
 English
English  Español
Español  Italiano
Italiano  Deutsch
Deutsch  Français
Français  Português
Português  Türkçe
Türkçe  Русский
Русский  Tiếng Việt
Tiếng Việt  한국어
한국어  日本語
日本語  简体中文
简体中文 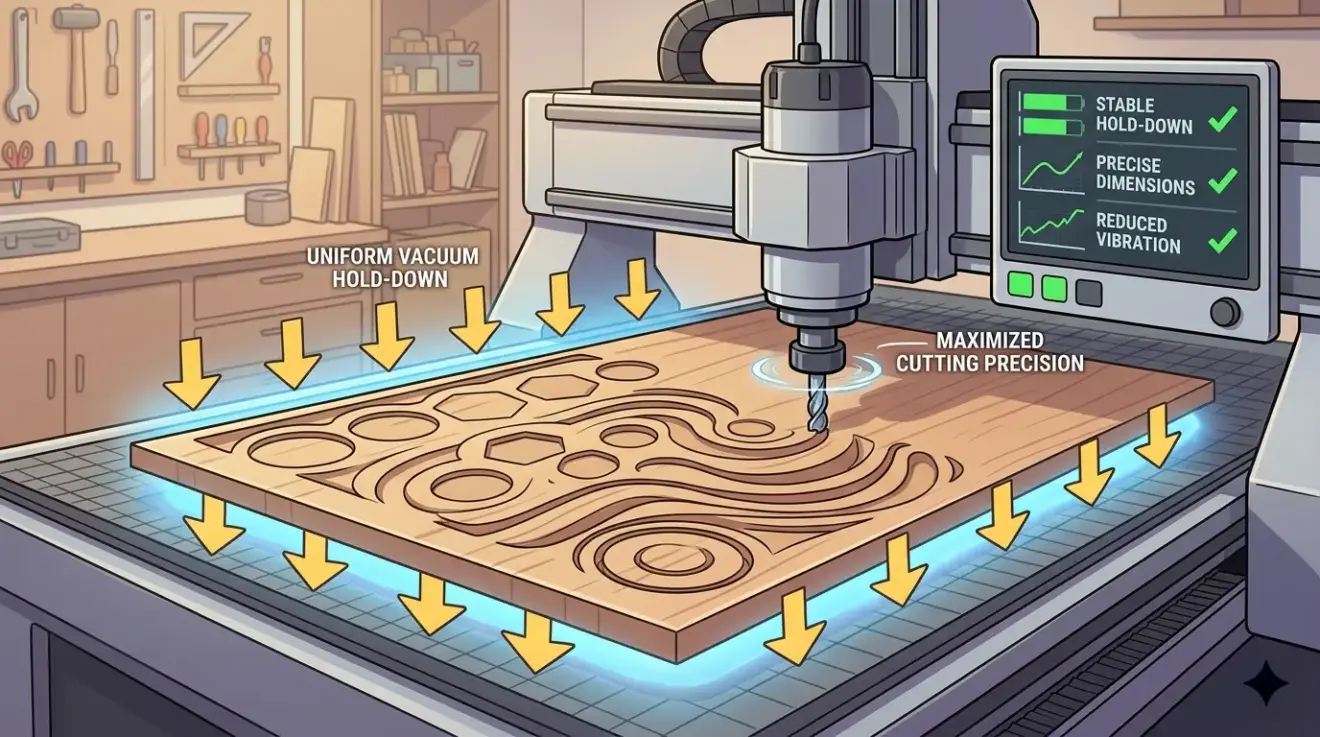
دليل طاولة الفراغ CNC: كيف يعزز التثبيت الأفضل الدقة
الأربعاء, 29 أبريل 2026
غالباً ما يتم تشخيص مشاكل التفريز بعد فوات الأوان في سلسلة الإنتاج. يرى المشغلون الرقائق، ويسمعون صوت المغزل، ويتحققون من البرنامج، وينظرون إلى الأداة. وفي الوقت نفسه، قد تكون المشكلة الحقيقية تحت الصفيحة: فاللوحة لم تكن مثبتة بإحكام كافٍ منذ البداية. إذا ارتفعت المادة، أو انحنت، أو تسرب الهواء حول حشية تالفة، أو بدأت في
- Published in Blog
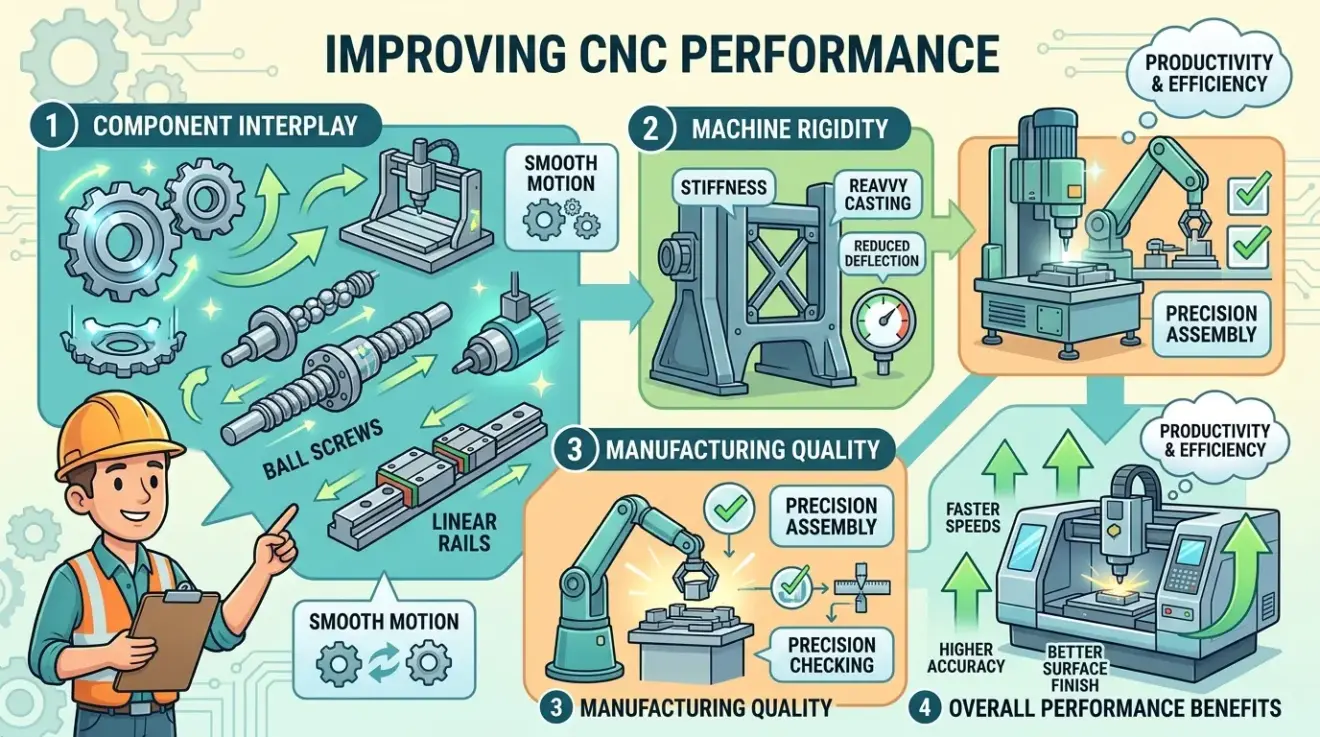
البراغي الكروية، القضبان الخطية، وصلابة الماكينة: ما الذي يحسن بالفعل أداء CNC
الأربعاء, 29 أبريل 2026
عندما تترك الآلة تشطيبًا سيئًا، أو تهتز تحت الحمل، أو تجبر المشغل على إبطاء البرنامج، غالبًا ما يلقي المشترون باللوم على الجزء الخطأ أولاً. يسمعون صوت القطع غير المستقر ويبدأون في التساؤل عما إذا كان ينبغي أن تحتوي الآلة على براغي كروية، أو قضبان توجيه أكبر، أو هيكل أثقل. تلك المكونات مهمة، لكن الخطأ المعتاد
- Published in Blog
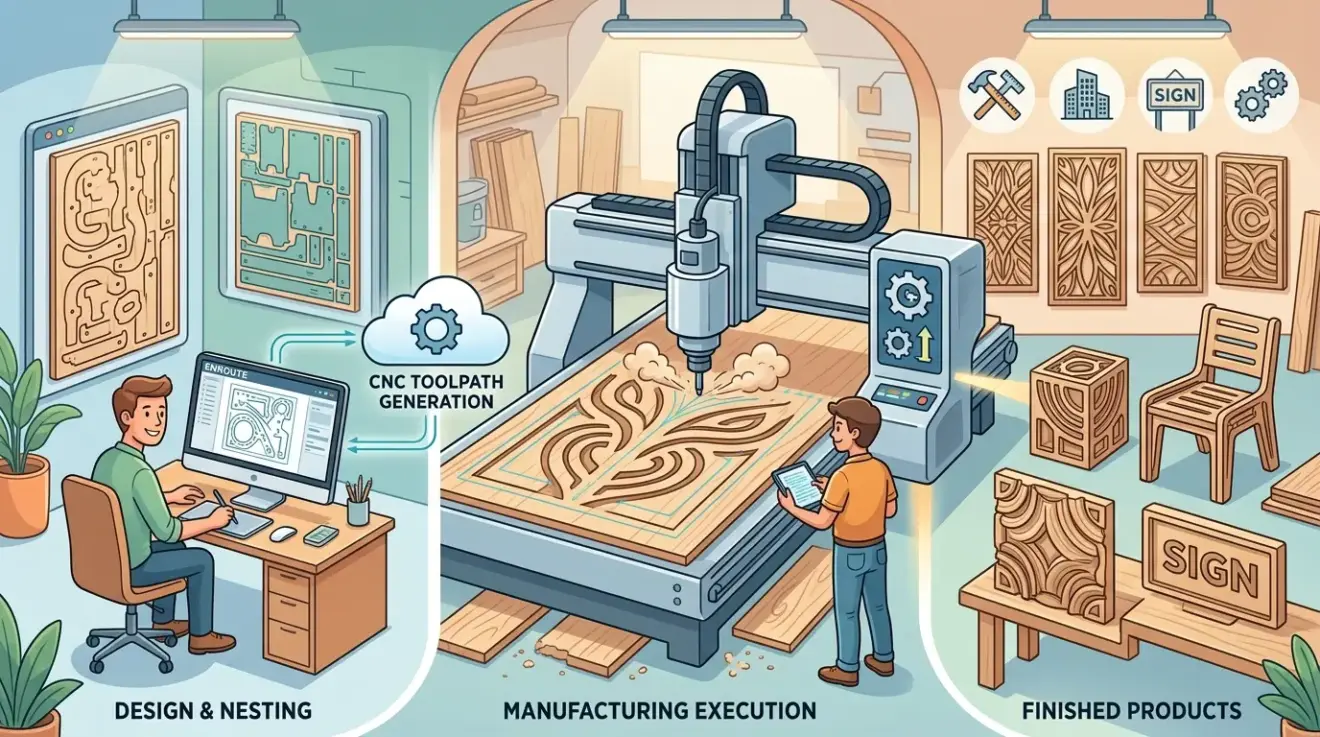
فيما تُستخدم برنامج إين روت للتحكم الرقمي بالحاسوب (EnRoute CNC)؟
الأربعاء, 29 أبريل 2026
عادةً ما تُناقش برامج EnRoute للتحكم الرقمي (CNC) في الورش التي لا تواجه صعوبات أولية أثناء التشغيل الفعلي على المغزل. بل تبدأ مشاكلها قبل ذلك، حيث تتطلب الأعمال الفنية والتخطيطات والأجزاء المتداخلة والنصوص والملفات الشخصية ومراجعات العملاء عملية تنظيف وتنظيم وتحويل إلى مسارات أدوات دون إهدار نصف الوردية قبل بدء القطع. وهذا هو السبب الحقيقي
- Published in Blog
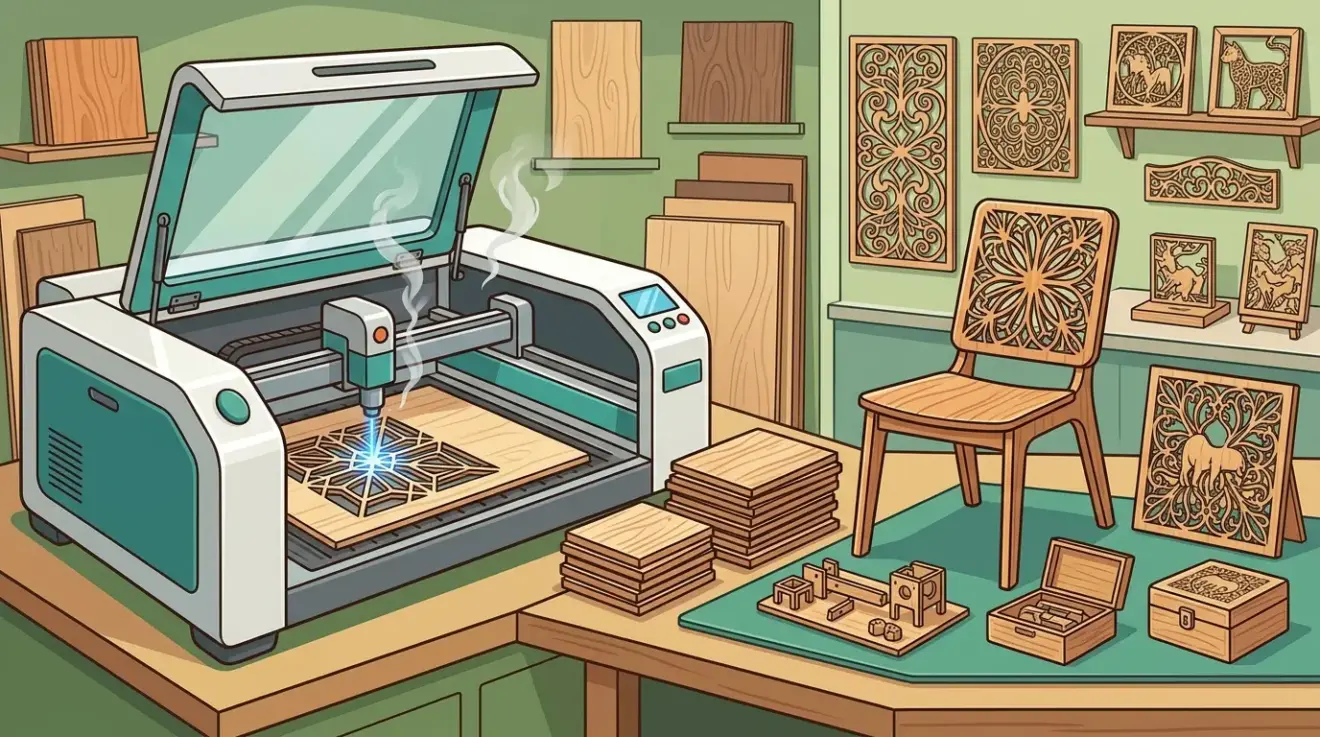
آلة قطع الخشب بالليزر لإنتاج الأثاث والديكور والحرف اليدوية: أين تناسبها أفضل
الأربعاء, 29 أبريل 2026
مصطلح “قاطع الخشب بالليزر” يبدو أكثر تحديدًا مما هو عليه في الواقع. قد يستخدمه مصنع أثاث للإشارة إلى المكونات الزخرفية التي تحتاج إلى تفاصيل نظيفة دون إبطاء خط الألواح الرئيسي. قد يهتم منتج الديكور أكثر بجودة السطح المرئي، وتعقيد الكفاف، وأنماط القطع المتكررة. قد تبحث ورشة الحرف اليدوية عن مرونة الإنتاج القصير، وسرعة تغيير المهام،
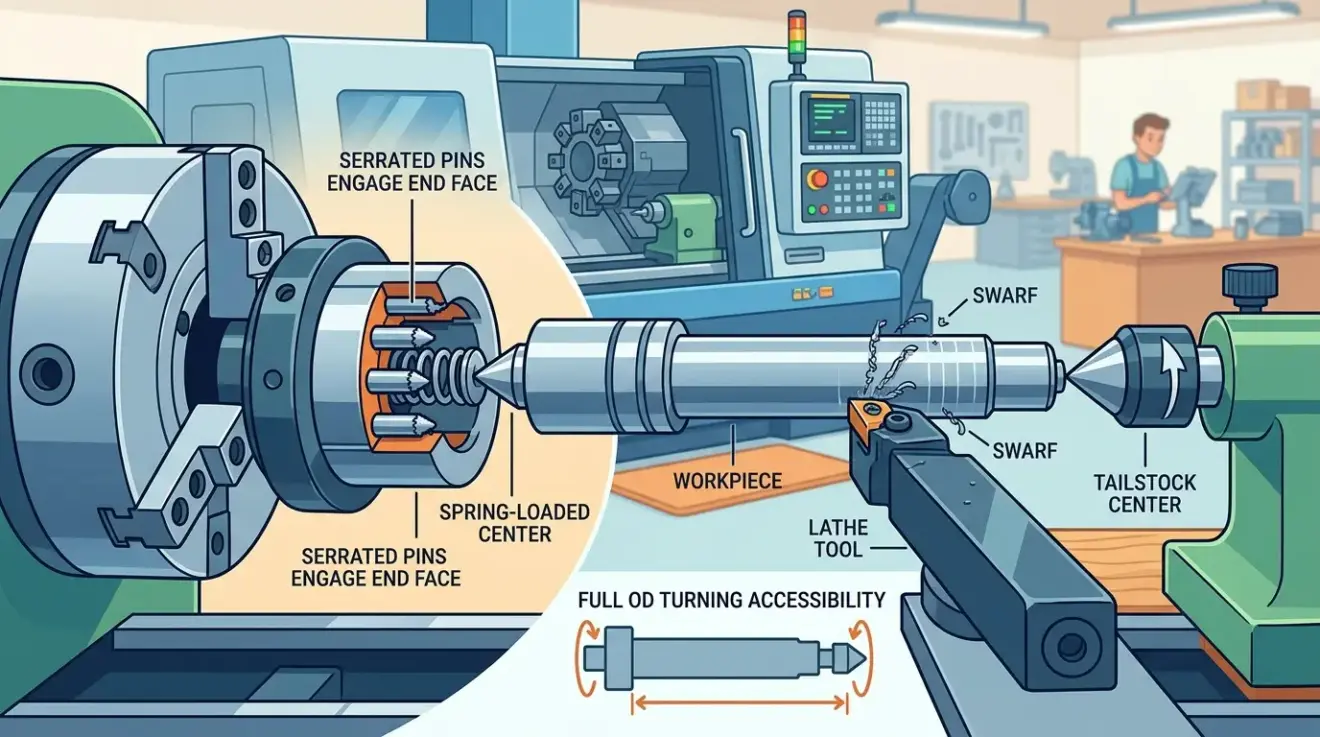
ما هو محرك الوجه (Face Driver) لمخرطة CNC؟
الأربعاء, 29 أبريل 2026
عندما تعتمد عملية الخراطة على إبقاء معظم القطر الخارجي مكشوفًا في إعداد واحد، يمكن أن يصبح التثبيت العادي بالظرف جزءًا من المشكلة. فالفكوك التي تُمسك القطعة تحجب أيضًا أجزاءً من القطر الخارجي، وفي كل مرة يُعاد فيها إمساك القطعة، يزداد خطر الانحراف أو تغير المحاذاة أو فقدان التركز المشترك. يُعتبر المُحرّك الوجهي أحد حلول تثبيت
- Published in Blog
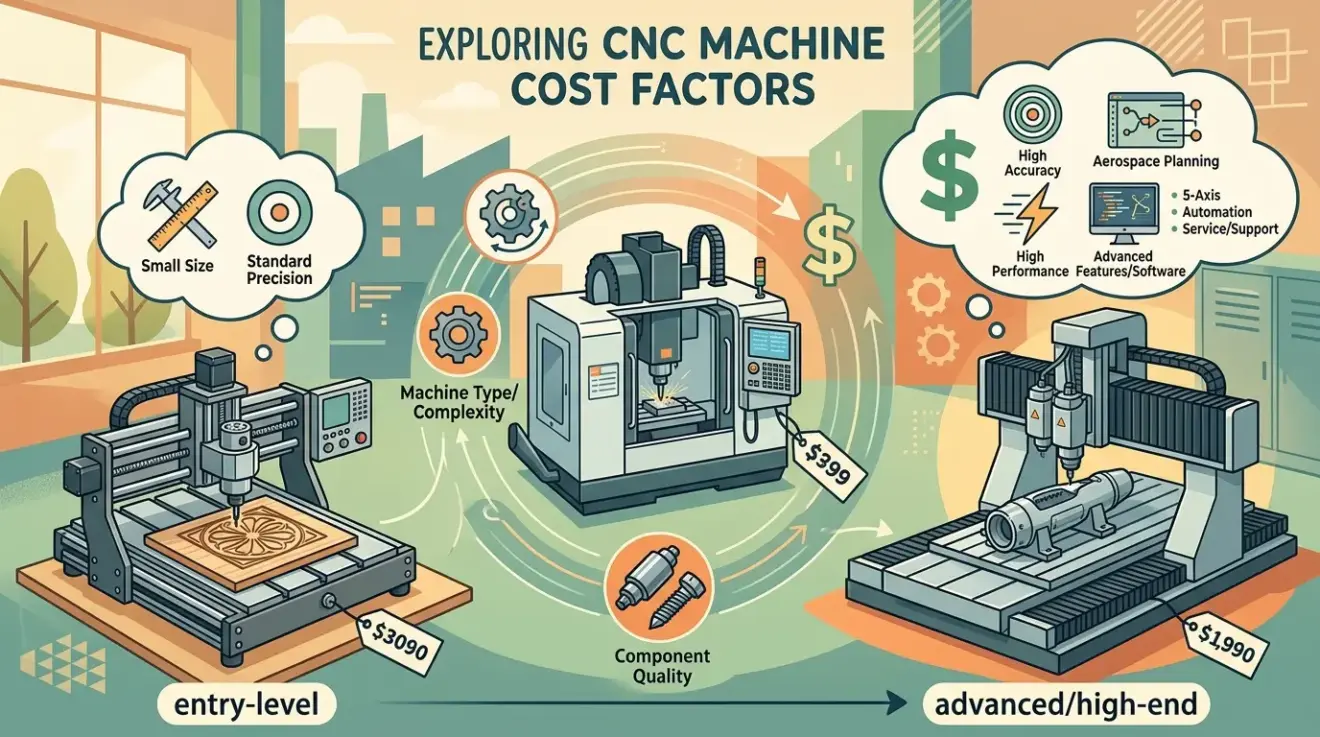
دليل أسعار ماكينات CNC: ما الذي يؤثر على التكلفة عبر أنواع الماكينات المختلفة
الأربعاء, 29 أبريل 2026
في مجال الآلات، دليل أسعار ماكينات التحكم الرقمي باستخدام الحاسوب (CNC) يكون مفيدًا فقط عندما يوضح نوع الأعباء التي يتحملها المشتري للتخلص منها. هذا هو الجزء الذي تخطئ فيه معظم الأدلة العامة. تحاول هذه الأدلة الإجابة على سؤال “كم تكلفة ماكينة CNC؟” وكأن القواطع، ومراكز التصنيع، والمخارط، وأنظمة معالجة الأحجار، وأنظمة الليزر، ومعدات الخطوط المتكاملة
- Published in Blog
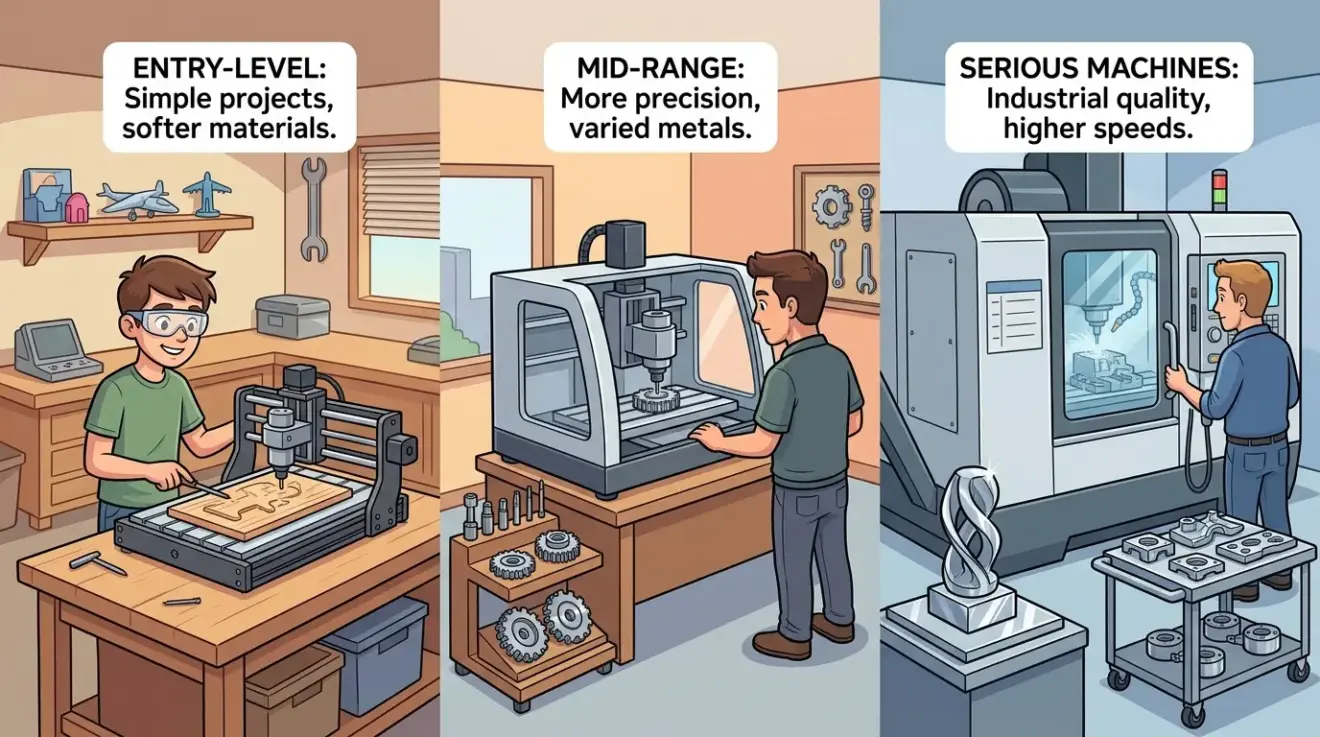
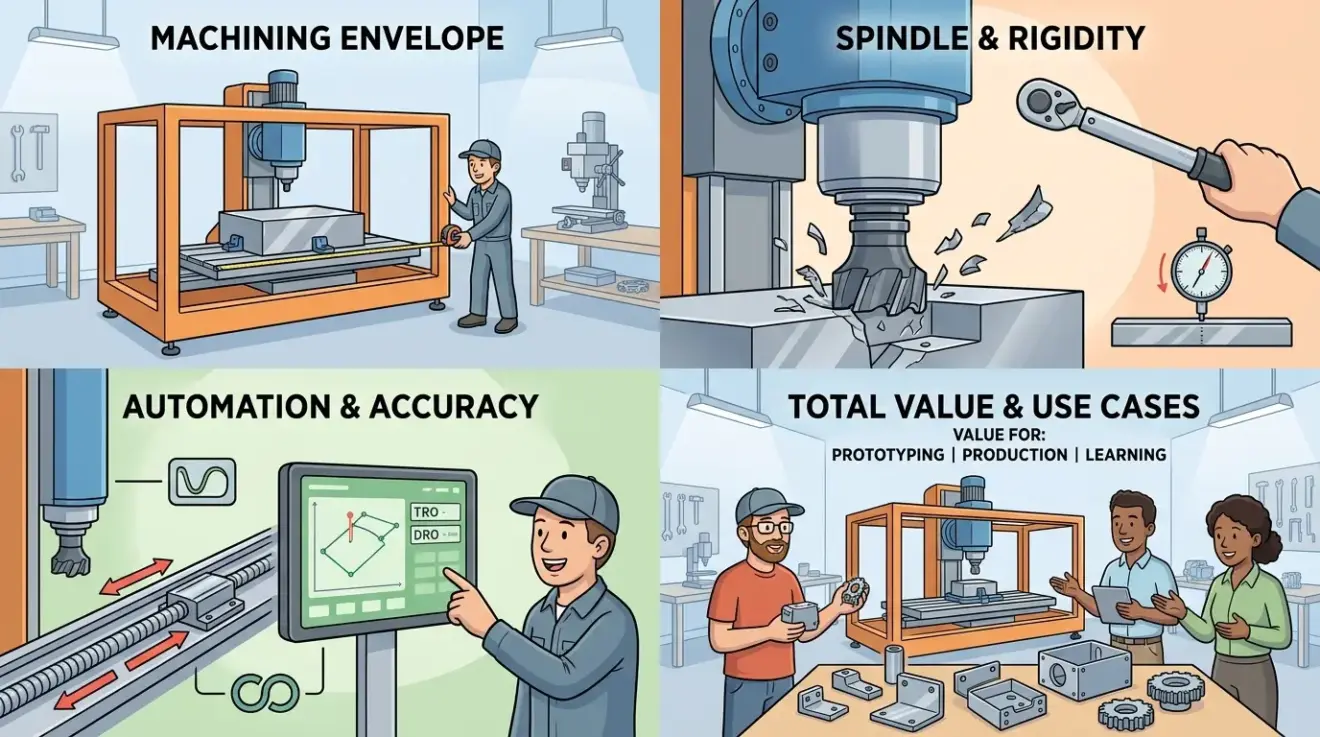
أسعار مستويات مطاحن CNC الاقتصادية: ما الذي يتغير بين الآلات الأساسية والمتطورة
الأربعاء, 29 أبريل 2026
غالبًا ما يتحدث مشترو ماكينات التفريز عن مستويات الأسعار كما لو كانوا يتسوقون لشراء ماكينة واحدة تصبح أكبر وأسرع وأكثر تكلفة كلما ارتفع السعر. ولكن هذا ليس ما يحدث عادة في الملكية الفعلية. التغيير الأكبر هو أن الماكينة تطلب مجهودًا أقل من سير العمل كلما ارتفع المستوى. يصبح الإعداد أكثر مصداقية. يصبح العمل المتكرر أقل
- Published in Blog
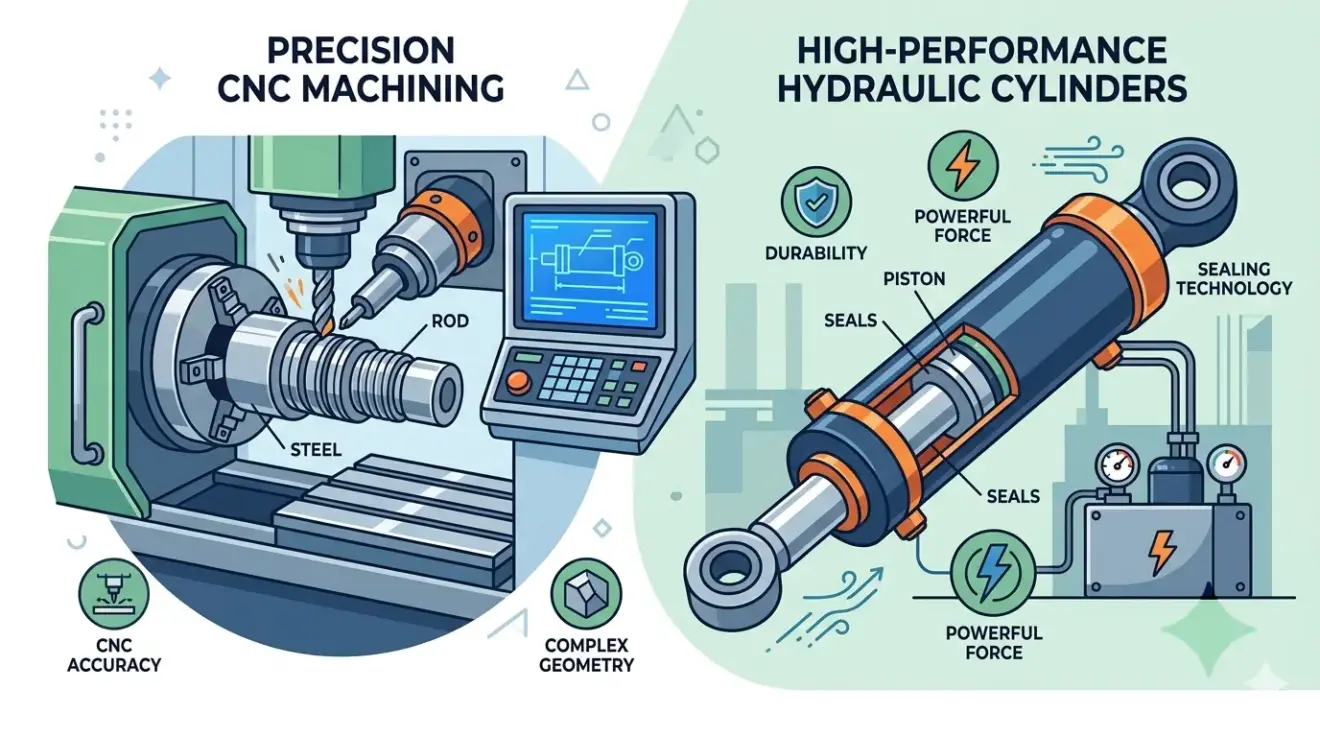
ما هي أسطوانة CNC الهيدروليكية وكيف يتم تشكيلها؟
الثلاثاء, 28 أبريل 2026
في النظرة الأولى، تبدو الأسطوانة الهيدروليكية كقطعة معدنية بسيطة: برميل، قضيب، بعض الخيوط اللولبية، بعض المنافذ، عناصر مانعة للتسرب، وميزات تثبيت. إلا أنها، أثناء الخدمة، تتصرف كشيئين في آن واحد. فهي مكون يحتوي على الضغط، وهي مكون يوجه الحركة. وهذا يعني أن الأسطوانة لا تنجح لأن أبعادها الخارجية تبدو مرتبة على الرسم. بل تنجح لأن
- Published in Blog

شركات تصنيع المكونات المخروطة بدقة: كيفية مقارنة شركاء التوريد في ماكينات التحكم الرقمي (CNC)
الثلاثاء, 28 أبريل 2026
غالبًا ما يواجه المشترون الذين يبحثون عن مكونات خراطة دقيقة مشكلة مألوفة: يبدو العديد من الموردين مؤهلين من الناحية النظرية، لكن الخطر لا يصبح واضحًا إلا بعد مقارنة العروض، أو وصول العينات الأولى، أو بدء مشاكل التجميع في الظهور. قد تبدو أجزاء الخراطة بسيطة، خاصة عندما تكون الهندسة أسطوانية إلى حد كبير. في الواقع، غالبًا
- Published in Blog
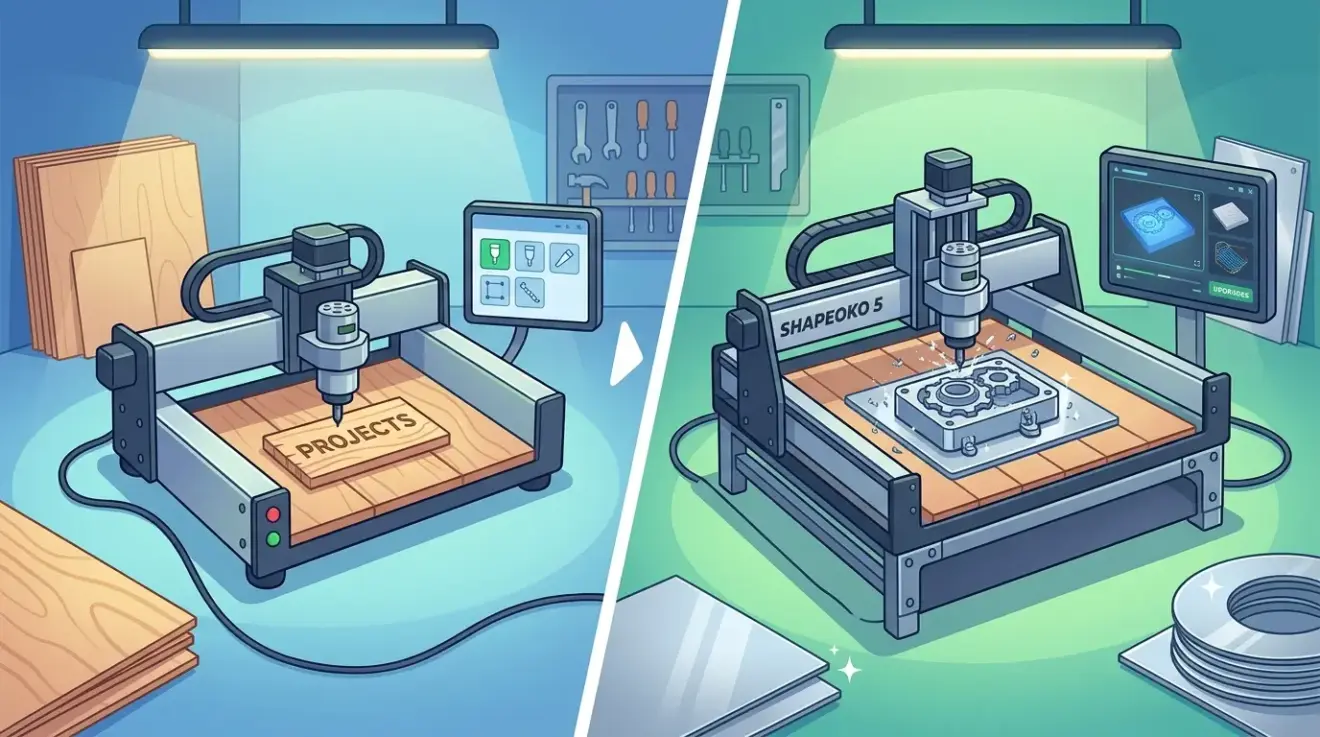
Shapeoko 4 مقابل Shapeoko 5 Pro: أي ترقية تستحق العناء؟
الثلاثاء, 28 أبريل 2026
المشترون الذين يقارنون بين Shapeoko 4 وShapeoko 5 Pro لا يختارون عادةً بين آلة جيدة وأخرى سيئة. بل يقررون مقدار الآلة الإضافية والثبات ومساحة التوسع المستقبلية التي يحتاجها عبء عملهم حقًا. هذا تأطير أكثر فائدة من مطاردة فكرة وجود نموذج متفوق عالميًا. يميل سؤال الترقية إلى الظهور في حالتين. الحالة الأولى هي مالك حالي يتساءل
- Published in Blog
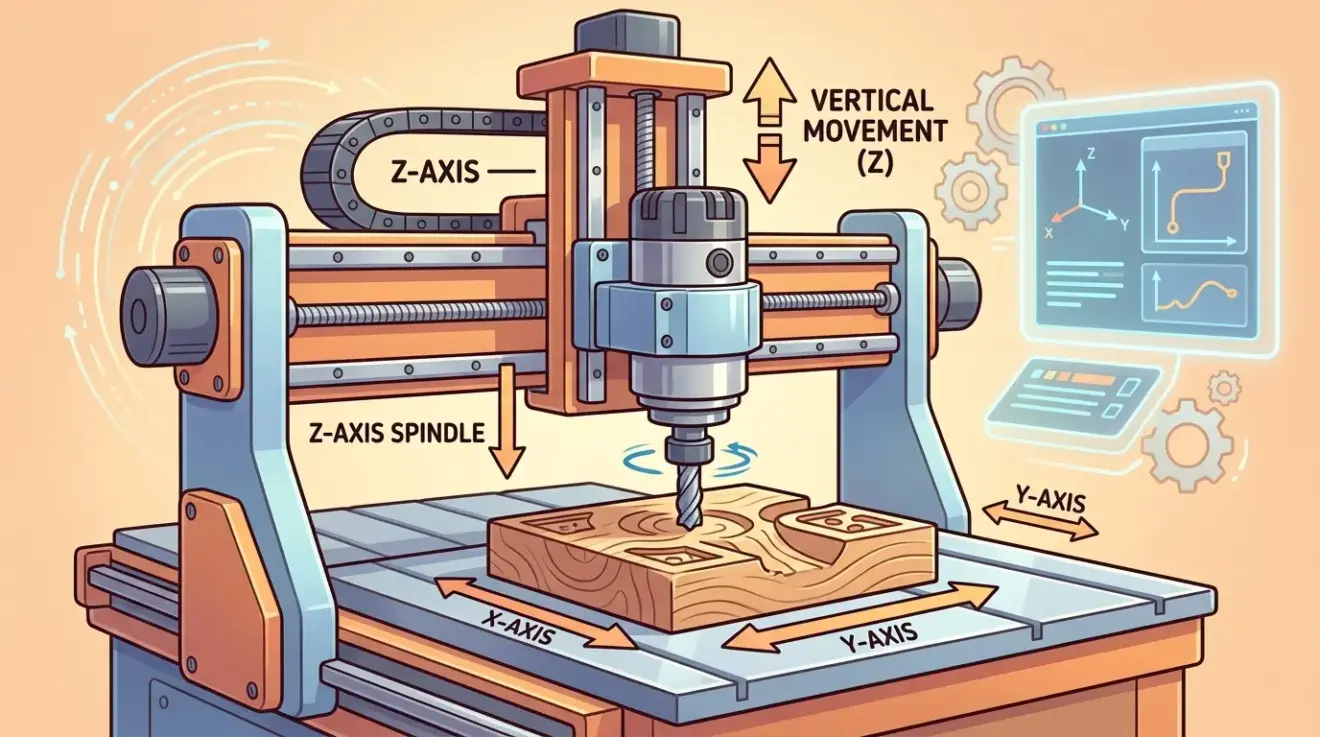
ما هو المحور Z في التوجيه والتفريز باستخدام التحكم الرقمي الحاسوبي (CNC)؟
الثلاثاء, 28 أبريل 2026
“مغزل المحور Z” يبدو كاسم مكون، لكنه في معظم محادثات التفريز الرأسي والتوجيه هو في الواقع اختصار لشيء أكبر: المغزل بالإضافة إلى الهيكل الرأسي بأكمله الذي يحمله إلى داخل القطع. هذا الاختلاف مهم لأن المشترين الذين يتعاملون مع هذه العبارة كفئة منتج غالبًا ما يغفلون عن المشكلة العملية التي تشير إليها. قد يبدو المغزل قويًا
- Published in Blog
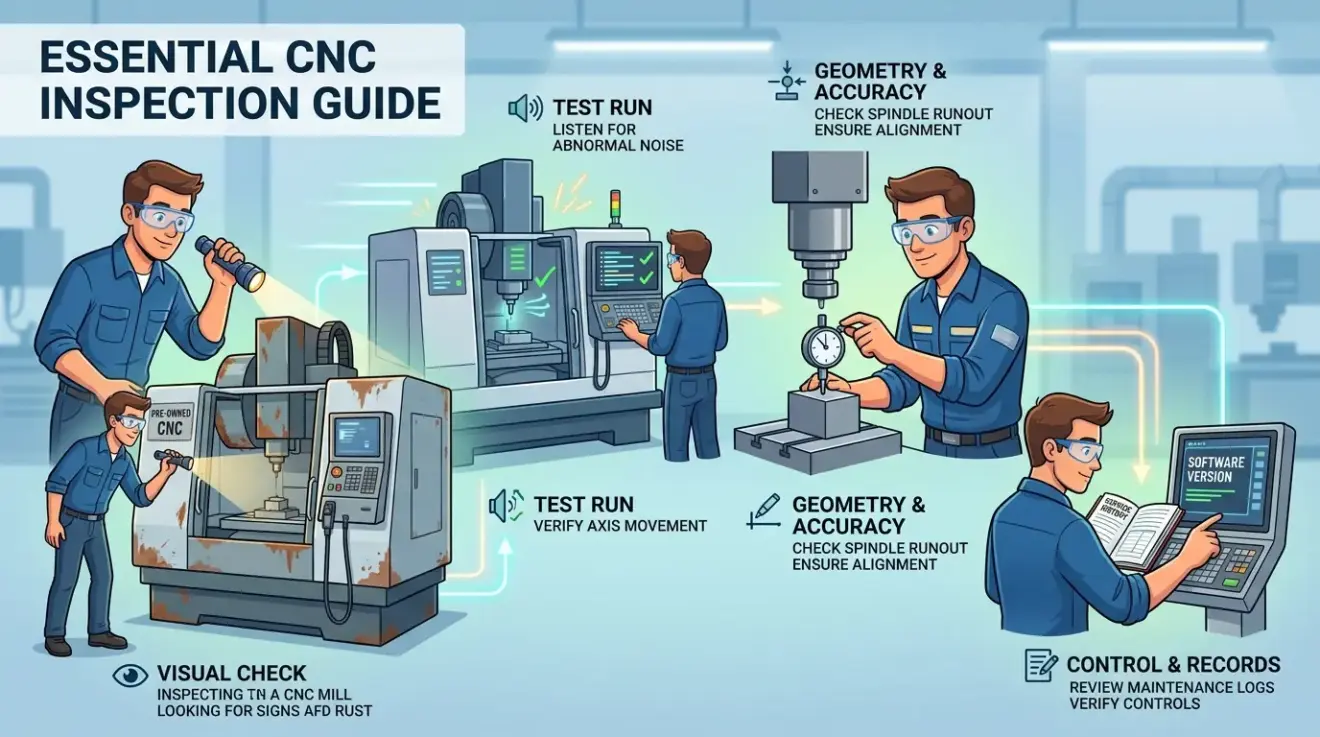
قائمة فحص شراء ماكينة CNC مستعملة: ما يجب فحصه قبل الدفع
الثلاثاء, 28 أبريل 2026
عادةً ما تبدو عملية شراء ماكينة CNC مستعملة جذابةً على جداول البيانات قبل فترة طويلة من إثبات جدارتها على أرضية الورشة. يمكن للماكينة المستعملة تقصير فترة استرداد التكاليف، وتوسيع الطاقة الإنتاجية، ومنح مصنع ينمو الوصول إلى فئة من المعدات التي لولا ذلك لبقيت خارج الميزانية الرأسمالية. كما يمكنها أن تجر فريق العمل إلى شهور من
- Published in Blog
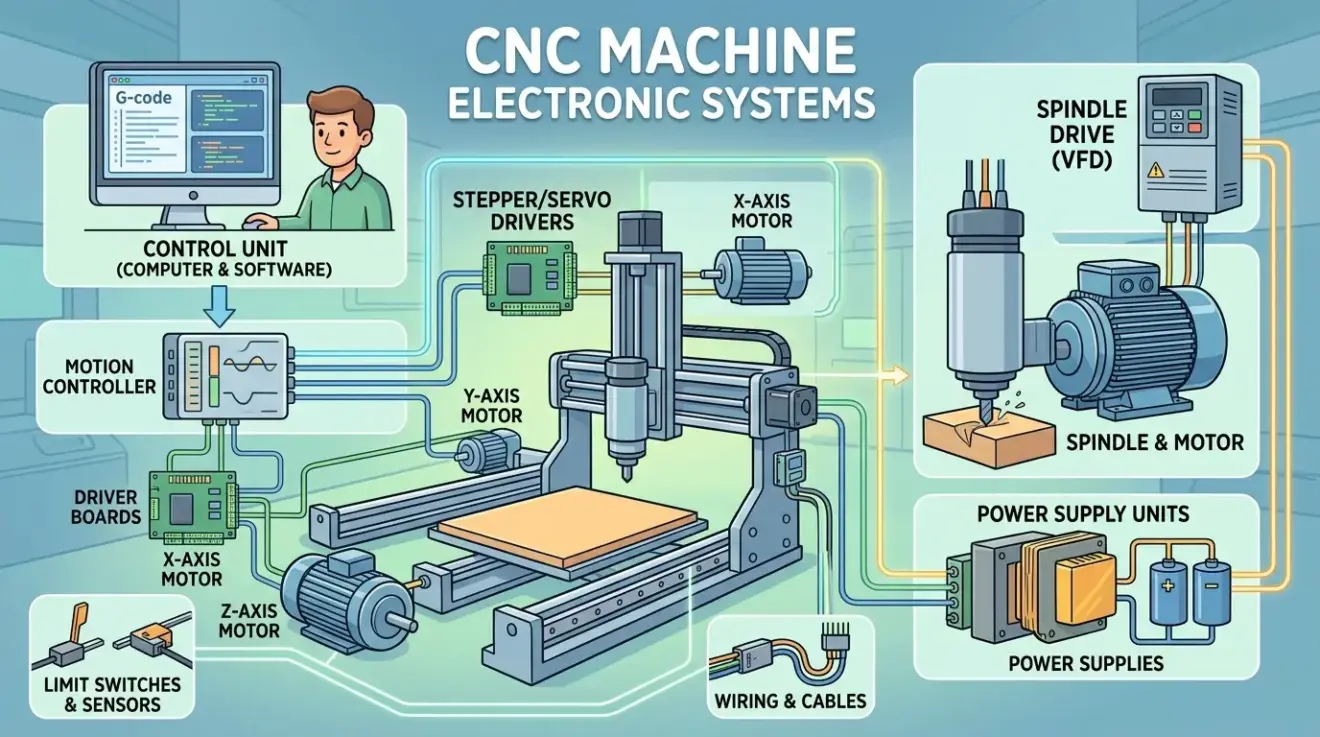
ما هي المكونات الإلكترونية في ماكينة التحكم الرقمي الحاسوبي سي إن سي؟
الثلاثاء, 28 أبريل 2026
المكونات الإلكترونية في ماكينة CNC نادرًا ما تصبح موضوعًا يُناقش لأن أحدًا يريد محاضرة عن الخزائن واللوحات. عادةً ما يظهر الموضوع عندما تبدأ الماكينة في التصرف بطريقة يصفها المشغلون بكلمات مثل عشوائي، متقطع، مسكون، أو مستحيل التكرار. في أحد الأيام يتعطل المحور. وفي اليوم التالي يعمل. يتحسس حساس في الوقت الخطأ. لا يبدأ المغزل عندما
- Published in Blog
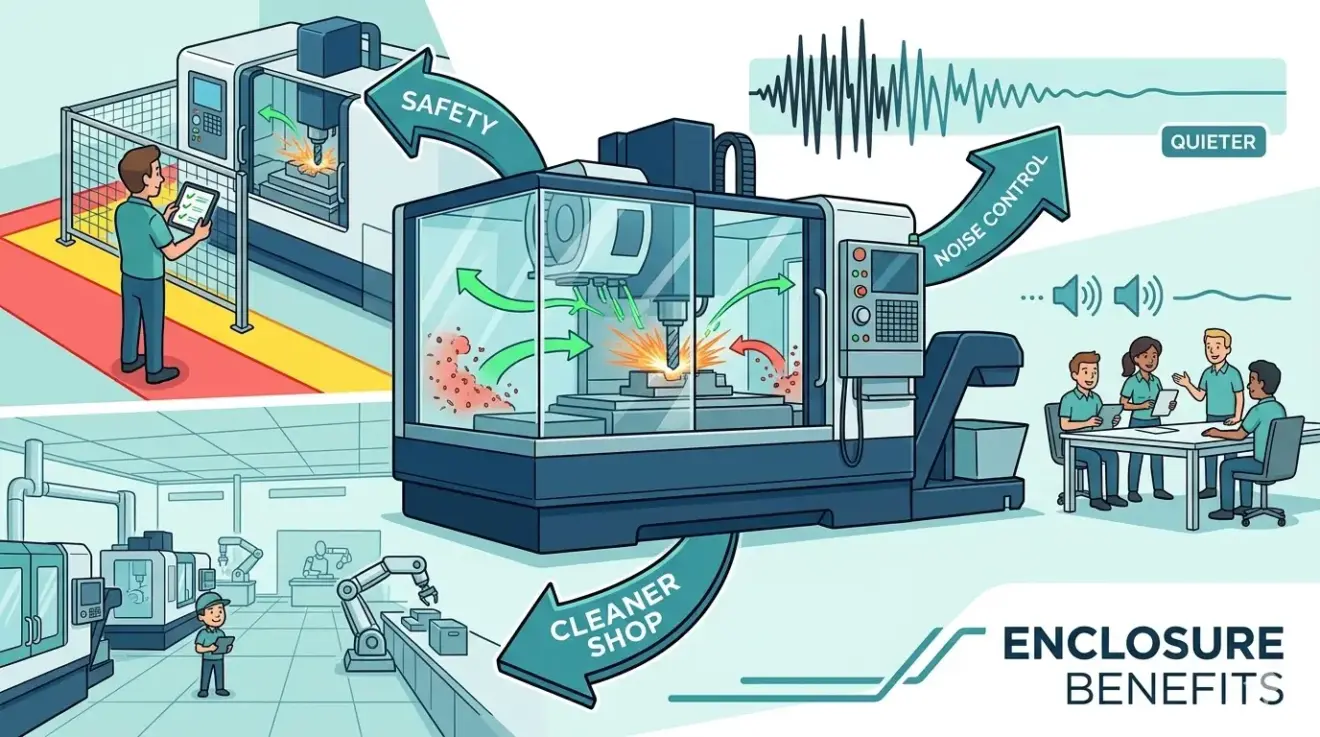
أغلفة ماكينات التحكم الرقمي (CNC): متى تعزز السلامة والنظافة والتحكم في الضوضاء
الثلاثاء, 28 أبريل 2026
غالبًا ما يتم الحكم على أحواض الآلات بعد فوات الأوان في عملية الشراء. بحلول الوقت الذي يصل فيه الحديث إليها، يكون الفريق قد أمضى ساعات في مناقشة قوة المغزل، ومعدلات التغذية، وحجم الطاولة، والأتمتة، والبرامج. في الواقع، غالبًا ما يكون هذا الترتيب معكوسًا. يحدد الحوض ما يهرب من العملية، ومدى التلوث الذي يصل إلى الأعمال
- Published in Blog
لانجموير سيستمز MR-1 مقابل مطاحن المنضدة الأخرى: ما يجب على المشترين مقارنته
الثلاثاء, 28 أبريل 2026
إن مقارنة ماكينة Langmuir MR-1 بماكينات الطحن الأخرى المنضدية لا تصبح مفيدة إلا عندما يتم تقييم الماكينات ضمن نفس الإطار القرار. فالكثير من المقارنات تخلط بين ماكينات الهواة، والماكينات المدمجة المخصصة للنماذج الأولية، والماكينات الصغيرة المائلة للإنتاج في فئة عاطفية واحدة تُسمى “ماكينات منضدية”. وهذا يؤدي إلى منطق ضعيف في الشراء لأن هذه الماكينات قد
- Published in Blog

ما هي أداة الحفر الحلزونية المصنوعة من الكربيد؟
الثلاثاء, 28 أبريل 2026
أداة النقش الحلزونية من كربيد هي أداة قطع دقيقة تُستخدم في الحفر على الحروف، والأخاديد الضيقة، والخطوط الزخرفية، وغيرها من العناصر المنقوشة حيث تكون النظافة البصرية بنفس أهمية القطع نفسه. ما يميز هذه الأداة عن أداة النقش المستقيمة الأبسط هو شكل التجويف الحلزوني. يساعد هذا الشكل الحلزوني في إخراج الرقائق من القطع بكفاءة أكبر، وهو
- Published in Blog
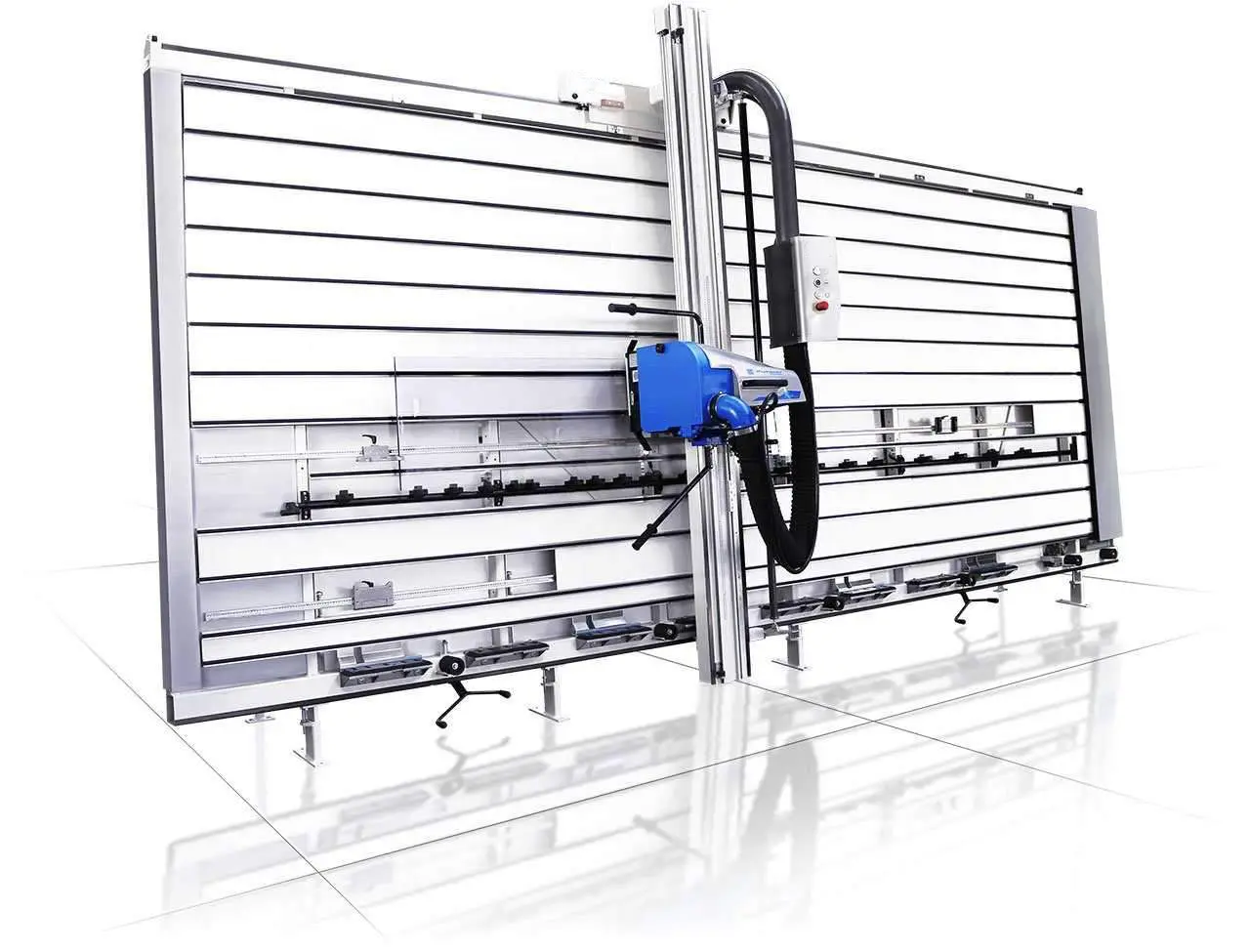
أفضل تطبيقات المنشار العمودي للألواح في ورشات العمل الصغيرة والمتوسطة
الثلاثاء, 28 أبريل 2026
في الورش الصغيرة والمتوسطة، غالبًا ما تبدأ مشكلة القص كمشكلة تخطيط. قد يحتاج الفريق إلى تقطيع دقيق للألواح الكاملة من خشب MDF، والخشب الرقائقي، والحبيبي، والألواح المغطاة بالميلامين، ومواد الألواح المماثلة، لكن الورشة قد لا تملك مساحة الأرضية، أو هيكل العمالة، أو الحجم اليومي لخلية قص أفقية أكبر مخصصة. وهنا يدخل المنشار العمودي للألواح (Vertical

تكلفة التفريز باستخدام التحكم الرقمي بالكمبيوتر (CNC) لكل ساعة: ما تتضمنه الورش في السعر
الثلاثاء, 28 أبريل 2026
سعر الساعة للتفريز يبدو دقيقًا. ولهذا السبب يعتمد عليه المشترون بشدة. فهو يبدو وكأنه يعد بمقارنة سهلة: الورشة (أ) بسعر معين، والورشة (ب) بسعر آخر، لذا فإن السعر الأقل يجب أن يكون الخيار الأرخص. لكن في المشتريات الفعلية، غالبًا ما يكون هذا استنتاجًا خاطئًا. المشكلة بسيطة. السعر بالساعة ليس مجرد رقم لوقت دوران المغزل. إنه
- Published in Blog
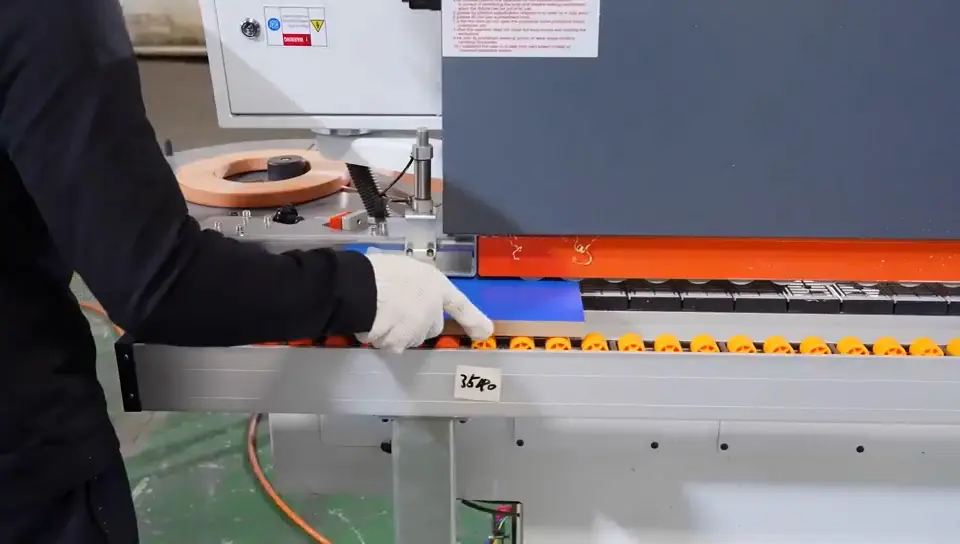
ماكينة تقطيع الحواف الأوتوماتيكية مقابل ماكينة تقطيع الحواف شبه الأوتوماتيكية: أيهما يناسب سير عملك؟
الثلاثاء, 28 أبريل 2026
عندما تصبح عمليات القطع والحفر ومعالجة الألواح أسرع، غالبًا ما تصبح آلة تلصيق الحواف هي المحطة التي تبطئ خط الإنتاج بأكمله بهدوء. تنتظر الألواح مرحلة التشطيب، ويقضي المشغلون وقتًا أطول في إعادة وضع القطع، وتظهر التناقضات الصغيرة على الحواف لاحقًا على شكل مشاكل في تركيب التجميع، أو مشاكل مرئية في خط اللاصق، أو أعمال لمس

منشار الألواح مقابل ماكينة التقطيع CNC: أيهما يناسب مصانع الأثاث المكتبي بشكل أفضل؟
الإثنين, 27 أبريل 2026
إذا كان مصنع أثاث خشبي يفكر في الاختيار بين منشار الألواح وآلة التعشيش باستخدام الحاسب الآلي، فإن المشكلة الحقيقية ليست في أي آلة تبدو أكثر تطورًا. المشكلة الحقيقية هي نوع مشكلة الإنتاج التي يحتاج المصنع إلى حلها أولاً. بعض المصانع تحتاج إلى واجهة أمامية سريعة ومستقرة لكميات كبيرة من أجزاء الخزائن المستطيلة. بينما يحتاج البعض
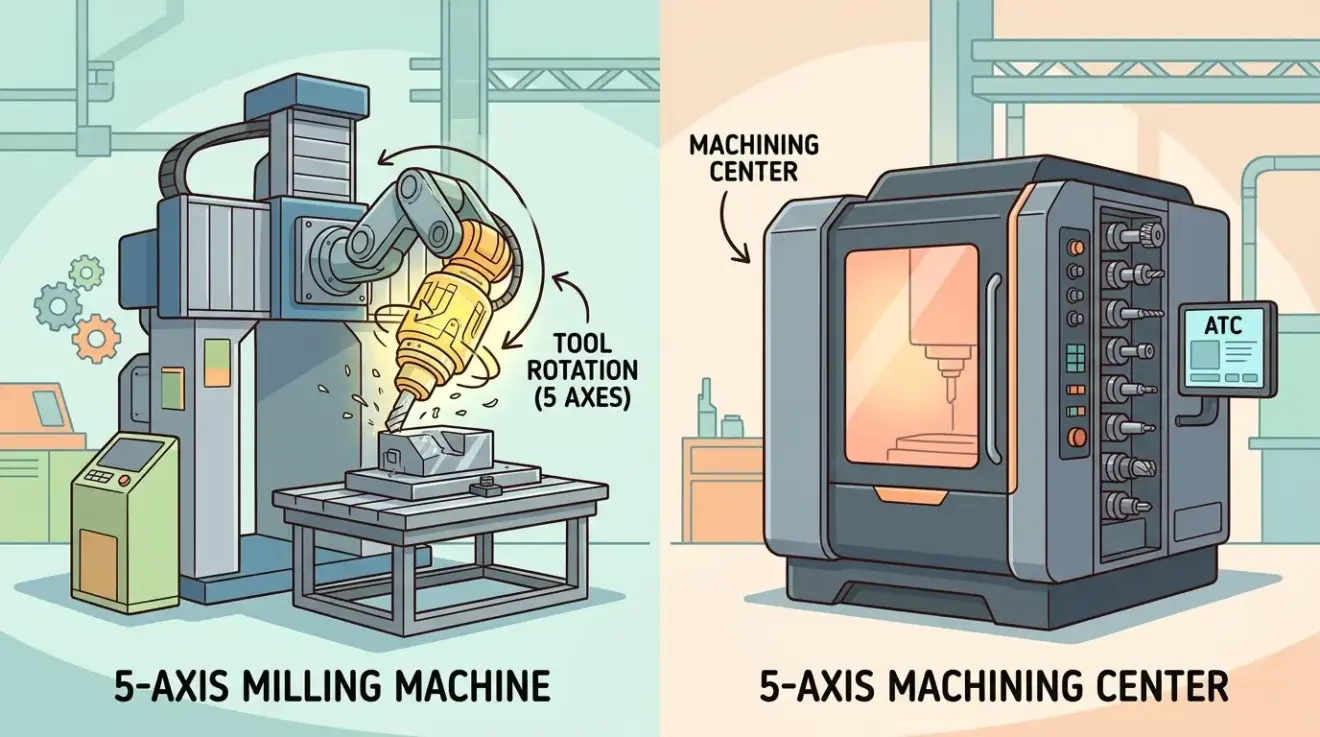
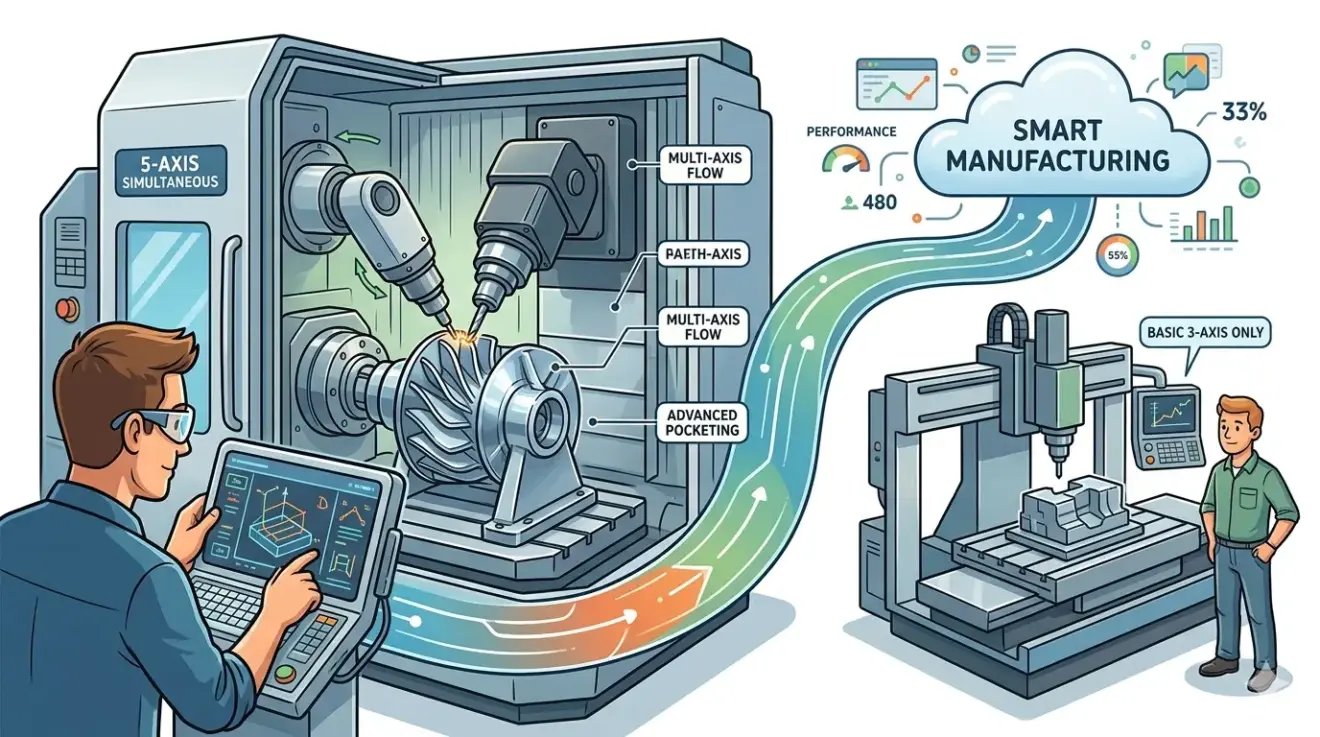
آلة طحن ذات 5 محاور مقابل مركز تشغيل بـ5 محاور: ما الذي يجب أن يعرفه المشترون؟
الإثنين, 27 أبريل 2026
تسبب هذه التسمية ارتباكًا أكبر من الماكينة نفسها. قد يطلق المورد على عرض واحد اسم ماكينة طحن خماسية المحاور، بينما يسمي عرضًا آخر مركز تشغيل خماسي المحاور، على الرغم من أن كليهما يقدمان تقنيًا حركة خماسية المحاور. يبدأ المشترون بعد ذلك في مناقشة المصطلحات بينما كان ينبغي عليهم طرح سؤال أكثر فائدة: أي نوع من
- Published in Blog
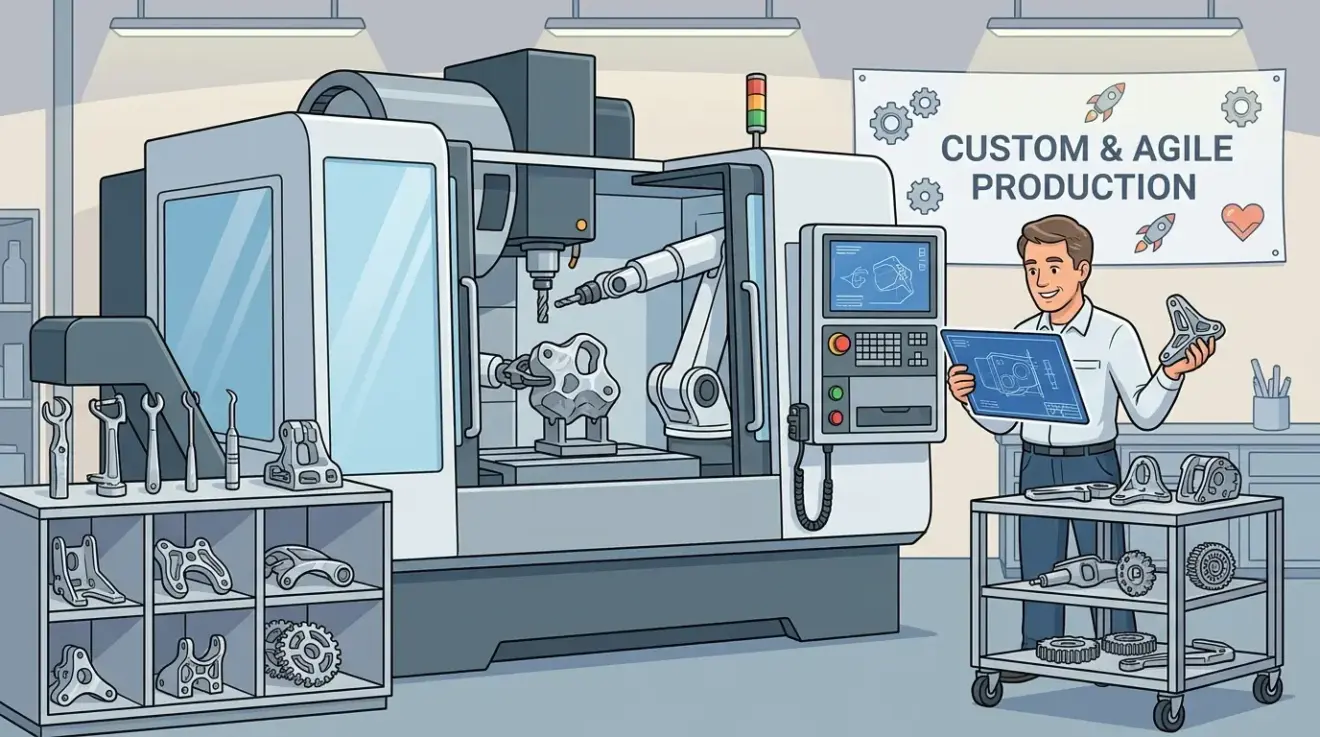
تصنيع حسب الطلب للإنتاج منخفض الحجم وعالي التنوع
الإثنين, 27 أبريل 2026
حقيقة التنوع العالي في الإنتاج ما تجيد العمليات القوية القيام به أهمية ذلك تغييرات متكررة في الإعداد توحيد منطق التغيير بدلاً من الارتجال في كل مهمة جديدة يصبح التسليم أكثر قابلية للتنبؤ عبر الأعمال المتنوعة هندسة ومواد مختلطة تعديل تخطيط العمليات دون فرض مسار واحد على كل قطعة تبقى الجودة مستقرة عبر عائلات القطع المختلفة
- Published in Blog

مقارنة قاطع الليزر الليفي وقاطع الليزر CO₂ في تشغيل المعادن: أيّهما يناسب سير عملك؟
الإثنين, 27 أبريل 2026
عندما تقارن ورشة تصنيع بين قاطع الليزر الليفي وقاطع الليزر بثاني أكسيد الكربون، نادرًا ما يكون السؤال الحقيقي حول مصدر الشعاع فقط. عادةً ما ينبع القرار من قيد إنتاجي: ارتفاع تكاليف الطاقة، عدم اتساق الإنتاجية عبر المعادن المختلفة، الضغط لتقليل وقت التوقف للصيانة، أو الحاجة إلى تقديم عروض أسعار لمشاريع معدنية بثقة أكبر. في معظم
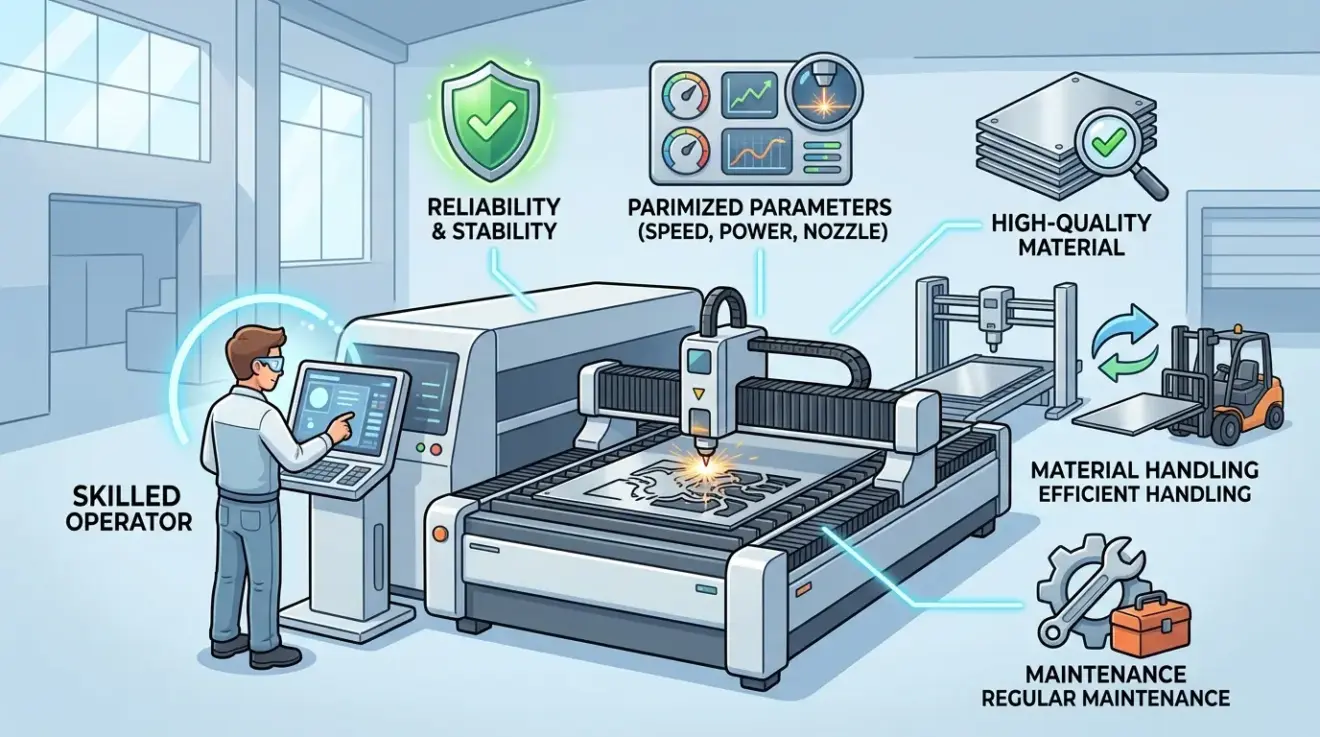
إعداد ماكينة القطع بالليزر للصفائح المعدنية: ما الذي يؤثر حقًا في الإنتاجية؟
الإثنين, 27 أبريل 2026
قد تسجِّل ماكينة قطع ألواح الصاج بالليزر سرعات قطع مذهلة عند اختبارها على عينة واحدة، لكنها قد تكون أقل كفاءة في أرض المصنع. في معظم المصانع، تقل الإنتاجية بسبب عدم التحكم الكافي في وقت التجهيز، وتسلسل الوظائف، واستقرار الغاز، واعتماد القطعة الأولى، وحالة المواد المستهلكة، وتدفق التفريغ، مما لا يدعم إنتاجًا ثابتًا. لهذا السبب، ينبغي
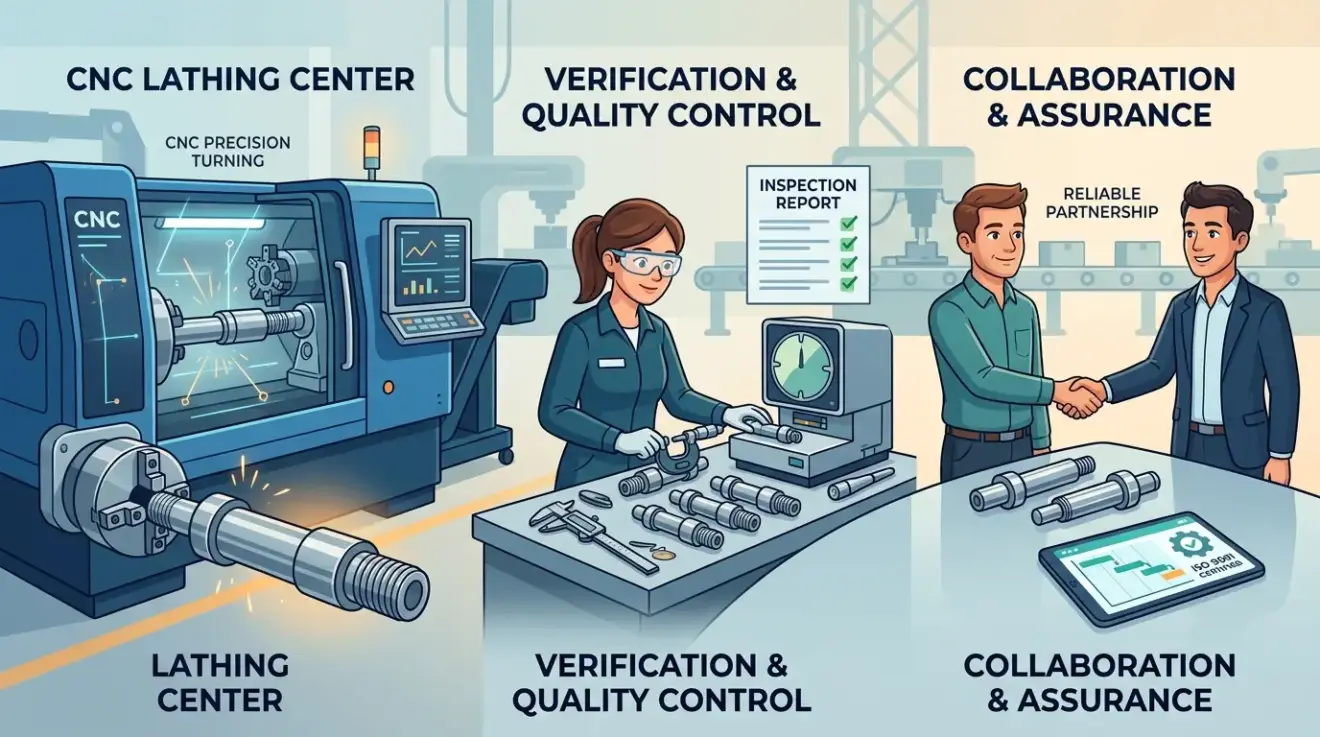
موردو أجزاء الخراطة باستخدام الحاسب الآلي: ما ينبغي للمشترين التحقق منه قبل الطلب
الإثنين, 27 أبريل 2026
غالبًا ما يشعر طلب الأجزاء المخروطة بأنه شراء منخفض المخاطر لأن الخراطة مألوفة، وقد تبدو الرسومات الهندسية بسيطة، والعديد من الموردين على استعداد لتقديم عروض أسعار سريعة. ولهذا السبب تحديدًا يقع المشترون في مشاكل يمكن تفاديها. يبدو الجزء روتينيًا، لذلك يتم إرسال أمر الشراء قبل أن يتوافق المورد والمشتري فعليًا على تفسير الرسم، وأي الميزات
- Published in Blog
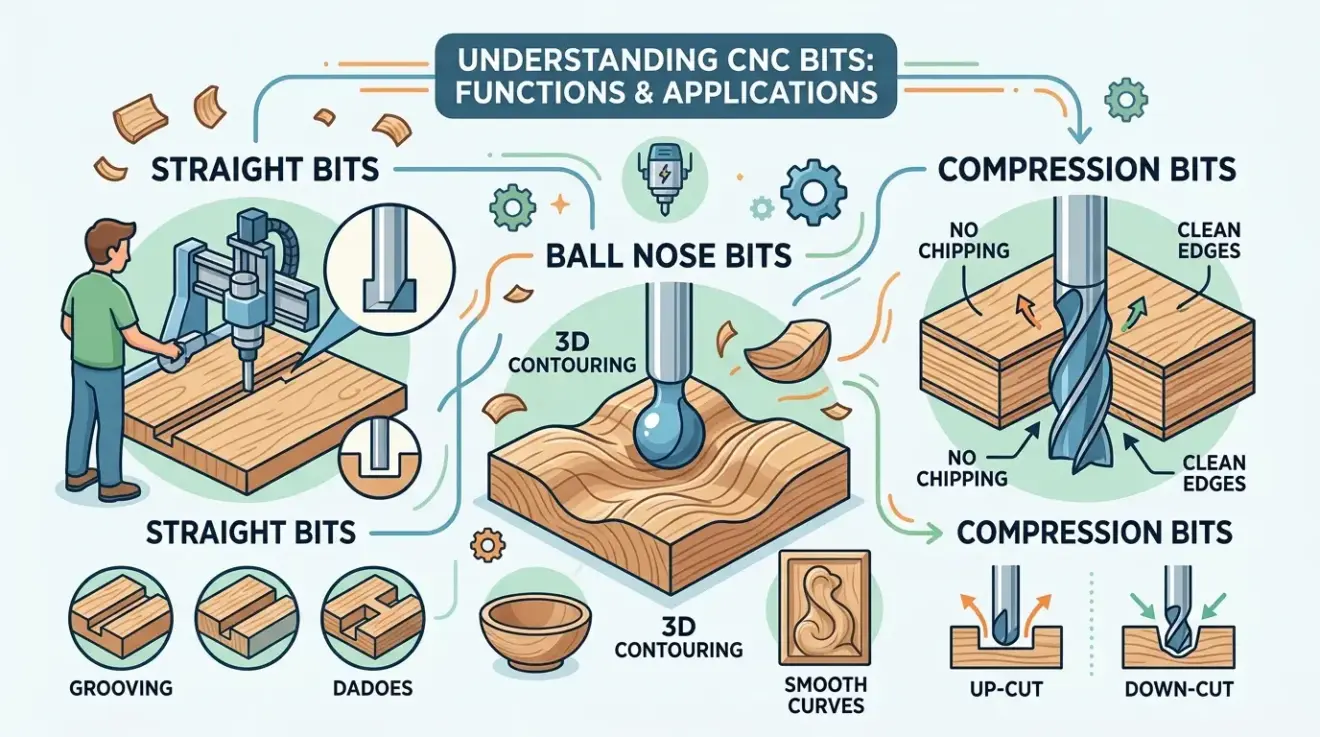
شرح أنواع بتات CNC: المستقيمة، الضغط، الأنف الكروي، والمزيد
الإثنين, 27 أبريل 2026
لا تتعامل معظم الورش بجدية مع اختيار أداة القطع للماكينات ذات التحكم الرقمي (CNC) حتى تُجبرها أول دفعة سيئة على ذلك. تظهر شظايا في الحافة الرقائقية على الوجه الظاهر. تتطاير ألياف خشب إم دي إف (MDF) حيث يتوقع العميل حافة مطلية نظيفة. يخرج الأكريليك دافئًا وقبيحًا بدلاً من أن يكون صافياً ونظيفاً. يترك السطح ثلاثي
- Published in Blog

دليل شراء ماكينة الحفر CNC 3018: أفضل الاستخدامات والقيود والتحديثات الشائعة
الإثنين, 27 أبريل 2026
A 3018 جذابة لأنها تنقل المشتري من الفضول إلى العمل بسرعة كبيرة. يمكنك تنظيف منضدة العمل، تجميع الماكينة، تحميل ملف بسيط، والبدء في التعلم بسرعة. هذه هي قوتها الحقيقية. وهو أيضًا سبب سوء تقدير العديد من المشترين لها. الماكينة ليست مجرد ماكينة CNC منخفضة التكلفة. إنها ماكينة CNC منخفضة التكلفة تتطلب اهتمام المشغل، وانضباطًا في
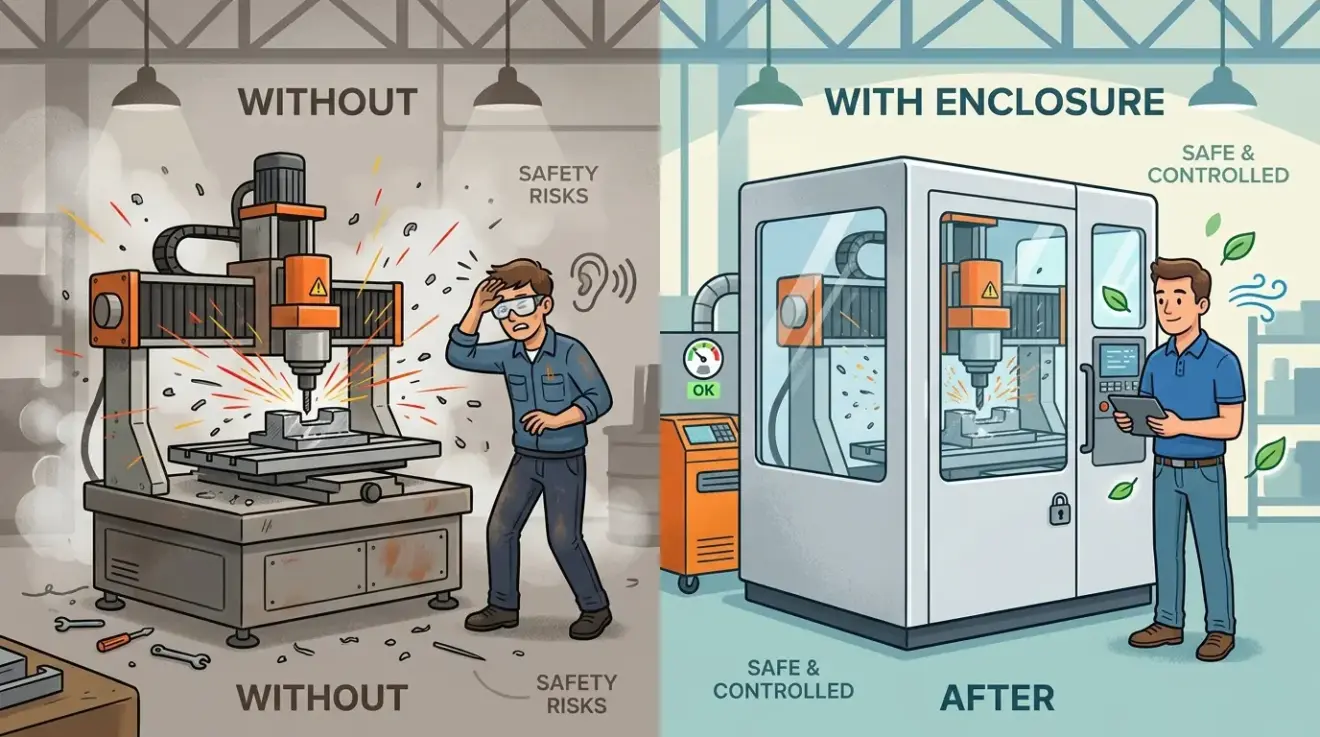
ما هو غطاء ماكينة التحكم الرقمي (CNC) وهل تحتاج إليه؟
الإثنين, 27 أبريل 2026
كثير من المشترين يفكرون في مبيتات ماكينات التحكم الرقمي (CNC) بعد فوات الأوان. يتم اختيار الماكينة بناءً على قوة العمود (المحور)، ومسافات الحركة، وحجم الطاولة، أو قدرة القطع، ويتم التعامل مع المبيت وكأنه مجرد صفائح معدنية اختيارية تحيط بالماكينة من الخارج. بعد ذلك، تبدأ الماكينة العمل الفعلي وتبدأ الشكاوى. تنتشر الرقاقات إلى مسافات أبعد من
Mastercam للتصنيع باستخدام الحاسب الآلي: متى يكون الخيار الأفضل مقارنة بأدوات CAM الأبسط
الإثنين, 27 أبريل 2026
غالبًا ما تتحدث ورش التشغيل عن برامج CAM وكأن القرار يتعلق أساسًا بتفضيل العلامة التجارية. لكن من الناحية العملية، السؤال الأفضل هو أكثر تشغيلية: ما هو مستوى التعقيد البرمجي، وإعادة الاستخدام، وتنوع الماكينات، وانضباط ما بعد المعالجة، ومرونة الموظفين الذي تحتاجه الورشة فعليًا؟ يُعتبر برنامج Mastercam اسمًا معروفًا لأنه يظهر غالبًا في الأماكن التي تصبح
- Published in Blog
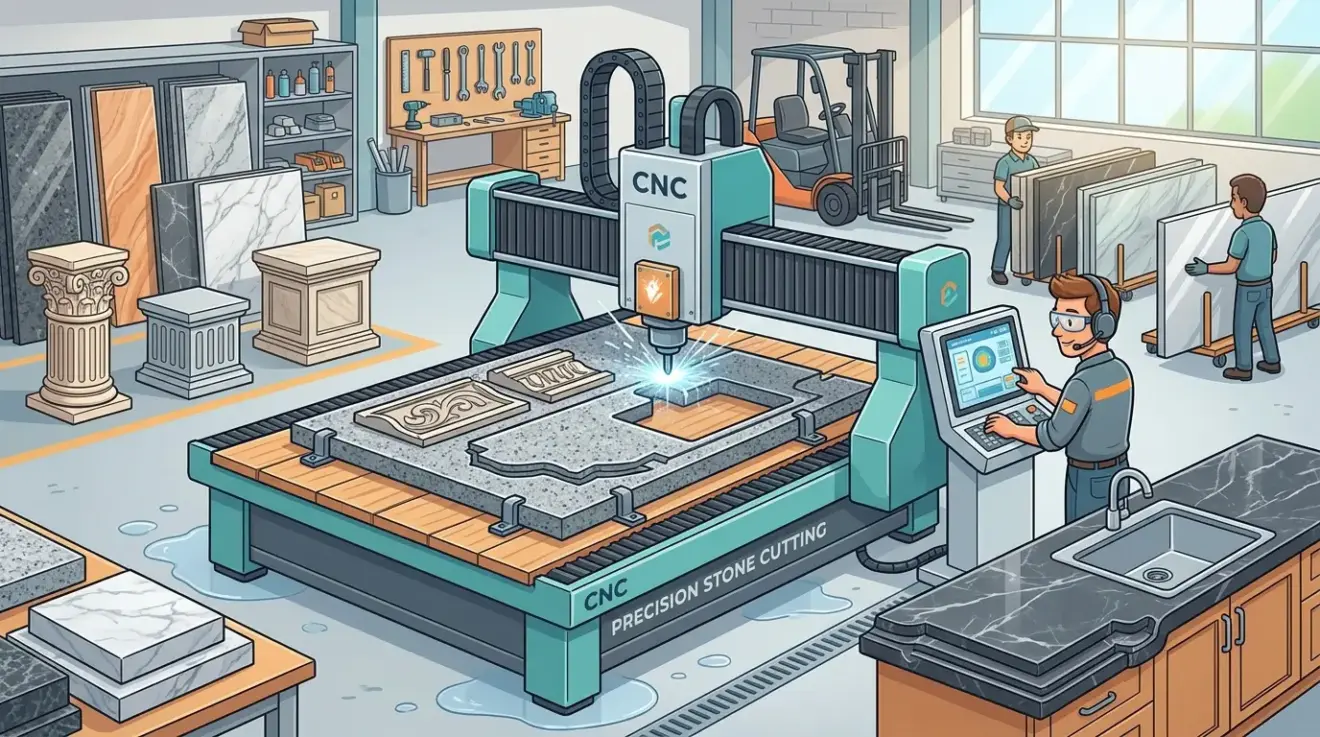
كيف تعمل ماكينات CNC الحجرية على تحسين تصنيع الأسطح والعناصر المعمارية
الإثنين, 27 أبريل 2026
في تصنيع الحجر، لا تأتي التكاليف الأكبر عادةً من عطل ميكانيكي واحد كارثي، بل من مشاكل صغيرة تتكرر: قواطع للمغاسل تحتاج إلى تنظيف إضافي، تفاصيل حواف تختلف من قطعة لأخرى، فواصل تستغرق وقتًا طويلاً للضبط أثناء التركيب، وأجزاء معمارية تتوقف عن التطابق بمجرد انتقال الإنتاج من الرسم إلى البلاطة. تعمل ماكينات التحكم الرقمي باستخدام الحاسوب
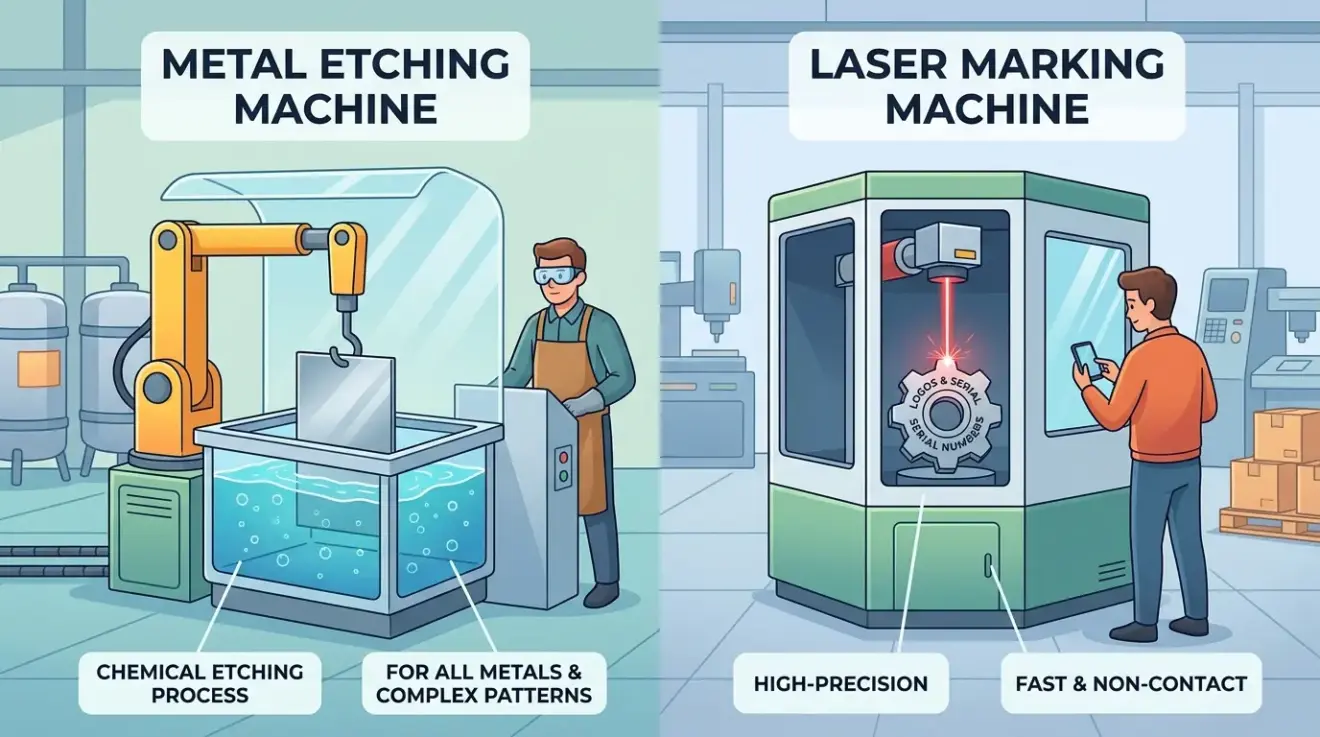
ماكينة الحفر على المعادن مقابل ماكينة الوسم بالليزر: أيهما يناسب الإنتاج الصناعي؟
الإثنين, 27 أبريل 2026
عندما يحتاج المصنع إلى علامات دائمة أو تفاصيل زخرفية أو شعارات تجارية على الأجزاء المعدنية، فإن اختيار العملية الخاطئة لا يؤثر فقط على المظهر. بل يمكن أن يبطئ وقت التبديل بين المنتجات، ويضيف خطوات معالجة إضافية، ويخلق تباينًا غير متسق، أو يجعل التتبع اللاحق أكثر صعوبة. لهذا السبب، لا ينبغي التعامل مع آلة الحفر المعدني

كيف يعزز الحفر باستخدام CNC الدقة والإنتاجية في إنتاج الخزانات
الإثنين, 27 أبريل 2026
في إنتاج الخزائن، نادرًا ما تُعلن أخطاء الحفر عن نفسها على الماكينة. وعادةً ما تظهر لاحقًا، عندما لا تصطف أرفف الأدراج بشكل دقيق، أو تحتاج المفصلات إلى تعديل، أو تؤدي ثقوب الموصلات إلى إبطاء عملية التجميع، أو تتطلب مكونات الأدراج فحصًا إضافيًا قبل تركيب القطع المعدنية. وبحلول وقت ظهور هذه المشكلات، تكون التكلفة قد انتقلت
دليل إعداد Mach4 CNC: من يجب أن يستخدم برنامج التحكم هذا؟
الإثنين, 27 أبريل 2026
Mach4 يناسب نوعًا محددًا جدًا من مستخدمي أنظمة التحكم الرقمي CNC: شخص يقدّر قابلية التهيئة بقدر ما يتحمل مسؤوليتها. كمسار تحكم قائم على الحاسوب الشخصي، يمكن أن يكون مرنًا وقادرًا وجذابًا لمُجَدّدي الماكينات، وبناة الماكينات المخصصة، والمستخدمين ذوي الثقة التقنية الذين يريدون تحكمًا أعمق في سلوك الماكينة. هذه المرونة نفسها هي تحديدًا ما يجعله خيارًا
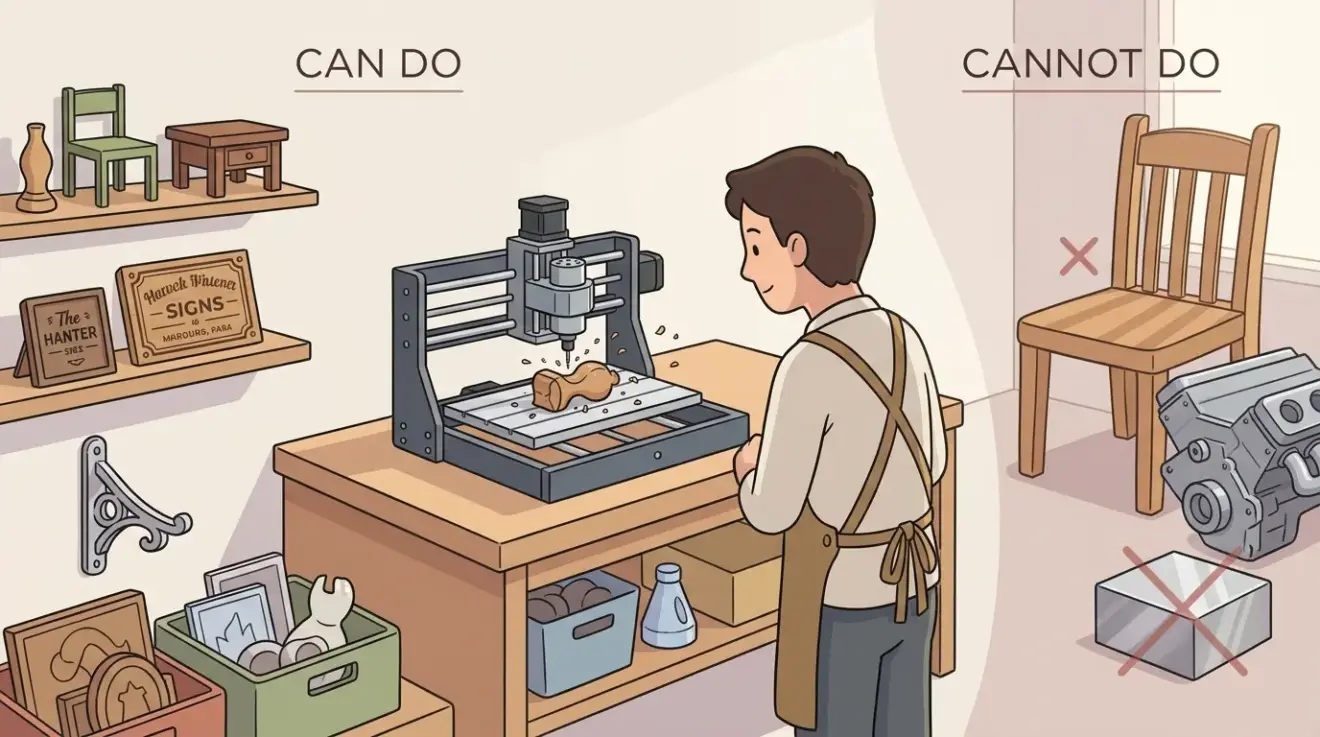
دليل شراء آلة CNC المكتبية: ما يمكنها فعله وما لا يمكنها فعله
الإثنين, 27 أبريل 2026
مصطلح “ماكينات سي إن سي” المكتبية يجذب المشترين لأنها تبدو كحل وسيط عملي. فهي أكثر قدرة على العمل والتكرار من الأدوات اليدوية البحتة، لكنها أصغر حجماً وأقل تكلفة بكثير من منصات سي إن سي الصناعية. وهذا يجعلها جذابة للشركات الناشئة، وورش العمل الصغيرة، واستوديوهات التصميم، والبيئات التعليمية، وفرق النمذجة الأولية، ومطوري المنتجات، والمالكين الجادين الذين

أجهزة الحفر بالليزر المحمولة للمناسبات والتخصيص في الموقع: مواءمة التنقل مع الإنتاجية والسلامة
الإثنين, 27 أبريل 2026
في المعارض التجارية، والنوافذ المنبثقة للبيع بالتجزئة، وفعاليات الفنادق، وفعاليات الهدايا ذات العلامات التجارية، نادراً ما تكون القدرة على النقش وحدها هي عنق الزجاجة. القيد الحقيقي هو ما إذا كان بإمكان الإعداد السفر بشكل نظيف، والعمل بأمان في بيئة موجهة للجمهور، وإنهاء كل قطعة بالسرعة الكافية لإبقاء خط الإنتاج يتحرك. لهذا السبب يجب تقييم آلة
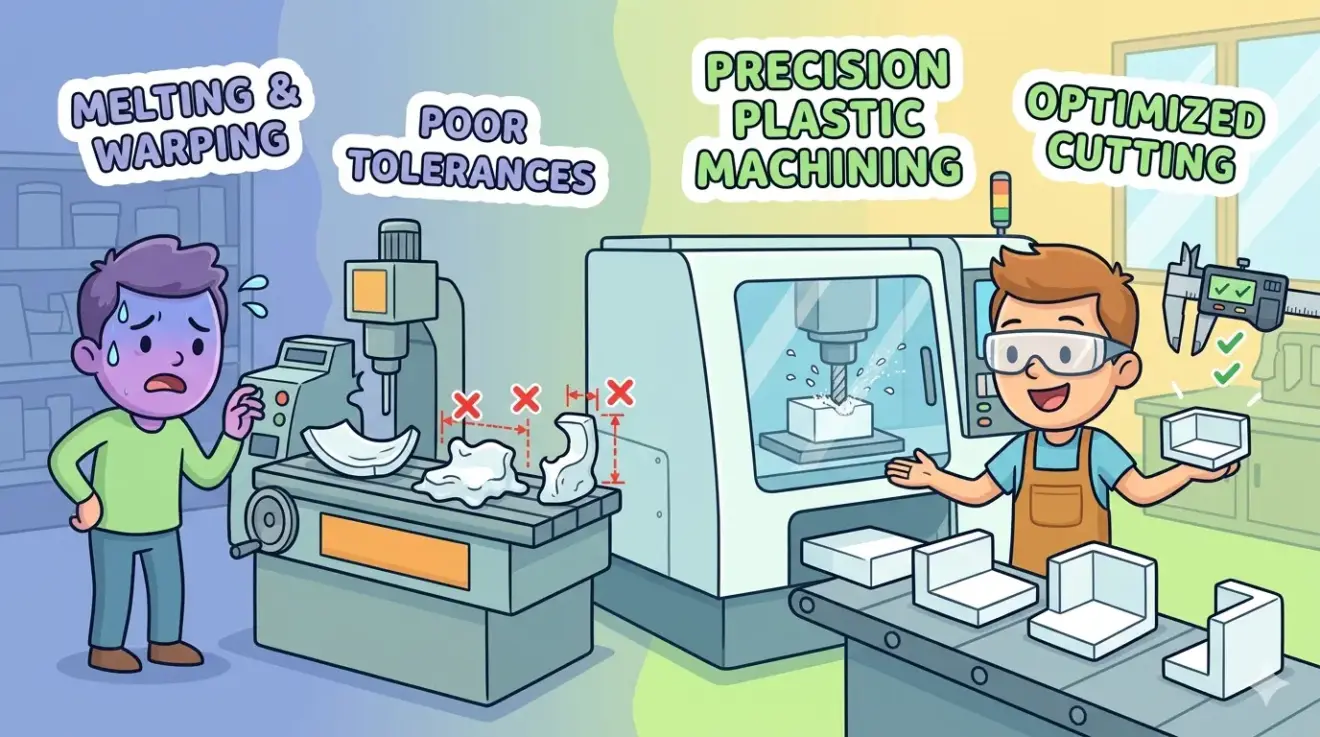
CNC لتصنيع البلاستيك: كيفية تجنب مشاكل الذوبان والتشوه والتفاوت
الإثنين, 27 أبريل 2026
تكلفة تشغيل البلاستيك ترتفع عندما يشخصه الفريق باستخدام غرائز تشغيل المعادن. المشاكل المرئية تبدو مألوفة بما يكفي – حواف مهترة، قطع ملتوية، انحراف في الأبعاد، ارتعاش، وسطح غير مستقر – لدرجة أن الناس غالبًا ما يلجؤون إلى الحل الخطأ أولاً. يخفضون سرعة المغزل بشكل أعمى، أو يشدون التثبيت بقوة أكبر، أو يلومون الآلة الأساسية قبل
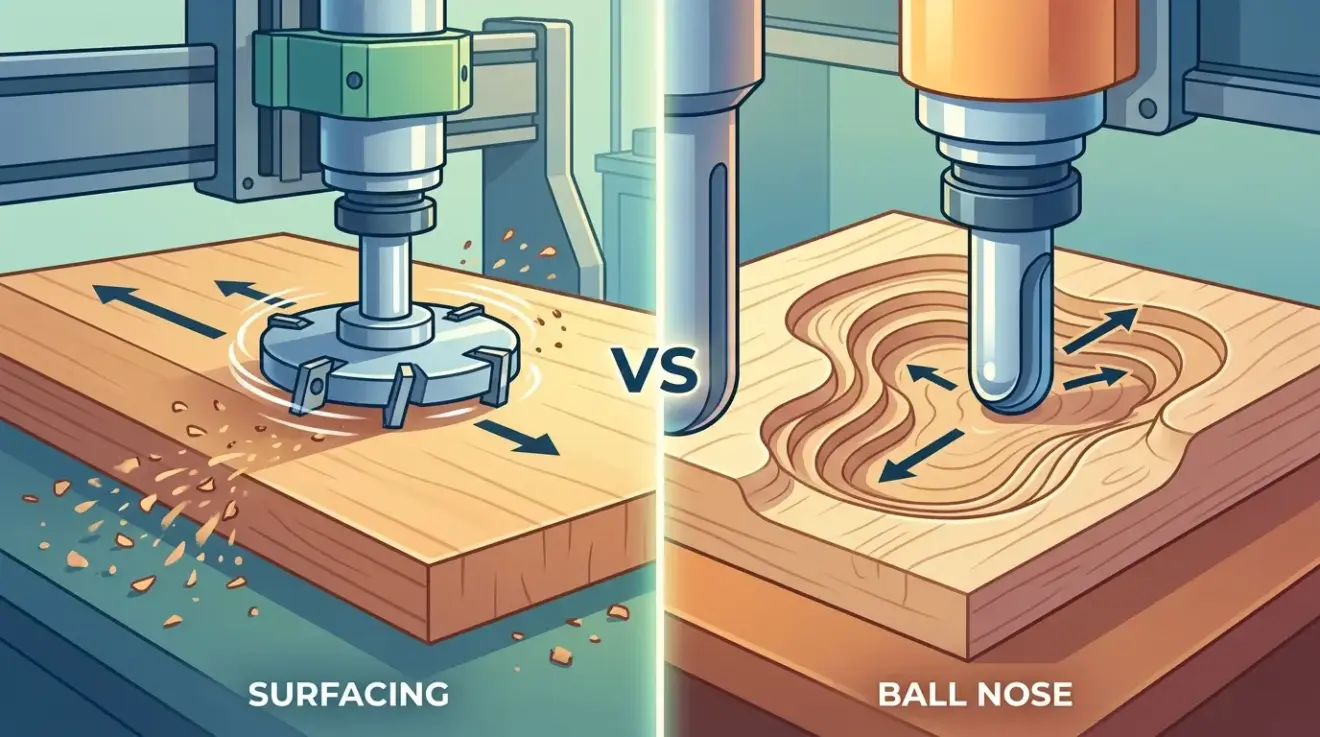
بتات الأسطح CNC مقابل بتات الراوتر ذات الأنف الكروي: أي أداة تناسب المهمة؟
الإثنين, 27 أبريل 2026
سطوح التسطيح وأدوات القطع ذات الأنف الكروي غالبًا ما تُقارن كما لو أن إحداهما أداة قطع متفوقة والأخرى حل وسط. هذا نقطة بداية خاطئة. هذه الأدوات ليست منافسة بالمعنى المعتاد. إنها تحل مراحل مختلفة من مشكلة التوجيه. إحداهما صُممت لإنشاء سطح مستوٍ. والأخرى صُممت لتتبع الأشكال الهندسية المتغيرة. يختفي معظم الالتباس بمجرد أن يسأل المشتري
- Published in Blog
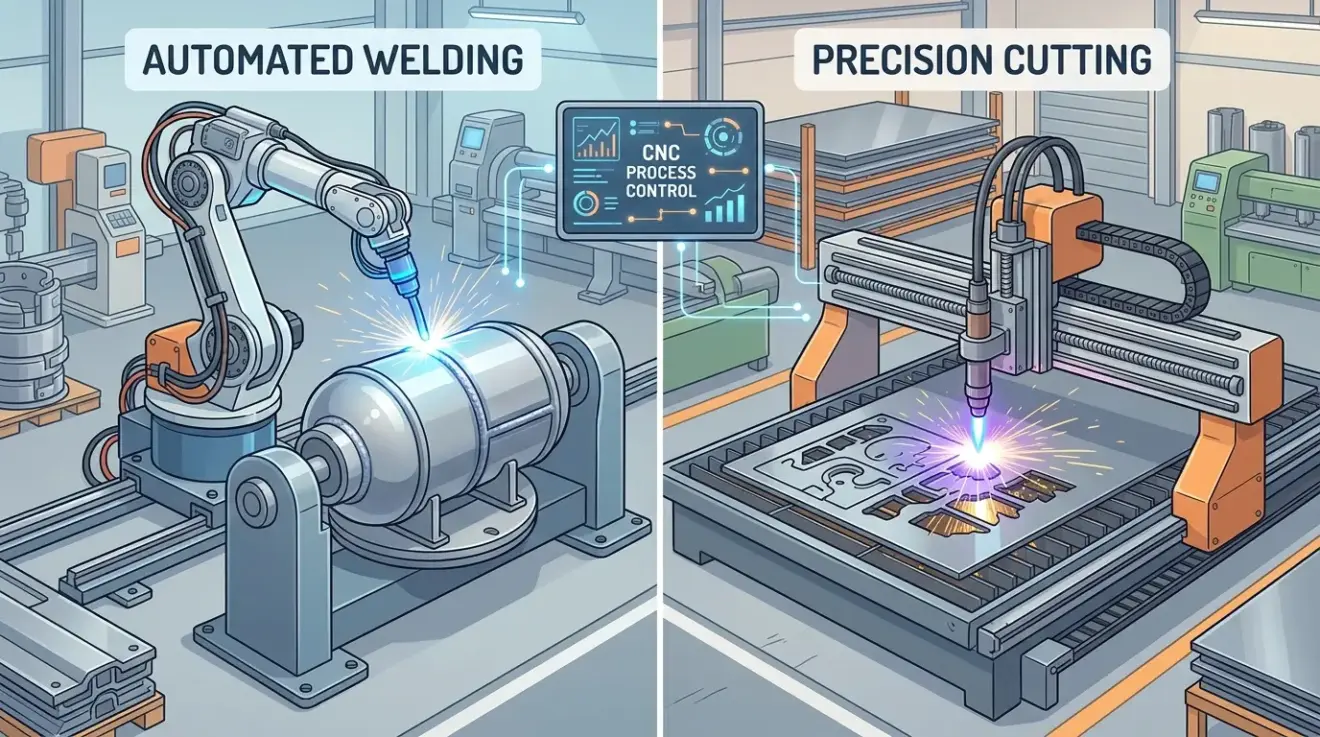
آلة اللحام بنظام التحكم الرقمي (CNC) مقابل آلة القطع بنظام التحكم الرقمي (CNC): ما المشكلات التي تحلها كل منهما
الأحد, 26 أبريل 2026
يقارن المشترون أحيانًا بين ماكينات اللحام وماكينات القطع باستخدام الحاسب الآلي (CNC) وكأنها طرق متنافسة لأداء نفس المهمة. لكنها ليست كذلك. فهي تقع في نقاط مختلفة على طول مسار الإنتاج وتحل مشاكل مختلفة. ماكينة القطع تُنشئ الأشكال والفراغات والثقوب والحواف المشطوفة والبروفيلات التي تعتمد عليها الخطوات اللاحقة. أما ماكينة اللحام فتضم أجزاءً مُجهّزة إلى إطار
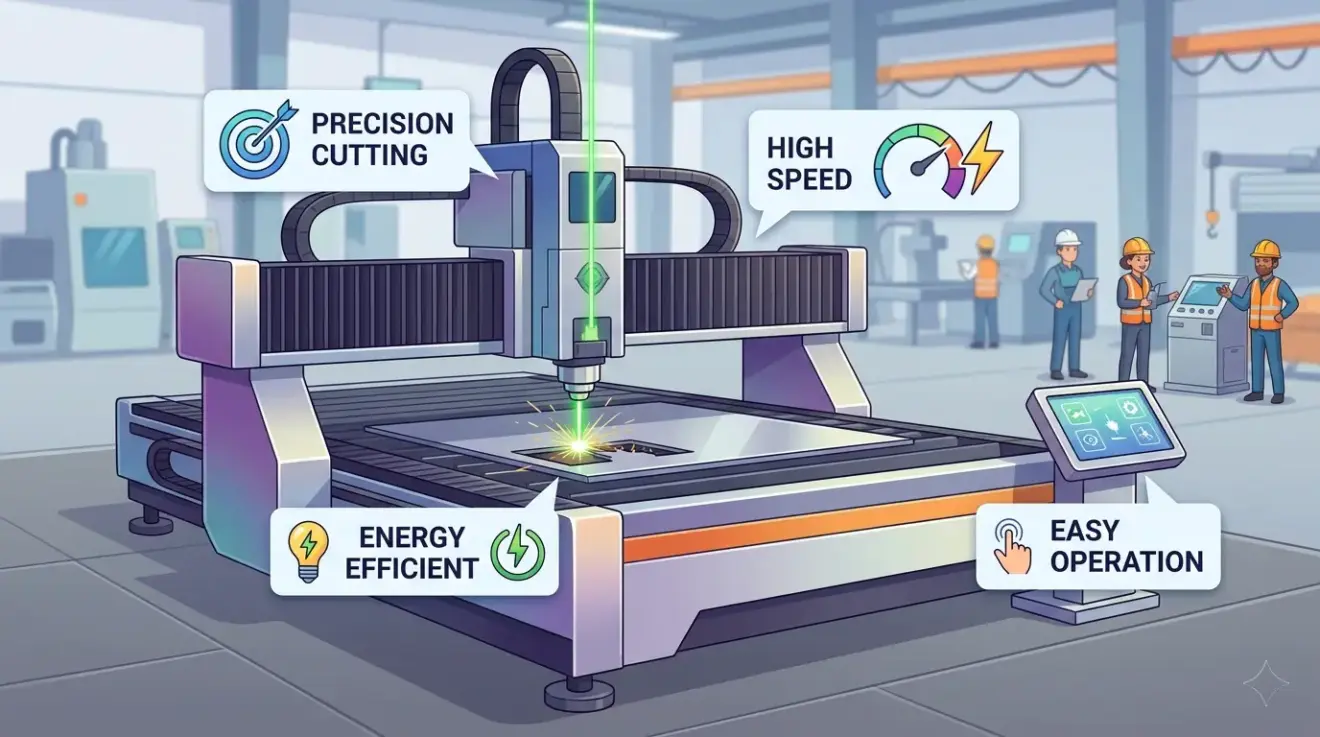
آلة القطع بالليزر الليفي: الميزات الرئيسية التي يجب على المشترين الصناعيين تقييمها
الأحد, 26 أبريل 2026
عند مقارنة ماكينات القطع بليزر الألياف بين المشترين الصناعيين، غالبًا ما يختزل النقاش في مستوى الطاقة والسرعة القصوى والسعر. لكن في الواقع، نادرًا ما تفسر هذه النقاط الرئيسية أداء الماكينة داخل سير العمل الإنتاجي الحقيقي. الأهم من ذلك هو ما إذا كان النظام قادرًا على الحفاظ على جودة القطع عبر الورديات، ودعم الإنتاجية المستقرة، وتقليل
نصائح صيانة ماكينة تقليم الحواف لإنتاج أكثر سلاسة واستقراراً
الأحد, 26 أبريل 2026
في إنتاج الأثاث اللوحي، تظهر مشاكل كشف الحافة عادةً قبل أن تتوقف الآلة تمامًا. تصبح خطوط الغراء أقل تجانسًا، وتحتاج التشذيب النهائي إلى تصحيح أكثر، وتظهر علامات التغذية بشكل متكرر، أو تحتاج الزوايا إلى لمسات إضافية قرب نهاية الوردية. هذه ليست مجرد إزعاج في الصيانة. إنها علامة على أن محطة كشف الحافة تفقد الاتساق المطلوب