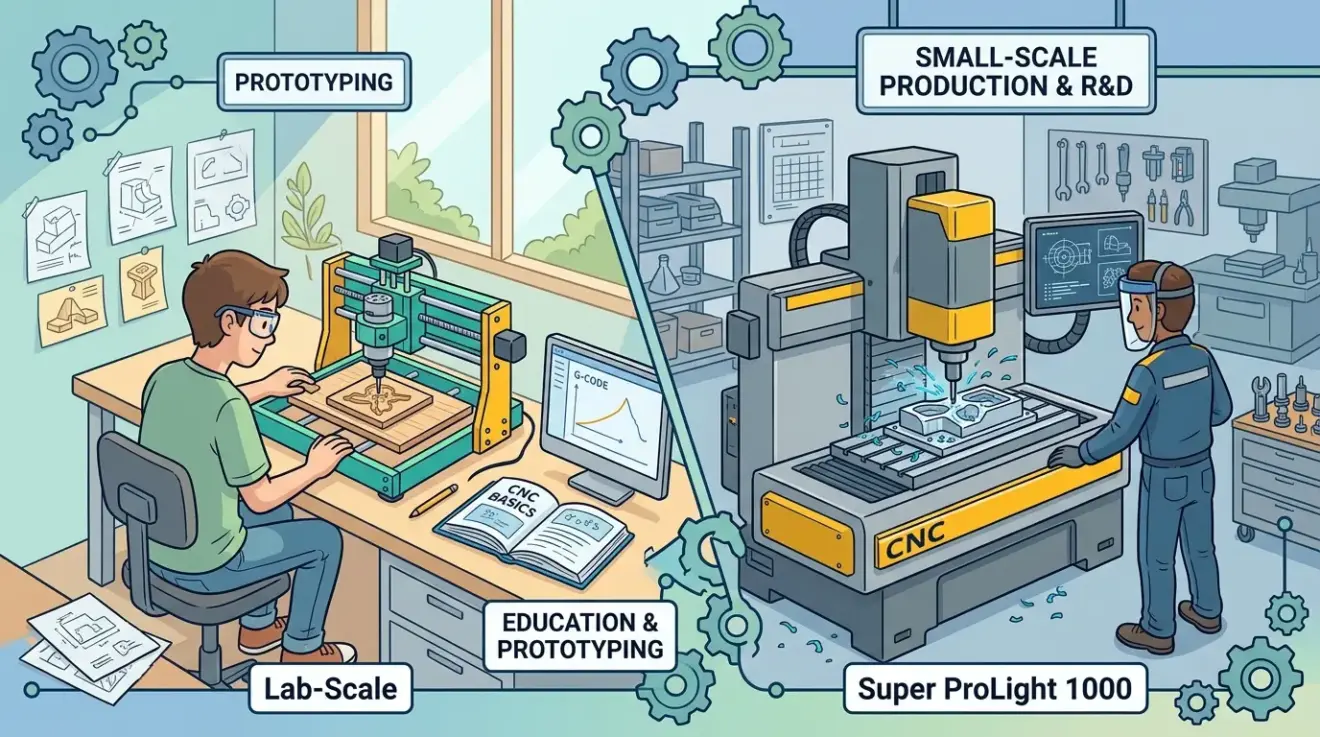
Prolight 1000 CNC-Fräse, Super Prolight 1000 und Lab-CNC-Fräsen: Für wen sind sie gedacht?
Donnerstag, 09 April 2026
CNC-Fräser im Labormaßstab wie der Prolight 1000 oder ähnlich positionierte kompakte Trainings- und Prototypenmaschinen besetzen eine bestimmte Nische. Sie sind kein allgemeiner Ersatz für industrielle Bearbeitungszentren und auch nicht ideal für jeden Hobby-Käufer. Ihr Wert zeigt sich, wenn die Umgebung ebenso wichtig ist wie der Schnitt: in Klassenzimmern, technischen Ausbildungsprogrammen, Ingenieurlaboren, beaufsichtigten Prototyping-Räumen und Organisationen,
- Published in Blog
Mini-Drehmaschine CNC-Umrüstpläne: Was Sie vor Beginn einer Nachrüstung prüfen sollten
Donnerstag, 09 April 2026
Umsetzungsprojekte für Mini-Drehmaschinen-CNC-Umrüstungen sind attraktiv, da sie einen erschwinglichen Einstieg in die programmgesteuerte Drehbearbeitung zu bieten scheinen, ohne dass dafür eine vollwertige Industriehalle benötigt wird. Unter den richtigen Umständen liefern sie genau das: eine nützliche Lernplattform, ein leistungsfähiges Werkzeug für Kleinserien oder eine Möglichkeit, bestimmte Drehaufgaben auf engem Raum zu automatisieren. Doch viele Nachrüstprojekte scheitern
- Published in Blog

Kontrollliste für die Wartung von Breitbandschleifmaschinen zur Sicherstellung einer gleichbleibenden Oberflächenqualität
Donnerstag, 09 April 2026
Bei Schleif- und Endbearbeitungsprozessen macht sich eine Qualitätsabweichung meist bemerkbar, bevor eine Maschine stillsteht. Ein Schleifband lädt sich schneller auf als gewohnt, Platten zeigen ungleichmäßige Schleifmuster, der Dickenabtrag wird weniger vorhersagbar, oder die Bediener senken die Vorschubgeschwindigkeit, um sichtbare Fehler zu vermeiden. Wenn Ausschuss oder Nacharbeit offensichtlich werden, hat die Maschine oft schon Tage oder
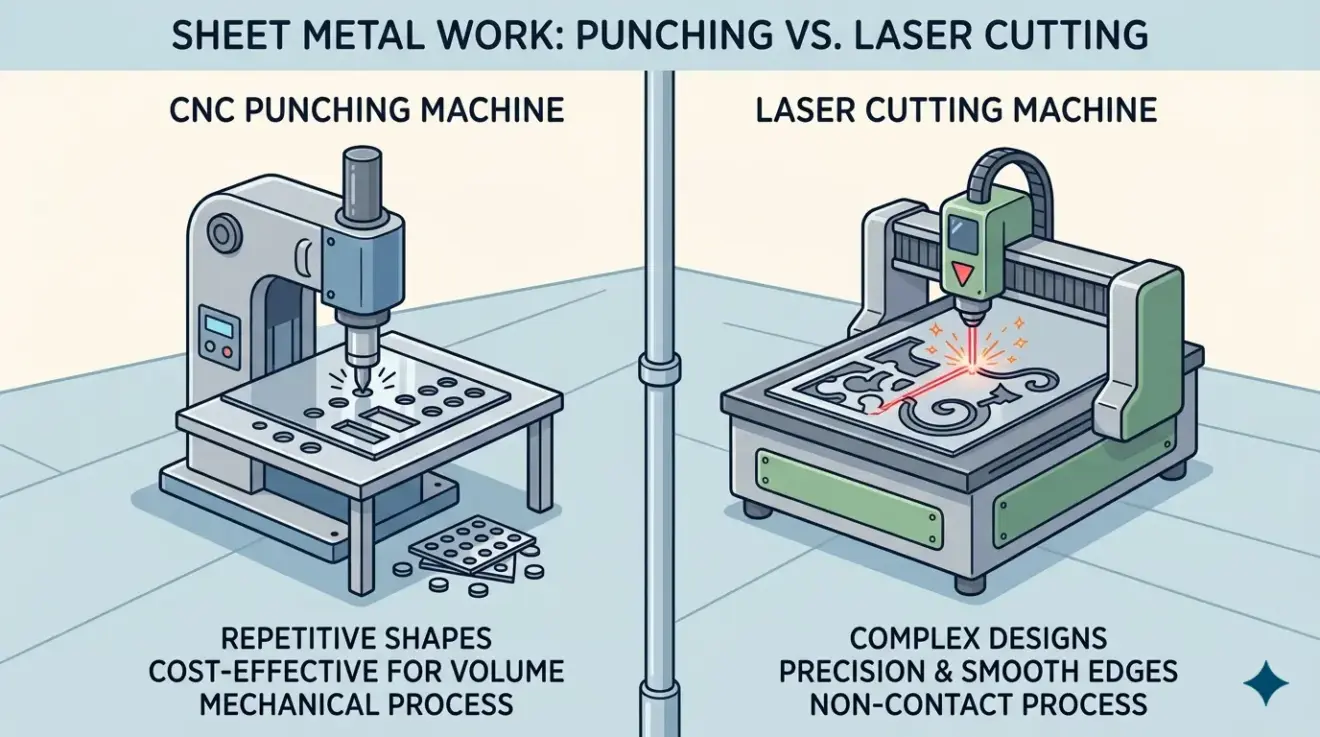
CNC-Stanzmaschine vs. Laserschneiden: Welche ist besser für die Blechbearbeitung?
Donnerstag, 09 April 2026
Es gibt keinen ehrlichen universellen Gewinner zwischen CNC-Stanzen und Laserschneiden. Fabriken verlieren Geld, wenn sie ständig nach einem solchen suchen. Diese beiden Prozesse schaffen auf unterschiedliche Weise Margen, und die bessere Investition hängt in der Regel weniger von der nominalen Geschwindigkeit ab als davon, welche Art von Auftragsstrom die Anlage Woche für Woche versorgen kann.
- Published in Blog
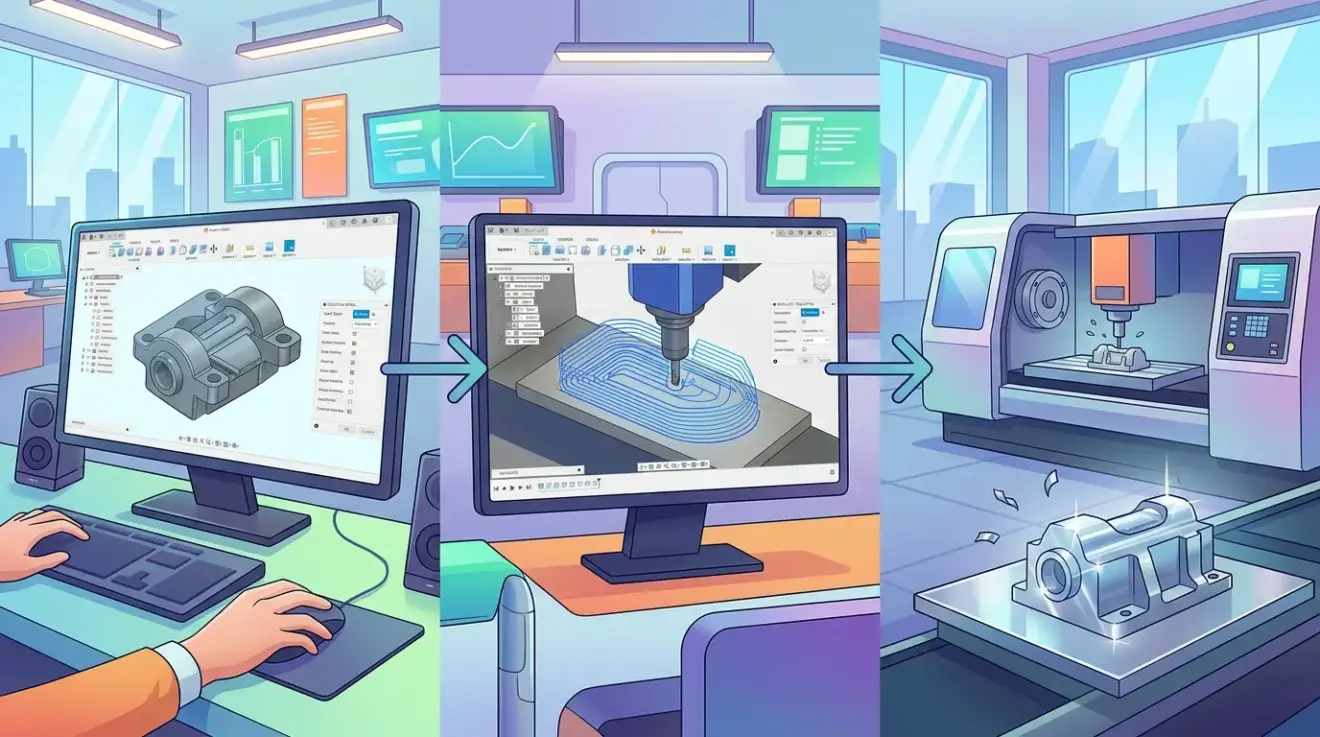
Fusion 360 für CNC: Vom CAD-Modell zum Werkzeugweg
Donnerstag, 09 April 2026
In CNC-Workflows ist Fusion 360 von Bedeutung, weil es eine Lücke schließt, die in vielen Betrieben zu teuren Fehlern führt: die Lücke zwischen einem Bauteil, das auf dem Bildschirm fertig aussieht, und einem Bauteil, das tatsächlich für eine Maschine bereit ist. Ein CAD-Modell kann maßlich korrekt sein und dennoch umständlich zu spannen, ineffizient zu zerspanen,
- Published in Blog
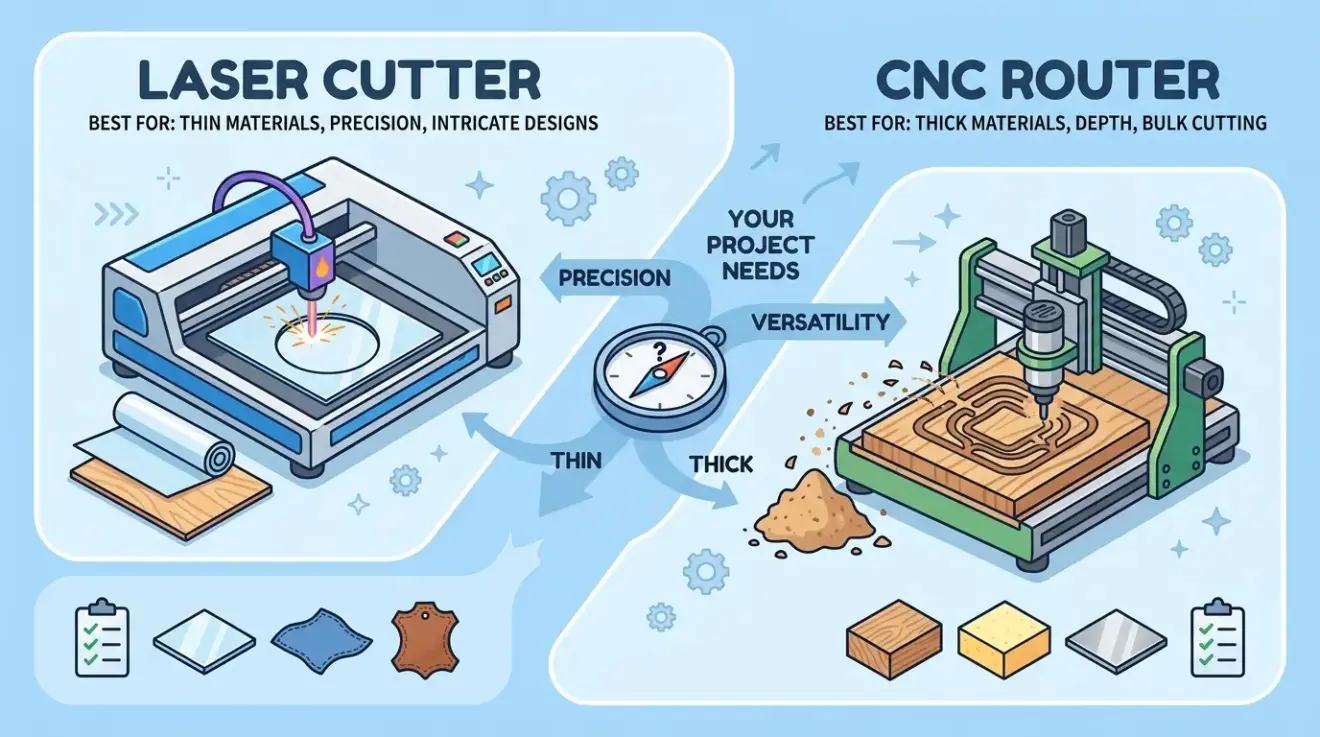
CNC-Laserschneider vs. CNC-Fräse: Welchen sollten Sie wählen?
Donnerstag, 09 April 2026
Die Entscheidung zwischen einer CNC-Laserschneidmaschine und einer CNC-Fräse hängt selten davon ab, welche Maschine fortschrittlicher klingt. In der realen Produktion kommt es meist darauf an, was das Bauteil nach dem ersten Schnitt benötigt: Gravur, kleine Innendetails, Taschen, Nuten, gebohrte Merkmale, Kantenbearbeitung, Materialstärke und wie viel manuelle Nacharbeit das Team tolerieren kann. Eine CNC-Laserschneidmaschine ist in
- Published in Blog
Marmorgravurmaschine: Was Sie vor dem Kauf beachten sollten
Donnerstag, 09 April 2026
Beim Kauf einer Marmorgravurmaschine beginnt man oft mit Musterfotos, Dekormustern oder einer kurzen Liste von Maschinenfunktionen. Das ist meist der falsche Ansatz. In der realen Steinproduktion trifft man die bessere Kaufentscheidung, wenn man versteht, welche Art von Gravur man herstellen muss, wie oft man sie wiederholen muss, wie sich Marmor im eigenen Arbeitsablauf verhält und
Desktop-5-Achs-CNC vs. Full-Size-5-Achs-Fräse: Welche ist sinnvoll?
Mittwoch, 08 April 2026
Die Aufmerksamkeit für die Fünf-Achsen-Bearbeitung rührt daher, dass sie den Zugang zu komplexen Geometrien, weniger Einrichtvorgängen und eine vollständigere Bauteilbearbeitung aus mehreren Winkeln innerhalb einer gesteuerten Bahn verspricht. Dieses Versprechen ist real, aber der Begriff „5-Achsen“ umfasst Maschinen mit grundlegend unterschiedlichen praktischen Grenzen. Eine Tisch-5-Achsen-CNC und eine vollwertige 5-Achsen-Fräsmaschine mögen das gleiche übergreifende Bewegungskonzept teilen,
- Published in Blog
3-Achs-Fräsmaschine vs. VMC: Welche Konfiguration passt zu Ihrem Arbeitsablauf?
Mittwoch, 08 April 2026
Eine konventionelle 3-Achsen-Fräsmaschine und eine VMC können das gleiche Werkstück bearbeiten. Der wirkliche Unterschied liegt nicht darin, ob das Werkzeug die Geometrie erreichen kann. Der wirkliche Unterschied liegt darin, wie viel des umgebenden Prozesses die Maschinenkonfiguration eliminiert oder beibehält. Dieser Vergleich sollte mit dem Arbeitsablauf beginnen, nicht mit dem Etikett. Wenn die Werkstatt hauptsächlich mit
- Published in Blog
Kleinere CNC-Maschine für Metall: Was Käufer oft übersehen
Mittwoch, 08 April 2026
Hier ist die Übersetzung des Maschinenbau-Textes ins Deutsche: Kompakte CNC-Maschinen sind für Käufer attraktiv, da sie scheinbar mehrere Probleme auf einmal lösen. Sie senken den Einstiegspreis, passen in begrenzte Stellflächen, wirken auf neue Bediener weniger einschüchternd und versprechen einen beherrschbaren Einstieg in die Aluminium- oder Leichtstahlbearbeitung, ohne den Platzbedarf eines vollwertigen Bearbeitungszentrums. Diese Attraktivität ist
- Published in Blog
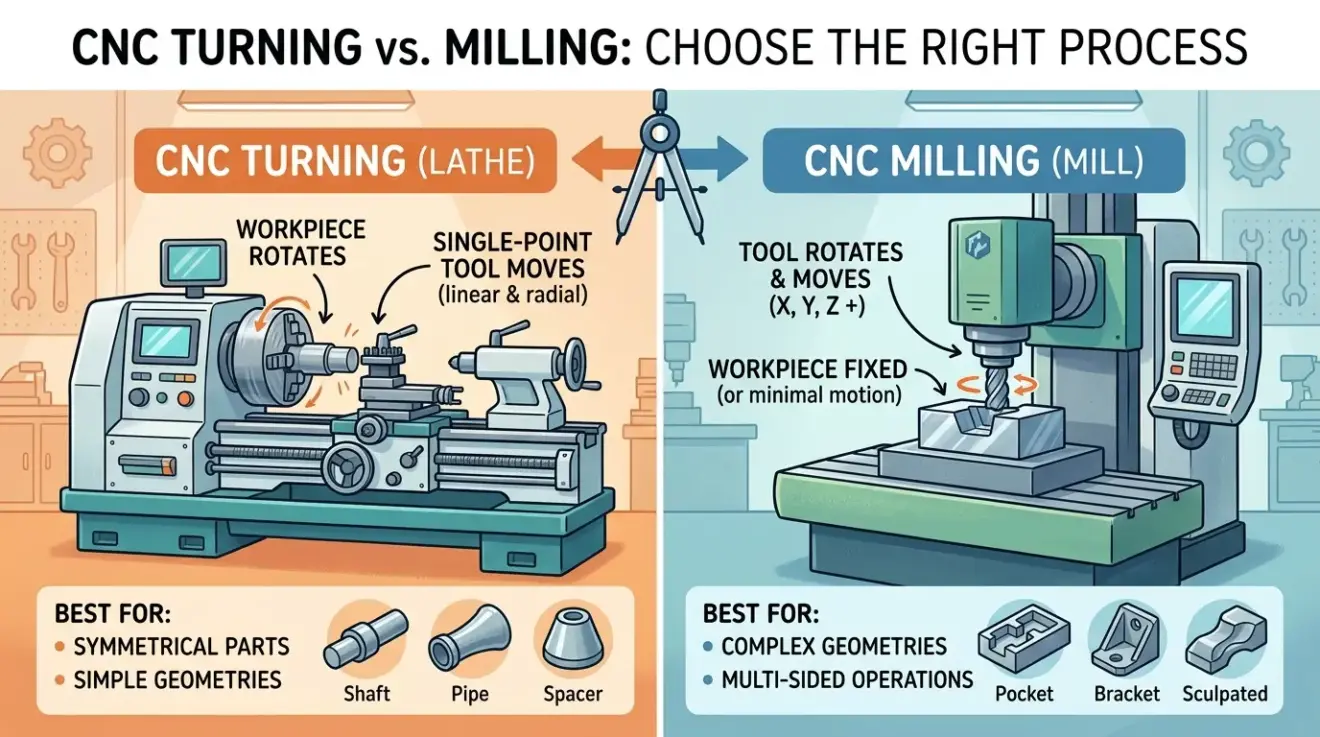
CNC-Drehen vs. CNC-Fräsen: Welches Verfahren passt zu Ihrer Bauteilgeometrie?
Mittwoch, 08 April 2026
Der einfachste Weg, CNC-Drehen und CNC-Fräsen zu vergleichen, ist auch der nützlichste: Betrachten Sie das Bauteil und fragen Sie, welcher Prozess natürlich zur Geometrie passt. Ist die Komponente grundsätzlich drehsymmetrisch, entfernt das Drehen in der Regel schneller Material und hat weniger Einrichtungsprobleme. Hängt die Komponente von Ebenen, Taschen, Nuten, Konturen und Merkmalen ab, die sich
- Published in Blog
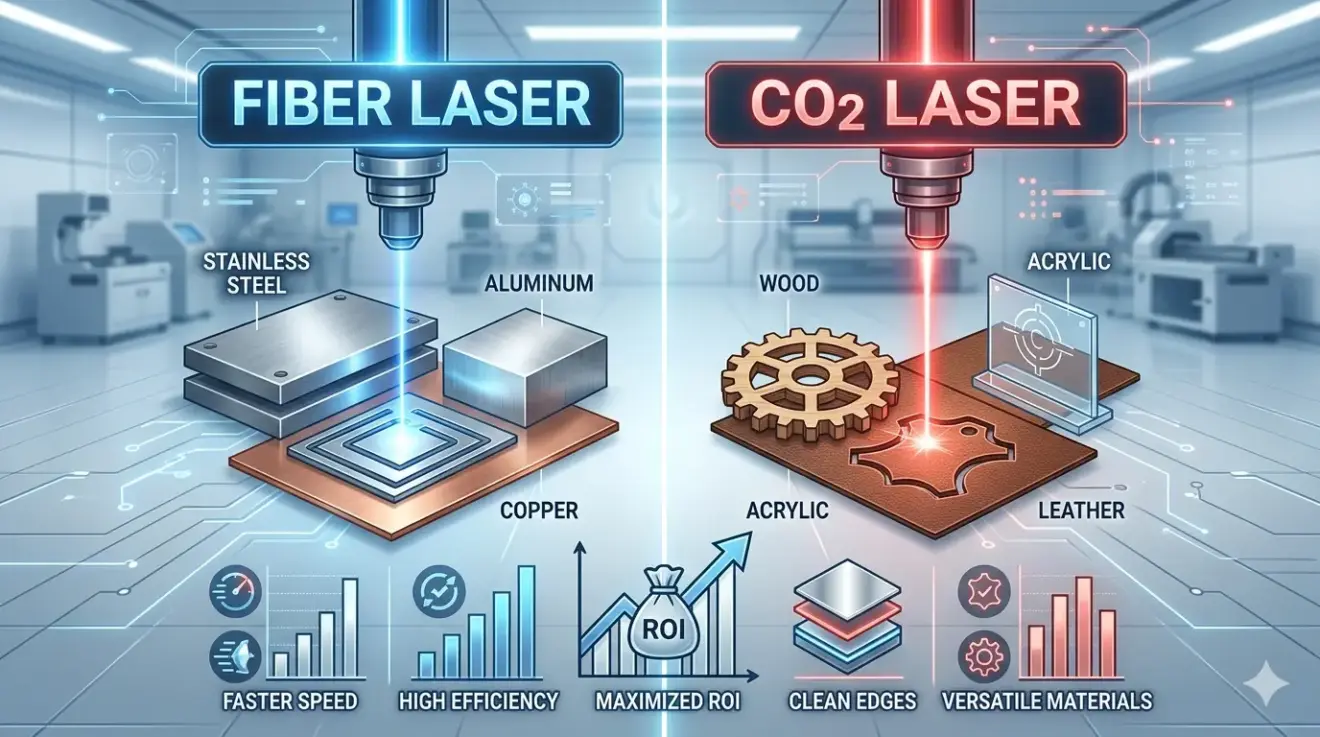
Faserlasermaschine vs. CO2-Lasermaschine: Wie die Materialanpassung den ROI steigert
Mittwoch, 08 April 2026
Wenn ein Betrieb die Faserlaser-Technologie mit der CO2-Laser-Technologie vergleicht, ist der erste Fehler meist, die Strahlquelle als Entscheidungskriterium zu betrachten. In der Produktion geht es in Wirklichkeit darum, ob die Maschine zum Materialmix passt, der den Zeitplan füllt und Gewinnspanne generiert. Eine Quelle, die auf dem Papier fortschrittlich aussieht, kann dennoch eine schwache Kapitalrendite erzielen,
- Published in Blog

Wie Formatkreissägen in kleine und mittlere Holzwerkstätten passen
Mittwoch, 08 April 2026
Wenn die Zuschnittstation in einer Holzwerkstatt langsamer wird, ist die Antwort nicht immer eine speziellere Hochleistungsmaschine. In vielen kleinen und mittleren Betrieben besteht der eigentliche Bedarf in einer Säge, die zwischen Plattenware, Vollholz, kurzen Serien und Sonderteilen wechseln kann, ohne dass jeder Auftragswechsel wie ein Neustart wirkt. Hier kommt meist die Formatkreissäge ins Gespräch. Die
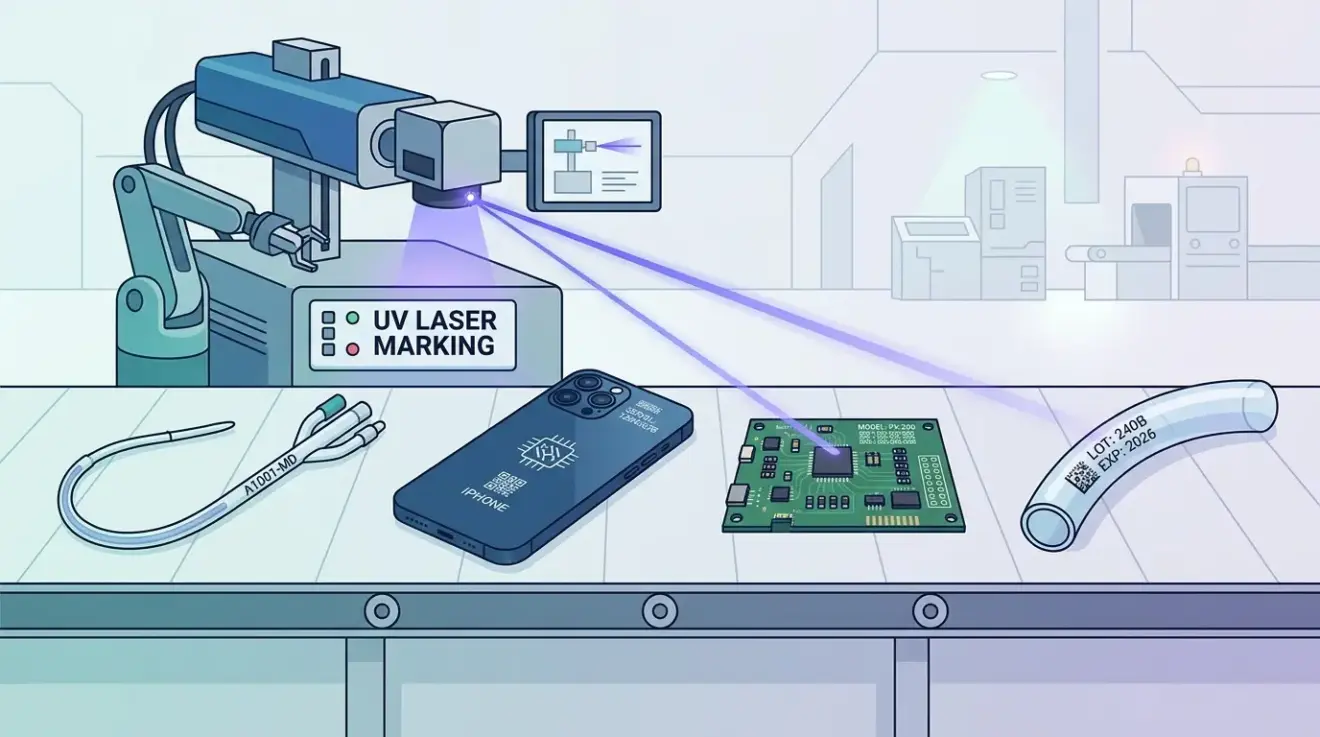
UV-Lasermarkierung: Beste Anwendungen, Prozessgrenzen und wo sie in der Produktion eingesetzt wird
Mittwoch, 08 April 2026
Wenn ein Bauteil eine dauerhafte Markierung auf einer Oberfläche benötigt, die nicht viel Wärme verträgt, geht es nicht wirklich darum, ob ein Laser etwas sichtbar machen kann. Die eigentliche Entscheidung ist, ob der Prozess Kontrast, Kantenschärfe und kosmetische Kontrolle halten kann, ohne dünne Kunststoffe zu verziehen, Beschichtungen zu beschädigen oder einen Schritt zur Rückverfolgbarkeit zu
- Published in Blog
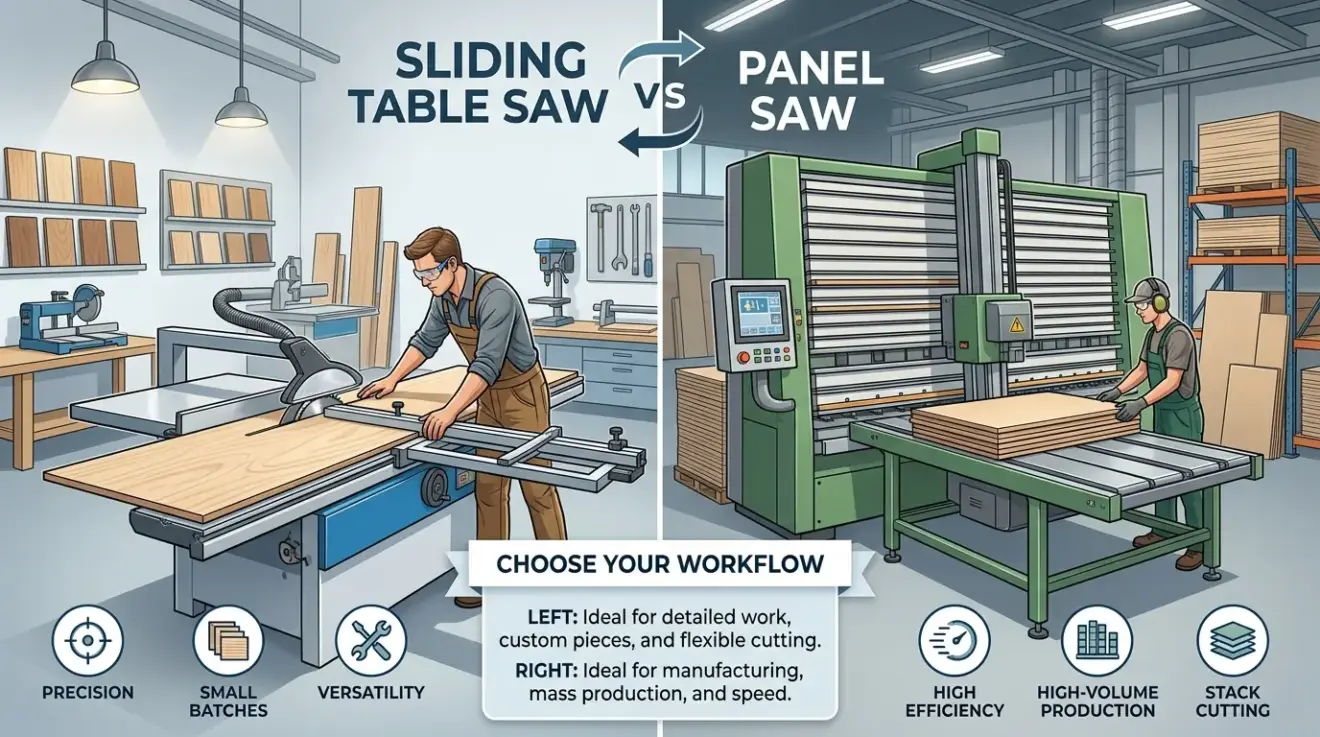
Formatkreissäge vs. Plattensäge: Welche passt zu Ihrem Arbeitsablauf?
Mittwoch, 08 April 2026
Wenn in einer Werkstatt in der Schneidphase Zeit verloren geht, liegt das eigentliche Problem meist nicht an der Blattgeschwindigkeit oder der Maschinenkennzeichnung. Es ist die Arbeitsablauftauglichkeit. Die Säge am Anfang der Produktion beeinflusst, wie reibungslos Teile in die Kantenanleimung, das Bohren, Schleifen, die Montage und die Endauslieferung gelangen. Wenn die falsche Maschine diesen ersten Schritt
- Published in Blog
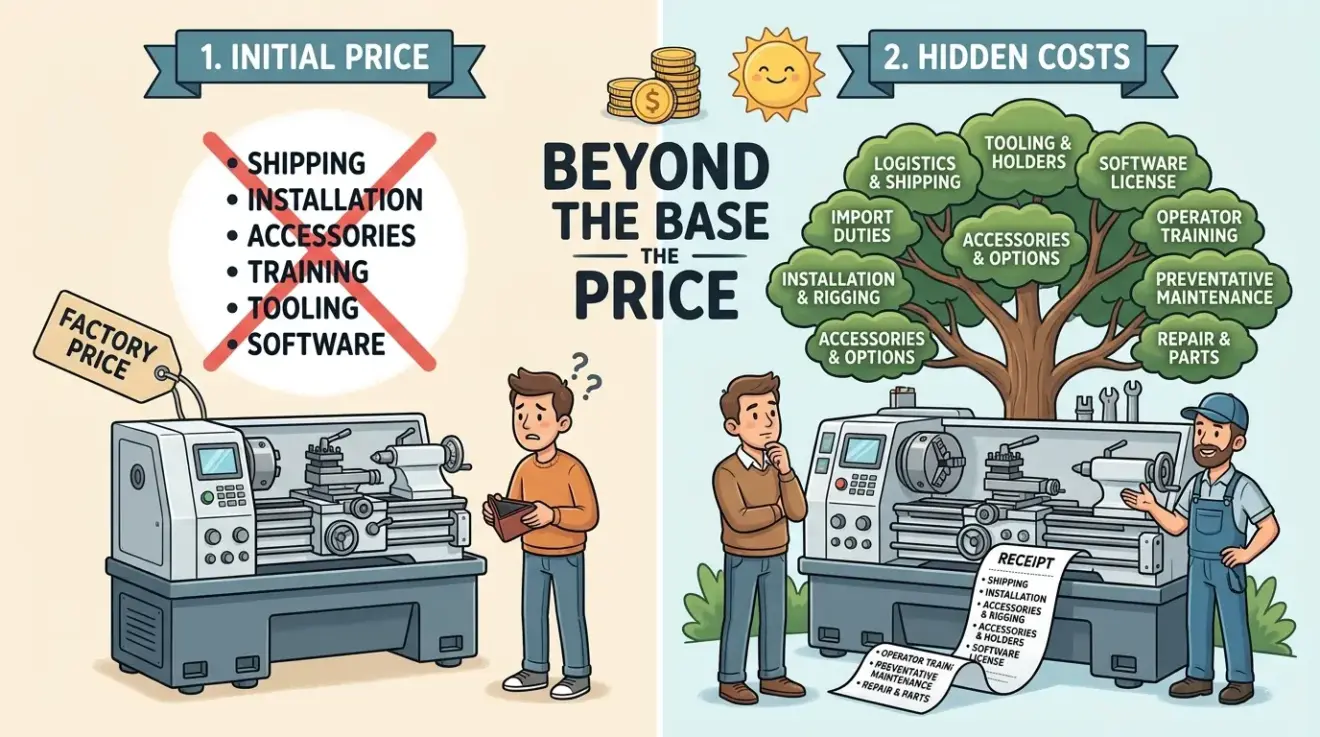
CNC-Drehmaschine Preisratgeber: Was Käufer über den Basispreis hinaus vergleichen sollten
Mittwoch, 08 April 2026
Der Listenpreis in einem Angebot für eine CNC-Drehmaschine ist in der Regel die einfachste zu vergleichende Zahl, aber die unzuverlässigste, der man für sich genommen vertrauen sollte. Käufer sehen eine Maschine zu einem niedrigeren Preis als eine andere angeboten und gehen davon aus, dass sie den kommerziellen Unterschied bereits verstehen. In Wirklichkeit verstehen sie meist
- Published in Blog
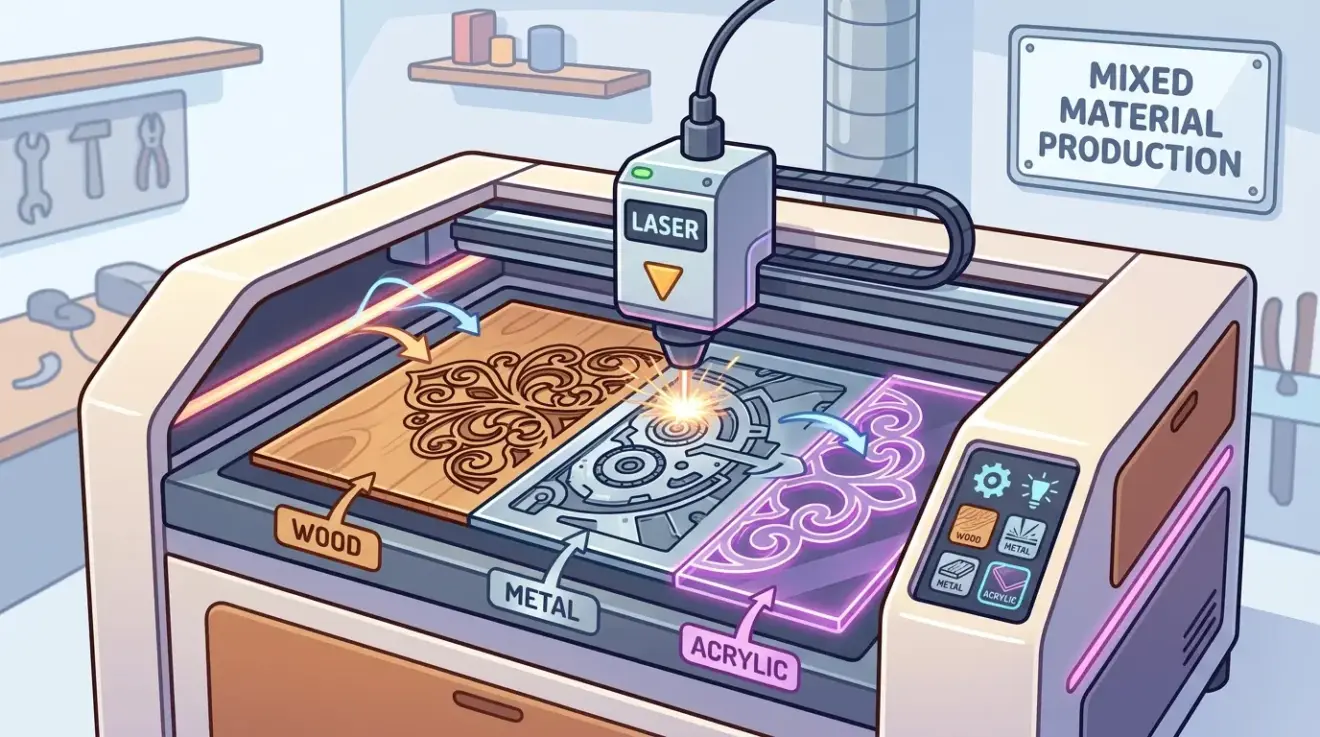
Laser-Schneid- und Graviermaschinen-Optionen für die Arbeit mit gemischten Materialien
Mittwoch, 08 April 2026
Mischmaterialaufträge sehen auf dem Papier oft effizient aus, weil eine Maschine scheinbar mehrere Produktlinien gleichzeitig abdeckt. Die Produktionsrealität ist weniger nachsichtig. Eine Werkstatt könnte morgens Acryl-Displayteile schneiden, nachmittags Sperrholz-Markenpaneele gravieren und vor Schichtende auf laminierte Holzaccessoires oder Ledereinlagen umstellen. Wenn das passiert, lautet die eigentliche Kaufentscheidung nicht mehr, ob eine Maschine mehr als ein Substrat
- Published in Blog

CNC-Laserschneidmaschine vs. Standard-Lasermaschine: Was ist der Unterschied?
Mittwoch, 08 April 2026
Eine CNC-Laserschneidmaschine basiert auf programmierter Bewegungssteuerung, wiederholbarer Bahnausführung und besserer Integration in die Serienfertigung. Eine Standard-Lasermaschine bezieht sich in der Regel auf eine einfachere Laserplattform mit geringerer Automatisierung oder weniger produktionsorientierter Steuerung, die dennoch die bessere Wahl für kleinere Stückzahlen oder weniger standardisierte Arbeiten sein kann. Käufer behandeln CNC-Laserschneidmaschine und Standard-Lasermaschine oft so, als ob
- Published in Blog
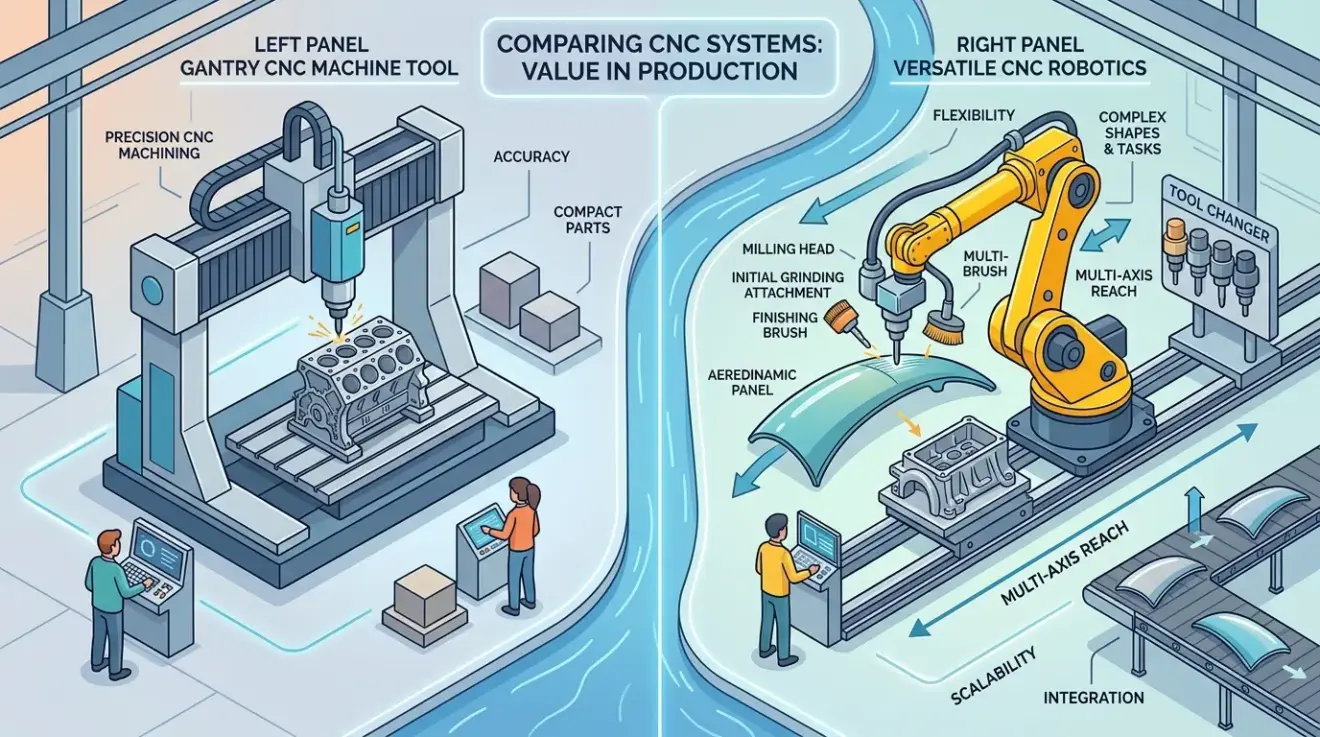
CNC-Roboter vs. CNC-Werkzeugmaschine: Wo Robotik in der Produktion Mehrwert schafft
Mittwoch, 08 April 2026
Factorys stellen manchmal Roboter und CNC-Werkzeugmaschinen so dar, als wären sie konkurrierende Lösungen für dasselbe Produktionsproblem. Diese Darstellung führt häufig zu schlechten Automatisierungsentscheidungen. Eine CNC-Werkzeugmaschine ist dafür gebaut, einen kontrollierten Prozess unter Krafteinwirkung zu halten. Ein Roboter ist dafür gebaut, sich zu bewegen, Teile zu präsentieren, zu transferieren, zu laden, zu entladen und Bewegungen im
- Published in Blog
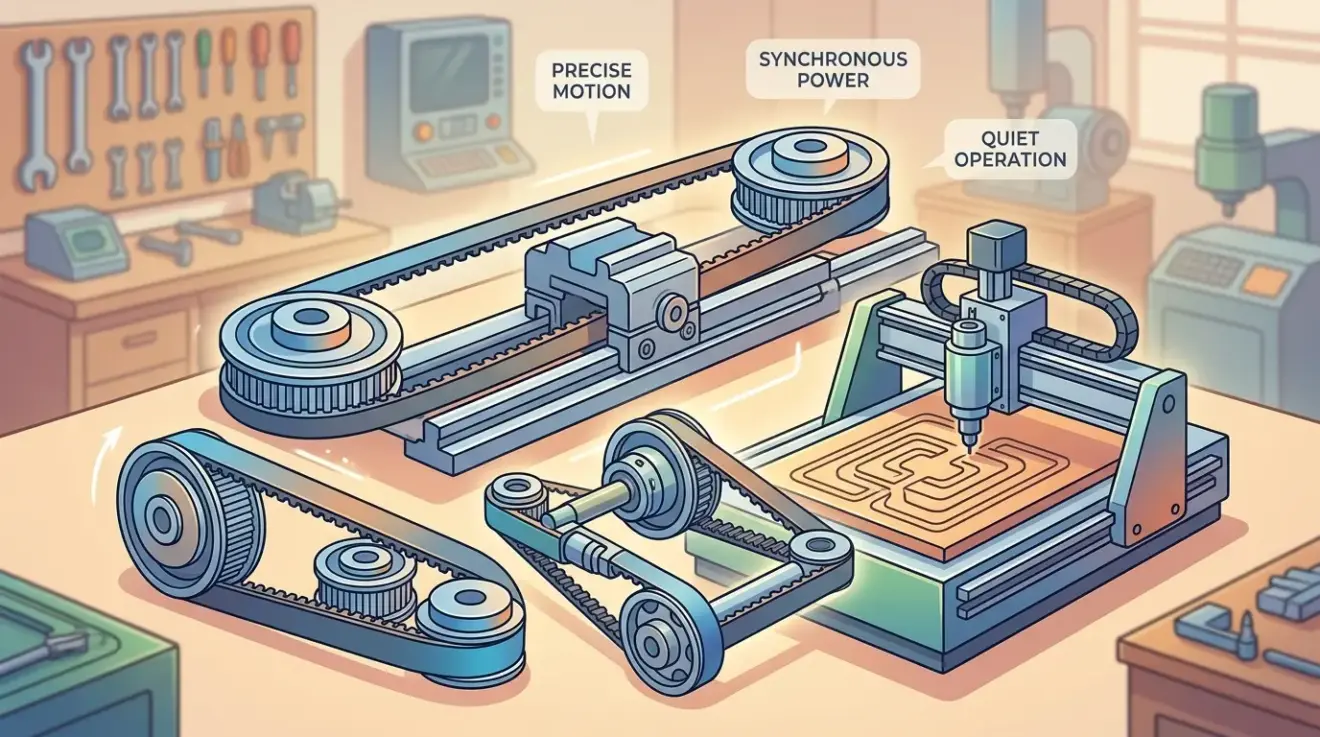
Was sind CNC-Zahnriemen und Zahnriemenscheiben?
Mittwoch, 08 April 2026
CNC-Zahnriemen und -Riemenscheiben erhalten normalerweise erst dann Aufmerksamkeit, wenn etwas an der Bewegung anfängt, sich weniger sauber anzufühlen. Eine Maschine beschleunigt anders als früher. Die Position scheint über einen langen Verfahrweg inkonsistent. Ein Portal klingt bei einer Geschwindigkeit gut und bei einer anderen unruhig. Oder ein Käufer hört, dass eine Maschine riemengetrieben ist, und kommt
- Published in Blog
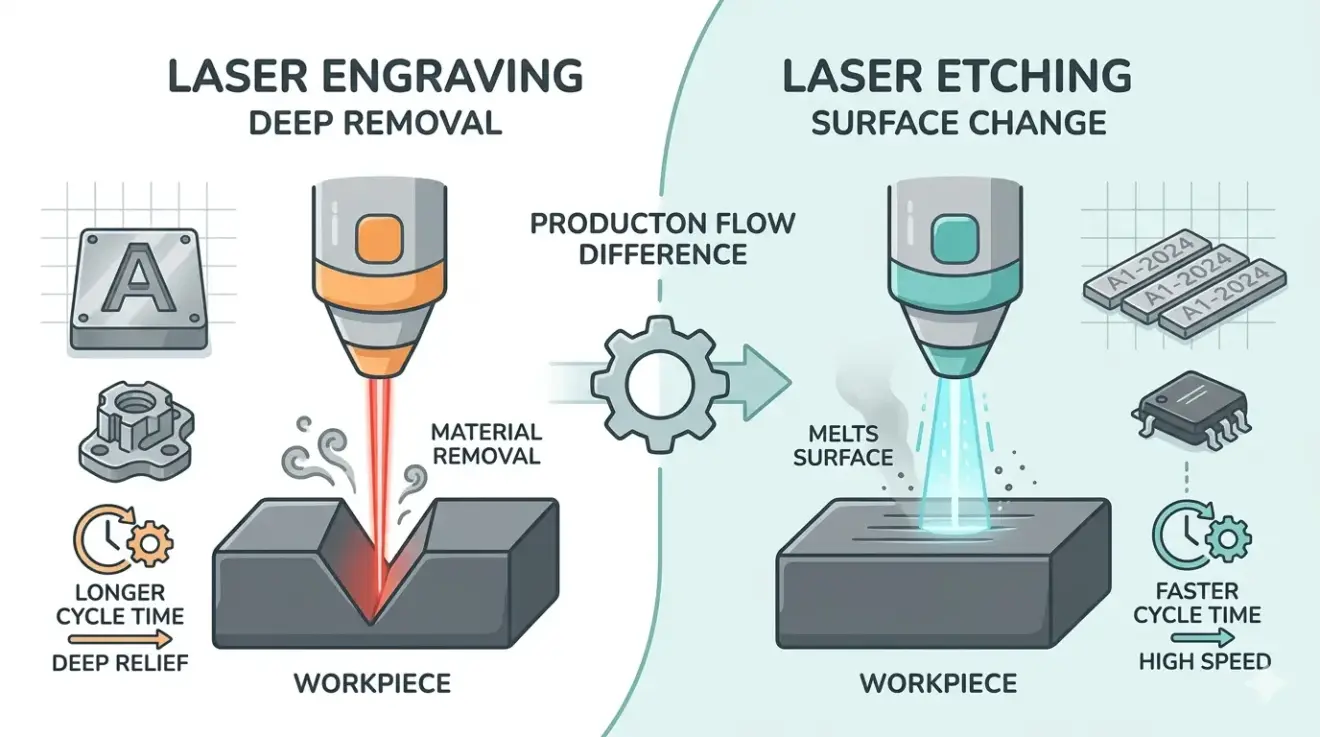
Lasergravur-Maschine vs. Laserbeschriftungs-Maschine: Was ändert sich tatsächlich in der Produktion?
Mittwoch, 08 April 2026
Viele Käufer beginnen diesen Vergleich, als müssten sie sich zwischen zwei völlig unterschiedlichen Maschinenfamilien entscheiden. In der realen Produktion ist der Unterschied in der Regel weniger dramatisch. Meistens geht es eigentlich um die Frage, ob die Aufgabe eine flache Oberflächenveränderung, ein tieferes erhabenes Ergebnis oder einfach eine deutliche, sichtbare Markierung erfordert, die Handhabung und Prüfung
- Published in Blog