
 English
English  Español
Español  Italiano
Italiano  Deutsch
Deutsch  Français
Français  Português
Português  العربية
العربية  Русский
Русский  Tiếng Việt
Tiếng Việt  한국어
한국어  日本語
日本語  简体中文
简体中文 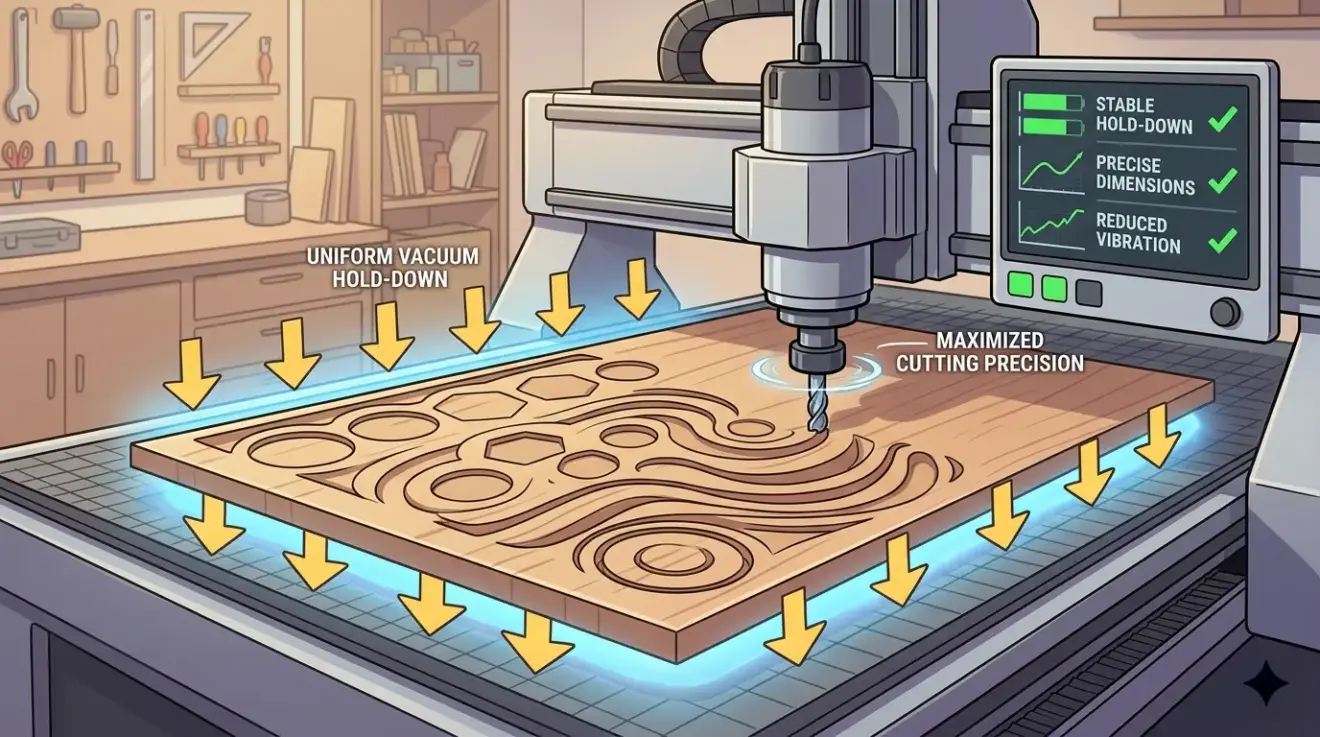
CNC Vakum Tablası Rehberi: Daha İyi Tutma, Hassasiyeti Nasıl Artırır
Çarşamba, 29 Nisan 2026
Yönlendirme sorunları genellikle zincirde çok geç teşhis edilir. Operatörler talaşları görür, iş milini duyar, programı kontrol eder ve takıma bakar. Bu arada asıl sorun levhanın altında yatıyor olabilir: panel başlangıçta asla yeterince sıkı tutulmamıştır. Malzeme kalkarsa, bükülürse, hasarlı bir contanın etrafından hava sızdırırsa veya küçük parçalar yuvadan ayrılırken hareket etmeye başlarsa, makine artık sabit bir
- Published in Blog
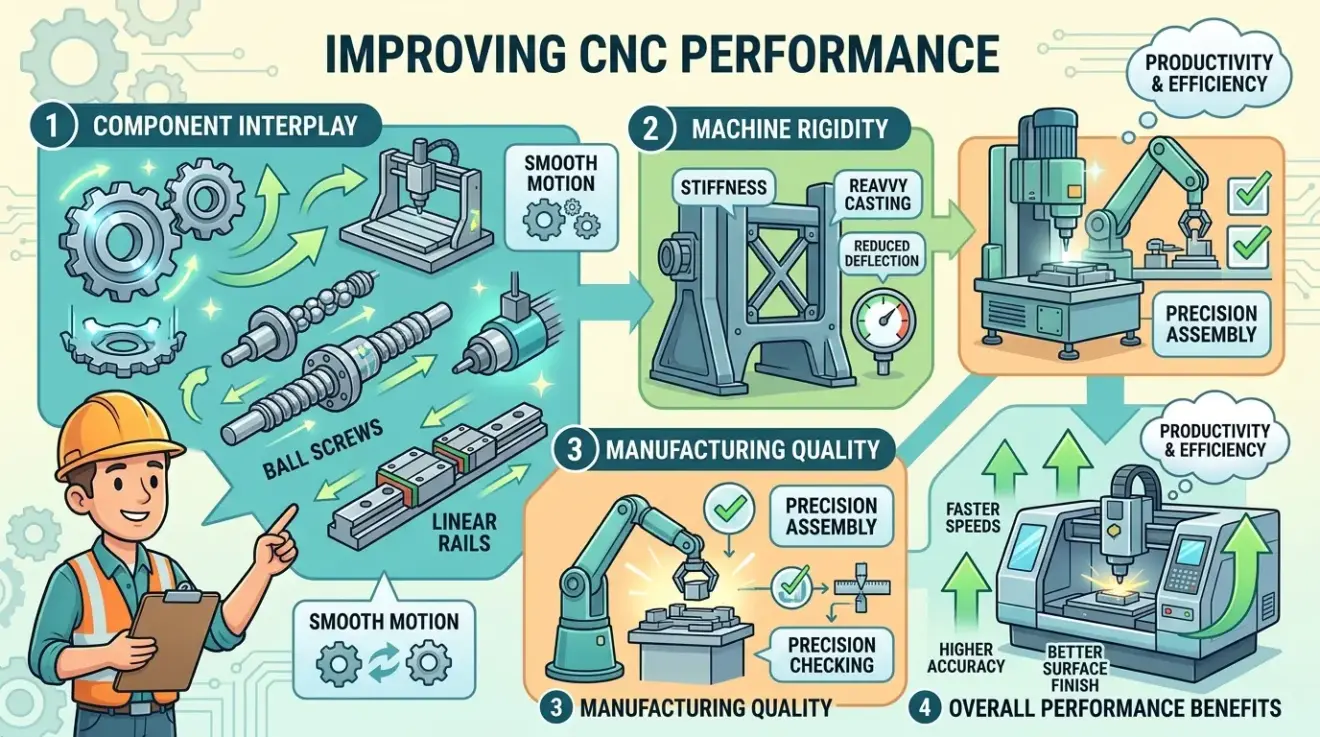
Bilyalı Vidalar, Lineer Raylar ve Makine Rijitliği: CNC Performansını Gerçekten Ne İyileştirir
Çarşamba, 29 Nisan 2026
Bir makine kötü bir yüzey kalitesi bıraktığında, yük altında titrediğinde veya operatörü programı yavaşlatmaya zorladığında, alıcılar genellikle önce yanlış parçayı suçlar. Kesim sesinin kararsız olduğunu duyarlar ve makinenin bilyalı vidaları, daha büyük rayları veya daha ağır bir gövdesi olup olmadığını sorgulamaya başlarlar. Bu bileşenler önemlidir, ancak yaygın hata, onları birbirinin yerine geçebilen kalite rozetleri olarak
- Published in Blog
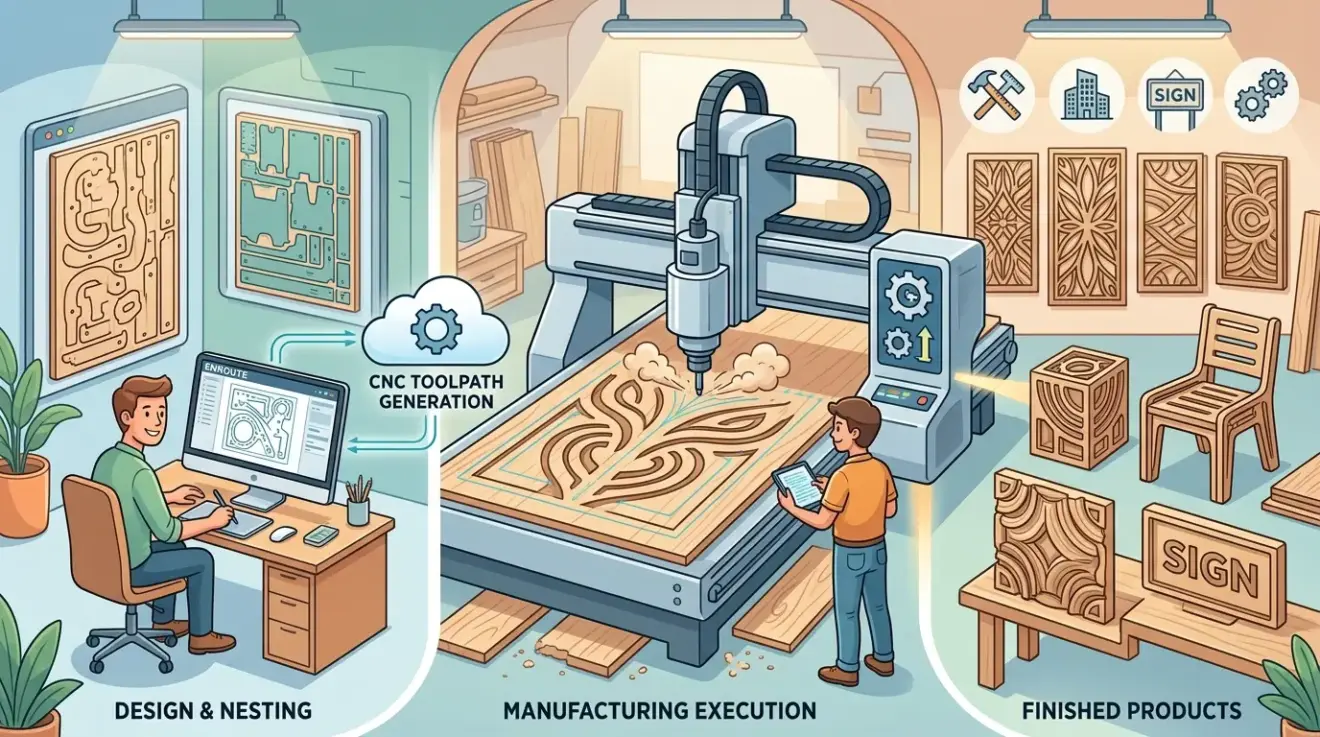
EnRoute CNC Yazılımı Ne İçin Kullanılır?
Çarşamba, 29 Nisan 2026
EnRoute CNC yazılımı genellikle öncelikle iş milinde zorluk yaşamayan atölyeler tarafından tartışılır. Daha önce, sanat eserleri, yerleşimler, iç içe geçmiş parçalar, metin, profiller ve müşteri revizyonları kesim başlamadan önce vardiyanın yarısını boşa harcamadan temizlenmesi, düzenlenmesi ve takım yollarına dönüştürülmesi gerektiğinde zorluk çekerler. Yazılımın gündeme gelmesinin gerçek nedeni budur. CAM’de sadece bir marka adı değildir. Genellikle
- Published in Blog
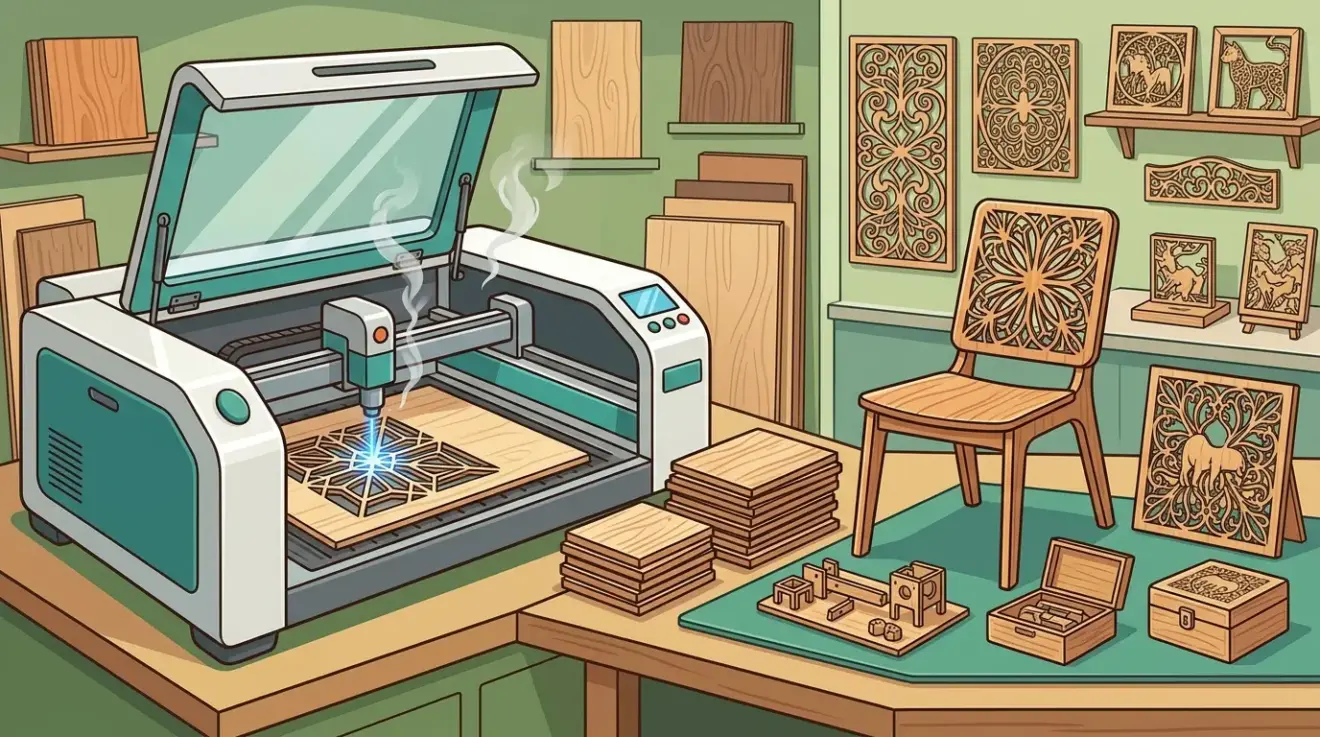
Mobilya, Dekor ve El Sanatları Üretimi için Ahşap Lazer Kesici: En Uygun Olduğu Yer
Çarşamba, 29 Nisan 2026
“Wood laser cutter” terimi, aslında olduğundan daha spesifik görünür. Bir mobilya fabrikası, bu terimi ana panel hattını yavaşlatmadan temiz detay gerektiren dekoratif bileşenleri ifade etmek için kullanabilir. Bir dekor üreticisi için en önemli olan şey, görünen yüzey kalitesi, kontur karmaşıklığı ve tekrarlanabilir kesim desenleridir. Bir el sanatları işletmesi ise maksimum levha verimliliğinden ziyade kısa seri
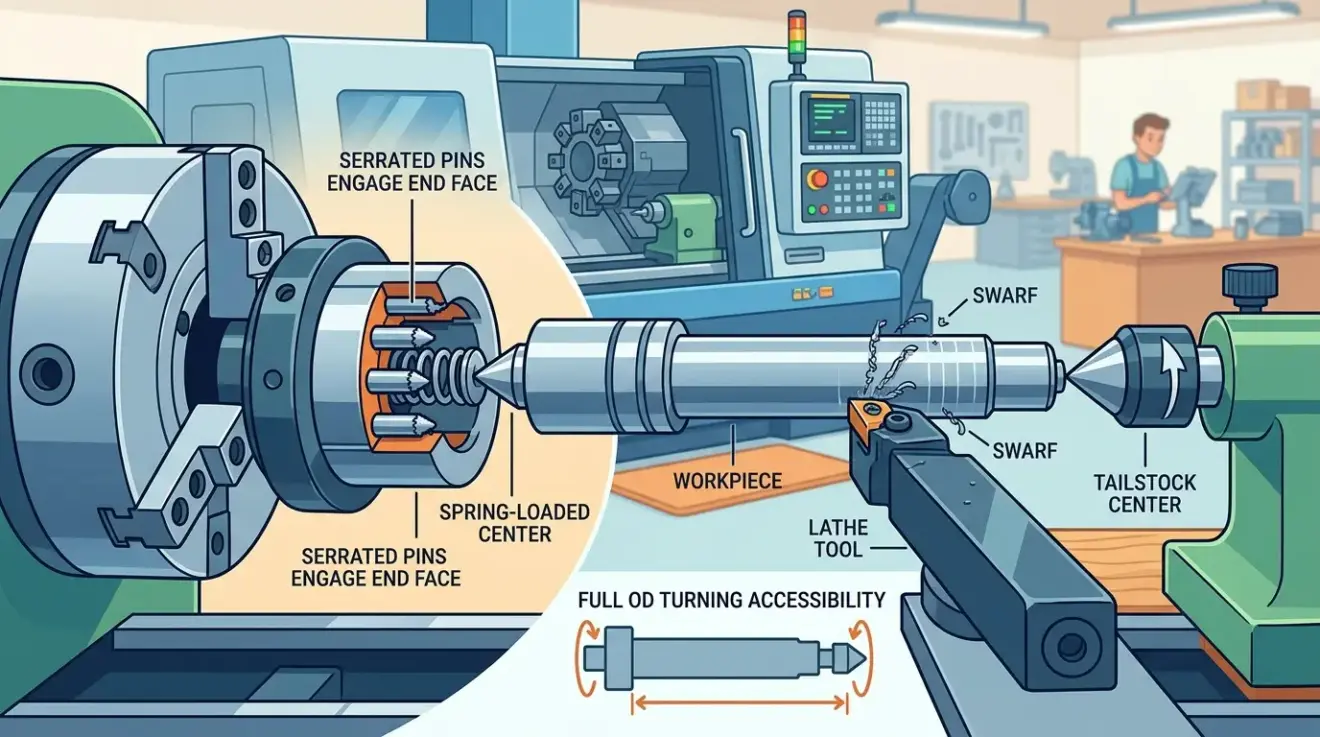
CNC Torna için Yüz Sürücüsü Nedir?
Çarşamba, 29 Nisan 2026
Bir tornalama işlemi, dış çapın büyük kısmını tek bir bağlamada açık tutmaya bağlı olduğunda, sıradan aynalama sorunun bir parçası haline gelebilir. Parçayı tutan pençeler aynı zamanda OD’nin bölümlerini de bloke eder ve iş parçası her yeniden kavrandığında salgı, hizalama kayması veya kayıp eşmerkezlilik riski artar. Bir yüz sürücüsü, atölye torku uç yüzeyinden iletmek ve dış
- Published in Blog
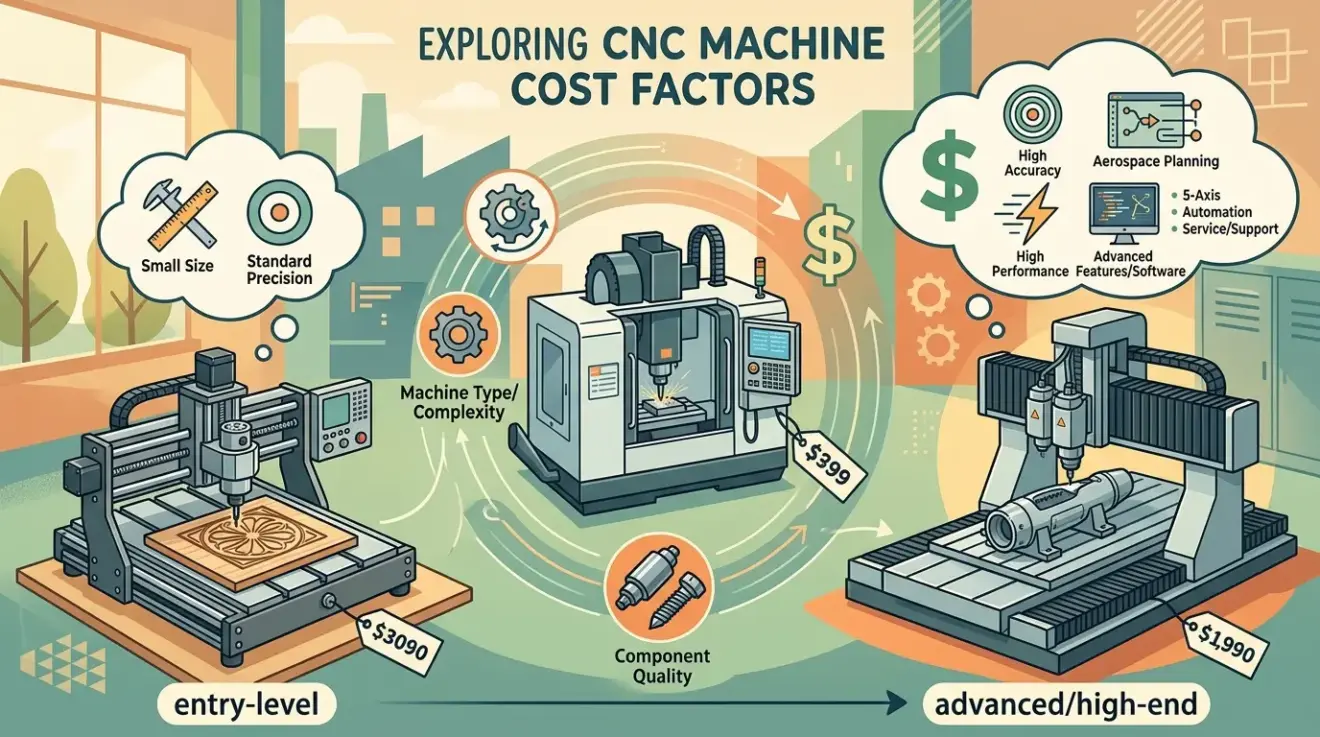
CNC Makine Fiyat Rehberi: Farklı Makine Türlerinde Maliyeti Etkileyen Faktörler
Çarşamba, 29 Nisan 2026
Bir CNC makine fiyat rehberi, ancak alıcının kurtulmak için ne tür bir yük ödediğini açıkladığında işe yarar. Çoğu genel rehberin yanıldığı nokta da burasıdır. “Bir CNC makinesinin maliyeti nedir?” sorusunu, router’lar, işleme merkezleri, tezgahlar, taş işleme sistemleri, lazer sistemleri ve entegre hat ekipmanlarının hepsi aynı fiyatlandırma ailesinin farklı boyutlarıymış gibi yanıtlamaya çalışırlar. Öyle değiller. Görünür
- Published in Blog
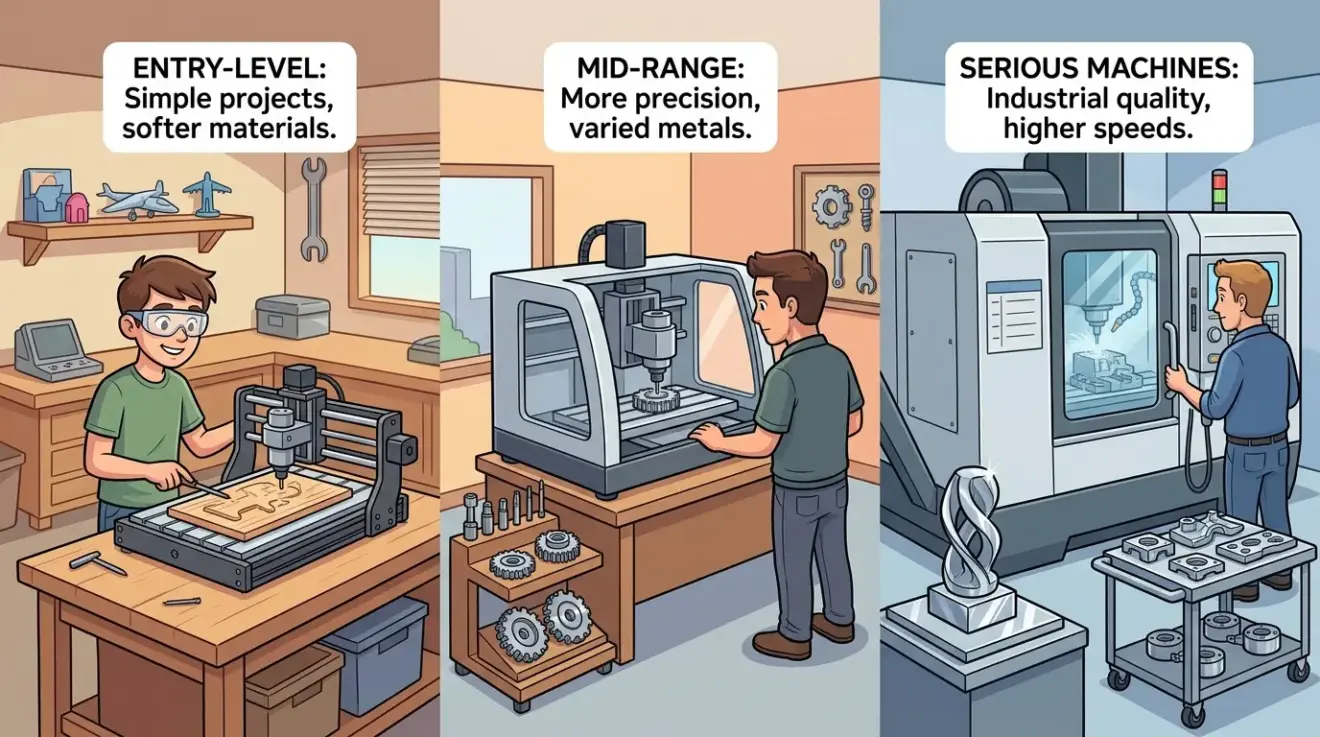
Bütçe CNC Freze Fiyat Kademeleri: Giriş Seviyesi ve Profesyonel Makineler Arasında Ne Değişir?
Çarşamba, 29 Nisan 2026
Freze makinesi alıcıları genellikle fiyat kademelerinden, sanki teklif yükseldikçe sadece büyüyen, hızlanan ve pahalaşan tek bir makine alışverişi yapıyormuş gibi bahseder. Gerçek mülkiyette genellikle olan bu değildir. Asıl daha büyük değişim, kademe yükseldikçe makinenin iş akışından daha az şey talep etmesidir. Kurulum daha inanılır hale gelir. Tekrarlı işler daha az kırılgan olur. Kurtarma daha netleşir.
- Published in Blog
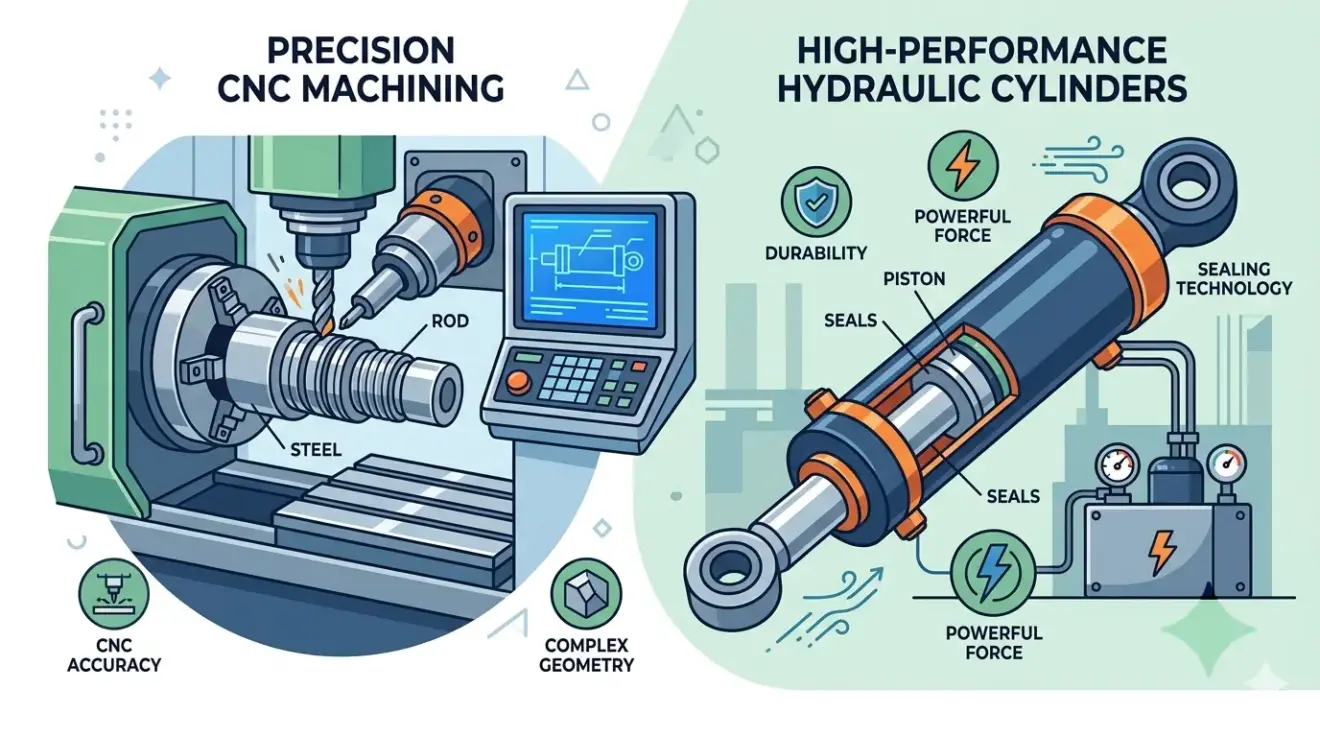
CNC Hidrolik Silindir Nedir ve Nasıl İşlenir?
Salı, 28 Nisan 2026
İlk bakışta, bir hidrolik silindir, basit bir metal işi gibi görünür: bir gövde, bir mil, bazı dişler, birkaç bağlantı ağzı, sızdırmazlık elemanları ve montaj özellikleri. Ancak çalışma sırasında aynı anda iki şey gibi davranır. Hem basınç içeren bir bileşendir hem de yönlendirilmiş hareket sağlayan bir bileşendir. Bu, silindirin dış boyutlarının çizimde düzgün görünmesi nedeniyle başarılı
- Published in Blog

Hassas Torna Parçaları Üreticileri: CNC Tedarik Ortakları Nasıl Karşılaştırılır
Salı, 28 Nisan 2026
Torna parçaları tedarik eden alıcılar sıklıkla tanıdık bir sorunla karşılaşır: birçok tedarikçi kağıt üzerinde yeterli görünür, ancak risk ancak teklifler karşılaştırıldıktan, ilk numuneler geldikten veya montaj sorunları ortaya çıkmaya başladıktan sonra görünür hale gelir. Torna parçaları, özellikle geometri çoğunlukla silindirik olduğunda basit görünebilir. Gerçekte, bu parçalar genellikle tekrarlanabilirliğin görsel karmaşıklığın gösterdiğinden çok daha önemli olduğu
- Published in Blog
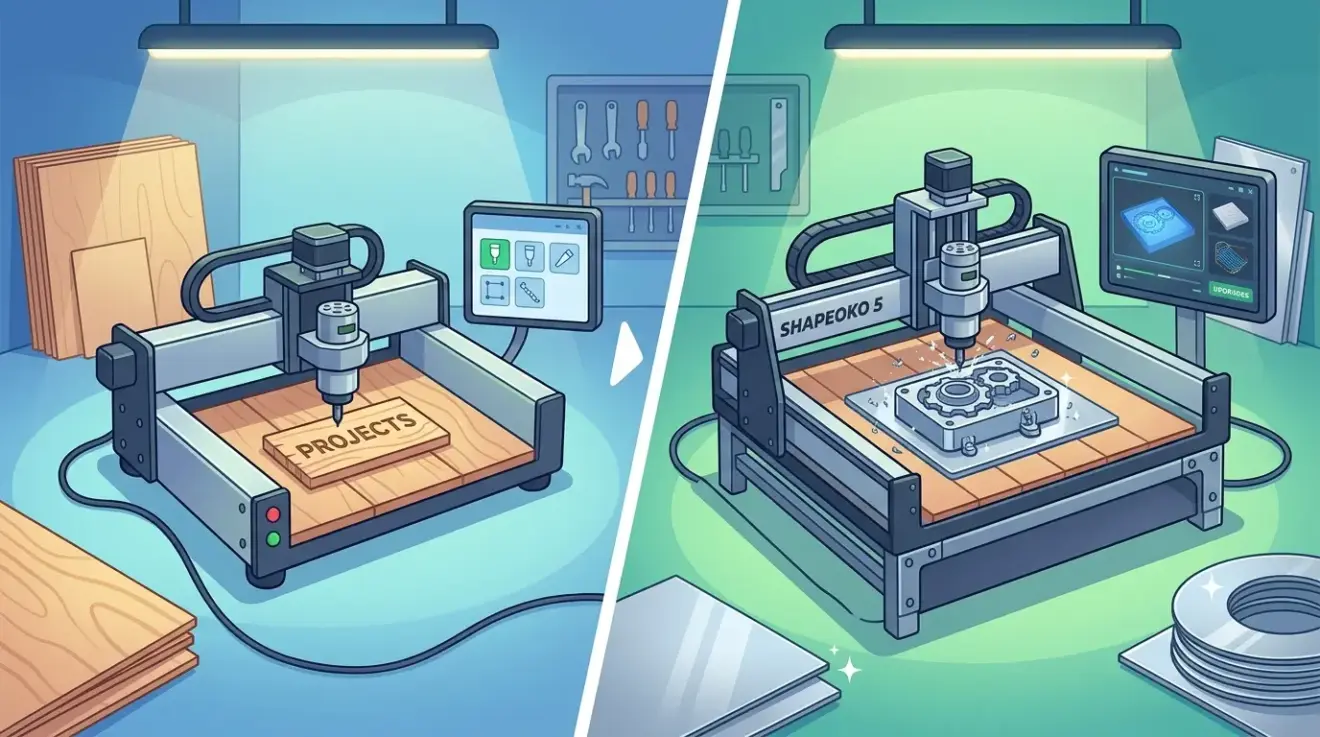
Shapeoko 4 vs Shapeoko 5 Pro: Hangi Yükseltme Mantıklı?
Salı, 28 Nisan 2026
Shapeoko 4 ve Shapeoko 5 Pro’yu karşılaştıran alıcılar genellikle iyi ve kötü makineler arasında bir seçim yapmıyor. İş yüklerinin gerçekten ne kadar ek makine kapasitesine, stabiliteye ve gelecekteki rahat alana ihtiyaç duyduğuna karar veriyorlar. Bu, evrensel olarak üstün bir model fikrinin peşinden koşmaktan çok daha faydalı bir çerçeve. Yükseltme sorusu genellikle iki durumda ortaya çıkar.
- Published in Blog
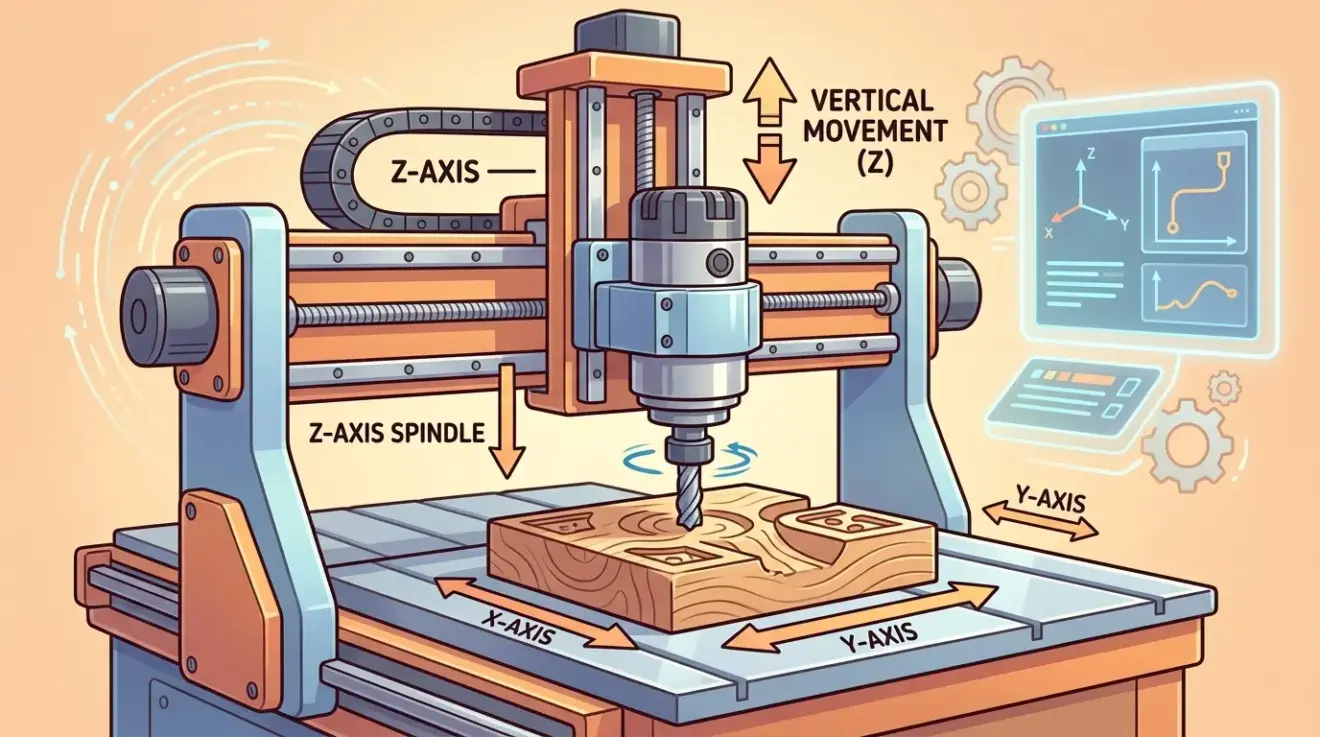
CNC Yönlendirme ve Frezelemede Z Ekseni Mili Nedir?
Salı, 28 Nisan 2026
“Z-axis spindle” kulağa bir bileşen adı gibi gelir, ancak çoğu yönlendirme (routing) ve dikey frezeleme (milling) konuşmasında aslında daha büyük bir şey için bir kısayoldur: iş mili (spindle) artı onu kesime taşıyan tüm dikey yapı. Bu fark önemlidir çünkü ifadeyi bir ürün kategorisi gibi ele alan alıcılar, genellikle işaret ettiği pratik sorunu gözden kaçırırlar. İş
- Published in Blog
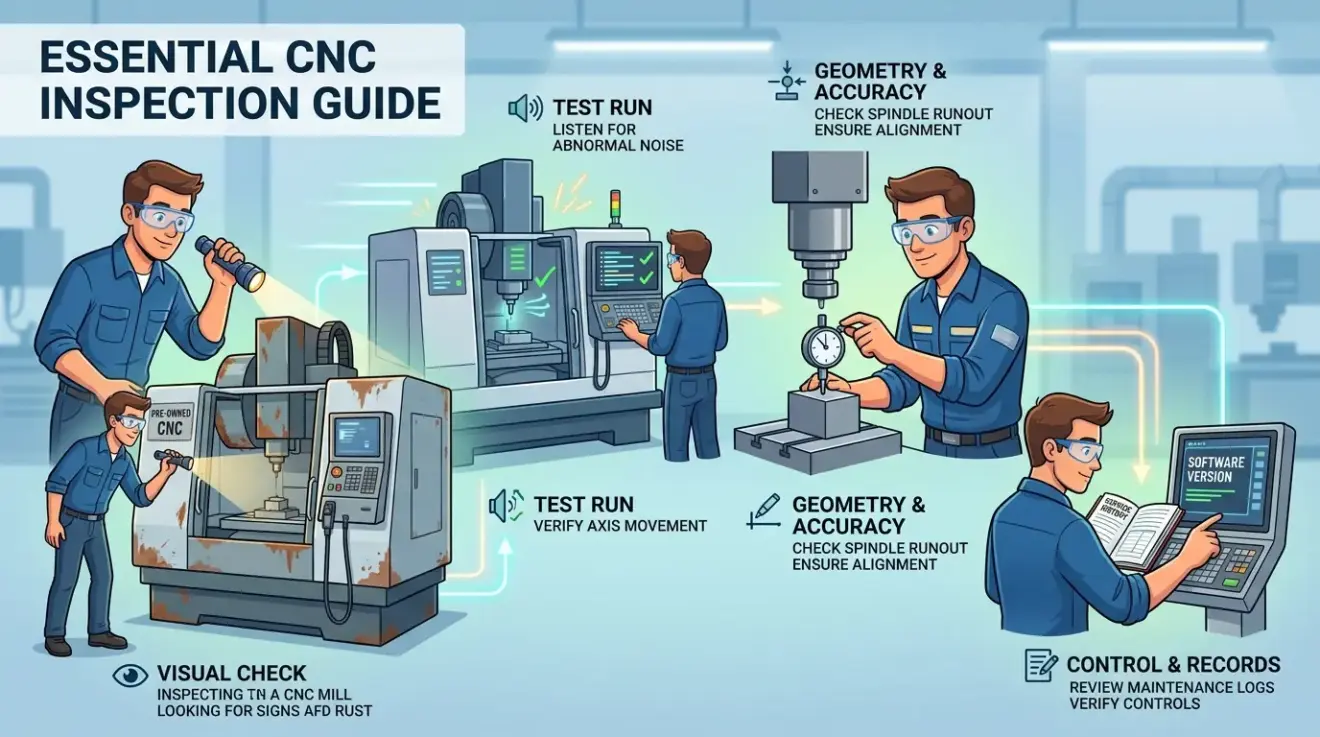
İkinci El CNC Makinesi Satın Alma Kontrol Listesi: Ödeme Yapmadan Önce Neleri İncelemelisiniz
Salı, 28 Nisan 2026
Elde kullanılmış bir CNC tezgahı satın almak, genellikte atölye zemininde kendini kanıtlamadan çok önce hesap tablosunda cazip görünür. Kullanılmış bir makine, geri ödeme süresini kısaltabilir, kapasiteyi artırabilir ve büyüyen bir fabrikaya, aksi takdirde sermaye bütçesinin dışında kalacak bir ekipman sınıfına erişim sağlayabilir. Ayrıca, bir ekibi aylarca sürecek hizalama çalışmalarına, kontrol yenilemelerine, rulman sesi teşhisine, vakum
- Published in Blog
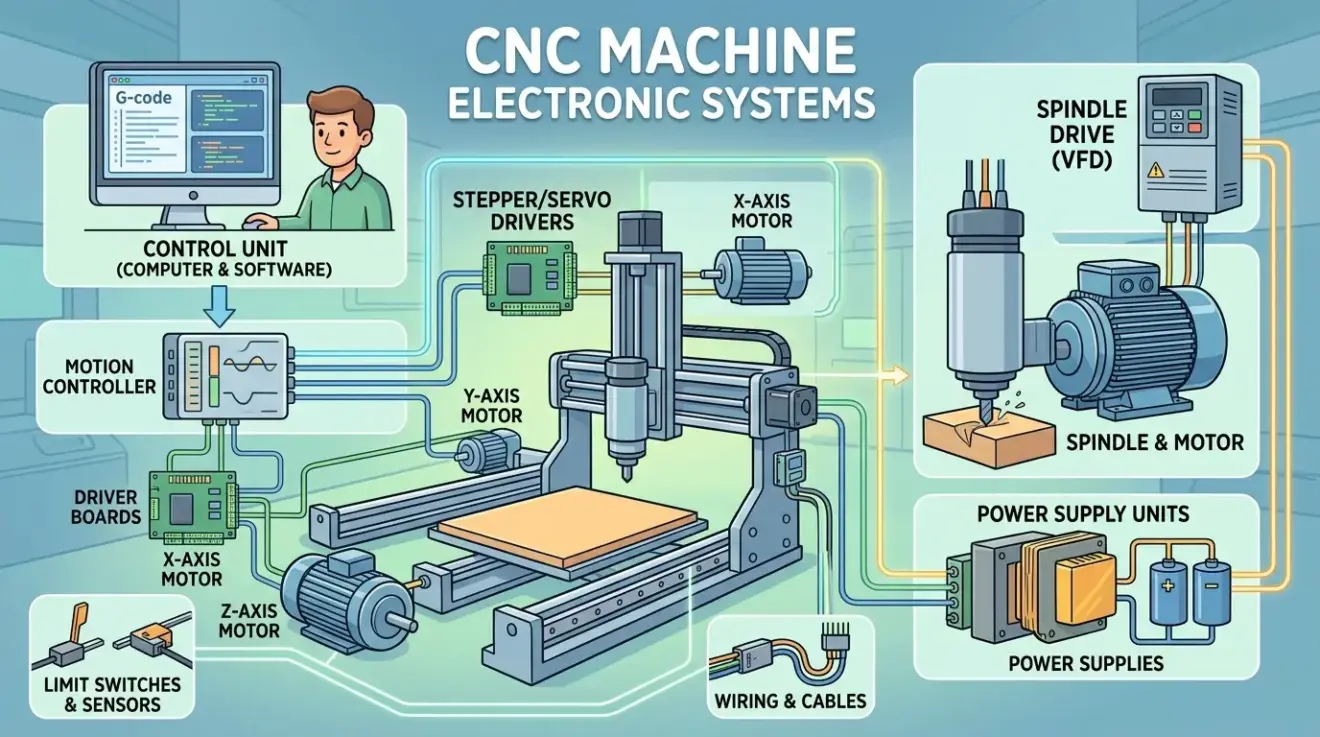
Bir CNC Makinesindeki Elektronik Bileşenler Nelerdir?
Salı, 28 Nisan 2026
Bir CNC makinesindeki elektronik bileşenler, nadiren birinin dolaplar ve kartlar hakkında bir konferans istemesi nedeniyle konu olur. Konu genellikle, operatörlerin rastgele, aralıklı, perili veya tekrarlanamaz gibi kelimelerle tanımladığı şekillerde davranmaya başladığında ortaya çıkar. Bir gün eksen arıza yapar. Ertesi gün çalışır. Bir sensör yanlış zamanda tetiklenir. İş mili beklendiği gibi çalışmaz. Bir besleme tutma geç
- Published in Blog
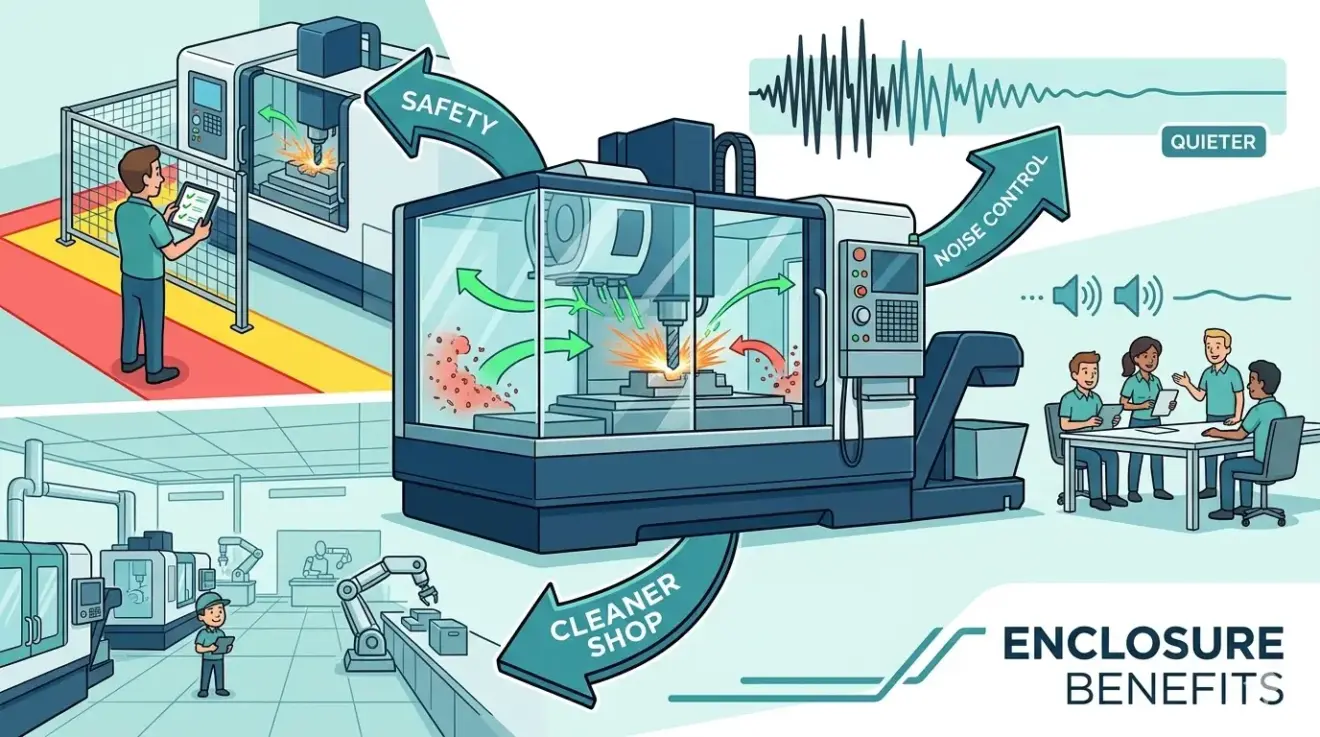
CNC Makine Muhafazaları: Güvenliği, Temizliği ve Gürültü Kontrolünü Ne Zaman İyileştirir
Salı, 28 Nisan 2026
Makine muhafazaları genellikle satın alma sürecinde çok geç değerlendirilir. Konuşma onlara geldiğinde, ekip zaten saatlerce iş mili gücü, ilerleme hızları, tabla boyutu, otomasyon ve yazılım üzerinde harcamıştır. Pratikte, bu sıralama genellikle yanlıştır. Muhafaza, süreçten neyin kaçtığına, yakındaki işlere ne kadar kirlenme ulaştığına, operatörlerin makine etrafında nasıl davrandığına ve günlük temizliğin ne kadar zor olduğuna karar
- Published in Blog
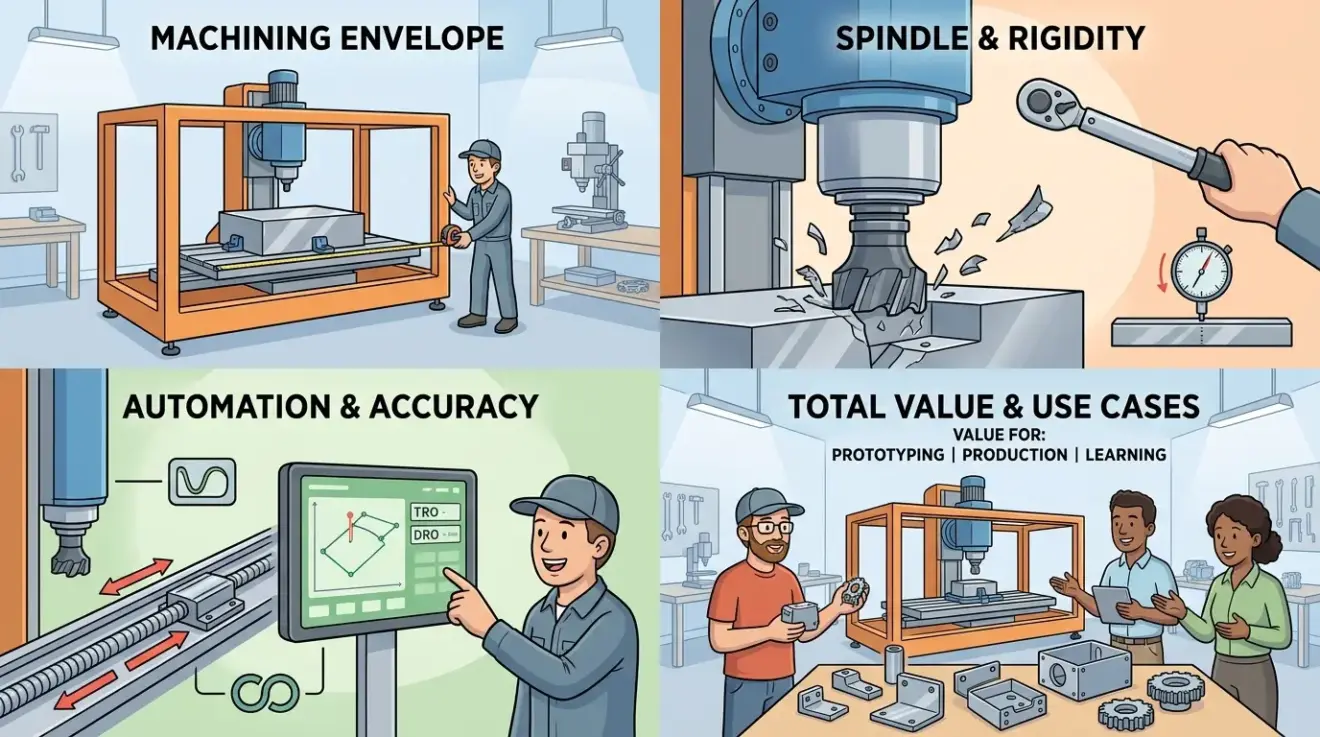
Langmuir Systems MR-1 ve Diğer Tezgah Üstü Frezeler: Alıcıların Karşılaştırması Gerekenler
Salı, 28 Nisan 2026
Langmuir MR-1’i diğer tezgah üstü frezelere benzetmek, ancak makineler aynı karar çerçevesinde değerlendirildiğinde anlamlı hale gelir. Çok fazla karşılaştırma, hobi frezelerini, kompakt prototip odaklı makineleri ve küçük üretime yönelik frezeleri “tezgah üstü” adı verilen duygusal bir kategoride birleştirir. Bu, makineler benzer boyut diline sahip olsalar da çok farklı sahiplik hedeflerine hizmet ettiklerinden zayıf satın alma
- Published in Blog

Spiral Karbür Gravür Ucu Nedir?
Salı, 28 Nisan 2026
Spiral karbür kazıma ucu, harf işleme, dar oluklar, dekoratif çizgiler ve oluğun kesilmiş olmasının yanı sıra görsel temizliğin de önemli olduğu diğer kazınmış özellikler için kullanılan ince detaylı bir kesicidir. Bu takımı daha basit bir düz kazıma formundan ayıran şey, helisel kanal geometrisidir. Sarmal form, talaşları kesimden daha etkili bir şekilde çıkarmaya yardımcı olabilir; bu,
- Published in Blog
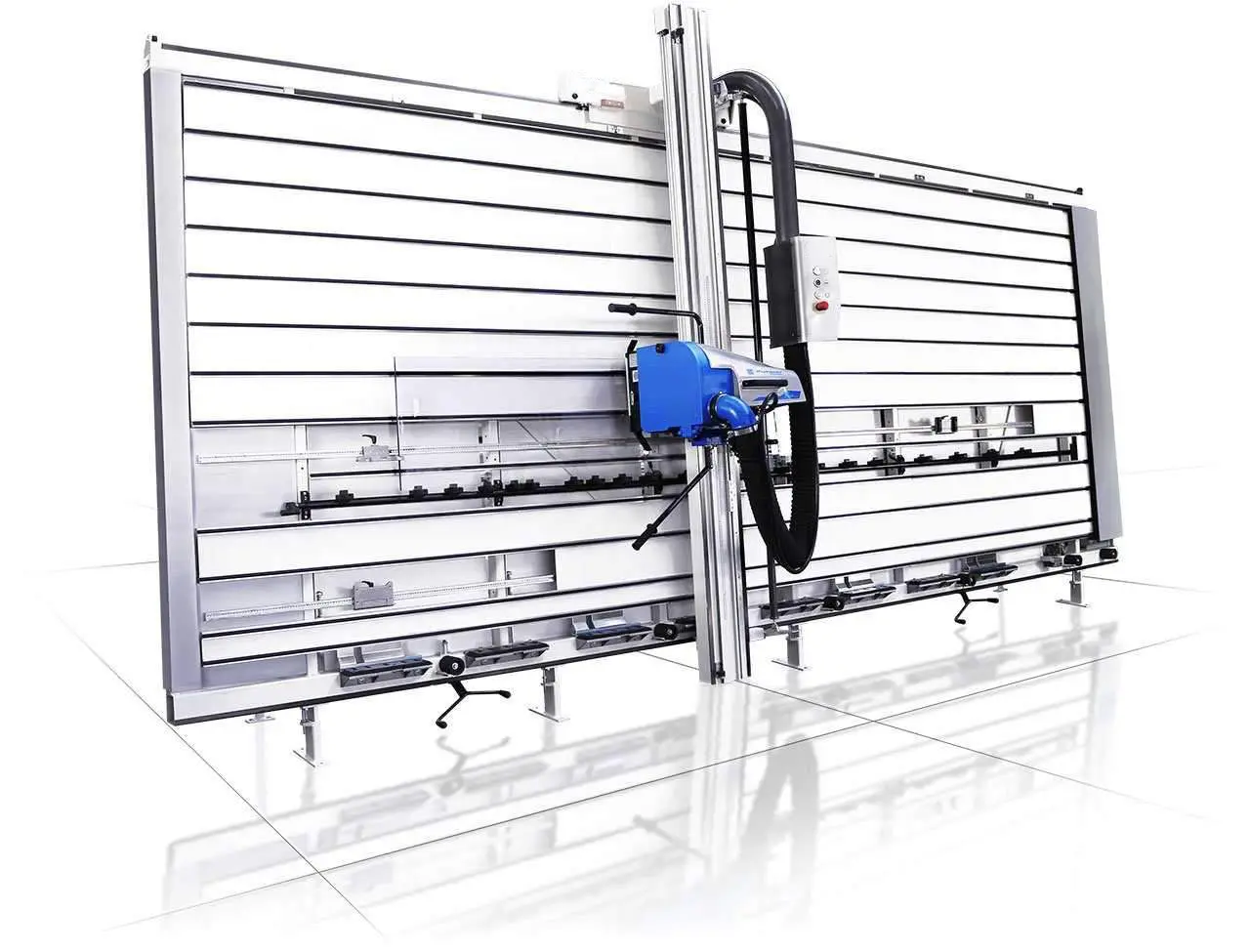
Küçük ve Orta Ölçekli Atölyelerde Dikey Panel Testere için En İyi Uygulamalar
Salı, 28 Nisan 2026
Küçük ve orta ölçekli atölyelerde kesim sorunu genellikle bir yerleşim planı sorunu olarak başlar. Ekip, MDF, kontrplak, yonga levha, melamin kaplı levha ve benzeri levha malzemeler için doğru tam levha kesim planına ihtiyaç duyabilir, ancak atölyede daha büyük, özel bir yatay kesim hücresi için yeterli alan, iş gücü yapısı veya günlük hacim bulunmayabilir. İşte bu

CNC Frezeleme Saatlik Maliyeti: Operasyonların Ücrete Dahil Ettikleri
Salı, 28 Nisan 2026
Saatlik frezeleme ücreti kesin görünür. Bu nedenle alıcılar buna bu kadar sıkı sarılır. Kolay bir karşılaştırma vaat ediyor gibi görünür: A Atölyesi şu rakamda, B Atölyesi ise başka bir rakamda olduğunda, düşük ücret daha ucuz seçenek olmalıdır. Gerçek tedarikte bu genellikle yanlış sonuçtur. Sorun basittir. Saatlik rakam, sadece iş mili süresi için bir sayı değildir.
- Published in Blog
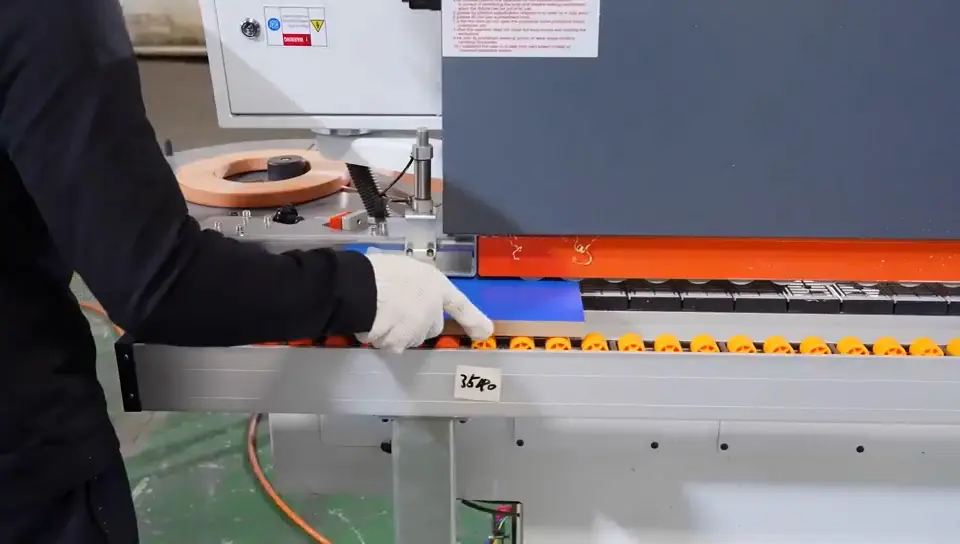
Otomatik Kenar Bantlama Makinesi vs. Yarı Otomatik Kenar Bantlama Makinesi: Hangisi İş Akışınıza Uygun?
Salı, 28 Nisan 2026
Kesme, delme ve panel taşıma işlemleri hızlanmaya başladığında, kenar bantlama çoğu zaman tüm hattı sessizce yavaşlatan istasyon haline gelir. Paneller bitirme işlemi için bekler, operatörler parçaları yeniden konumlandırmak için daha fazla zaman harcar ve kenardaki küçük tutarsızlıklar daha sonra montaj uyum sorunları, görünür tutkal hattı sorunları veya ek rötuş işleri olarak ortaya çıkar. Bu nedenle,

Panel Testeresi ve CNC Yuvalama Makinesi: Panel Mobilya Fabrikaları İçin Hangisi Daha Uygun?
Pazartesi, 27 Nisan 2026
Bir panel mobilya fabrikası, bir panel testere ile bir CNC yuvalama makinesi arasında karar veriyorsa, asıl mesele hangi makinenin daha gelişmiş göründüğü değildir. Asıl mesele, fabrikanın öncelikle hangi üretim sorununu çözmesi gerektiğidir. Bazı fabrikalar, büyük hacimli dikdörtgen dolap parçaları için hızlı ve istikrarlı bir ön uca ihtiyaç duyar. Diğerleri, sipariş boyutları sürekli değiştiğinden, parça şekilleri
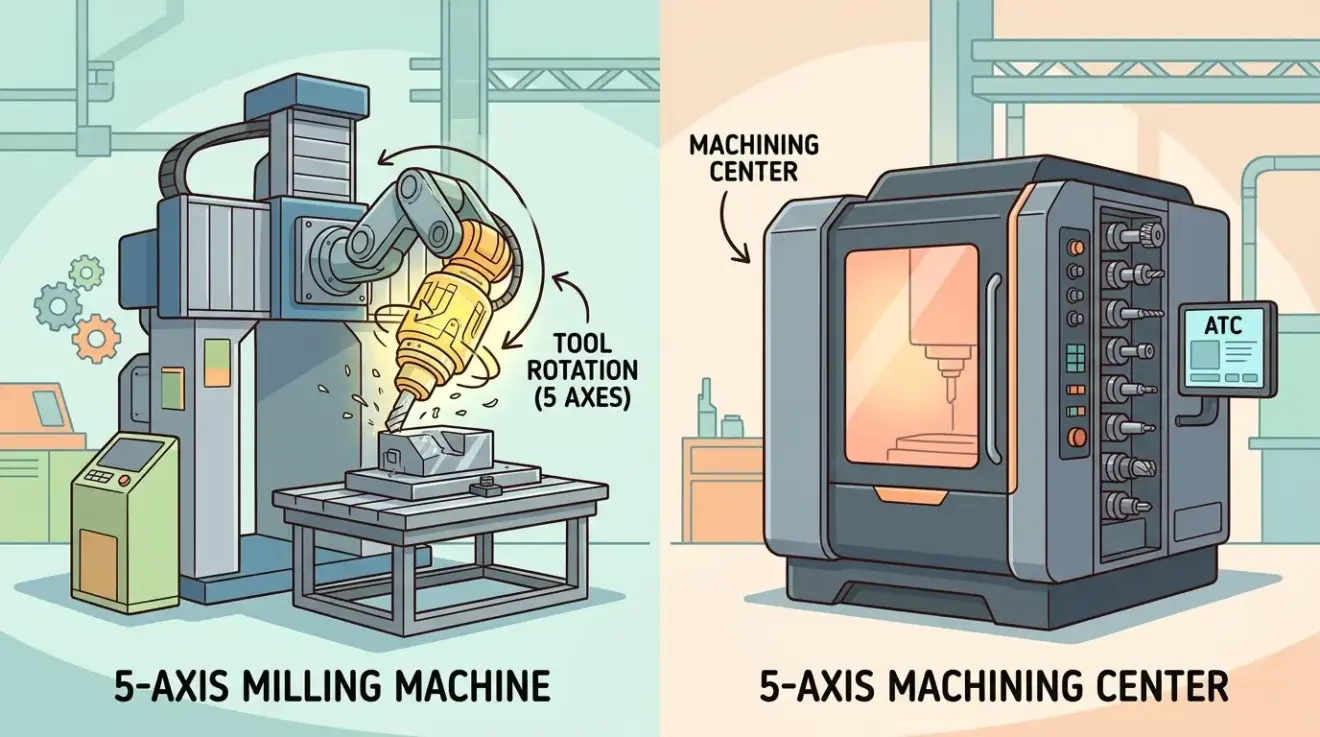
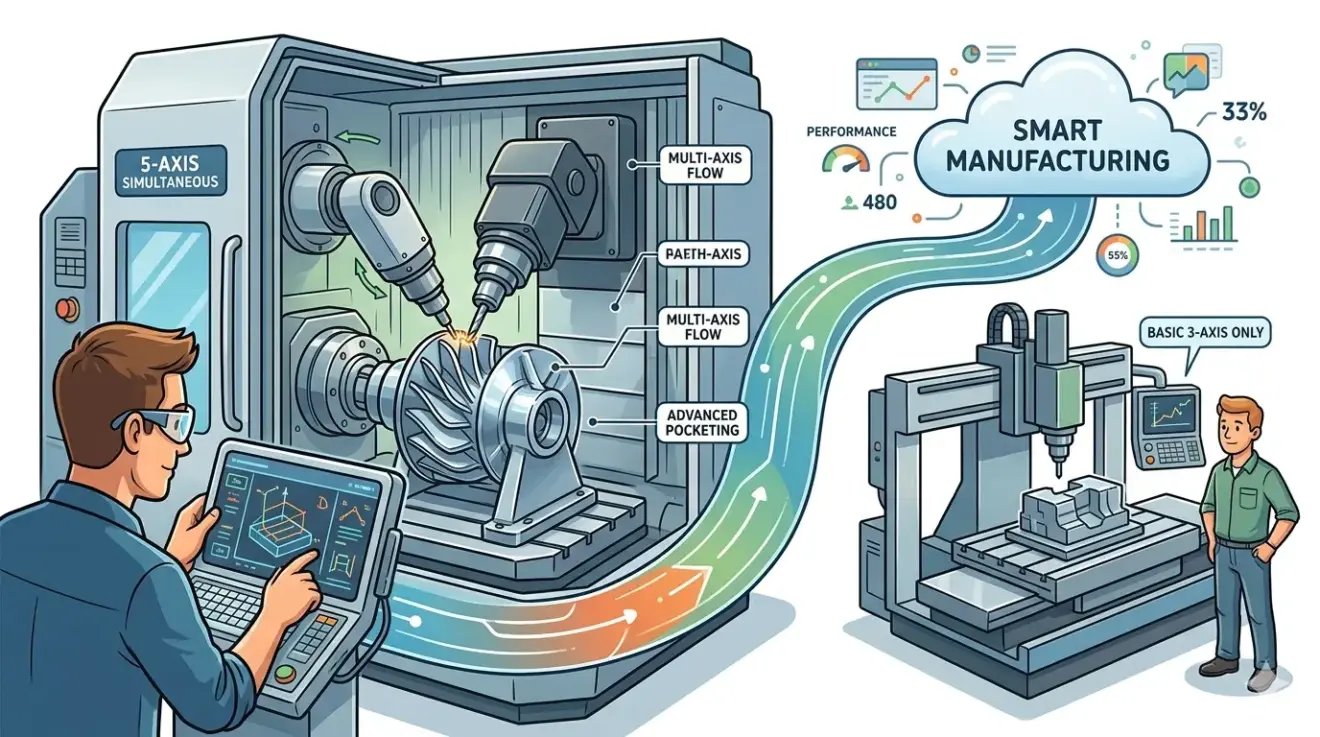
5 Eksen Freze Tezgahı vs 5 Eksen İşleme Merkezi: Alıcılar Ne Bilmelidir?
Pazartesi, 27 Nisan 2026
Bu etiket, makinenin kendisinden daha fazla kafa karışıklığına neden oluyor. Bir tedarikçi, bir teklifine 5 eksenli freze makinesi, diğerine ise 5 eksenli işleme merkezi diyebilir; oysa her ikisi de teknik olarak beş eksenli hareket sağlar. Alıcılar, “bu teklif aslında hangi tür üretim davranışını satın alıyor?” gibi daha yararlı bir soruyu sormak yerine terminoloji tartışmaya başlarlar.
- Published in Blog
Düşük Hacim ve Yüksek Karışım Üretimi için Özel İşleme
Pazartesi, 27 Nisan 2026
Düşük hacimli ve yüksek karışımlı üretim, istikrarlı part işlerinden çok farklı bir talaşlı imalat ortamı yaratır. Sabit yüksek hacimli bir ortamda rota, tekrar etrafında iyileşir. Özel bağlama aparatları hızla kendini amorti eder, kurulum maliyetleri büyük miktarlara yayılır, takımlar stabilize olur ve her küçük süreç iyileştirmesi, önemli olacak kadar sıklıkta tekrarlanır. Düşük hacimli ve yüksek karışımlı
- Published in Blog

Metal İmalatında Fiber Lazer Kesici ve CO2 Lazer Kesici Karşılaştırması: İş Akışınıza Hangisi Uyuyor?
Pazartesi, 27 Nisan 2026
Bir imalat atölyesi, bir fiber lazer kesiciyi bir CO2 lazer kesiciyle karşılaştırdığında, asıl soru nadiren yalnızca ışın kaynağıdır. Karar genellikle bir üretim kısıtlamasından gelir: artan enerji maliyetleri, farklı metallerde tutarsız verim, bakım duruş süresini azaltma baskısı veya metal işlerini daha güvenli bir şekilde fiyatlandırma ihtiyacı. Çoğu metal odaklı imalat iş akışı için fiber lazer sistemleri
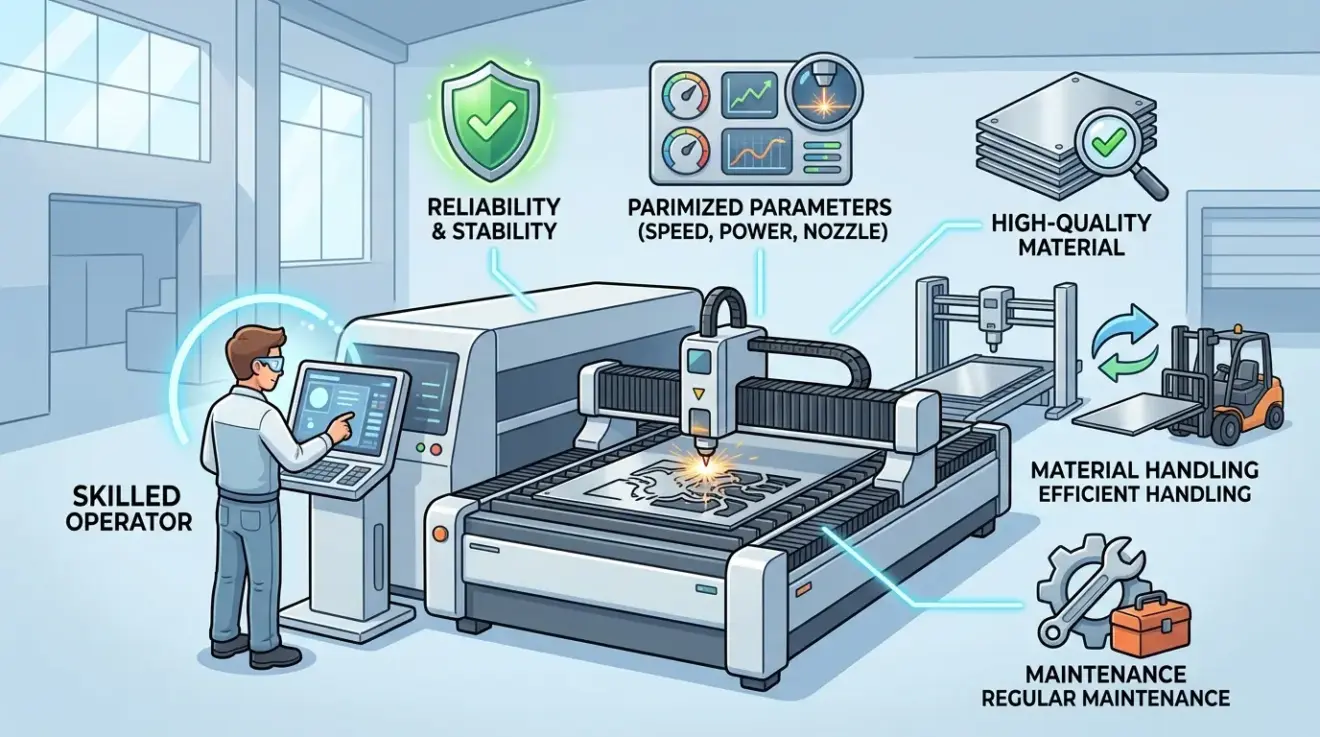
Sac Levha Lazer Kesim Makinesi Kurulumu: Verimliliği Gerçekten Ne Etkiler?
Pazartesi, 27 Nisan 2026
Bir sac metal lazer kesim makinesi, bir numune iş parçasında etkileyici kesme hızları sergileyebilir ancak fabrika zemininde yetersiz kalabilir. Çoğu tesiste üretkenlik, hazırlık süresi, iş sıralaması, gaz stabilitesi, ilk parça onayı, sarf malzemesi durumu ve boşaltma akışının sürekli çıktıyı destekleyecek kadar sıkı kontrol edilmemesi nedeniyle geride kalır. Bu nedenle hazırlık, kesim öncesi bir kontrol listesinden
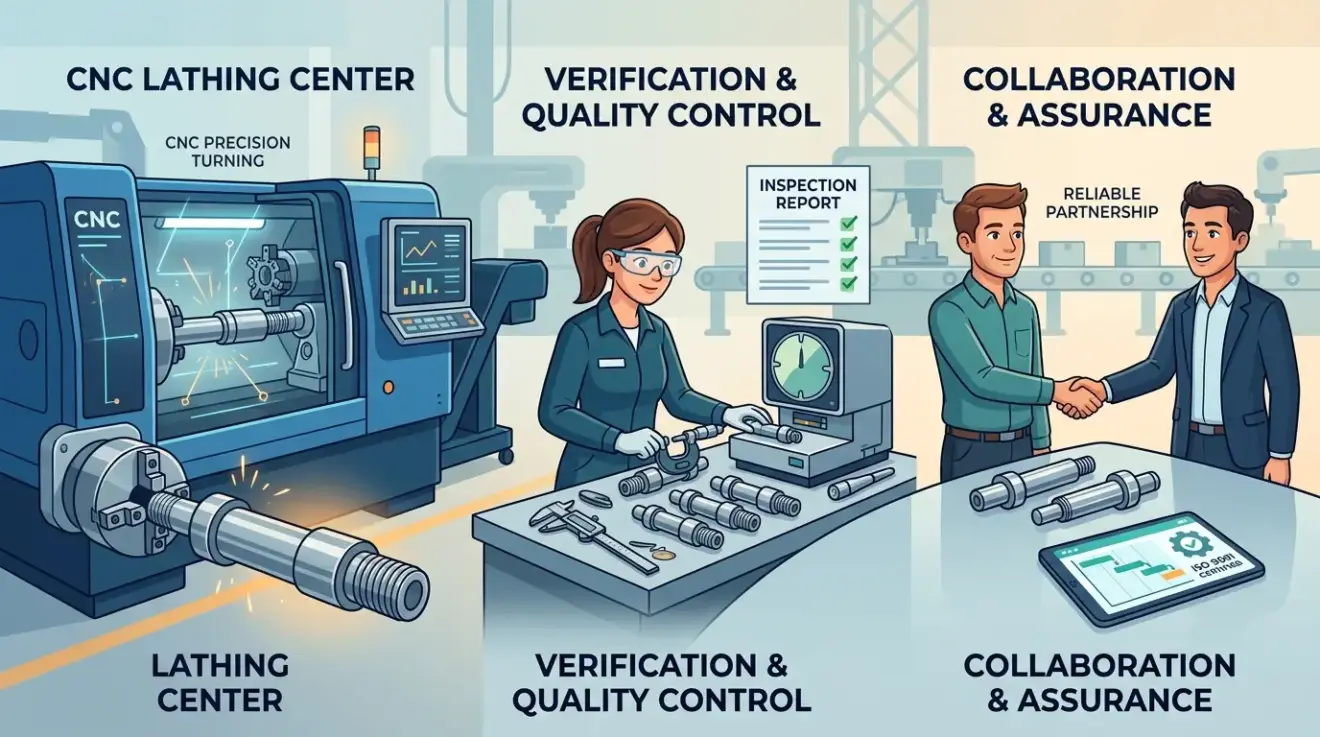
CNC Torna Parçaları Tedarikçileri: Sipariş Vermeden Önce Alıcıların Kontrol Etmesi Gerekenler
Pazartesi, 27 Nisan 2026
Torna parçalarının sipariş edilmesi çoğu zaman düşük riskli bir alışveriş gibi hissettirir çünkü tornalama işlemi bilindiktir, çizimler basit görünebilir ve birçok tedarikçi hızlıca fiyat teklifi vermeye isteklidir. Tam da bu yüzden alıcılar kaçınılabilir sorunlarla karşılaşır. Parça rutin göründüğü için, tedarikçi ve alıcı çizimin ne anlama geldiği, hangi özelliklerin en önemli olduğu, rotanın nasıl işletileceği ve
- Published in Blog
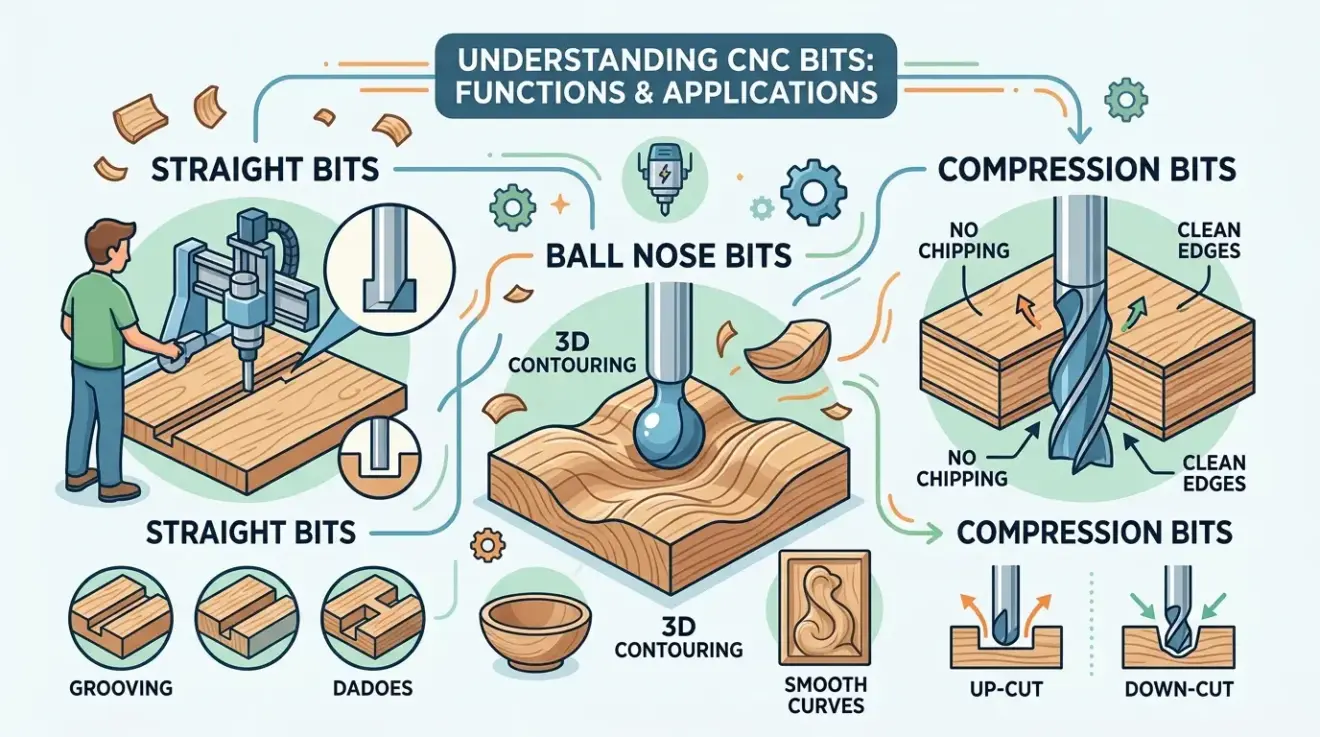
CNC Uç Tipleri Açıklandı: Düz, Kompresyon, Bilye Uçlu ve Daha Fazlası
Pazartesi, 27 Nisan 2026
Çoğu atölye, ilk kötü parti sorunu ortaya çıkana kadar CNC takım seçimini ciddiye almaz. Lamine bir kenar, görünen yüzeyde talaşlanır. MDF lifleri, müşterinin temiz boyalı bir kenar beklediği yerde kalkar. Akrilik, berrak ve keskin olmak yerine ılık ve çirkin bir şekilde çıkar. 3D bir yüzey o kadar çok el zımparası gerektirir ki, makine eski manuel
- Published in Blog

3018 CNC Router Satın Alma Rehberi: En İyi Kullanım Alanları, Sınırlamalar ve Yaygın Yükseltmeler
Pazartesi, 27 Nisan 2026
A 3018 cazipdir çünkü alıcıyı meraktan eyleme çok hızlı bir şekilde geçirir. Bir tezgahı temizleyebilir, makineyi monte edebilir, basit bir dosya yükleyebilir ve hızlıca öğrenmeye başlayabilirsiniz. Asıl gücü budur. Aynı zamanda birçok alıcının onu yanlış değerlendirmesinin nedenidir. Makine sadece düşük maliyetli bir CNC değildir. Operatörün dikkatini, muhafazakar kurulum disiplinini ve taviz verme toleransını bekleyen düşük
- Published in Blog
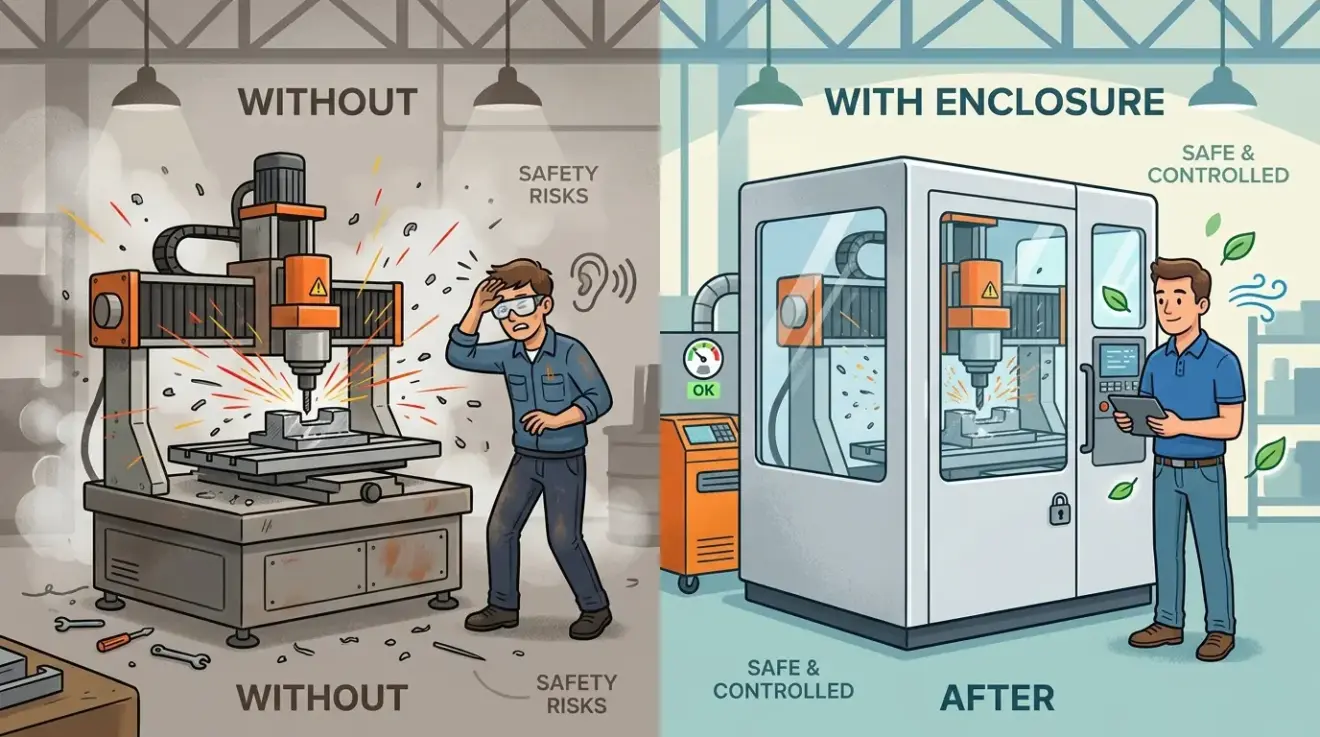
CNC Makina Muhafazası Nedir ve Sizin İhtiyacınız Var mı?
Pazartesi, 27 Nisan 2026
Birçok alıcı, CNC muhafazalarını çok geç düşünür. Makine, iş mili gücü, seyahat mesafesi, tabla boyutu veya kesme kapasitesi için kısa listeye alınır ve muhafaza, dışarıdaki isteğe bağlı bir sac metal parçası gibi ele alınır. Ardından makine gerçek işe başlar ve şikayetler başlar. Talaşlar beklenenden daha uzağa gider. Toz, montaj veya incelemenin yapıldığı yere yerleşir. Soğutma
- Published in Blog
Mastercam CNC İşleme İçin: Daha Basit CAM Araçlarına Kıyasla Ne Zaman Mantıklı Olur
Pazartesi, 27 Nisan 2026
Atölyeler genellikle CAM yazılımından sanki karar esas olarak marka tercihiyle ilgiliymiş gibi bahseder. Uygulamada, daha iyi soru çok daha operasyoneldir: atölyenin gerçekten ne düzeyde programlama karmaşıklığına, yeniden kullanılabilirliğe, makine çeşitliliğine, işlem sonrası kontrol disiplinine ve personel esnekliğine ihtiyacı var? Mastercam, tanınan bir isimdir çünkü sık sık işlemenin daha çeşitli, daha zorlu hale geldiği ve bireysel
- Published in Blog
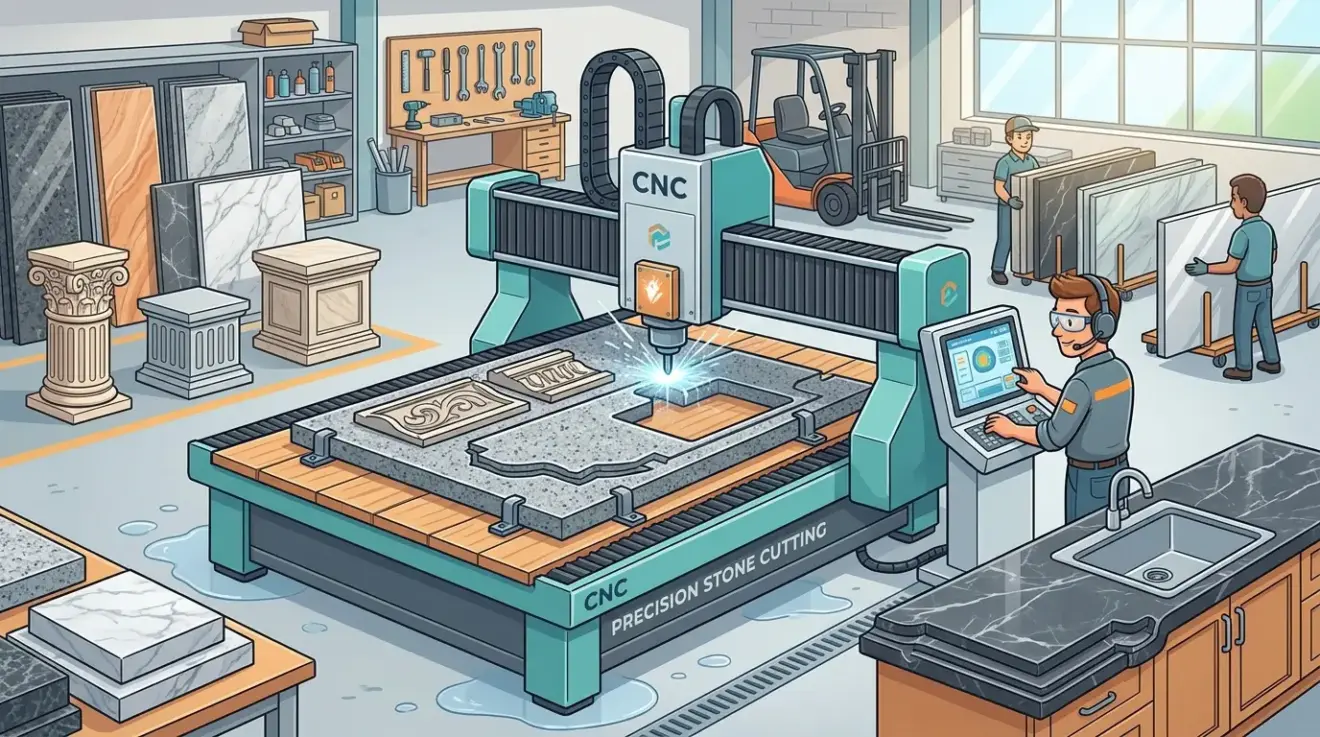
Taş CNC Makineleri, Tezgah ve Mimari Üretimi Nasıl Geliştirir
Pazartesi, 27 Nisan 2026
Taş işlemede en büyük maliyetler genellikle tek bir dramatik makine arızasından kaynaklanmaz. Bunlar, tekrarlanan daha küçük sorunlardan gelir: fazladan temizlik gerektiren lavabo kesikleri, parçadan parçaya değişen kenar profilleri, montaj sırasında ayarlanması çok uzun süren derzler ve üretim çizimden plakaya geçtiğinde birbirine uymayan mimari parçalar. Taş CNC makineleri, kanal açma, kenar profilleme, kesik işleri, oyma ve
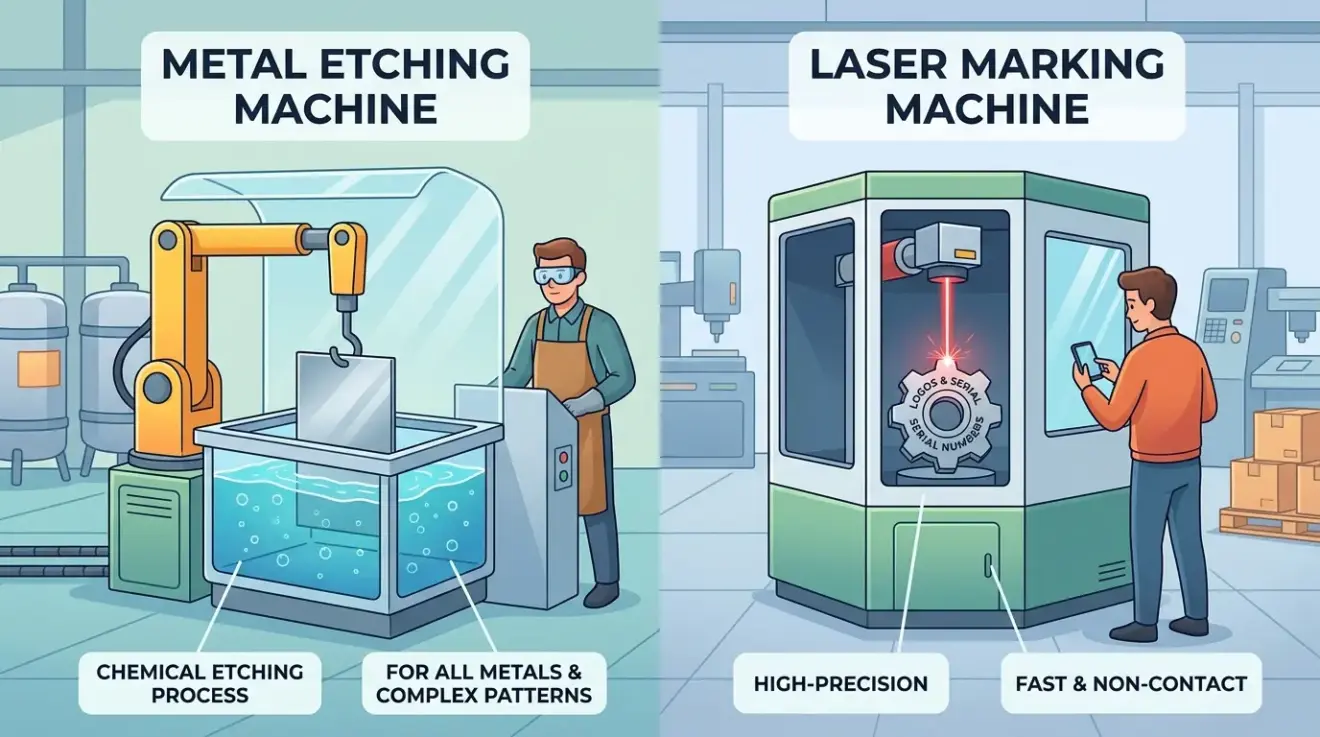
Metal Aşındırma Makinesi vs Lazer İşaretleme Makinesi: Hangisi Endüstriyel Üretime Uygun?
Pazartesi, 27 Nisan 2026
Bir fabrikanın metal parçalar üzerinde kalıcı tanımlama, dekoratif detay veya markalı işaretler ihtiyacı olduğunda, yanlış süreç sadece görünümü etkilemekten daha fazlasını yapar. Değişim sürelerini yavaşlatabilir, ek işlem adımları ekleyebilir, tutarsız kontrast oluşturabilir veya aşağı yönde izlenebilirliği zorlaştırabilir. Bu nedenle, bir metal aşındırma makinesi (metal etching machine) ile bir lazer markalama makinesi (laser marking machine), her

CNC Delme, Dolap Üretiminde Doğruluğu ve Verimi Nasıl Artırır
Pazartesi, 27 Nisan 2026
Mobilya üretiminde delme hataları nadiren makinede kendilerini gösterir. Genellikle daha sonra, raf pimleri düzgün hizalanmadığında, menteşeler ayar gerektirdiğinde, konnektör delikleri montajı yavaşlattığında veya donanım montajından önce çekmece bileşenlerinin ekstra kontrol gerektirdiğinde ortaya çıkarlar. Bu sorunlar ortaya çıktığında, maliyet zaten yeniden işleme, daha yavaş montaj ve daha az öngörülebilir verim olarak hat boyunca ilerlemektedir. Bu nedenle
Mach4 CNC Kurulum Rehberi: Bu Kontrol Yazılımını Kimler Kullanmalı?
Pazartesi, 27 Nisan 2026
Mach4, çok spesifik bir CNC kullanıcı tipine hitap eder: Yapılandırılabilirliğe, sorumluluğunu alacak kadar değer veren birine. PC tabanlı bir kontrol yolu olarak, retrofitter’lar, özel makine üreticileri ve makinenin nasıl davranacağı üzerinde daha derin bir kontrol isteyen teknik olarak kendine güvenen kullanıcılar için esnek, yetenekli ve çekici olabilir. Aynı esneklik, dahili sahiplik gereksinimleri daha az olan
- Published in Blog
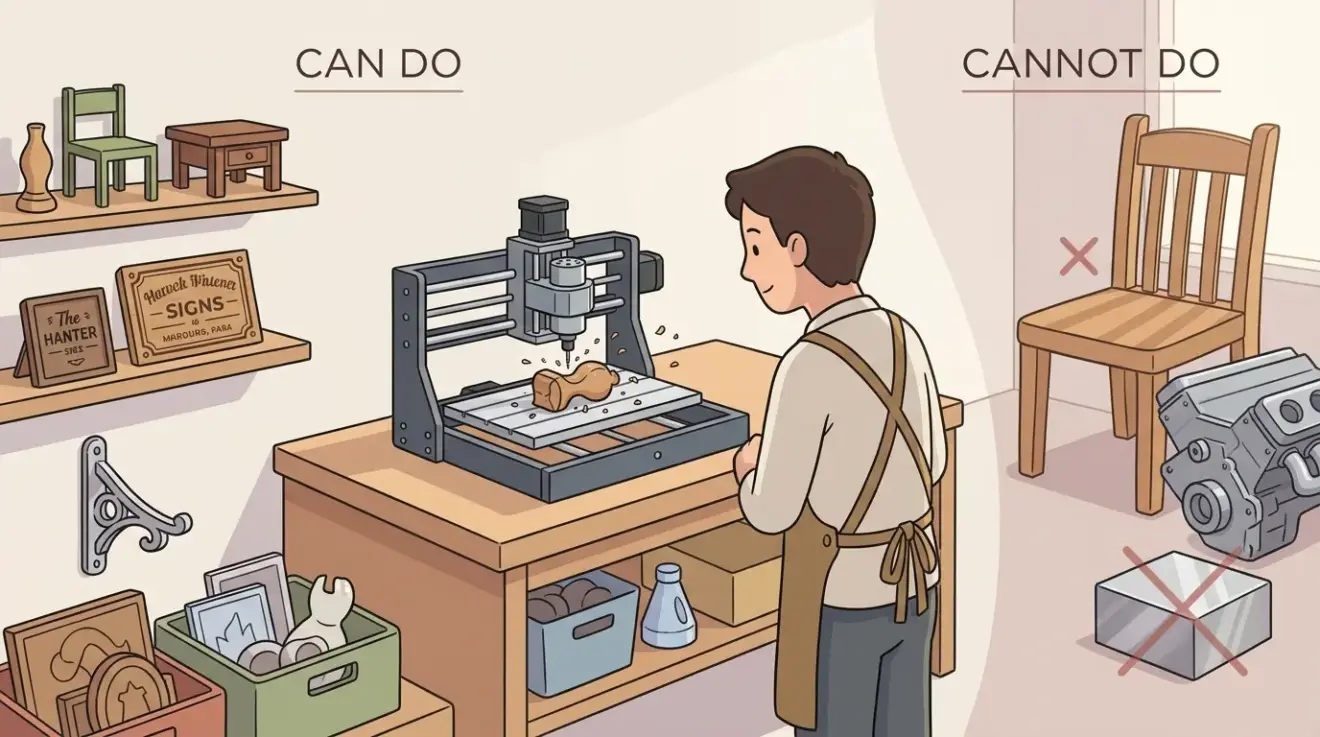
Masaüstü CNC Makinesi Satın Alma Rehberi: Yapabilecekleri ve Yapamayacakları
Pazartesi, 27 Nisan 2026
Masaüstü CNC makineleri, pratik bir orta yol sunuyor gibi göründükleri için alıcıların ilgisini çeker. Tamamen manuel araçlardan daha yetenekli ve tekrarlanabilirdirler, ancak endüstriyel CNC platformlarından çok daha küçük ve ucuzdurlar. Bu da onları, ilk günden fabrika ölçeğinde bir yatırım yapmadan dijital kesme veya işleme yapmak isteyen girişimler, küçük atölyeler, tasarım stüdyoları, eğitim ortamları, prototip ekipleri,
- Published in Blog

Etkinlikler ve Yerinde Kişiselleştirme için Taşınabilir Lazer Gravür Makineleri: Hareketliliği İşlem Hızı ve Güvenlik ile Uyumlu Hale Getirme
Pazartesi, 27 Nisan 2026
Ticaret fuarlarında, perakende pop-up mağazalarında, otel aktivasyonlarında ve markalı hediye etkinliklerinde darboğaz nadiren yalnızca kazıma kabiliyetidir. Gerçek kısıtlama, kurulumun temiz bir şekilde taşınıp taşınamayacağı, halka açık bir ortamda güvenli bir şekilde çalıştırılıp çalıştırılamayacağı ve sırayı hareket halinde tutacak kadar hızlı bir şekilde her bir ürünü bitirip bitiremeyeceğidir. Bu nedenle, taşınabilir bir lazer kazıma makinesi yalnızca
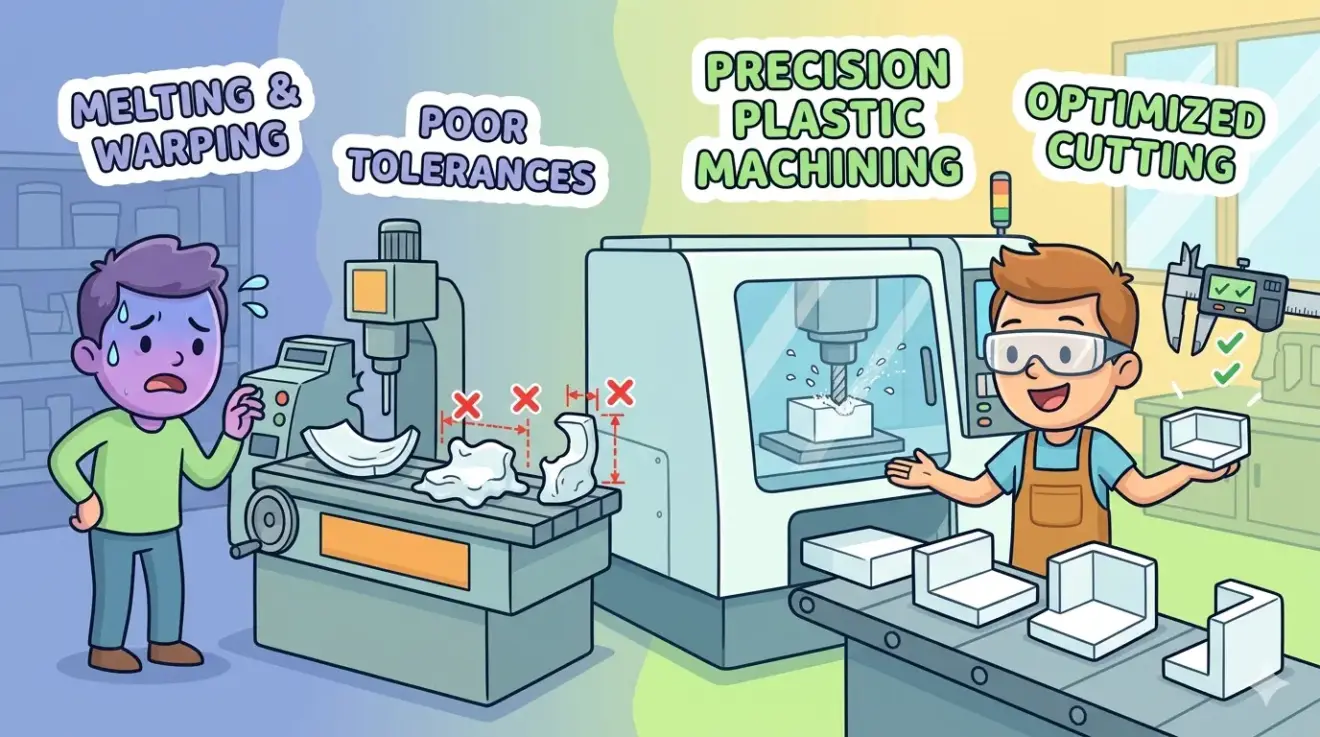
CNC Plastik İşleme: Eritme, Eğrilme ve Tolerans Sorunlarından Kaçınma Yöntemleri
Pazartesi, 27 Nisan 2026
Plastik işleme, ekipler bunu metal işleme içgüdüleriyle teşhis ettiğinde pahalı hale gelir. Görünen sorunlar yeterince tanıdıktır – bulaşmış kenarlar, eğrilmiş parçalar, kayan boyutlar, titreşim ve dengesiz yüzey kalitesi – insanlar genellikle önce yanlış düzeltmeye başvururlar. Plastiğin gerçekte ne söylediğini anlamadan önce, körü körüne iş milini yavaşlatırlar, daha sıkı sıkıştırırlar veya ana makineyi suçlarlar. Bu genellikle
- Published in Blog
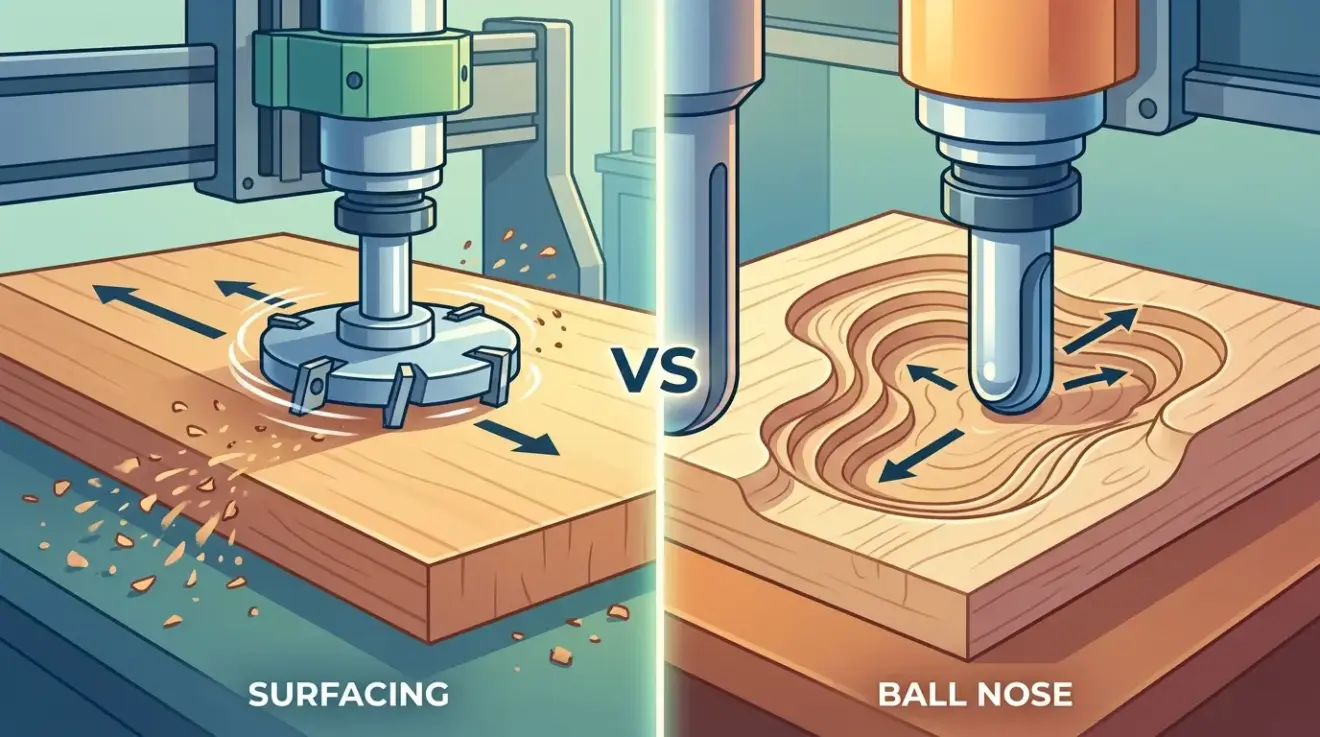
CNC Yüzey Kesme Uçları ve Küresel Uçlu Freze Uçları: Hangi Alet İşe Uygun?
Pazartesi, 27 Nisan 2026
Yüzey frezeleme uçları ve bilyalı uçlu frezeler, genellikle biri üstün kesici, diğeri ise bir uzlaşma gibi karşılaştırılır. Bu yanlış bir başlangıç noktasıdır. Bu takımlar, alışılagelmiş anlamda rakip değildir. Bir frezeleme sorununun farklı aşamalarını çözerler. Biri bir düzlem oluşturmak için yapılmıştır. Diğeri ise değişen geometriyi takip etmek için yapılmıştır. Alıcı, bir sonraki işlemin gerçekte hangi yüzeye
- Published in Blog
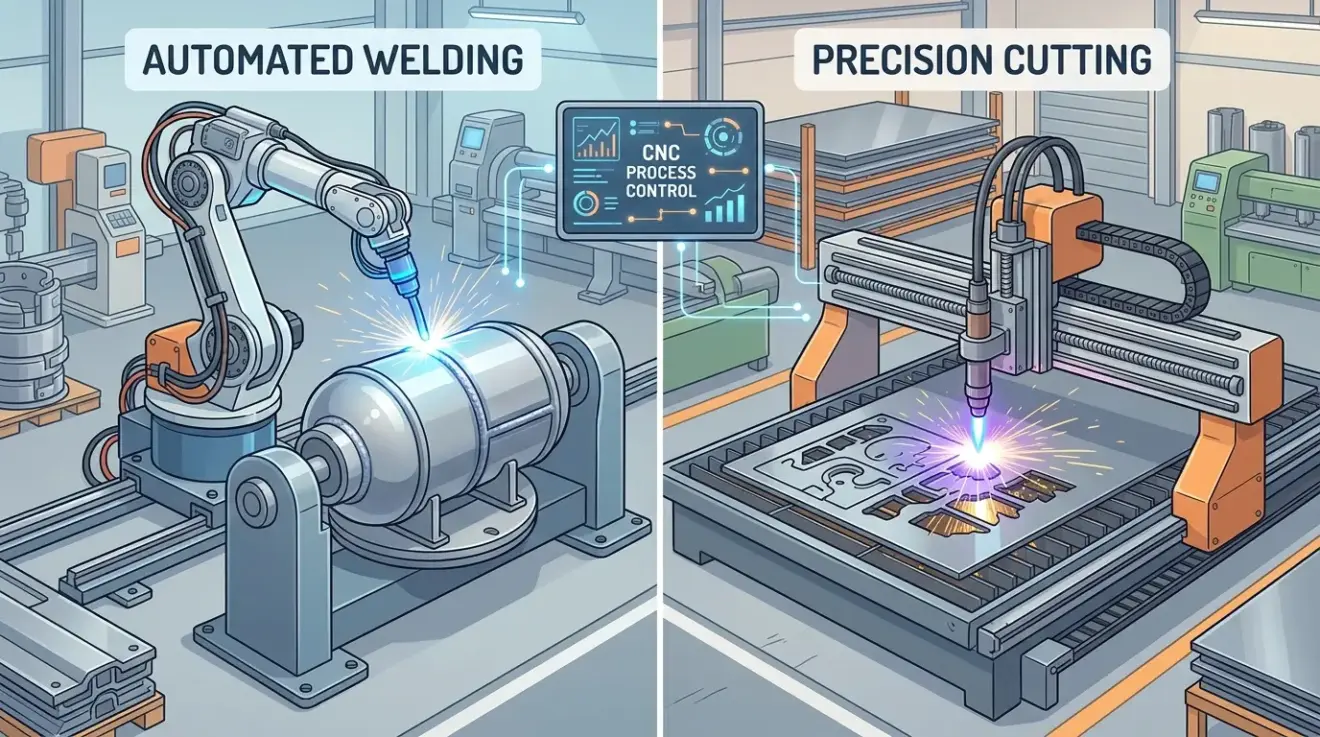
CNC Kaynak Makinası vs CNC Kesim Makinası: Her Biri Hangi Sorunları Çözer
Pazar, 26 Nisan 2026
Alıcılar bazen kaynak makineleri ile CNC kesim makinelerini, aynı işi yapmak için birbirleriyle rekabet eden yöntemlermiş gibi karşılaştırırlar. Öyle değiller. Üretim yolunda farklı noktalarda bulunurlar ve farklı sorunları çözerler. Bir kesim makinesi, sonraki adımların bağlı olduğu şekilleri, boşlukları, delikleri, pahları ve profilleri oluşturur. Bir kaynak makinesi, hazırlanan parçaları bir çerçeve, braket, muhafaza, destek veya imal
- Published in Blog
Fiber Lazer Kesim Makinesi: Endüstriyel Alıcıların Değerlendirmesi Gereken Temel Özellikler
Pazar, 26 Nisan 2026
Endüstriyel alıcılar fiber lazer kesim makinelerini karşılaştırırken tartışma genellikle güç seviyesi, maksimum hız ve fiyat gibi başlıklara indirgenir. Pratikte, bu öne çıkan noktalar makinenin gerçek bir üretim akışında nasıl performans göstereceğini nadiren açıklar. Asıl önemli olan, sistemin vardiyalar boyunca kesim kalitesini koruyup koruyamadığı, istikrarlı verimliliği destekleyip desteklemediği, manuel müdahaleyi azaltıp azaltmadığı ve sipariş karışımı değiştiğinde
Daha Pürüzsüz ve Daha Stabil Üretim İçin Kenar Bantlama Makinesi Bakım İpuçları
Pazar, 26 Nisan 2026
Mobilya panel üretiminde, kenar bantlama sorunları genellikle makine tamamen durmadan önce kendini gösterir. Tutkal hatları daha az düzgün görünmeye başlar, uç kesim işlemleri daha fazla düzeltme gerektirir, besleme izleri daha sık ortaya çıkar veya vardiyanın sonuna doğru köşelerde ekstra rötuş yapma ihtiyacı doğar. Bu sadece bir bakım sorunu değildir. Bu, kenar bantlama istasyonunun, nihai kaliteyi