
 English
English  Español
Español  Italiano
Italiano  Français
Français  Português
Português  العربية
العربية  Türkçe
Türkçe  Русский
Русский  Tiếng Việt
Tiếng Việt  한국어
한국어  日本語
日本語  简体中文
简体中文 
So vergleichen Sie Angebote für CNC-Maschinen, ohne wichtige Details zu übersehen
Samstag, 18 April 2026
Wenn eine Fabrik mehrere CNC-Maschinenangebote einholt, besteht das größte Risiko nicht darin, zu viel zu bezahlen. Es besteht darin, anzunehmen, die Angebote seien direkt vergleichbar, obwohl sie es nicht sind. Ein Lieferant kalkuliert möglicherweise nur die Maschine. Ein anderer bezieht möglicherweise Software, Werkzeuge, Inbetriebnahme und Schulung mit ein. Ein Dritter paketiert möglicherweise eine Automatisierung, die
- Published in Blog

Kleiner Laserschneider vs. Großformat-Laserschneidemaschine: Was passt in Ihren Produktionsablauf?
Samstag, 18 April 2026
Die Wahl zwischen einem kleinen Laserschneider und einer Großformat-Laserschneidmaschine ist meist keine Frage des „größeren“ oder „besseren“ Systems. Es geht darum, das Maschinenformat an den Materialfluss, die Teilegröße, die Schachtelstrategie, die Grundfläche und die Art von Aufträgen anzupassen, die Ihre Werkstatt tagtäglich bearbeitet. Für einige Hersteller ist eine kleinere Maschine die effizientere Wahl, da sie
- Published in Blog
Prototypenbearbeitung vs. Serienfertigung: Wie man den richtigen Ansatz wählt
Samstag, 18 April 2026
Prototype-Prototyping und Serienfertigung nutzen möglicherweise ähnliche Ausrüstung, verfolgen aber unterschiedliche geschäftliche Ziele. Diese Ziele zu verwechseln ist einer der schnellsten Wege, bei der Bauteilentwicklung Zeit und Geld zu verschwenden. Bei Prototypen geht es in der Regel darum, schnell zu lernen, Geometrien zu testen und Konstruktionsprobleme zu identifizieren, bevor sie teuer werden. Bei der Serienfertigung geht
- Published in Blog

Breitbandschleifer vs. Trommelschleifer: Welcher passt in Ihre Werkstatt?
Samstag, 18 April 2026
Wenn das Schleifen den Plattenfluss verlangsamt, liegt das Problem selten nur an der Schleifgeschwindigkeit. Meistens handelt es sich um eine Mischung aus wiederholten Durchgängen, ungleichmäßiger Dickenkontrolle, inkonsistenter Oberflächenvorbereitung und zu viel Zeit des Bedieners, die dafür aufgewendet wird, den nächsten Prozess reibungslos zu gestalten. Daher ist der Vergleich einer Breitbandschleifmaschine mit einer Trommelschleifmaschine eigentlich ein
CNC-Fräse für Aluminium: Welche Maschinensteifigkeit und Spindelleistung benötigen Sie?
Samstag, 18 April 2026
Viele Käufer fragen, ob eine CNC-Fräse Aluminium schneiden kann, als ob die Antwort in einer einzigen Spindelleistungszahl verborgen wäre. Hier beginnt die Entscheidung meistens in die falsche Richtung zu gehen. Das Fräsen von Aluminium ist in erster Linie keine Frage der Spitzenleistung in PS. Es ist eine Frage des Prozessfensters. Sobald der Schnitt empfindlich auf
- Published in Blog
Erklärung von CNC-Wickelmaschinen: Ihre Einsatzbereiche und Unterschiede zu Standard-CNC-Werkzeugen
Samstag, 18 April 2026
CNC-Wickelmaschinen nehmen in der industriellen Automation einen besonderen Platz ein, da die Buchstaben „CNC“ viele Käufer zunächst an Fräsmaschinen, Drehmaschinen, Portalfräsmaschinen, Laser oder andere Maschinen zur Materialabtragung denken lassen. Wickeln ist anders. Eine Wickelmaschine erzielt ihren Wert nicht durch das Zerspanen von Material in eine Geometrie. Ihren Wert erzielt sie, indem sie steuert, wie Draht,
- Published in Blog
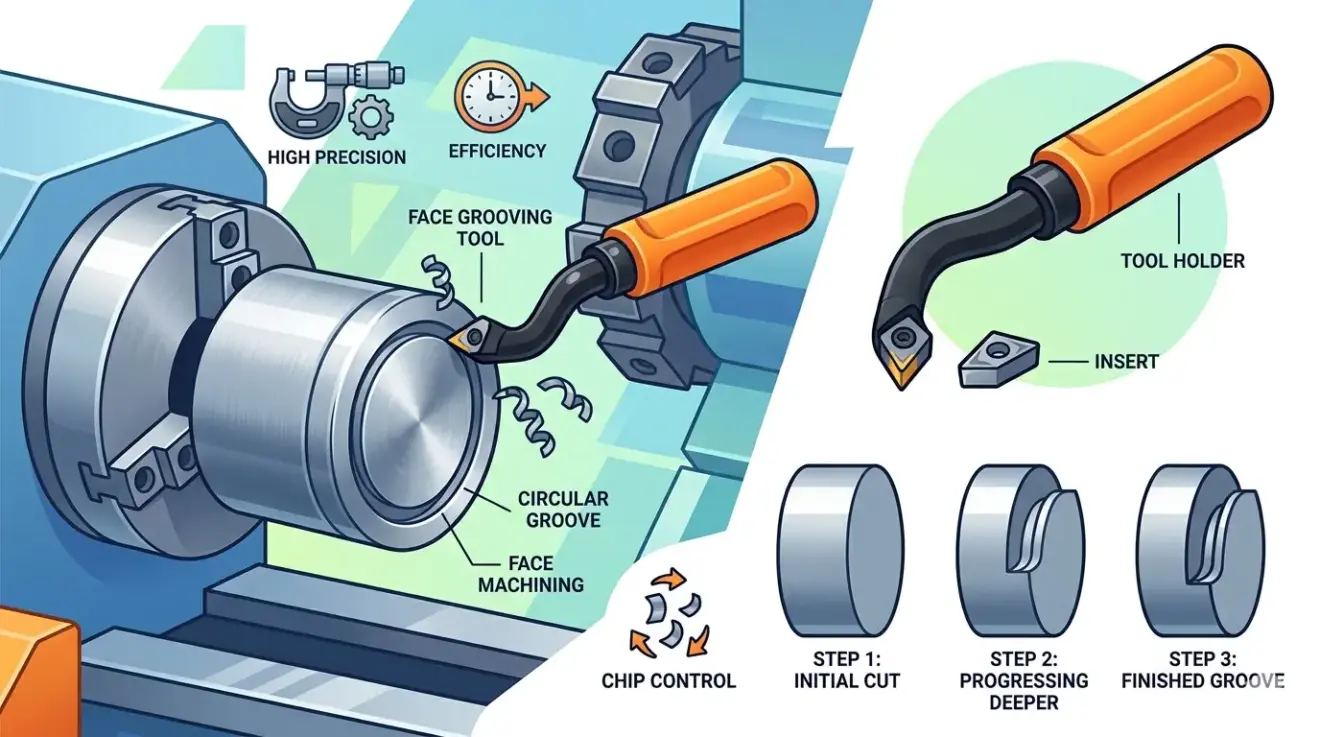
Was ist ein Einstichwerkzeug für Flächennut beim CNC-Drehen?
Samstag, 18 April 2026
Ein Stechwerkzeug für Planflächennutenn wird leicht unterschätzt, da die eingebrachte Nut auf der Zeichnung oft klein aussieht. In der realen Drehbearbeitung sind Planflächennutten oft funktionale Merkmale mit sehr geringer Toleranz für ungenauen Zugang, Spanverstopfung oder Auslenkung. Wenn die Nut für einen Sicherungsring, eine Dichtung oder eine kontrollierte Montageposition vorgesehen ist, ist eine schlechte Geometrie nicht
- Published in Blog

Häufige Schleifmängel und wie ein Breitbandschleifer hilft, sie zu vermeiden
Samstag, 18 April 2026
Bei Möbelplatten, Türen, furnierten Teilen und Massivholzkomponenten zeigen sich Schleiffehler meist eine Station zu spät. Die Platte sieht beim Verlassen der Schleifzelle akzeptabel aus, aber sobald sie in der Beschichtung, Kantenanleimung, Laminat-Nacharbeit oder Endkontrolle ankommt, werden die tatsächlichen Kosten offensichtlich: Kratzer zeichnen sich durch die Oberfläche ab, Dickenabweichungen beeinträchtigen die Passgenauigkeit, Ecken wirken ausgewaschen oder
PCB-Fräser: So wählen Sie das richtige Werkzeug für feine Leiterbahnen aus
Freitag, 17 April 2026
Die Auswahl eines PCB-Fräsers für Arbeiten mit feinen Leiterbahnen ist kein nebensächliches Werkzeugdetail. Es ist einer der Hauptfaktoren, der bestimmt, ob sich ein Board-Prototyping-Workflow kontrolliert oder unberechenbar anfühlt. Wenn die Strukturen klein werden, sind Werkzeuggeometrie, Rundlauf, Tiefenkonstanz, Materialfixierung und Spindelverhalten alle wichtiger. Ein Fräser, der bei breiten Isolationsbahnen akzeptabel aussieht, kann schlecht performen, sobald der
- Published in Blog
CNC-Drehzentrum vs. Standarddrehmaschine: Wenn integrierte Abläufe wichtig sind
Freitag, 17 April 2026
Der wirkliche Unterschied zwischen einer Standarddrehmaschine und einem Drehzentrum besteht nicht darin, dass einer dieser Begriffe neuer oder eindrucksvoller klingt. Der wirkliche Unterschied besteht darin, dass eine in der Regel einen einfacheren Drehprozess unterstützt, während die andere gewählt wird, wenn die Werkstatt mehr von dem Bauteil in einer kontrollierten Maschinenumgebung halten möchte. Das ist von
- Published in Blog
Laserschneidmaschine zu verkaufen: Was Industriekäufer vor dem Kauf prüfen sollten
Freitag, 17 April 2026
Wenn Kaufinteressierte nach einem Laser-Cutter-Sucher suchen, ist der Listenpreis in der Regel das unzuverlässigste Signal. Zwei Maschinen können in einem Angebot oder einer Produktgalerie ähnlich aussehen, aber ganz unterschiedliche Ergebnisse liefern, sobald sie Acryl sauber schneiden, Holz gleichmäßig gravieren oder Tag für Tag ohne Unterbrechungen des Arbeitsablaufs laufen sollen. Für industrielle und gewerbliche Käufer geht
- Published in Blog

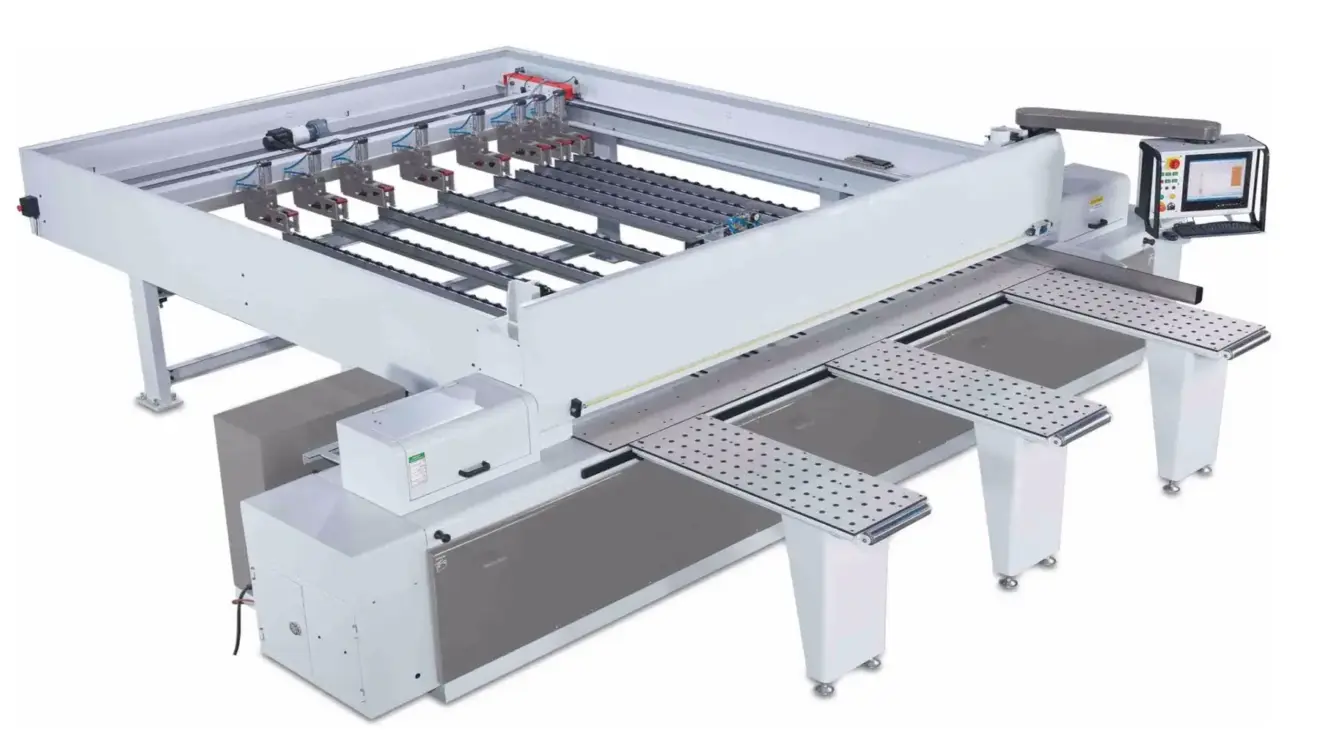
Platzsägemaschine Sicherheit und Einrichtungs-Best-Practices für konsistente tägliche Produktion
Freitag, 17 April 2026
Bei der Plattenbearbeitung beginnen viele Schneidfehler und Beinaheunfälle bereits, bevor die erste Platte in die Säge eingelegt wird. Eine verschmutzte Referenzfläche, eine instabile Materialauflage, ein verschlissenes Sägeblatt oder unklare Aufgaben der Bediener können zu abgeplatzten Platten, Maßabweichungen, Not-Aus-Schaltungen oder schwerwiegenderen Sicherheitsvorfällen führen. Für Hersteller von Schränken, Möbeln und anderen plattenbasierten Produkten sollten die Sicherheit und

Messing-Präzisionsdrehteile: Was Käufer einen Lieferanten fragen sollten
Freitag, 17 April 2026
Ein Drehteil aus Messing verursacht selten Probleme, wenn es angeboten wird. Probleme treten später auf, wenn eine Charge sauber montiert werden kann und die nächste Charge überdreht, Grate in die Baugruppe einbringt oder mit Oberflächenzuständen ankommt, die nie wirklich vereinbart wurden. Deshalb sollten Käufer vorsichtig sein, wenn ein Lieferant Messing-Präzisionsteile als einfache Massenware behandelt. Die
- Published in Blog
CNC-Federwickelmaschinen erklärt: Wie automatisiertes Drahtformen funktioniert
Freitag, 17 April 2026
Federwickelmaschinen werden leicht falsch eingeschätzt, da sie aussehen wie CNC-Ausrüstung, aber ein völlig anderes physikalisches Problem lösen als Fräsen, Routing oder Schneiden. Sie entfernen kein Material, um Geometrie freizulegen. Sie führen elastischen Draht vor, führen ihn, formen ihn, schneiden ihn und geben ihn frei, während das Material versucht, zurückzufedern und die Zielform zu verzerren. Das
- Published in Blog
Intelligente CNC-Funktionen erklärt: Was wirklich die Ergebnisse verbessert
Freitag, 17 April 2026
„Smart CNC“ gehört zu den Phrasen, die in einem Verkaufsgespräch so gut wie alles bedeuten können. Es kann sich auf Tastsysteme, Werkzeugstandzeitüberwachung, Kollisionswarnungen, Lasterfassung, Telemetriedashboards, Fernwartung, Wartungserinnerungen, geführte Wiederherstellung, Maschinenvernetzung oder eine klarere, in ein intelligenteres Branding gehüllte Benutzeroberfläche beziehen. Diese Bandbreite macht den Begriff kommerziell nützlich, aber betrieblich verwirrend. Die richtige Methode, um intelligente
- Published in Blog
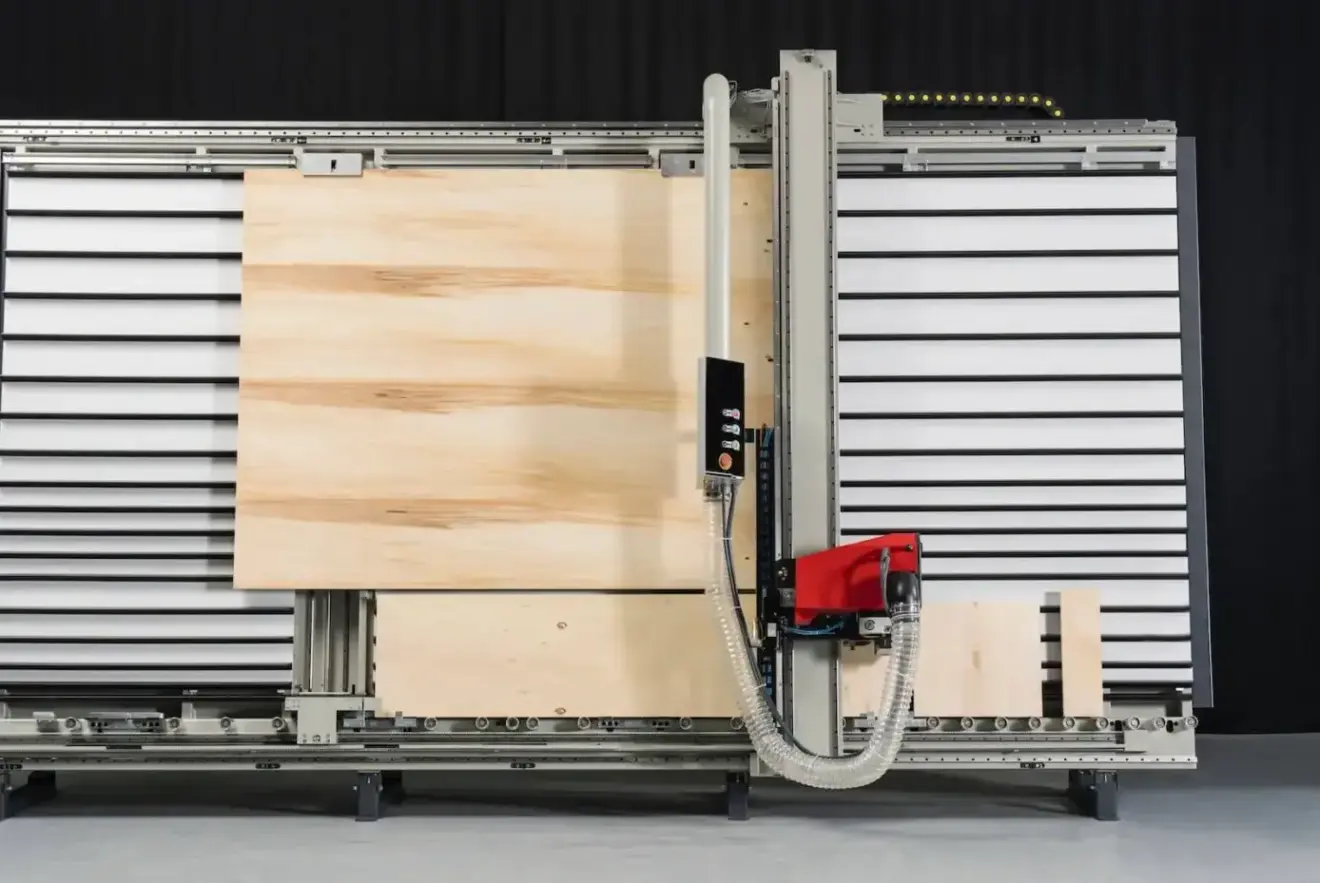
Plattensägen für die Serienbearbeitung in hohen Stückzahlen: Was zu erwarten ist
Freitag, 17 April 2026
Wenn eine Fabrik mit der echten Serienproduktion beginnt, wird das Plattenzusägen nicht länger eine einfache Sägeaufgabe, sondern die Takt gebende Funktion für den Rest der Linie. Wenn der vordere Bereich Platten nicht schnell und konsistent maßgenau zuschneiden kann, warten die Kantenanleimung, Bohrarbeiten, Sortierung und Montage entweder auf Teile oder erhalten Teile, die erneut überprüft werden
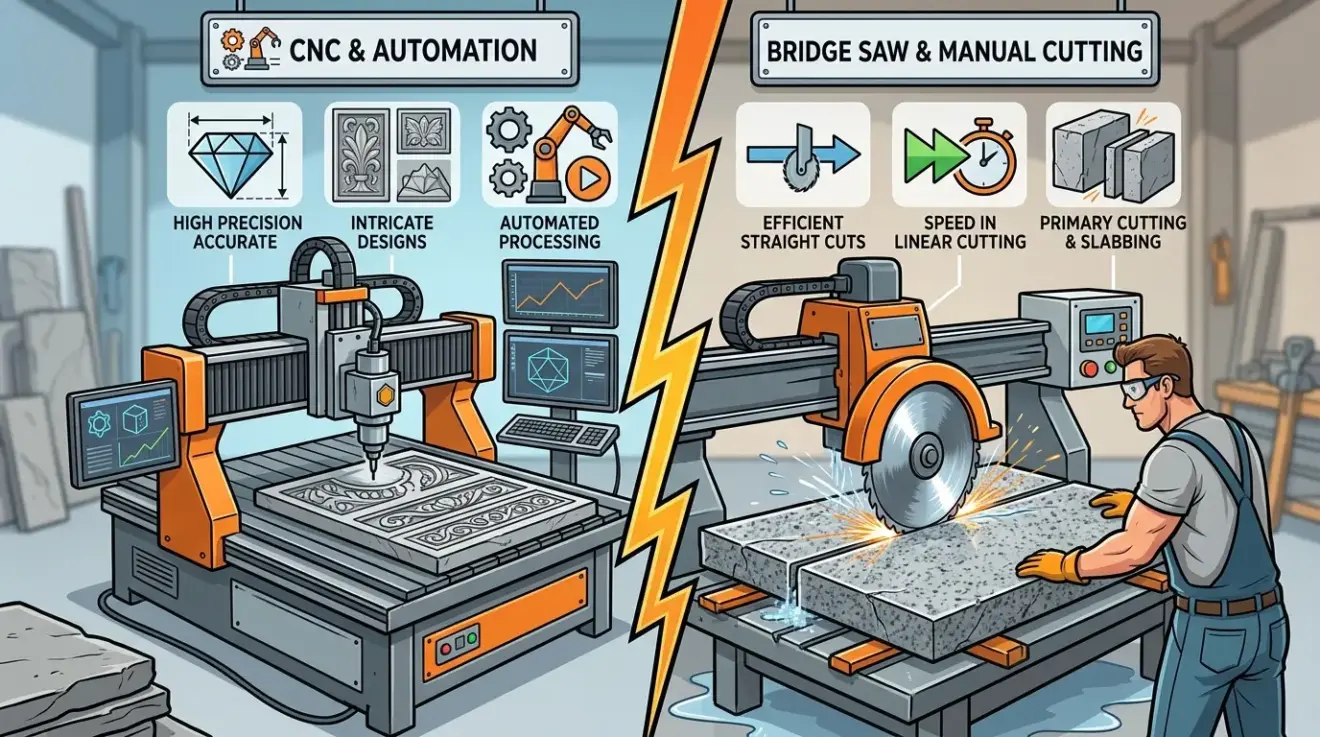
CNC-Steinbearbeitungsmaschine vs. Steinbrückensäge: Was ist der Unterschied?
Freitag, 17 April 2026
Wenn eine Steinfabrik ins Hintertreffen gerät, liegt das Problem oft nicht allein an der Nachfrage. Es liegt an der Lücke zwischen dem Plattenzuschnitt und der Fertigteilbearbeitung. Gerade Schnitte mögen schnell von der Hand gehen, aber Ausschnitte für Spülen, Kantenprofile, Formteile und Detailarbeiten können sich in den Sekundäroperationen leicht stauen. Dann stellen Käufer in der Regel

Schweizer Drehteilebetriebe: Ihre Stärken bei Präzisionskleinteilen
Freitag, 17 April 2026
Wenn Käufer nach Präzisionsdrehteilen-Schweizer Maschinenbetrieben suchen, suchen sie in der Regel keine Lektion über Maschinenkategorien. Sie versuchen, ein Beschaffungsproblem zu lösen. Sie haben ein kleines Drehteil, das sich empfindlicher anfühlt als gewöhnliche Dreharbeiten. Das Teil kann schlank sein, feine Details aufweisen, toleranzintensiv sein oder schwer über eine gesamte Produktionscharge hinweg konsistent zu halten sein. Der
- Published in Blog

CO2-Lasergravierer vs. CO2-Laserschneider: Was ändert sich im realen Produktionseinsatz?
Freitag, 17 April 2026
Viele Käufer gehen von einer einfachen Annahme aus: Ein CO2-Lasergravur-Device markiert Oberflächen, ein CO2-Laserschneider schneidet durch Platten, und der Unterschied liegt hauptsächlich in der Bezeichnung. In der tatsächlichen Produktion geht die Unterscheidung jedoch tiefer. Sobald Aufträge von Vorführungen in die tägliche Produktion übergehen, wird die Maschine je nachdem, ob der Arbeitsablauf von der Gravur oder
- Published in Blog
Lasergravurmaschinen: Typen, Materialien und Anwendungen in realen Produktionsabläufen
Freitag, 17 April 2026
Viele Käufer verwenden den Begriff „Lasergravurmaschine“, als handele es sich um eine einzige Gerätekategorie mit geringfügigen Abweichungen. In der Praxis kann der Unterschied zwischen zwei Systemen jedoch erheblich sein. Die Laserquelle, die Bewegungsarchitektur, das Materialverhalten und das Produktionsziel bestimmen alle, was die Maschine gut kann, wo sie langsamer wird und wie viel Prozesskontrolle die Werkstatt
- Published in Blog

Tipps zur Wartung von Balkensägemaschinen für langfristige Stabilität
Freitag, 17 April 2026
In der Chargenplattenproduktion verschwindet die Stabilität meist, bevor ein Totalausfall die Maschine stoppt. Schnittgrößen beginnen zwischen den Stapeln zu driften, das Spannen fühlt sich weniger gleichmäßig an, Vibrationen sind deutlicher hörbar, oder die ersten Teile einer Schicht sehen sauberer aus als die letzten. Bei einer Formatkreissäge sind das keine kleinen Haushaltsprobleme. Sie sind Anzeichen dafür,
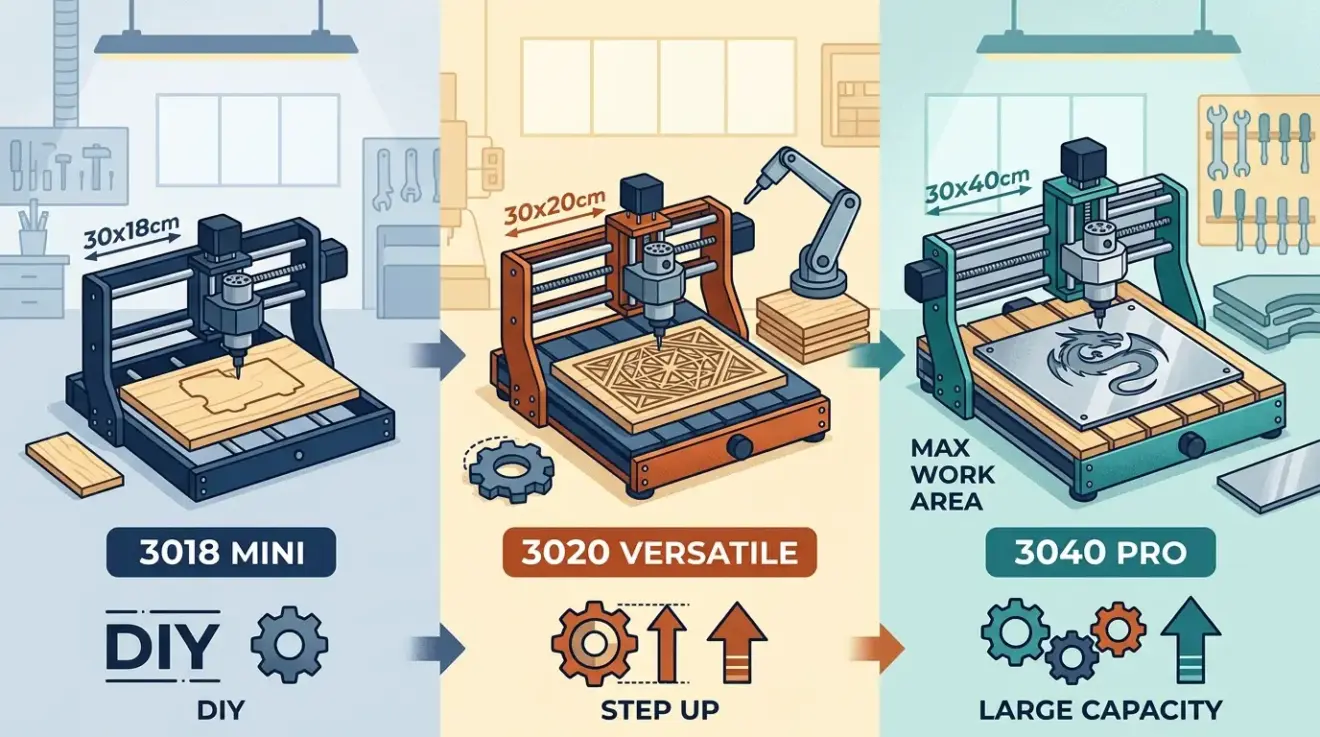
CNC 3020 Router-Anleitung: Wie er im Vergleich zu den Modellen 3018 und 3040 abschneidet
Freitag, 17 April 2026
3020 ist der unangenehme mittlere Code, weil er ein sehr spezifisches Problem löst und sehr oft für ein anderes gekauft wird. Käufer greifen zu ihm, wenn 3018 beengt wirkt, aber 3040 sich noch wie eine größere Verpflichtung in Bezug auf Kosten, Stellfläche und Erwartung anfühlt. Das macht 3020 emotional leicht zu rechtfertigen und betrieblich schwerer
- Published in Blog
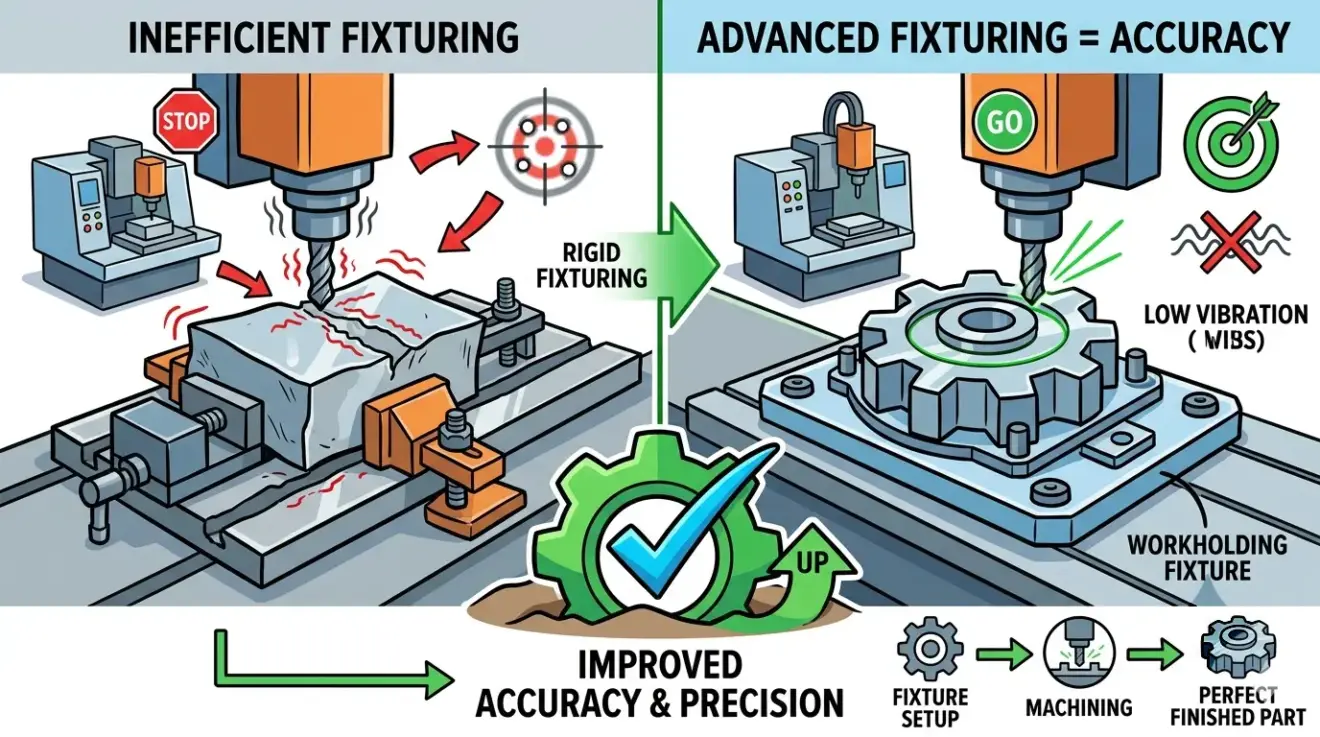
CNC-Spannvorrichtungen erklärt: Wie bessere Spannung die Genauigkeit verbessert
Freitag, 17 April 2026
Werkstätten suchen in der Regel zuerst an den auffälligsten Stellen nach Genauigkeitsverbesserungen: Maschinengeometrie, Spindelqualität, Werkzeugverschleiß, Steuerungsparameter oder Programmanpassungen. All das ist wichtig. Doch viele Maßprobleme beginnen, bevor das Werkzeug das Werkstück überhaupt berührt. Wenn das Werkstück nicht bei jedem Zyklus gleich positioniert wird, wenn die Spannkraft es verformt, wenn die Abstützung in der Nähe des
- Published in Blog

Fräs- und Bohrmaschinen für die Großserien-Holzbearbeitung: Worauf kommt es am meisten an?
Freitag, 17 April 2026
In der hochvolumigen Holzbearbeitung ist Bohren nur dann schnell genug, wenn jedes Loch genau dort landet, wo der nächste Arbeitsschritt es erwartet. Wenn Schrankseiten, Böden, Schubladenkomponenten und Gehäuseteile mit kleinen Positionierungsfehlern, instabilen Chargen oder zu vielen manuellen Prüfungen zur Beschlagvorbereitung gelangen, bleiben die Kosten nicht im Bohrbereich. Sie zeigen sich später als Verzögerungen bei der
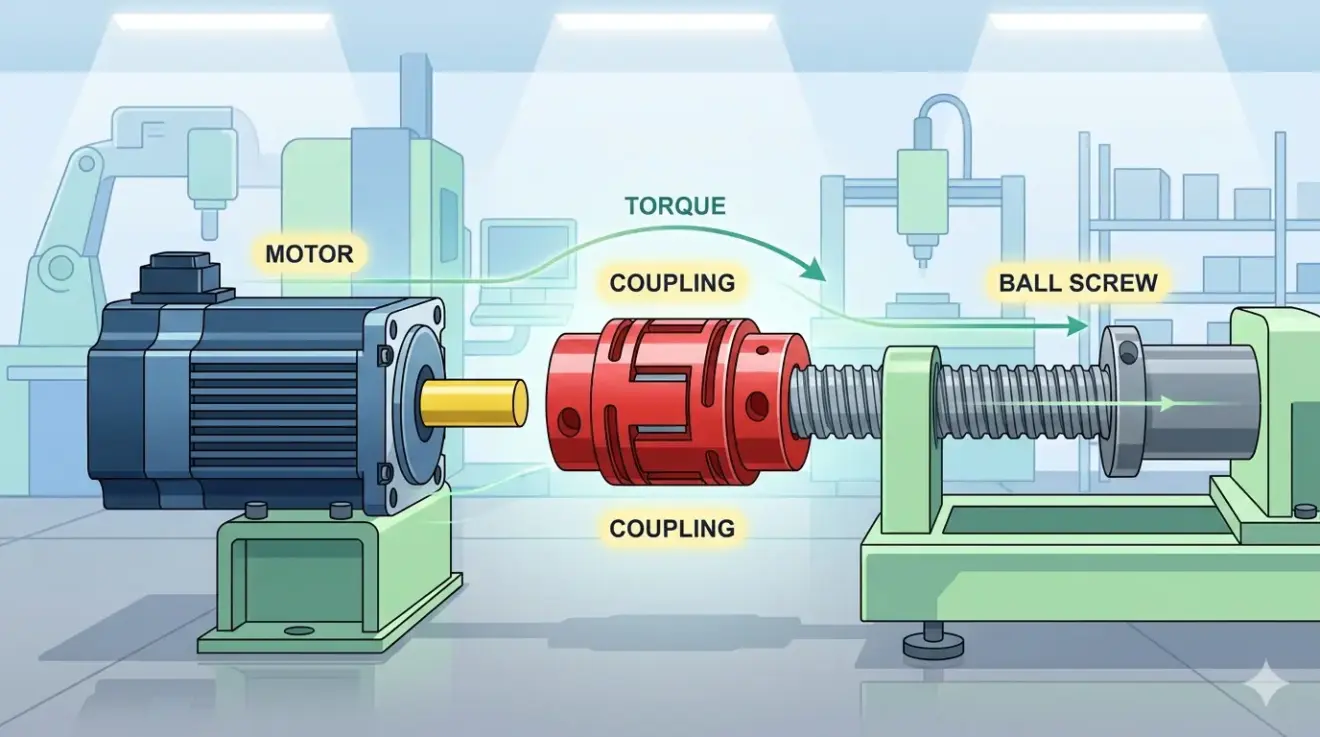
Was ist ein CNC-Kuppler und was macht er?
Freitag, 17 April 2026
Ein CNC-Kuppler ist eines der kleinsten Teile in der Vorschubantriebskette und eines der am einfachsten zu ignorierenden Teile, bis die Achse nicht mehr die Wahrheit sagt. Die Maschine bewegt sich noch. Der Motor reagiert noch. Aber die Umkehr wird weicher, Einlaufmarken erscheinen dort, wo Richtungswechsel wichtig sind, die Wiederholgenauigkeit wird weniger vertrauenswürdig, oder ein einst
- Published in Blog
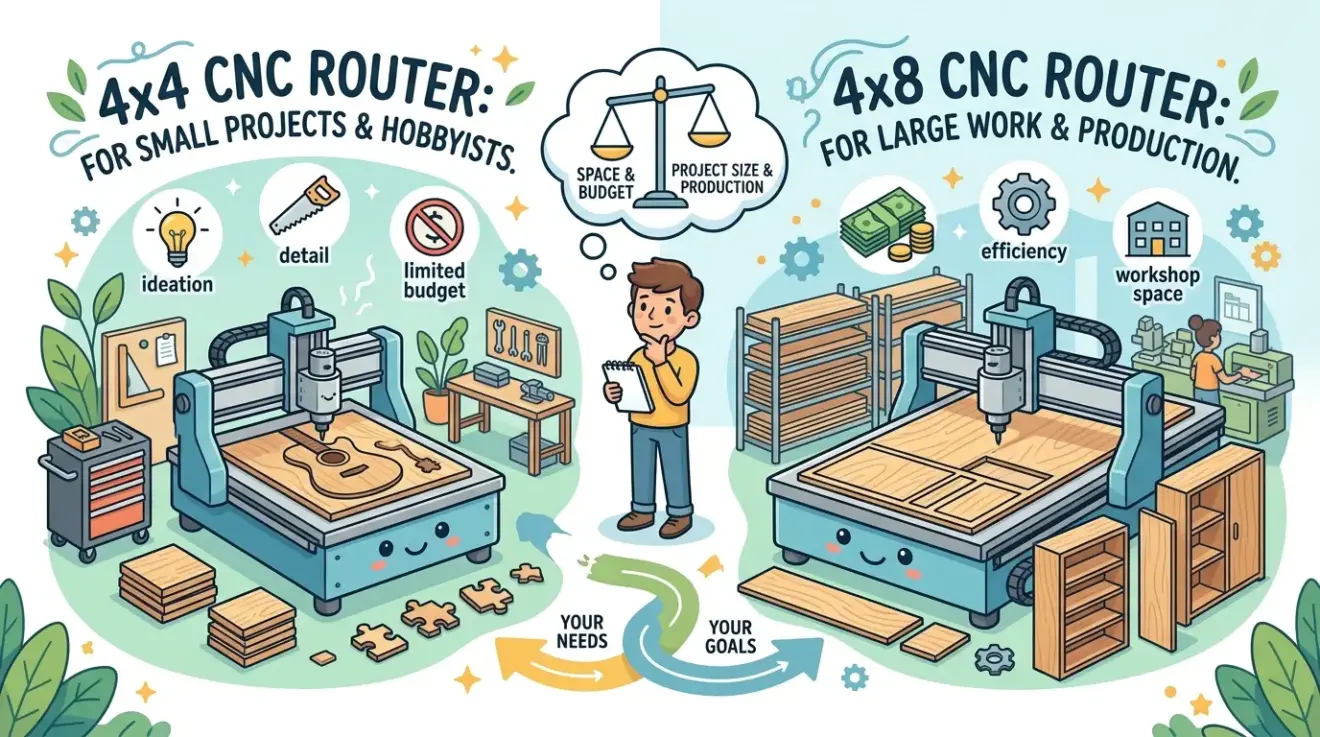
4×4 CNC-Fräse vs. 4×8 CNC-Fräse: So wählen Sie die richtige Bettgröße
Freitag, 17 April 2026
Dies sieht nach einer Entscheidung über die Größe aus. In der Praxis ist es eine Entscheidung über den Materialfluss. Die Betttgröße verändert, wie das Rohmaterial aufgeteilt wird, wie oft es angefasst wird, wie die Teile sortiert werden und wie viel Arbeitszeit vergeht, bevor die Spindel überhaupt startet. Die entscheidende Frage ist nicht, welches Bett leistungsfähiger
- Published in Blog

Tischkreissägen für die Schrankproduktion: Worauf kommt es an?
Freitag, 17 April 2026
In der Schrankproduktion kommt es beim ersten Schnitt nur darauf an, ob er den weiteren Prozess einfacher steuerbar macht. Wenn Seitenteile, Böden, Einlegeböden und Trennwände den Zuschnittbereich mit Maßabweichungen, instabiler Chargenreihenfolge oder zu vielen bedienerabhängigen Unregelmäßigkeiten verlassen, bleiben die Probleme nicht an der Kreissäge. Sie setzen sich in der Kantenbearbeitung, beim Bohren, beim Beschlagseinbau und
CNC-Fräsmaschinen-Preisleitfaden: Was bestimmt die Kosten bei Holzbearbeitungsgeräten
Freitag, 17 April 2026
Die Preisgestaltung von Fräsmaschinen wirkt nur dann verwirrend, wenn der Arbeitsumfang noch unklar ist. Sobald der Käufer weiß, welche Holzverarbeitungsleistung die Maschine erbringen muss, wirken die Kostentreiber nicht mehr willkürlich. Zwei Maschinen können beide als CNC-Fräsen bezeichnet werden, aber völlig unterschiedliche Geschäftsfälle bedienen. Eine mag für leichtere Sonderanfertigungen ausreichen. Eine andere kann für eine stetige
- Published in Blog
Laserschneidmaschinen zu verkaufen: Wie man mehr als den Preis vergleicht
Donnerstag, 16 April 2026
Ein niedriger Angebotspreis kann attraktiv wirken, bis er sich in langsameren Umrüstzeiten, inkonsistenter Kantenqualität, mehr Eingriffen durch den Bediener oder Nacharbeit zeigt. Gewerbliche Käufer spüren die Kosten einer Maschine nicht nur beim Kauf. Sie spüren sie in Termindruck, Ausschuss, Wartungsunterbrechungen und darin, wie gut die Maschine in den restlichen Produktionsablauf passt. Wenn Sie Laser-Schneidemaschinen zum

Lasergravier- und Schneidemaschinen: Wann man sich für ein Kombisystem entscheiden sollte
Donnerstag, 16 April 2026
Wenn ein Teil sowohl Oberflächendetails als auch Konturschnitte benötigt, scheint ein Kombilaser die naheliegende Antwort zu sein. In der Praxis hängt die bessere Entscheidung davon ab, ob Gravieren und Schneiden zum selben Arbeitsablauf, zur selben Materialfamilie und unter demselben Termindruck gehören. Für Käufer, die Laserschneid- und Graviermaschinen für Holz, Acryl und ähnliche nichtmetallische Materialien vergleichen,
Wie Plattensägen die Genauigkeit in der Möbelfertigung verbessern
Donnerstag, 16 April 2026
In der Möbelherstellung ist die Maßgenauigkeit beim Zuschnitt nicht nur eine Angelegenheit der Sägenabteilung. Eine geringe Größenabweichung in der Plattenzuschnittphase kann sich später in Form einer ungleichmäßigen Kante, eines falsch ausgerichteten Bohrmusters, eines verzogenen Korpus oder eines Postens von Teilen äußern, der nicht mehr sauber in den Montageplan passt. Deshalb betrachten viele Fabriken den Plattenzuschnitt
- Published in Blog
Lasergravurgerät für Kunststoff: Wie man schlechte Markierungsergebnisse vermeidet
Donnerstag, 16 April 2026
Schlechte Kunststoffmarkierungen werden oft den Einstellungen zugeschrieben, doch das Versagen beginnt in der Regel früher. Ein Teil wird einfach als „Kunststoff“ bezeichnet, ein Rezept wird für verschiedene Harze wiederverwendet, oder die Werkstatt verlangt eine kosmetische Oberflächenmarkierung, während ein Prozess läuft, der eher wie eine leichte Gravur wirkt. Das Ergebnis ist bekannt: schwacher Kontrast, verschmolzene Kanten,
Boxzy CNC, Othermill CNC und kompakte Desktop-Fräsen: Welche eignet sich für Ausbildung und Prototypenarbeit?
Donnerstag, 16 April 2026
Platzsparende Tischfräsen beweisen ihren Wert, wenn sie Distanzen überbrücken. Ein Student kann zusehen, wie Werkzeugwege zu Spänen werden, ohne auf den Zugang zu einer zentralen Maschinenhalle warten zu müssen. Ein Ingenieur kann mittags die Taschentiefe ändern und hält das überarbeitete Teil vor der Nachmittagsbesprechung in den Händen. Das ist der wahre Grund, warum Käufer weiterhin
- Published in Blog
Kantenanleimmaschinen für kleine Werkstätten vs. große Fabriken: Was ändert sich tatsächlich?
Donnerstag, 16 April 2026
Bei der Kantenbearbeitung bremst die falsche Maschine nicht nur eine Station aus. Sie macht sich durch sichtbare Unregelmäßigkeiten in der Leimfuge, mehr manuelle Nacharbeit, einen verzögerten Plattendurchlauf und Bauteile bemerkbar, die die Montage weniger vorhersehbar erreichen, als sie sollten. Eine Kantenanleimmaschine, die in einer kleinen Handwerkswerkstatt völlig ausreichend erscheint, kann in einer großen Fabrik zum
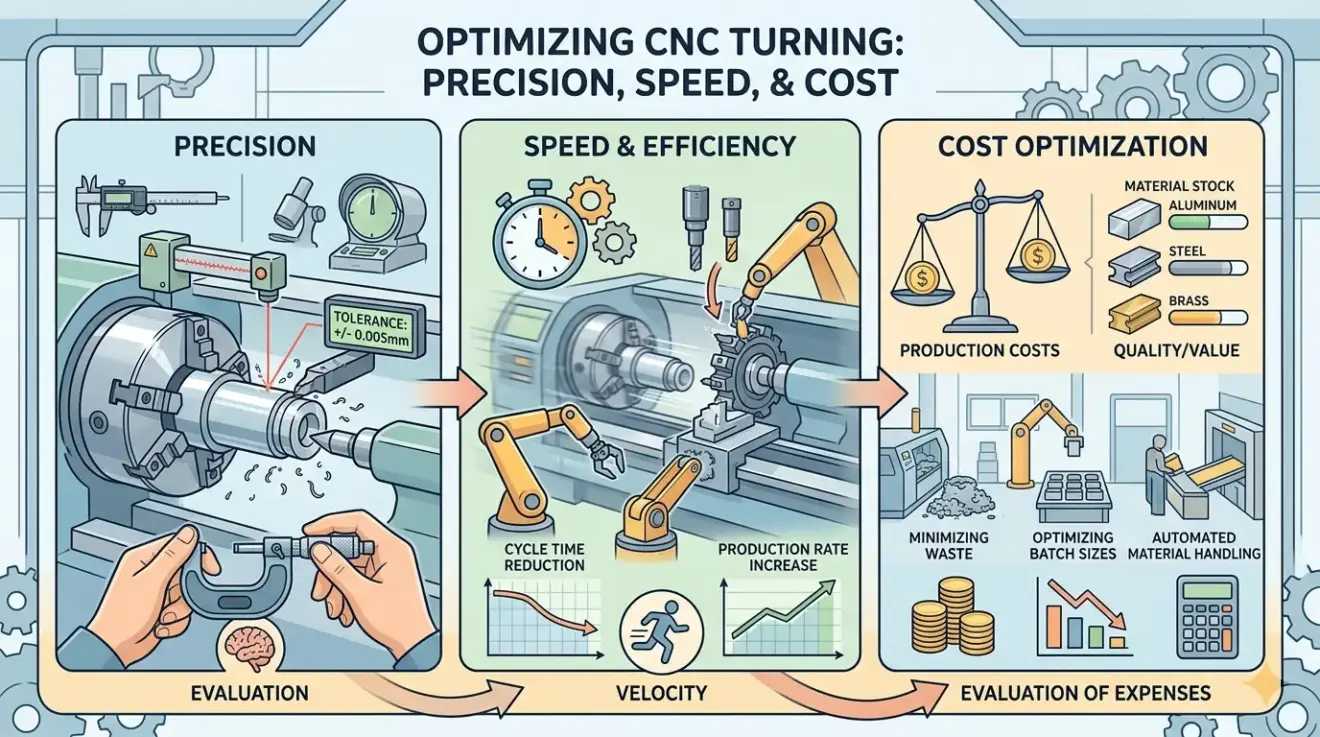
CNC-Drehdienstleistungen: Wie man Präzision, Geschwindigkeit und Kosten bewertet
Donnerstag, 16 April 2026
Käufer, die CNC-Drehdienste vergleichen, denken oft, sie bewerteten drei separate Variablen: Präzision, Geschwindigkeit und Kosten. In der realen Produktion sind diese drei eng miteinander verbunden. Präzision hängt davon ab, wie der Lieferant den Arbeitsablauf plant, wo er den Prozess steuert und wie genau er die Zeichnung versteht. Geschwindigkeit hängt von weit mehr als nur der
- Published in Blog
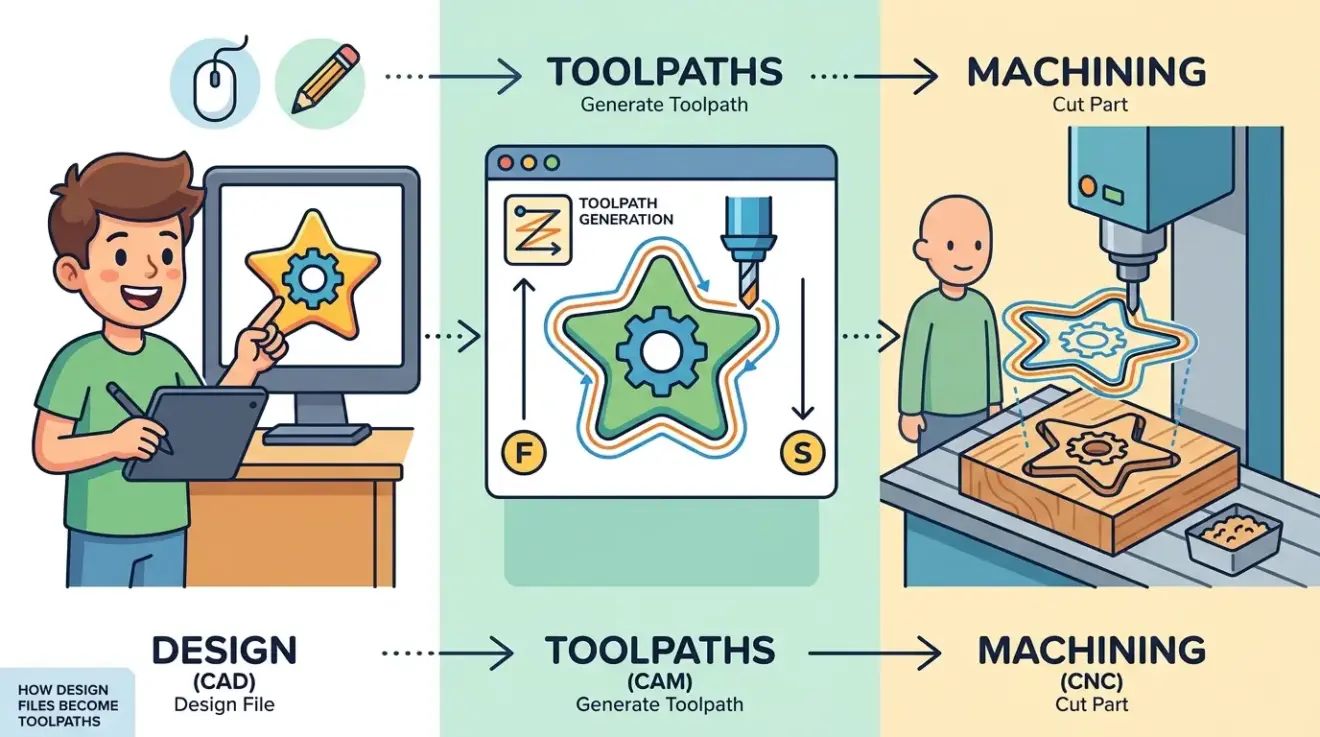
CAM für CNC-Anfänger: Wie Design-Dateien zu Werkzeugwegen werden
Donnerstag, 16 April 2026
Viele CAM-Probleme, die Anfänger der Maschine zuschreiben, sind in Wirklichkeit Übergabeprobleme. Die Geometrie wurde nie auf ihre Fertigungstauglichkeit geprüft. Das Rohteilmodell stimmte nicht mit dem tatsächlichen Rohteil überein. Die Werkzeugbibliothek war eher dekorativ als vertrauenswürdig. Der in CAM gewählte Nullpunkt stimmte nicht mit der Einrichtung an der Maschine überein. Der ausgegebene Code passte nicht wirklich
- Published in Blog
Was ist der CoroMill 200? Grundlagen zu Wendeschneidplattenfräsern für CNC-Werkstätten
Donnerstag, 16 April 2026
CoroMill 200 ist einer dieser Namen, die informativer klingen können, als sie tatsächlich sind. Ein Käufer hört ihn in einer Werkstattunterhaltung, ein Programmierer erwähnt ihn bei der Besprechung eines Plandreharbeitsgangs, oder ein Werkzeuglieferant fügt ihn einer Empfehlung bei, und plötzlich wirkt die Diskussion sehr spezifisch. Aber eine benannte Fräserfamilie beantwortet nicht die entscheidende Frage: Ist
- Published in Blog

Neue vs. gebrauchte Plattensäge: Was Möbelhäuser vor dem Kauf vergleichen sollten
Donnerstag, 16 April 2026
Wenn eine Möbelwerkstatt an der vorderen Fertigungslinie Zeit verliert, taucht die Diskussion über Plattensägen meist schnell auf. Das Zuschneiden von Platten kann die Linie verlangsamen, Bediener könnten Maße zu oft nachprüfen, oder nachgelagerte Abteilungen müssen vermeidbare Abweichungen auffangen, noch bevor Kantenanleimen, Bohren und Montage beginnen. An diesem Punkt geht es nicht nur darum, ob man
Was ist eine Kniehebel-Fräsmaschinen-Nachrüstung?
Donnerstag, 16 April 2026
Eine Fräsmaschinen-Nachrüstung ist die Umwandlung einer manuellen Konsole-Fräsmaschine in eine CNC-fähige Maschine durch das Hinzufügen von Motoren, Steuerungen, Rückmeldegeräten und damit verbundenen mechanischen Aktualisierungen wie Spindeländerungen, Antriebshalterungen, Verbesserungen der Schmierung oder andere Änderungen am Bewegungssystem. Auf dem Papier liegt der Reiz auf der Hand. Die Werkstatt kennt die Plattform bereits. Die Spenderfräsmaschine ist möglicherweise bereits
- Published in Blog

Wann ist der richtige Zeitpunkt, um von einer Formatkreissäge auf eine Plattensäge aufzurüsten?
Donnerstag, 16 April 2026
Die Frage nach einer Aufrüstung stellt sich in der Regel, bevor die Formatkreissäge tatsächlich ausfällt. Die Maschine mag noch sauber schneiden, aber der Betrieb gerät an anderer Stelle unter Druck: Nachgelagerte Stationen warten auf Teile, wiederholte Aufträge stauen sich an der Zuschnittzelle, und die Produktionskonsistenz hängt zu sehr vom Arbeitstempo und Urteilsvermögen des Bedieners ab.