
 English
English  Español
Español  Italiano
Italiano  Deutsch
Deutsch  Français
Français  Português
Português  العربية
العربية  Türkçe
Türkçe  Русский
Русский  Tiếng Việt
Tiếng Việt  한국어
한국어  简体中文
简体中文 
CNC機械見積もりを比較する際に重要な詳細を見逃さない方法
土曜日, 18 4月 2026
工場が複数のCNC機械見積もりを収集する際、最大のリスクは高すぎる価格を支払うことではありません。それは、見積もりが直接比較可能であると想定することですが、実際にはそうではありません。あるサプライヤーは機械本体のみの価格

小型レーザーカッター vs 大型レーザー切断機:あなたの生産ワークフローに最適なのはどちらですか?
土曜日, 18 4月 2026
小径レーザー加工機と大判レーザー切断機の選択は、通常「より大きい」または「より優れた」システムを購入するかどうかの問題ではありません。それは、機械のフォーマットを材料の流れ、部品サイズ、ネスティング戦略、床面積、そして作
試作加工と生産加工:適切なアプローチの選び方
土曜日, 18 4月 2026
プロトタイプ加工と量産加工は同じような設備を使用することがありますが、それぞれ異なるビジネス目標を達成するためのものです。この目標を混同することは、部品開発において時間とコストを無駄にする最も簡単な方法の一つです。プロト

幅広ベルトサンダー vs. ドラムサンダー:あなたの工房に合うのはどちら?
土曜日, 18 4月 2026
研磨作業がパネルの流れを遅くし始めた場合、問題は多くの場合、単に研磨スピードだけではありません。通常、それは繰り返しのパス、不均一な厚さ管理、一貫性のない表面処理、そして次の工程を円滑に進めるためにオペレーターが費やす過
アルミ用CNCルーター:必要な機械の剛性とスピンドルパワーは?
土曜日, 18 4月 2026
多くの購入者は、CNCルーターがアルミニウムを切削できるかどうかを、単一のスピンドル出力数値だけで判断しようと尋ねます。そこから、意思決定は間違った方向に進みがちです。アルミニウムのルーター加工は、主に見出しとなる馬力の
CNC巻線機の解説:用途と標準的なCNC工具との違い
土曜日, 18 4月 2026
CNC巻線機は産業オートメーションの中で少し変わった位置づけにあります。「CNC」という文字を見ると、多くの購入者はまずフライス盤、旋盤、ルーター、レーザーなどの材料を除去する機械を思い浮かべるからです。巻線は異なります
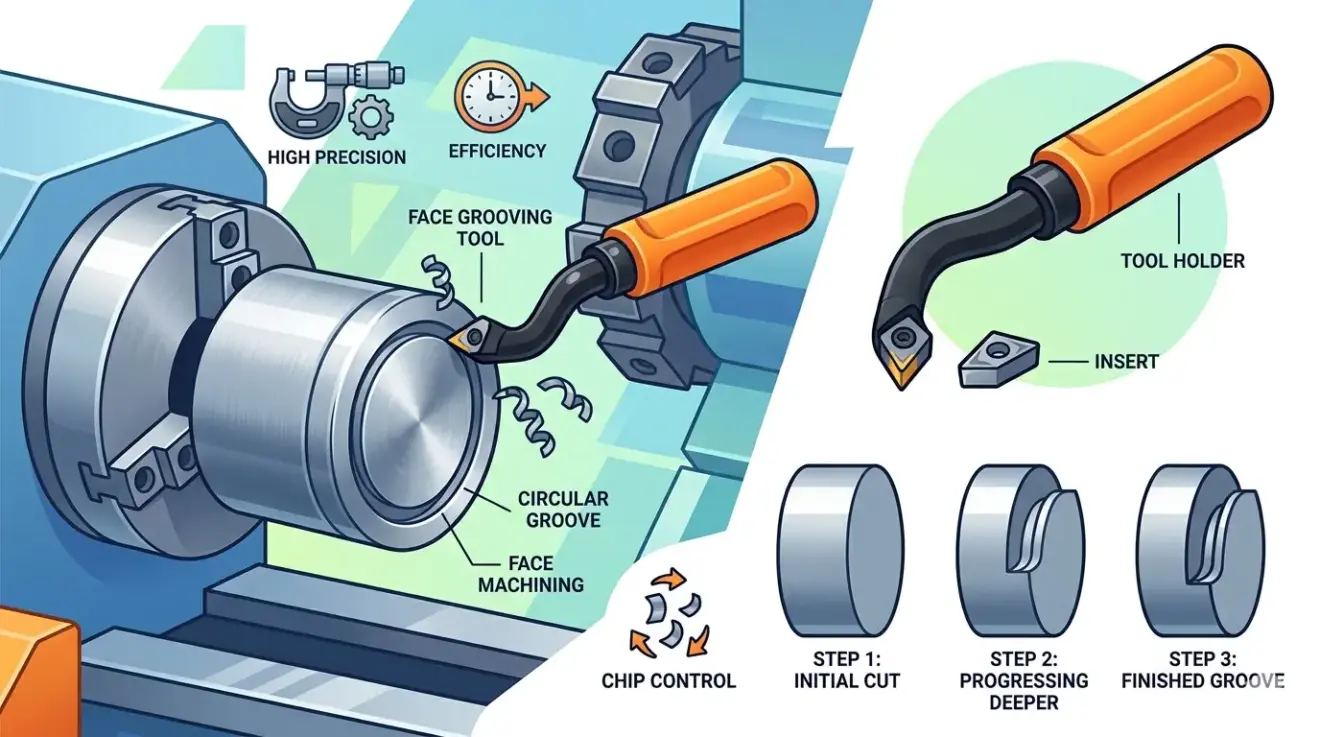
CNC旋盤加工におけるフェースグルービングツールとは?
土曜日, 18 4月 2026
面溝入れ工具は、加工する形状が図面上では小さく見えるため、過小評価されがちです。実際の旋削加工において、面溝はしばしば機能的な特徴を持ち、ずさんな接近、切りくずのつまり、たわみに対する許容範囲が非常に狭いものです。止め輪

一般的なサンディング不良とワイドベルトサンダーがそれを防ぐ方法
土曜日, 18 4月 2026
パネル家具、ドア、突板部品、無垢材部品において、研磨不良は通常、次の工程で明らかになります。研削セルから出てきたパネルは見た目は良好でも、塗装、エッジバンド処理、ラミネートのタッチアップ、または最終検査に至って、その真の
PCBミリングカッター:微細配線作業に適したツールの選び方
金曜日, 17 4月 2026
細かいトレース加工用のPCBエンドミルを選ぶことは、単なる細かい工具選びではありません。これは、ボード試作のワークフローが制御可能なものか予測不可能なものかを左右する主要な要素の一つです。フィーチャーサイズが小さくなると
CNC旋盤加工センター vs 標準旋盤: 統合運用が重要となる場合
金曜日, 17 4月 2026
普通旋盤とターニングセンターの本当の違いは、一方が新しそうだったり印象的に聞こえるかどうかではない。本当の違いは、通常一方がより単純な旋削工程をサポートするのに対し、もう一方は工程のより多くの部分を1台の制御された機械環
レーザーカッター販売中:産業用バイヤーが購入前に確認すべきこと
金曜日, 17 4月 2026
購入希望者が販売中のレーザーカッターを検索する際、提示価格は通常最も信頼性の低いシグナルです。2つの機械が見積書や製品ギャラリーで似通っていても、アクリルをきれいに切断したり、木材に一貫して彫刻したり、ワークフローの中断
- Published in Blog

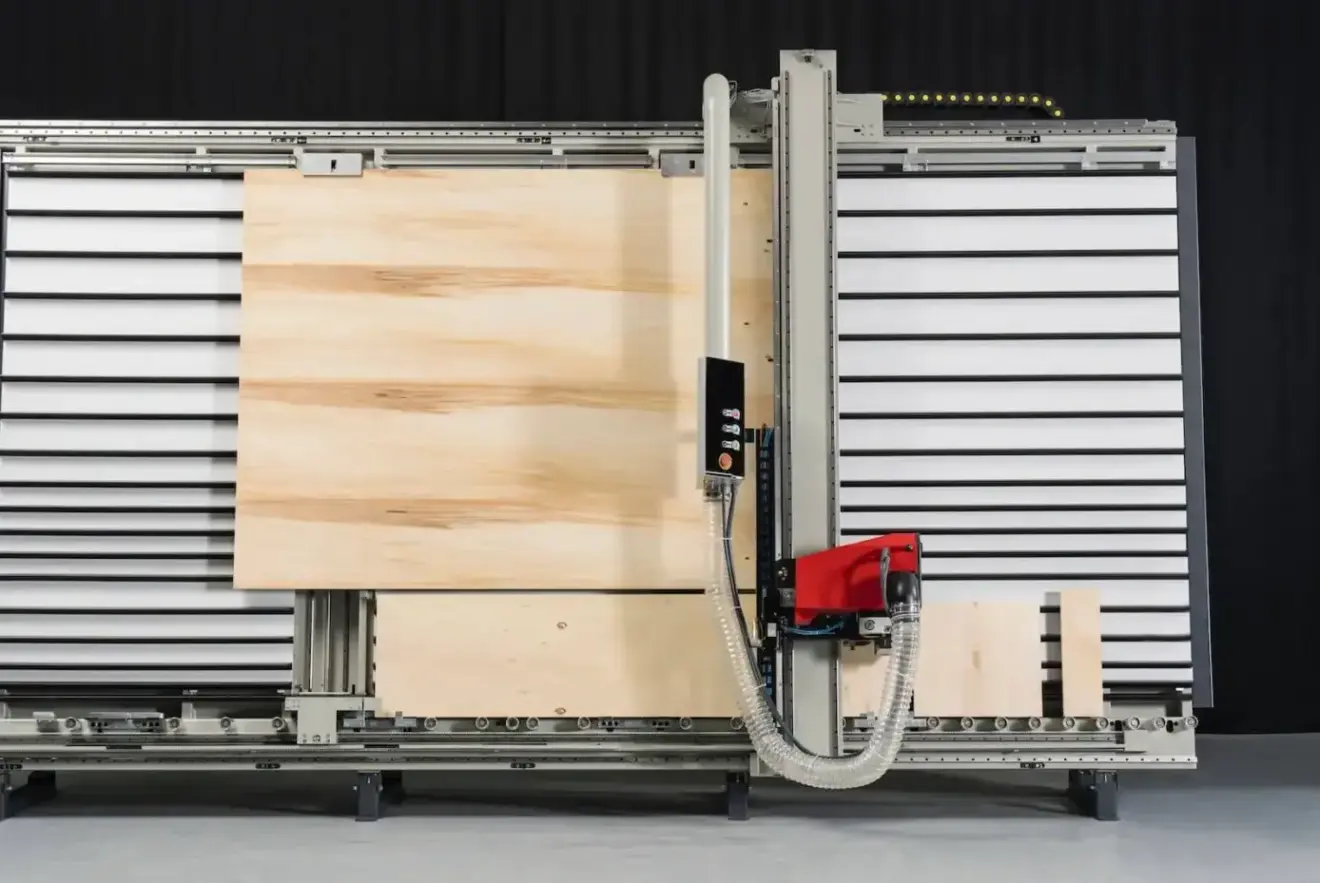
パネルソー加工機の安全性と安定した日々の生産のためのセットアップのベストプラクティス
金曜日, 17 4月 2026
パネル加工において、多くの切断ミスやヒヤリハットは、最初のシートが鋸に入る前から始まります。基準面の汚れ、材料サポートの不安定さ、刃の摩耗、またはオペレーターの役割の不明確さは、パネルの欠け、寸法変動、緊急停止、またはよ

真鍮精密旋削部品:バイヤーがサプライヤーに尋ねるべきこと
金曜日, 17 4月 2026
黄銅削り出し部品が、見積もりの段階でトラブルを起こすことはほとんどありません。トラブルが発生するのは後になってからです。あるロットでは問題なく組み立てられたのに、次のロットではクロスねじが発生したり、バリが組み立て時に混
CNCスプリングコイリングマシンの解説:自動ワイヤーフォーミングの仕組み
金曜日, 17 4月 2026
ばね成形機は、CNC装置のように見えるため誤解されやすいですが、フライス加工、ルーター加工、切断加工とは全く異なる物理的な問題を解決します。これらは材料を除去して形状を作り出すのではありません。弾性ワイヤーを送り、ガイド
スマートCNC機能の解説:実際に結果を向上させるもの
金曜日, 17 4月 2026
「スマートCNC」という言葉は、販売の場ではほぼ何にでも使える表現の一つだ。タッチプローブ、工具寿命監視、衝突警告、負荷検知、テレメトリーダッシュボード、遠隔診断、メンテナンスリマインダー、ガイド付き復旧、工作機械の接続
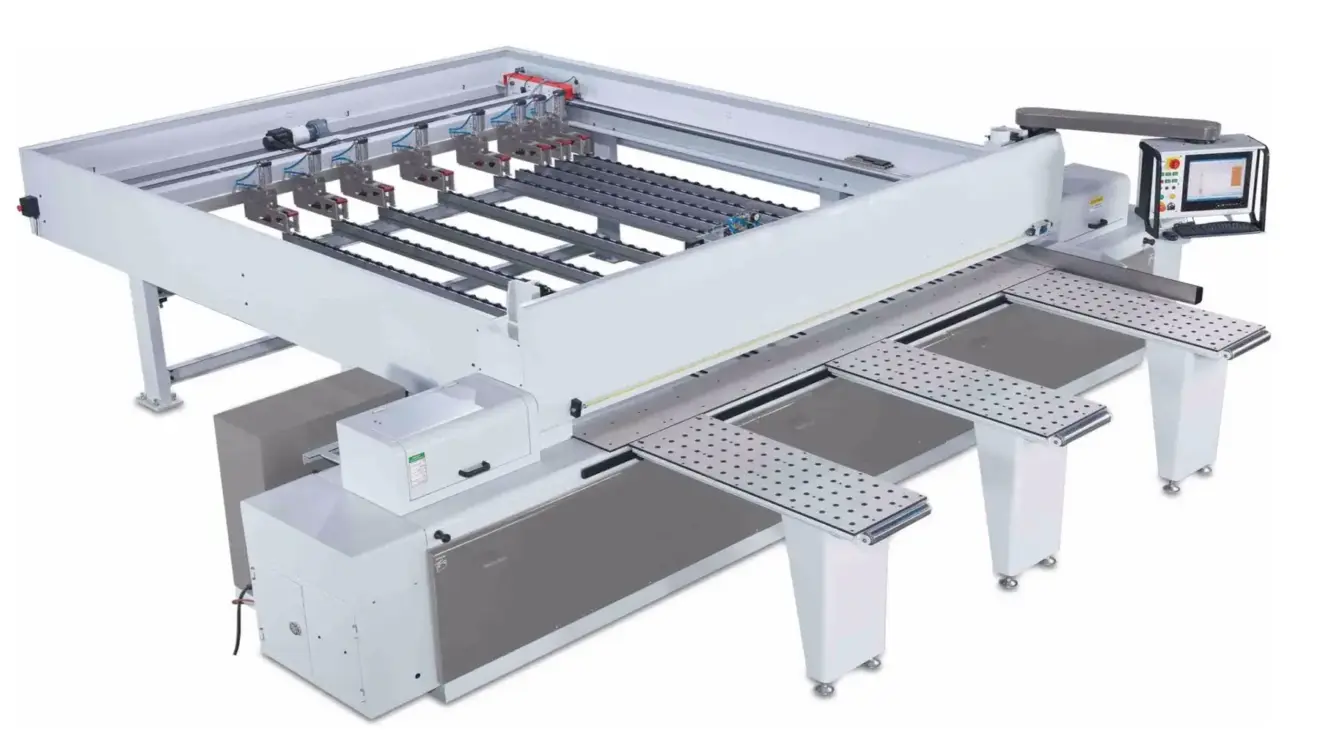
高生産量バッチ処理用パネルソー:期待されること
金曜日, 17 4月 2026
工場が実際のバッチ生産に移行すると、パネル切断は単なるのこぎり作業ではなくなり、生産ライン全体のペースを決める機能となります。前工程がパネルを迅速かつ一定の品質でサイジングできない場合、エッジバンディング、穴あけ、選別、
CNC石彫機とブリッジソー:違いは何ですか?
金曜日, 17 4月 2026
石材加工所が生産性で遅れを取り始める場合、問題は需要そのものにあるよりも、スラブ切断と完成部品加工の間にあるギャップが原因であることが多い。直線切断は迅速に行えても、シンクのくり抜き、エッジプロファイル、複雑な形状の部品

スイス式スクリュー加工工場:精密小型部品製造における最強の役割
金曜日, 17 4月 2026
購買者がスイス式自動旋盤ショップを検索するとき、通常は機械のカテゴリに関するレッスンを求めているのではありません。彼らは調達の問題を解決しようとしているのです。彼らは、一般的な旋盤加工よりも繊細に感じられる小さな旋盤部品

CO2レーザー彫刻機 vs CO2レーザー切断機:実際の生産使用で何が変わるのか?
金曜日, 17 4月 2026
多くのバイヤーは単純な仮定から始めます。「CO2レーザー彫刻機は表面に印をつけ、CO2レーザー切断機はシートを切断する。違いは主にラベルだけだ」と。しかし実際の生産において、その違いはそれ以上に深いものがあります。デモか
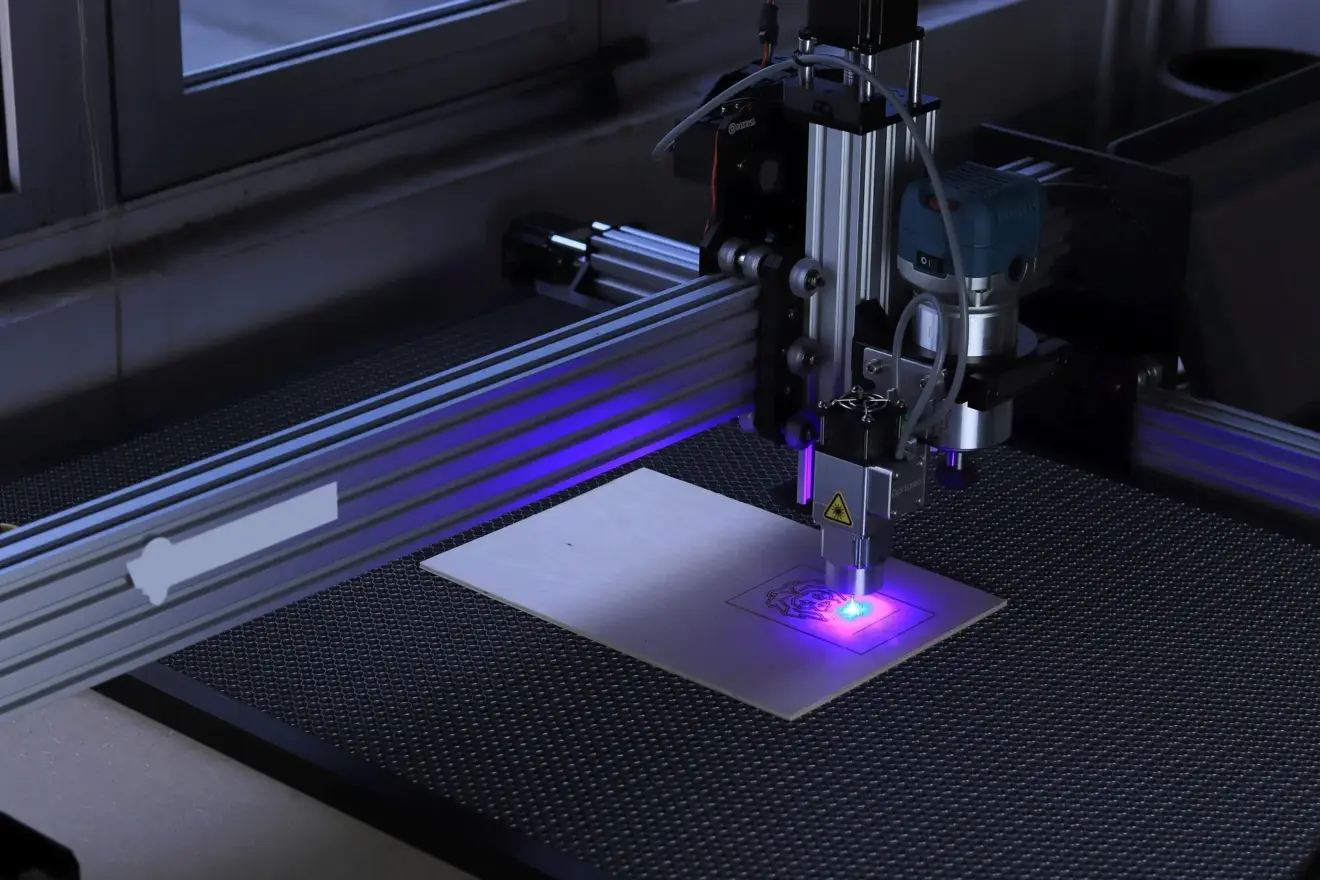
レーザー彫刻機:実際の生産ワークフローにおける種類、材料、および応用
金曜日, 17 4月 2026
多くの購入者は「レーザー engraving マシン」という言葉を、細かな違いはあれど1つの装置カテゴリーを指すかのように使います。実際には、システム間の隔たりは非常に大きい場合があります。レーザー光源、動作アーキテクチ

ビームソー盤の長期的安定性のためのメンテナンスのポイント
金曜日, 17 4月 2026
バッチパネル生産において、完全な故障で機械が停止する前に、通常は安定性が失われ始めます。カットサイズがスタック間でずれ始め、クランプの感触が一定でなくなり、振動がよりはっきり聞こえるようになり、シフトの最初の部分が最後よ
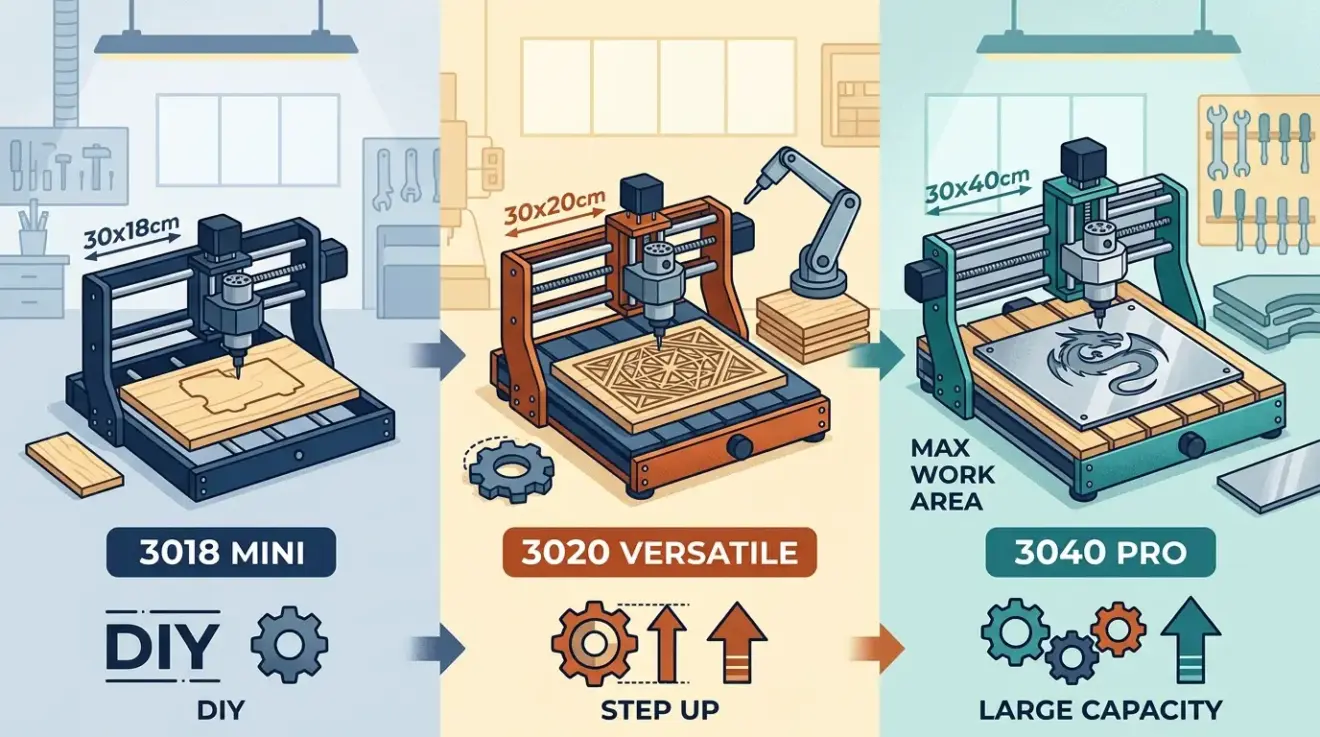
CNC 3020ルーターガイド:3018モデルおよび3040モデルとの比較方法
金曜日, 17 4月 2026
3020は、極めて特定の問題を解決するためのコードでありながら、他の目的で購入されることが非常に多い、中途半端な位置づけのコードです。3018では手狭だと感じるものの、3040はコスト、設置面積、期待値の面でまだ大きな負
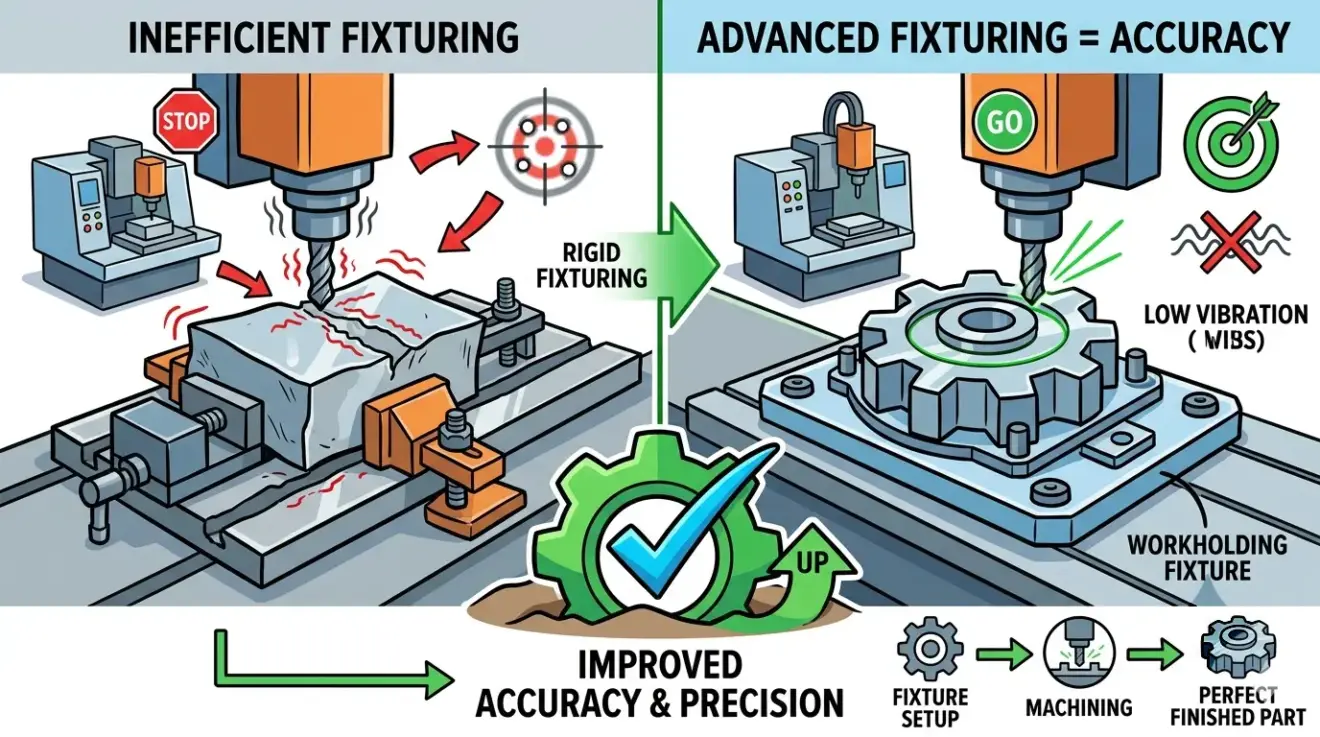
CNCワークホールディング治具の解説:より良い固定方法が精度を向上させる仕組み
金曜日, 17 4月 2026
機械工場では通常、最初に見えやすい部分から精度向上を求めます。機械の幾何学、スピンドルの品質、工具の摩耗、制御の調整、プログラムの修正です。これらはすべて重要です。しかし、多くの寸法問題は、切削工具がワークに接触する前か

高生産量木工用ボーリング盤・穴あけ盤:最も重要な要素は?
金曜日, 17 4月 2026
大量生産を行う木工作業において、ドリル加工が十分な速度を発揮できるのは、すべての穴が次の工程の想定通りの位置に正確に開けられる場合のみです。キャビネットの側板、棚板、引き出し部品、ケース部品が、小さな位置決め誤差、不安定
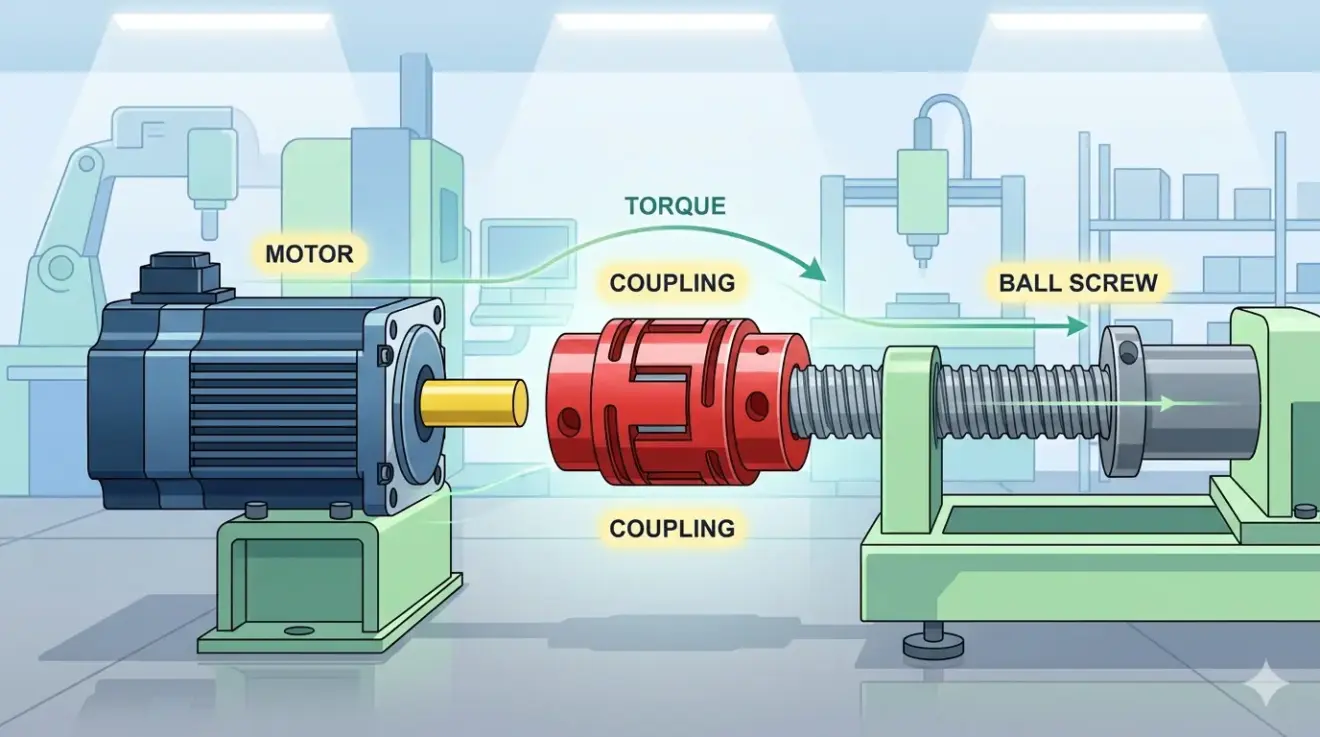
CNCカプラーとは何か、その機能は?
金曜日, 17 4月 2026
CNCカプラーは、軸駆動チェーンの中で最も小さな部品の一つであり、軸が真実を伝えなくなるまで最も無視されやすい部品でもある。機械は依然として動く。モーターはまだ応答する。しかし、反転が鈍くなり、方向転換が重要な箇所に加工
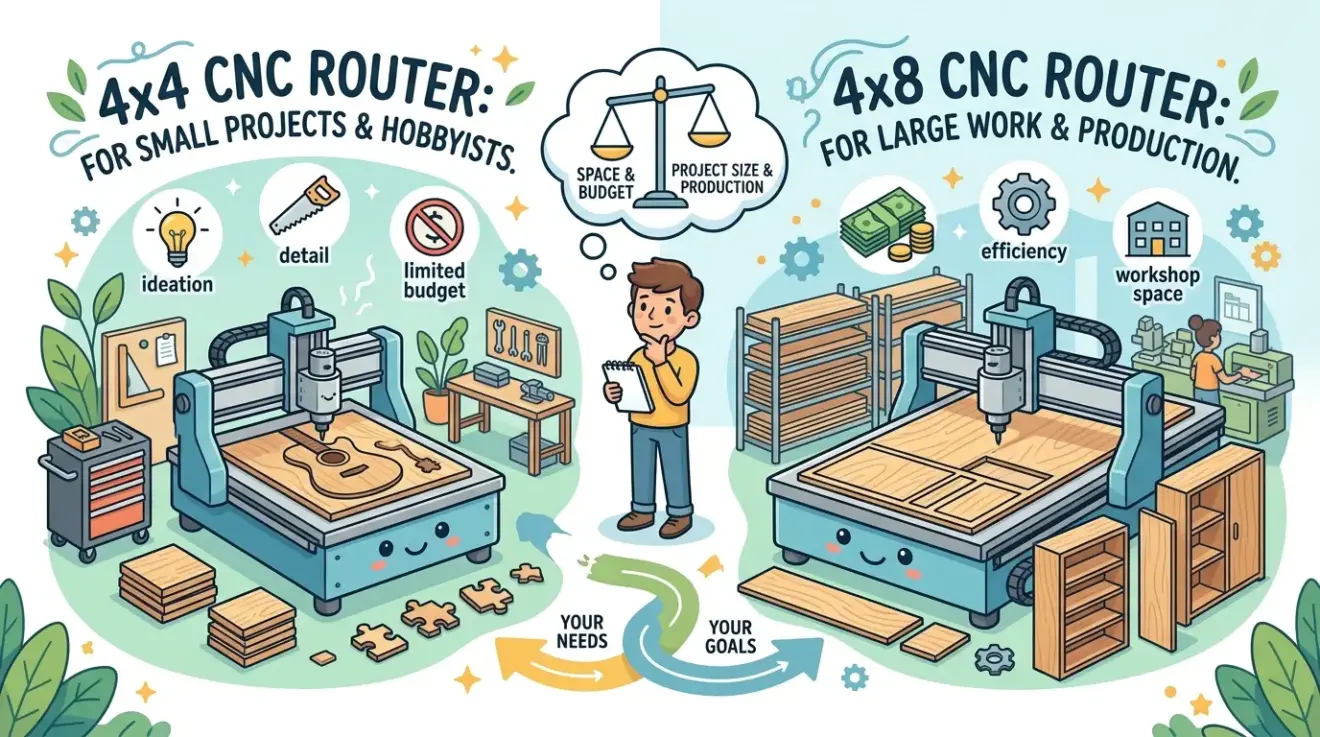
4×4 CNCルーター vs 4×8 CNCルーター:適切なベッドサイズの選び方
金曜日, 17 4月 2026
これはサイズの決定のように見えます。実際には、これは材料フローの決定です。 ベッドサイズは、ストックがどのように小分けされるか、何回触れられるか、部品がどのように仕分けられるか、そしてスピンドルが始動する前にどれだけの労

キャビネット生産用パネルソー:最も重要なポイントとは?
金曜日, 17 4月 2026
キャビネット製造において、最初の切断は、その後のラインを制御しやすくする場合にのみ重要です。サイドパネル、底板、棚板、仕切り板がサイズばらつき、不安定なバッチ順序、または作業者依存のばらつきが大きすぎる状態で切断エリアか
CNCルーター加工機の価格ガイド:木工機器のコストを左右する要因
金曜日, 17 4月 2026
ルーターの価格設定は、ワークロードがまだ曖昧な場合にのみ混乱して感じられます。購入者が機械がサポートしなければならない木工の成果物の種類を把握すると、コスト要因は恣意的に見えなくなります。2台の機械が両方ともCNCルータ
レーザー切断機の販売:価格以外の比較方法
木曜日, 16 4月 2026
低く見積もられた価格は、切り替えの遅さ、エッジ品質のばらつき、オペレーターの介入増加、後工程での手直しとして現れ始めるまでは魅力的に見えます。産業用バイヤーは、購入時にのみ機械のコストを感じるわけではありません。スケジュ
- Published in Blog

レーザー彫刻・切断機:コンボシステムを選ぶべきタイミング
木曜日, 16 4月 2026
部品に表面の細かな加工と輪郭切断の両方が必要な場合、コンボレーザーが明白な選択に思えるかもしれません。しかし実際には、彫刻と切断が同じワークフロー、同じ材料ファミリー、そして同じスケジュール上の制約に属しているかどうかに
パネルソーが家具製造における精度を向上させる方法
木曜日, 16 4月 2026
家具製造において、切断精度は単に製材部門だけの問題ではありません。パネル切断段階でのわずかな寸法誤差は、後工程で不均一なエッジ、穴あけパターンのずれ、歪んだキャビネットボックス、あるいは計画通りに組み立てられない部品ロッ
プラスチック用レーザー彫刻機:不良なマーキング結果を避ける方法
木曜日, 16 4月 2026
プラスチックへの印字不良は、しばしば設定ミスのせいにされますが、実際の失敗はもっと早い段階で始まっています。部品が単に「プラスチック」と表示されていたり、異なる樹脂間で同じレシピが使い回されたり、軽い彫刻に近い加工をして
Boxzy CNC、Othermill CNC、およびコンパクトデスクトップミル:教育とプロトタイプ作業に最適なのはどれか?
木曜日, 16 4月 2026
コンパクトな卓上ミルは、距離を縮めることでその価値が発揮されます。学生は、中央の機械室にアクセスするのを待つことなく、ツールパスが実際の切削屑になる様子を見ることができます。エンジニアは、正午にポケット深さを変更し、午後
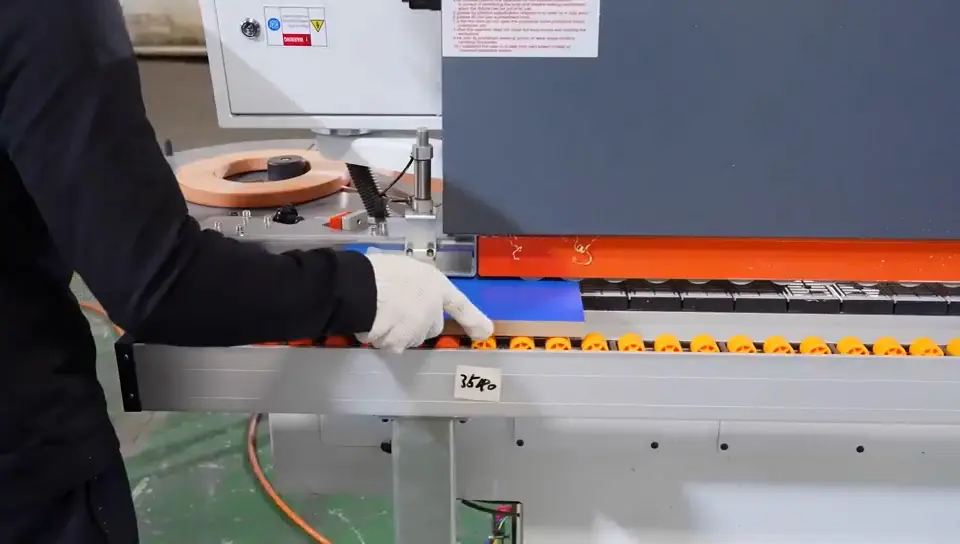
小規模工場向けエッジバンディングマシンと大規模工場向け:実際に何が変わるのか?
木曜日, 16 4月 2026
エッジ加工において、不適切な機械は単一の工程を遅くするだけではありません。それは目に見える接着ラインの不均一さ、手仕上げの増加、パネルフローの遅延、そして予想よりも不確実性の高い状態で組立工程に届く部品として現れます。小
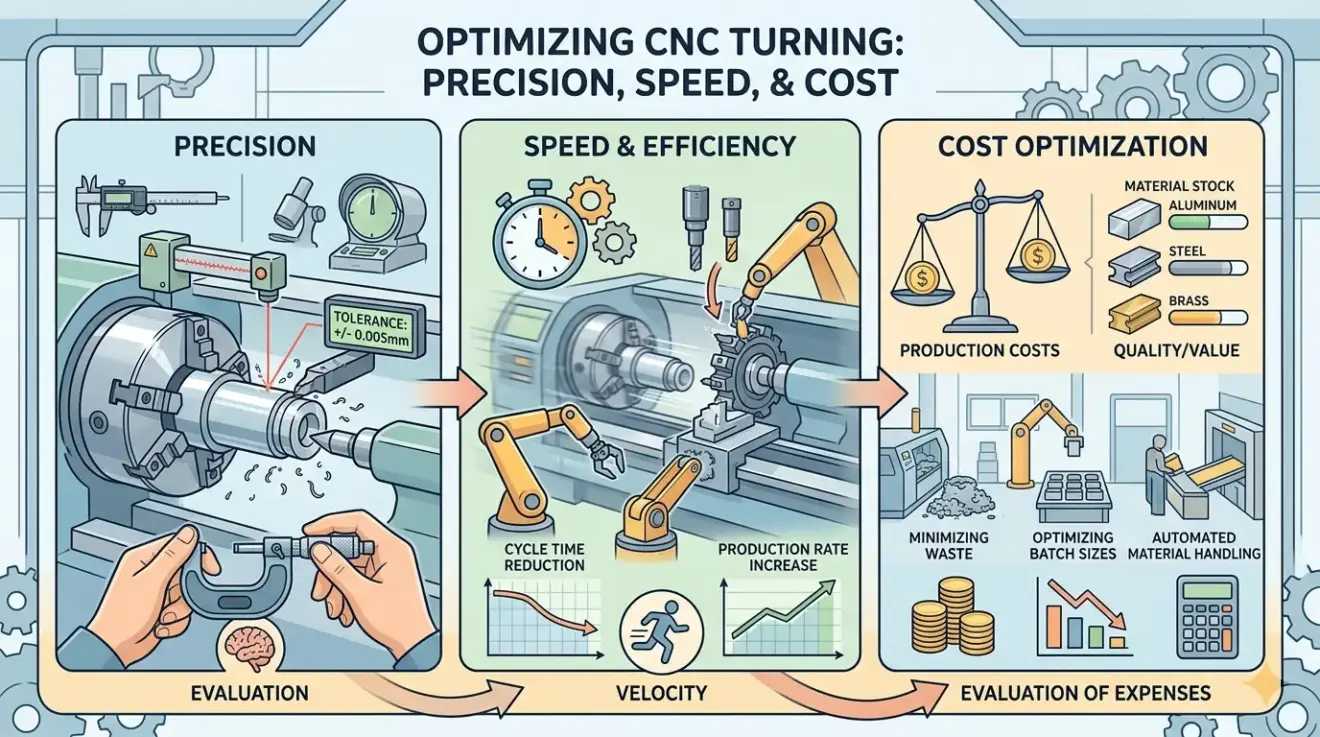
CNC旋削加工サービス:精度、速度、コストを評価する方法
木曜日, 16 4月 2026
CNC旋盤加工サービスを比較する購入者は、多くの場合、精度、スピード、コストという3つの独立した変数を評価していると考えています。実際の生産において、これら3つは密接に関連しています。精度は、サプライヤーがどのように工程
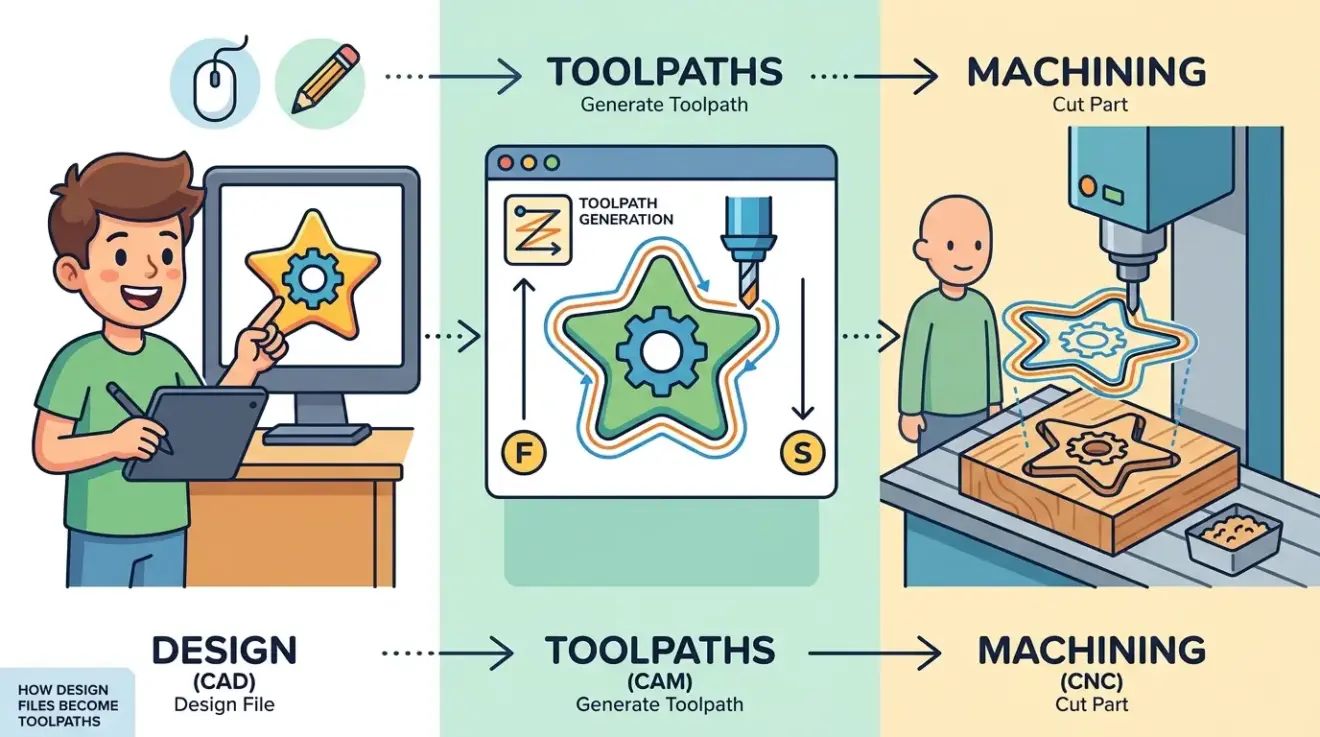
CAM for CNC 初心者向け:デザインファイルがツールパスに変わる方法
木曜日, 16 4月 2026
CAMにおいて、初心者が機械のせいだと思ってしまう問題の多くは、実際には引き継ぎの問題です。ジオメトリが製造に適しているか確認されていなかったり、ストックモデルが実際の素材と一致していなかったり、工具ライブラリは信頼性よ
CoroMill 200とは? CNC加工工場のためのインデクサブルフライス工具の基礎知識
木曜日, 16 4月 2026
CoroMill 200は、実際よりも情報量が多く聞こえる名前のひとつです。購買担当者が工場の会話で耳にしたり、プログラマーが正面フライス加工のジョブについて話す際に参照したり、工具サプライヤーが推奨品に含めたりすると、

新品と中古のパネルソー:購入前に家具店が比較すべきポイント
木曜日, 16 4月 2026
家具工場で生産の前半に時間のロスが発生し始めると、たいていすぐにパネルソーの話題が持ち上がります。素材ボードの切断がラインを遅らせている、オペレーターが寸法を再確認する頻度が高すぎる、あるいは後工程で、エッジバンド加工、
ニー型フライス盤(膝)の改造とは何か?
木曜日, 16 4月 2026
ニー型フライス盤のレトロフィットとは、手動のニー型フライス盤をCNC対応工作機械に改造することを指す。モーター、制御装置、フィードバック機器の追加、およびネジ交換、駆動部マウント、潤滑改善、その他の運動系変更といった関連

スライディングテーブルソーからビームソーへのアップグレード時期
木曜日, 16 4月 2026
アップグレードの検討は、通常、スライドテーブルソーが実際に故障する前に行われます。機械はまだきれいに切断できるかもしれませんが、工場は別の場所でプレッシャーを感じ始めます。後工程のステーションが部品を待ち、繰り返しのジョ
- Published in Blog