
 English
English  Español
Español  Italiano
Italiano  Deutsch
Deutsch  Français
Français  Português
Português  Türkçe
Türkçe  Русский
Русский  Tiếng Việt
Tiếng Việt  한국어
한국어  日本語
日本語  简体中文
简体中文 
ما هي المعالجة باستخدام التحكم الرقمي الحاسوبي (CNC) ثنائية الأبعاد؟
السبت, 25 أبريل 2026
كثيرًا ما يستخدم الأشخاص هذا المصطلح بطريقتين مختلفتين. تستخدمه إحدى المجموعات بشكل فضفاض للإشارة إلى “التشغيل الآلي غير المعقد للغاية”. بينما تستخدمه المجموعة الأخرى بشكل أكثر دقة لوصف منطق مسار التشغيل للبروفيلات والجيوب والحفر والمسارات المستوية الذي يبقى ضمن نموذج هندسي مسطح مع التحكم المباشر في الأعماق. الاستخدام الأول يخلق ارتباكًا. أما الاستخدام الثاني فيساعد
تصنيع باستخدام الحاسب الآلي بكميات صغيرة: كيفية الموازنة بين التكلفة، وقت التسليم، والمرونة
السبت, 25 أبريل 2026
القطع باستخدام الحاسب الآلي بكميات صغيرة يبدو بسيطًا حتى تصل المهمة إلى جدول العمل. أحجام الإنتاج مرتفعة جدًا للارتجال في النماذج الأولية البحتة، ومنخفضة جدًا لتوزيع تكاليف الإعداد عبر آلاف القطع، ومتنوعة بما يكفي لمعاقبة أي نظام يعتمد على التكرار المثالي. لهذا السبب، غالبًا ما يكون تشغيل الأعمال ذات الحجم الصغير أكثر صعوبة من النماذج
ماكينات القطع بالليزر للفولاذ المقاوم للصدأ: ما الذي يجب البحث عنه في ماكينة الإنتاج
السبت, 25 أبريل 2026
شراء قاطعة ليزر من الفولاذ المقاوم للصدأ للإنتاج نادرًا ما يتعلق بقدرة الماكينة على قطع الفولاذ المقاوم للصدأ على الإطلاق. السؤال الأصعب هو ما إذا كانت تستطيع الحفاظ على جودة الحافة، والاتساق البعدي، والإنتاج اليومي عندما يتحول عبء العمل من الفراغات البسيطة إلى الأجزاء المتداخلة، والألواح المرئية، والأقواس، والعلب، والطلبات المتكررة التي يجب أن تنتقل
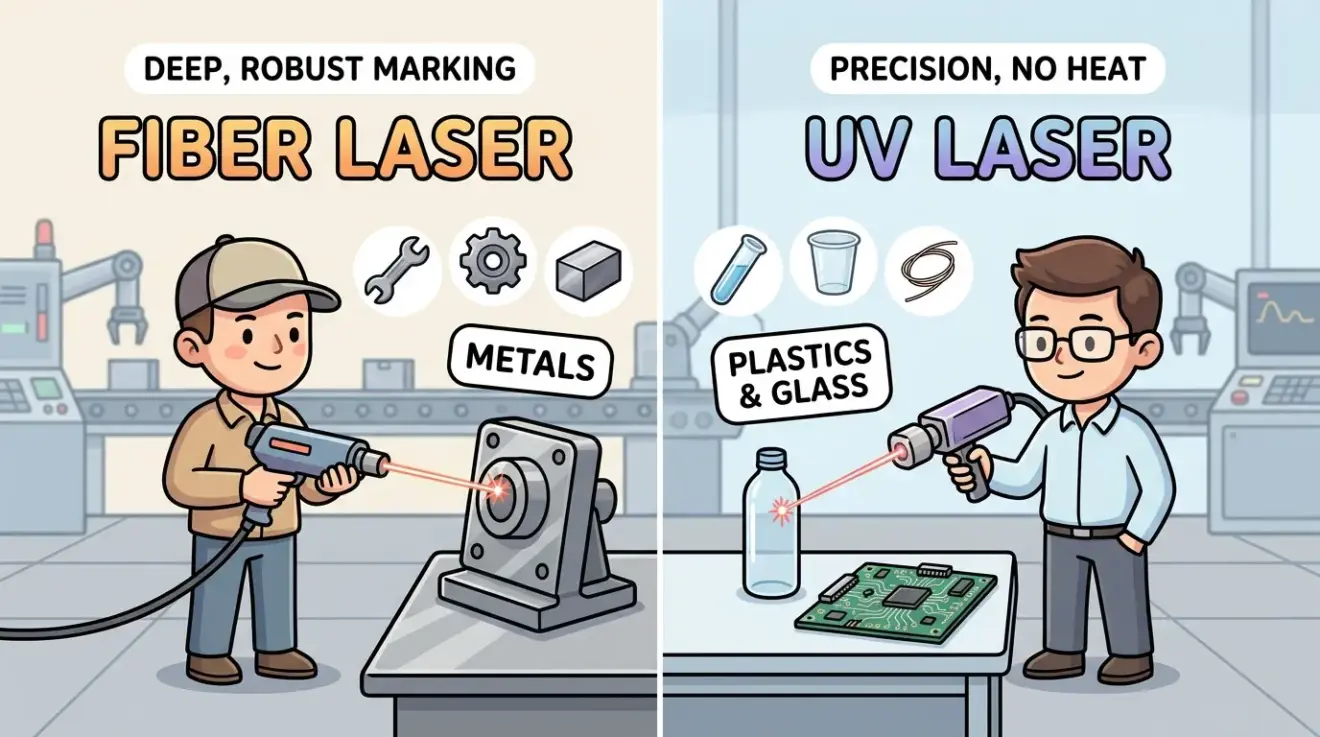
آلة الوسم بالليزر الليفي مقابل آلة الوسم بالليزر فوق البنفسجي: أيهما يناسب سير العمل الإنتاجي لديك؟
السبت, 25 أبريل 2026
اختيار بين آلة النقش بالليزر الليفي وآلة النقش بالليزر فوق البنفسجي ليس عادةً قرارًا يعتمد على العلامة التجارية أو مقارنة كتيبات. إنه قرار ملاءمة إنتاجية. إذا تمت مطابقة مصدر الليزر الخاطئ مع المادة، نادرًا ما تكون النتيجة طفيفة: قد تكون علامات المعادن أبطأ مما ينبغي، وقد تتغير ألوان الأسطح المطلية، وقد تظهر علامات الضرر الحراري
أفضل ماكينات الـCNC للمبتدئين: راوتر، ماكينة طحن، أم منصة مكتبية؟
الجمعة, 24 أبريل 2026
عبارة “آلة CNC للمبتدئين” تبدو بسيطة، لكنها تخفي المشكلة الأساسية: المبتدئون لا يدخلون مجال التحكم الرقمي من نفس الباب. طالب تقني يتعلم مسارات الأدوات يختلف عن صاحب ورشة أثاث ينتقل من القطع اليدوي إلى الإنتاج الرقمي. مصمم منتج يصنع نماذج أولية صغيرة يختلف عن ورشة لافتات تحتاج قدرة أكبر على القطع المسطح. عندما يتجاهل المشترون
- Published in Blog

خدمات التصنيع باستخدام الحاسب الآلي (CNC) القريبة مني مقابل الموردين عن بُعد: أيهما أفضل لمشروعك؟
الجمعة, 24 أبريل 2026
تلعب الجغرافيا دورًا في توريد ماكينات التحكم الرقمي (CNC)، لكنها نادرًا ما تحدد النتيجة بمفردها. يمكن للمورد المحلي والمورد البعيد تصنيع نفس القطعة بنجاح عندما يكون الرسم مستقرًا، ويكون مستوى المراجعة محددًا، وتكون طريقة الفحص متفقًا عليها، ويكون إيقاع التسليم متوقعًا. يحدث الانفصال الحقيقي عندما تكون المهمة لا تزال تُعلّم المشتري شيئًا جديدًا. قد تظهر
ما هي ضبط الفك في ماكينات التحكم الرقمي الحوسبي (CNC)؟
الجمعة, 24 أبريل 2026
إعداد الفكوك في ماكينات CNC هو عملية تجهيز فكوك الظرف بحيث يتم تثبيت الجزء المخروط في المكان الصحيح، بنمط تلامس مناسب، وبتكرارية كافية لتحمل القطع دون انزلاق أو تشويه. على الورق يبدو هذا روتينياً. على أرضية الورشة، هي واحدة من أسرع الطرق لتحويل عملية مستقرة إلى عملية غير موثوقة. عندما يكون إعداد الفكوك خاطئاً، غالباً
دليل ماكينة الحفر CNC 6040: السعة، الدقة، وحالات الاستخدام النموذجية
الجمعة, 24 أبريل 2026
تصنف أجهزة التوجيه فئة 6040 مشترين من نوع خاص. فهي كبيرة بما يكفي لتمثل خطوة هادفة إلى الأمام بعيدًا عن منصات الطاولات المزدحمة، ولكنها لا تزال مضغوطة بما يكفي لتناسب ورش العمل الصغيرة، وغرف النماذج الأولية، ومحلات اللافتات، ومختبرات المدارس، وزوايا الإنتاج مختلطة الاستخدام حيث تكون المساحة الأرضية محدودة. وهذا يجعلها واحدة من أسهل فئات
ماكينة الحفر بنظام التحكم الرقمي (CNC) Onefinity مقابل Shapeoko: أي منصة CNC للهواة تناسبك أكثر؟
الجمعة, 24 أبريل 2026
مقارنات بين Onefinity وShapeoko غالبًا ما تتحول إلى جدالات حول الولاء للعلامة التجارية، لكن المشترين لا يتخذون قرارات جيدة بشأن المعدات بهذه الطريقة. المقارنة المفيدة ليست حول أي مجتمع أعلى صوتًا أو أي آلة تجمع المزيد من المشاركات الحماسية في المنتديات. المقارنة المفيدة هي حول أي منصة تناسب الطريقة التي تخطط بها للعمل والتعلم واستكشاف
- Published in Blog
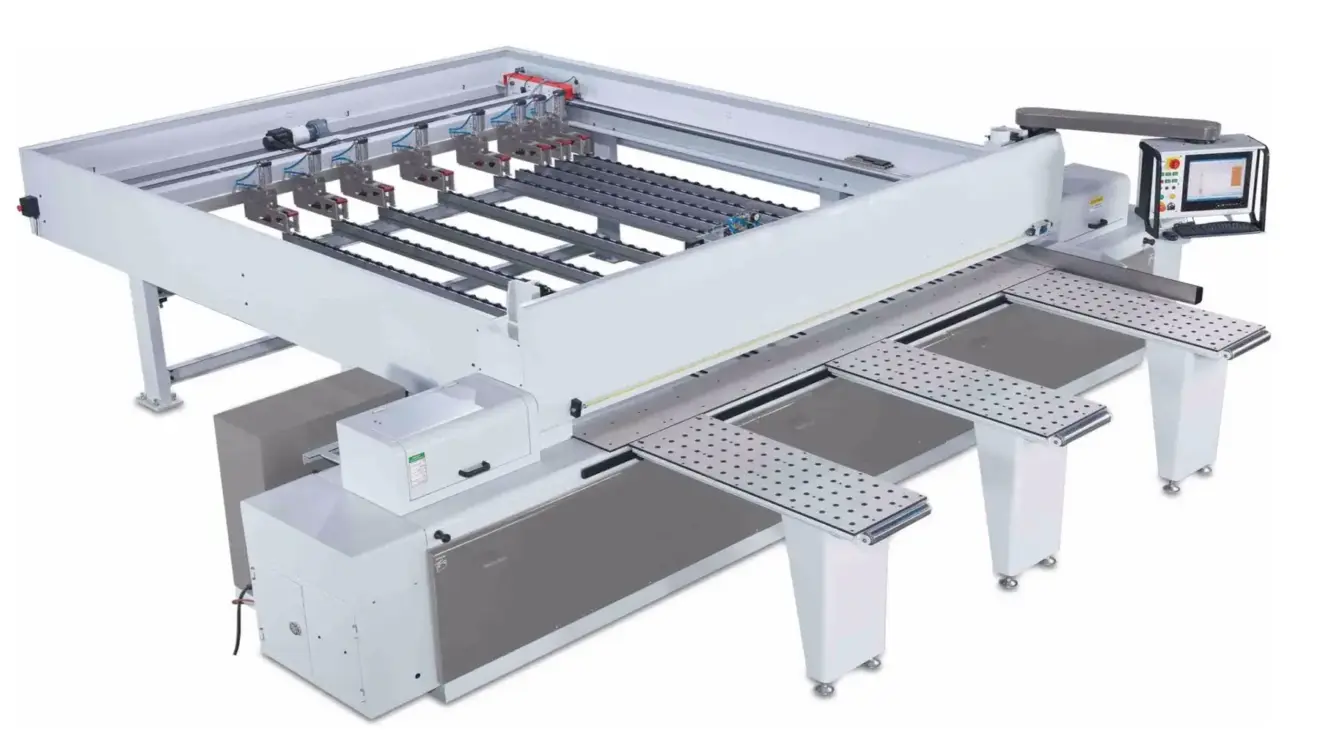
منشار الألواح مقابل منشار الشعاع: ما الفرق الحقيقي؟
الجمعة, 24 أبريل 2026
يبدأ العديد من المشترين بسؤال يبدو بسيطًا: هل منشار الألواح يختلف عن منشار العارضة، أم هما نفس الماكينة أساسًا؟ هذا الارتباك مهم لأن الإجابة تؤثر على كيفية مقارنة المعدات، وتفسير قوائم الموردين، وتحديد ما إذا كنت تشتري فئة ماكينات عامة أم تنسيق إنتاج محدد. الإجابة المختصرة هي: في مجال الأعمال الخشبية الصناعية، عادةً ما يكون
مختبر التحكم الرقمي بالحاسوب (CNC)، تبادل قطع CNC، ومصطلحات بحث CNC للسوق الصغير: ما الذي يبحث عنه المشترون بالفعل
الجمعة, 24 أبريل 2026
مصطلحات البحث مثل مختبر CNC، وتبادل CNC، وغيرها من عبارات CNC الخاصة بالأسواق الصغيرة عادةً ما تخبرك عن الشخص الباحث أكثر مما تخبرك عن الماكينة. يعلم المستخدم أنه قريب من اتخاذ قرار بشأن CNC، لكن القرار نفسه لم يكتمل بعد. ولهذا السبب تبدو نتائج البحث فوضوياً. تظهر الإعلانات المستعملة، وصفحات الهواة، ومحتوى التدريب، والوسطاء، وموردو
ما هي آلة الكتابة باستخدام الحاسب الآلي (CNC)؟
الجمعة, 24 أبريل 2026
آلة الكتابة بنظام التحكم الرقمي بالكمبيوتر (CNC) هي عادةً نظام حركة من نوع الراسمة، يقوم بتحريك قلم، أو ماركر، أو قلم رصاص، أو قلم استنسل، أو أداة كتابة مماثلة عبر سطح ما تحت تحكم مبرمج. بدلاً من إزالة المواد، فإنها تضع خطوطًا، ورموزًا، وأحرفًا، أو علامات تخطيط مرئية. هذا يجعلها مفيدة لأعمال القوالب، والرسم، ونقل

كيفية اختيار معدات التلبيس بالحواف لتطبيقات PVC وABS والميلامين
الجمعة, 24 أبريل 2026
عندما يقوم خط معالجة الألواح بتشغيل مهام PVC و ABS و Melamine من خلال نفس محطة تجميع الحواف، فإن الماكينة لم تعد مجرد إضافة حافة نهائية. إنها تحدد ما إذا كانت الألواح ستتقدم بخط لصق نظيف، ومظهر سطحي مقبول، وأبعاد مستقرة، أو ما إذا كانت العمالة ستدفع إلى الكشط، والتنقيح، والفرز، وإعادة العمل. لهذا السبب

ما الذي يجعل معدات التحكم الرقمي بالحاسب (CNC) الصناعية تستحق الاستثمار؟
الجمعة, 24 أبريل 2026
معظم المصانع لا تخسر أموالاً لأن إحدى الآلات أبطأ قليلاً على الورق. إنها تخسرها لأن المشغلين يستمرون في إعادة فحص الأبعاد، وتقطع الإعدادات سير الوردية، وتقوم الأقسام النهائية بتصحيح التباينات من المراحل السابقة، ويعتمد النمو بشكل كبير على عدد قليل من الأشخاص ذوي الخبرة. لهذا السبب فإن معدات التحكم الرقمي باستخدام الحاسب (CNC) الصناعية تستحق
3018 CNC طحن الألومنيوم: ما يعمل بالفعل على آلة صغيرة
الجمعة, 24 أبريل 2026
يمكن لآلة 3018 طحن الألومنيوم، ولكن فقط ضمن نطاق مريح ضيق. يتم تحديد هذا النطاق بشكل أقل بالتباهي على الإنترنت وأكثر بما إذا كانت المهمة تبقى هادئة بما يكفي للانتهاء دون إنقاذ مستمر. على آلة سطح المكتب، المرشح المهم ليس ما إذا كانت القاطعة يمكنها دخول الألومنيوم مرة واحدة. بل هو ما إذا كانت المهمة
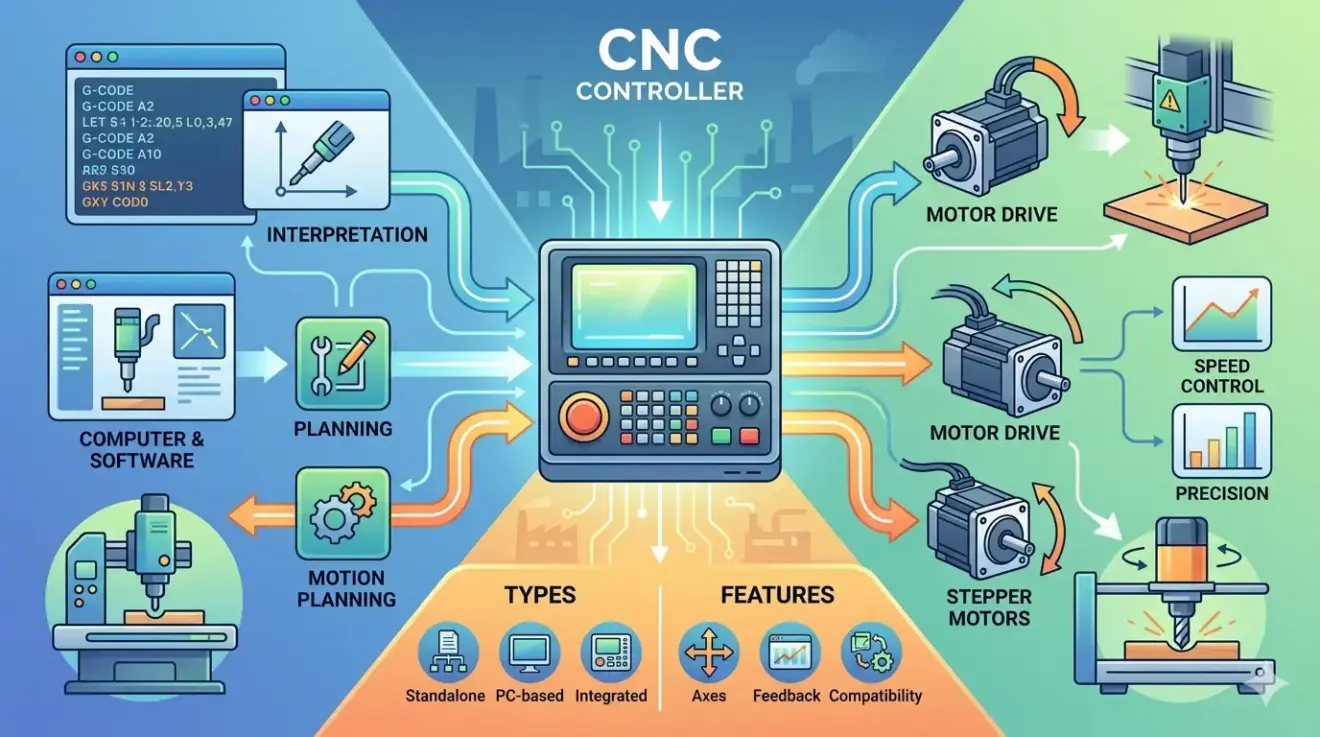
شرح وحدة التحكم CNC: ما الذي تفعله وكيفية اختيار واحدة
الجمعة, 24 أبريل 2026
غالبًا ما يُوصف جهاز التحكم الرقمي (CNC) بأنه عقل الآلة، لكن هذا التبسيط يخفي ما يحتاج المشترون حقًا إلى تقييمه. الوصف الأفضل هو أن جهاز التحكم هو الطبقة التي تحول النية الرقمية إلى سلوك على أرض الورشة. فهو يفسر البرنامج، وينسق الحركة، ويدير حالة الآلة، ويعالج الإنذارات، ويشرف على المدخلات والمخرجات، ويقرر مدى قابلية فهم
- Published in Blog
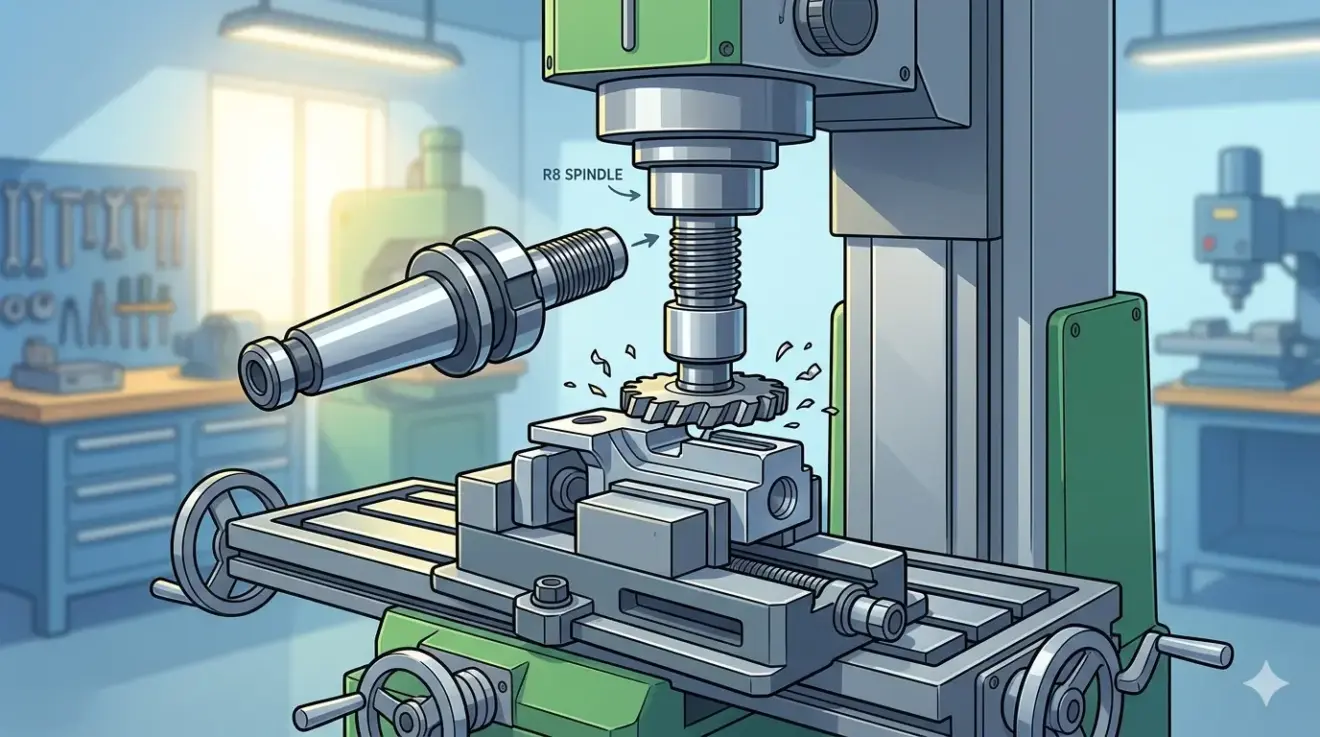
ما هو محور الطحن R8؟
الجمعة, 24 أبريل 2026
حامل التفريز من نوع R8 هو ترتيب أدوات يُستخدم في الماكينات المزودة بواجهة مغزل R8، وأكثرها شيوعًا ماكينات التفريز الركبية من نوع Bridgeport، وماكينات التفريز في غرف الأدوات، والعديد من المنصات المكتبية أو اليدوية الخفيفة. فهو يسمح بتركيب بعض أدوات القطع أو تجميعات القطع وتشغيلها عبر المغزل باستخدام آلية تثبيت بقضيب السحب، بدلاً من أنظمة
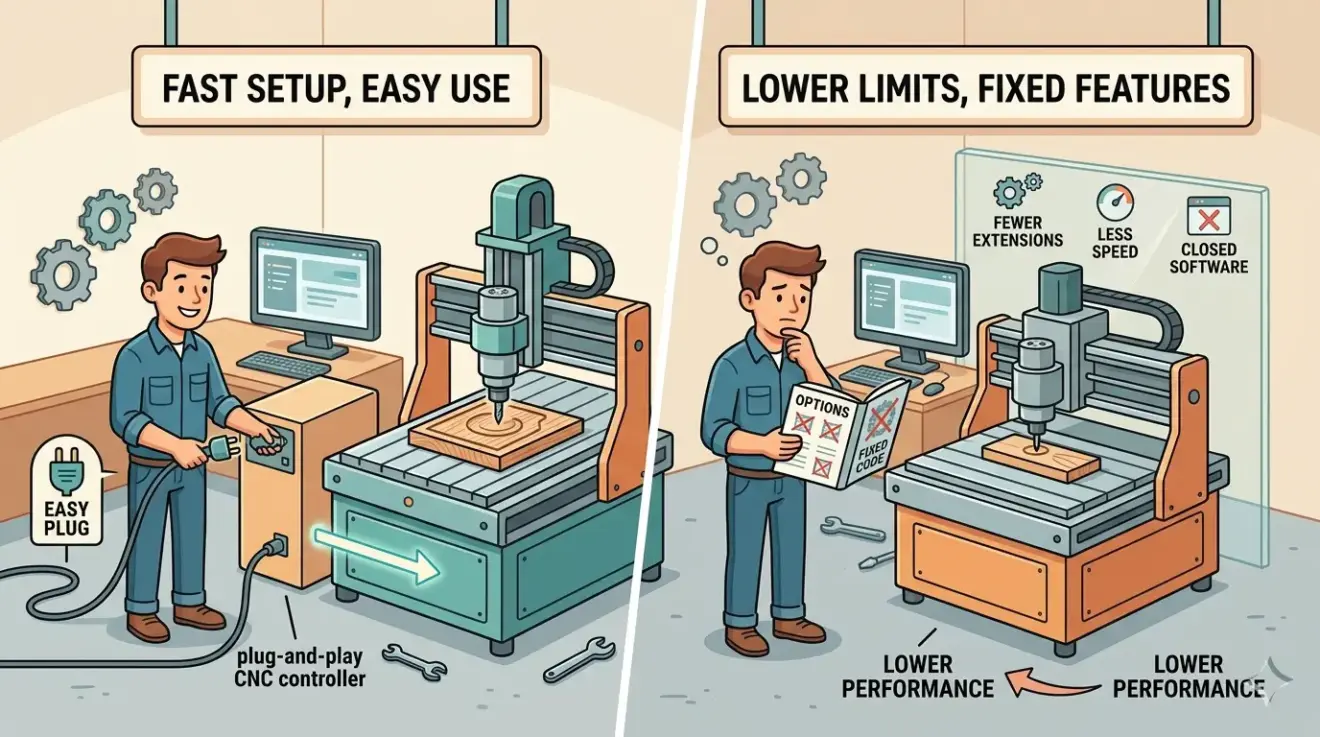
وحدات تحكم CNC الجاهزة للتشغيل الفوري: ما توفره وما تحدّه
الجمعة, 24 أبريل 2026
أجهزة التحكم الرقمية بنظام التشغيل الفوري (Plug-and-Play) جذابة لأنها تَعِد بمسارٍ أنظف وأسرع للحركة. بالنسبة للعديد من المستخدمين، هذه هي القيمة كاملة. بدلاً من تصميم لوحة تحكم من الألف إلى الياء، ومطابقة اللوحات والمحركات واحداً تلو الآخر، واستكشاف أخطاء كل قرار توصيل في الظلام، يحصل المشتري على حزمة أكثر اكتمالاً لتشغيل الماكينة، والتعامل مع التكامل
كيفية اختيار آلة منشار الألواح لمعالجة الخشب الرقائقي، إم دي إف، والميلامين
الجمعة, 24 أبريل 2026
عندما يقوم مصنع بتقطيع الخشب الرقائقي، وألواح MDF، والألواح المكسوة بالميلامين في نفس خط الإنتاج، تتوقف خلية النشر عن كونها مجرد محطة تقطيع بسيطة. بل تتحول إلى النقطة التي يتم فيها الحفاظ على جودة السطح، وحالة الحافة، والاستقامة، واستقرار الدفعة الواحدة، أو فقدانها قبل أن تبدأ عمليات تجليد الحواف، والحفر، والتجميع حتى. لهذا السبب، لا
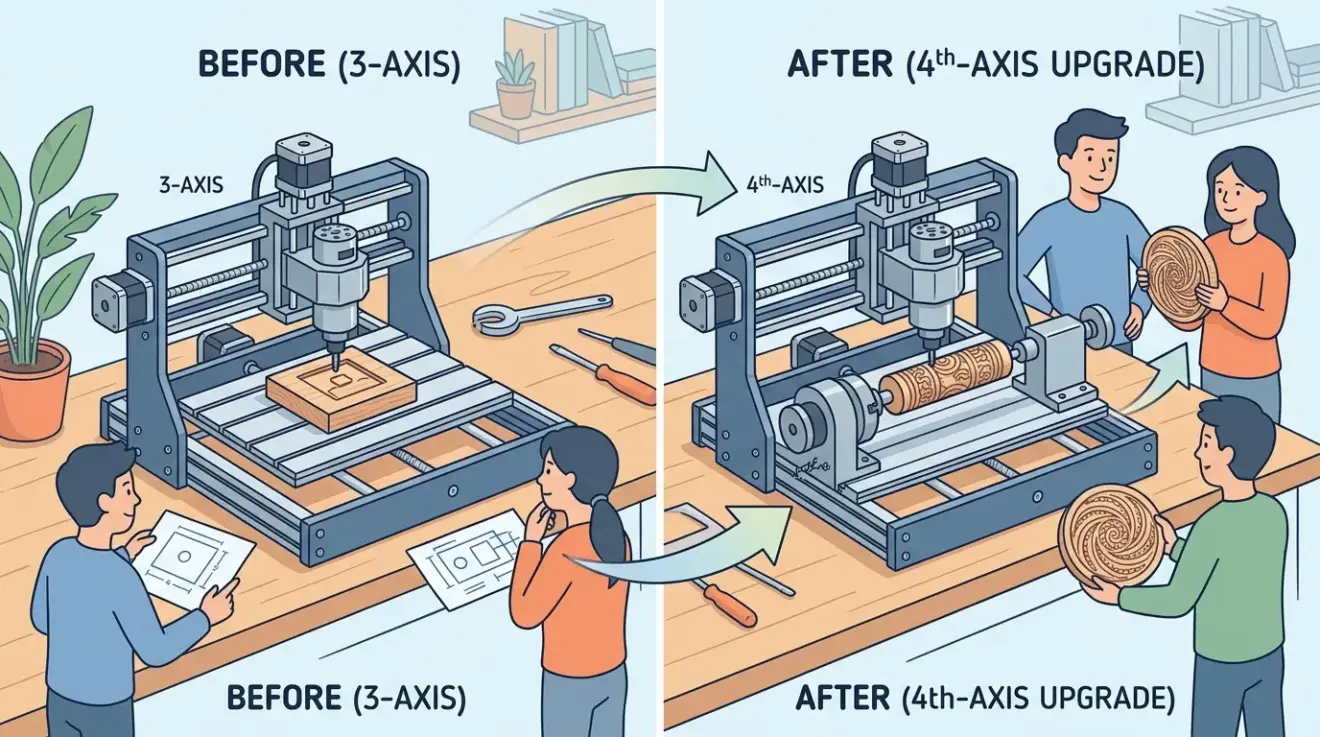
دليل ترقية المحور الرابع 3018: هل يستحق إضافة القدرة الدوارة؟
الجمعة, 24 أبريل 2026
مجموعة الدوران 3018 جذابة لأنها تبدو كأنها تفتح مجالًا جديدًا من القطع دون الحاجة لشراء آلة جديدة. العمل على الأسطح المسطحة يصبح مقيدًا، وتبدو القطع الأسطوانية مفيدة، ومحور إضافي واحد يبدو وكأنه يمنح قفزة كبيرة في القدرة. أحيانًا يحقق ذلك قيمة حقيقية، لكن ليس بالطريقة التي يتخيلها المشترون أولاً. ملحق الدوران يُغير كيفية تقديم قطعة

حافة الكبائن لإنتاج الكبائن: ما الذي يؤثر على الجودة، الإنتاجية، وإعادة التشغيل؟
الجمعة, 24 أبريل 2026
في إنتاج الخزائن، تصبح جودة الحواف هي المكان الذي تتجلى فيه الدقة في المراحل الأولية. يمكن للمصنع أن يقوم بقص الألواح وفرزها وحفرها بكفاءة، ولكن إذا خرجت الأجزاء المكسوة بالحواف من الخط مع خطوط لصق غير مستقرة، أو زوايا متكسرة، أو علامات تشطيب مرئية، فإن التكلفة تظهر لاحقًا في أعمال اللمسات الأخيرة وإعادة الفرز وتأخير
Tegara 690X، PM-940M ومنصات المطاحن الصغيرة الأخرى: ما يجب على المشترين مقارنته
الجمعة, 24 أبريل 2026
المشترون الذين يبحثون عن آلات مثل Tegara 690X، ومطاحن فئة PM-940M، والمنصات المدمجة المماثلة يحاولون عادةً ترك فئة الماكينات المكتبية دون القفز مباشرةً إلى شراء مركز تشغيل صناعي متكامل. يبدو ذلك بسيطًا، لكنه يُحدث واحدة من أكثر مشكلات المقارنة تعقيدًا في سوق المطاحن الصغيرة. أسماء العلامات التجارية، ومناقشات النماذج، وتوصيات المنتديات تجعل هذه الآلات تبدو
- Published in Blog
تطبيقات آلة الوسم بليزر الألياف للأجزاء الصناعية
الجمعة, 24 أبريل 2026
في إنتاج القطع الصناعية، نادرًا ما تكون العلامة مجرد تفصيل تجميلي. غالبًا ما تحتاج الأرقام التسلسلية، ومعرفات الدُفعات، ورموز بيانات المصفوفة، والشعارات، ومعلومات الامتثال إلى البقاء مقروءة بعد التشغيل الآلي، والتنظيف، والتجميع، والشحن، أو الخدمة الميدانية. عندما تفشل العلامات، تتباطأ إمكانية التتبع، وتقرأ الماسحات الضوئية القطع بشكل خاطئ، ويفقد المشغلون الوقت في إعادة وضع العلامات
آلة القطع بالليزر الصناعية للفولاذ المقاوم للصدأ والفولاذ الكربوني
الخميس, 23 أبريل 2026
اختيار إعداد قاطع ليزر واحد مناسب للفولاذ المقاوم للصدأ والفولاذ الكربوني يبدو فعّالاً من الناحية النظرية، لكن القرار الحقيقي لا يقتصر ببساطة على ما إذا كانت آلة واحدة يمكنها قطع كلتا المادتين. السؤال الحقيقي هو: هل تستطيع الآلة، واستراتيجية الغاز، ومستوى الأتمتة، والتحكم في العملية، تقديم جودة الحافة، والإنتاجية، والاتساق في العمليات اللاحقة التي يحتاجها
دليل شراء طاولة القطع بالبلازما CNC لورش تشغيل المعادن
الخميس, 23 أبريل 2026
يتم بيع العديد من مشتريات طاولات البلازما بأسهل الأرقام التي تستحق الإعجاب: حجم السرير، السرعة القصوى، أو وعد عام بضرورة نقل القطع الحراري إلى الداخل. هذه نقاط بداية ضعيفة. السؤال الأقوى هو ما هو نوع خلية القطع التي تحاول الورشة بناؤها فعليًا. طاولة البلازما ليست مجرد شعلة متحركة فوق الصفائح أو الألواح. إنها محطة يجب

كيفية اختيار آلة القطع بالليزر للأكريليك الخاصة بالمنتجين وصناع اللافتات
الخميس, 23 أبريل 2026
عادةً ما يتم الموافقة على ماكينة قطع الأكريليك بالليزر بناءً على جودة العينة. يأتي الاختبار الأصعب لاحقًا، عندما يمزج الجدول اليومي بين ألواح اللافتات ذات العلامات التجارية، وأجزاء العرض الشفافة، وواقيات الماكينات، والأغطية الوظيفية، والأعمال المخصصة قصيرة المدة، وكلها تحتاج إلى أن تخرج من الماكينة بشكل متناسق ومتوافق بشكل صحيح. بالنسبة لمصنعي الأكريليك وصانعي اللافتات
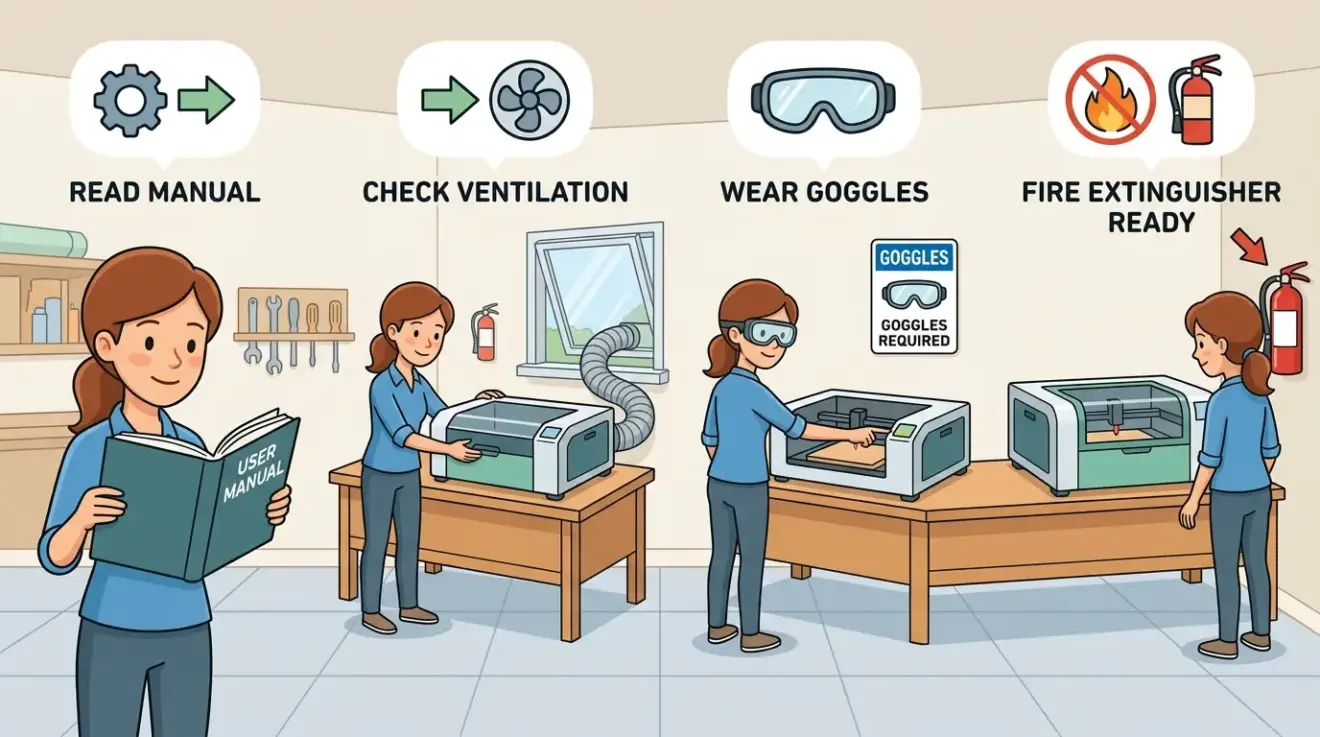
دليل سلامة استخدام قاطع الليزر المنزلي للمستخدمين الجدد: ما يجب التحكم فيه قبل القص الأول
الخميس, 23 أبريل 2026
معظم المستخدمين الجدد يعتقدون أن السلامة من الليزر تبدأ عند تشغيل الشعاع. لكن في الواقع، تحدث الأخطاء الأكبر عادةً في مراحل مبكرة: وضع المواد الخطأ على طاولة القطع، أو التعامل مع التهوية كخيار إضافي، أو تجاهل اشتعال صغير باعتباره أمرًا طبيعيًا. في ورشة العمل المنزلية، أو المرآب، أو مساحة الإنتاج الجانبية، تتفاقم هذه الأخطاء بشكل
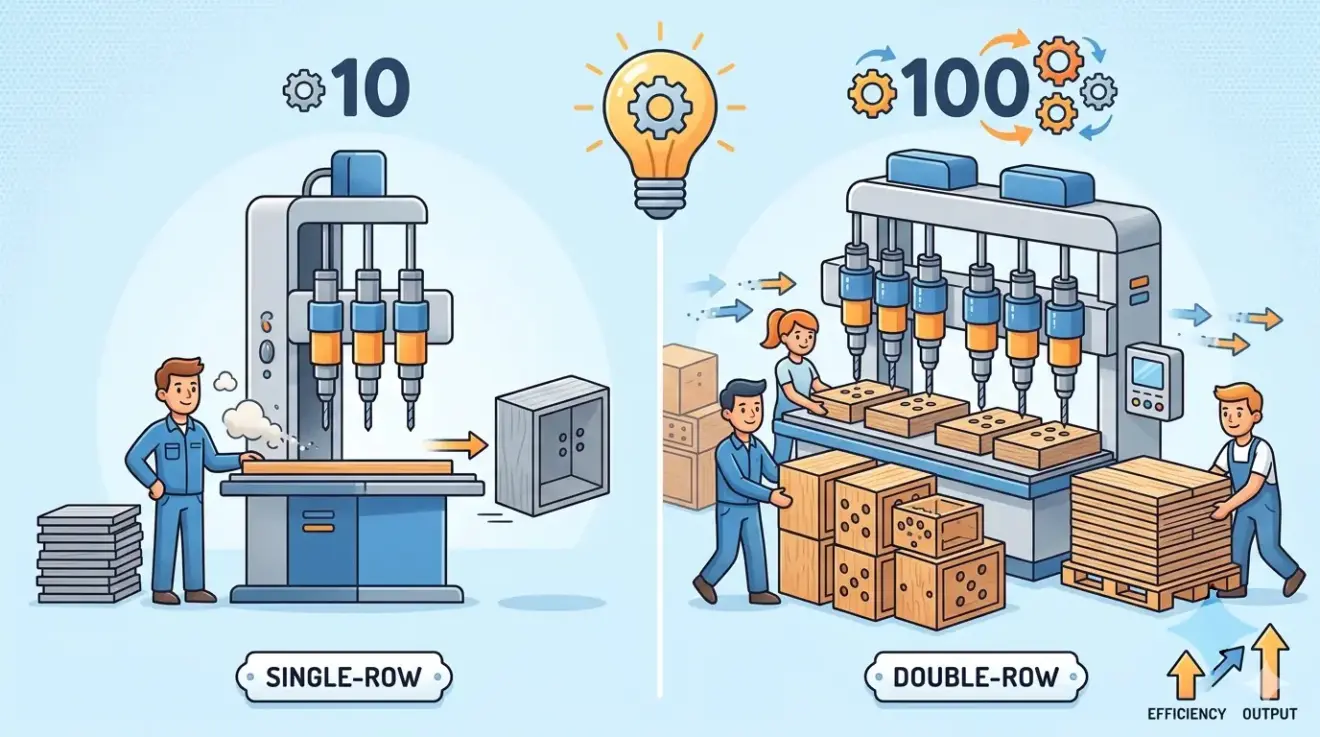
مقارنة ماكينة الشَّق بصف واحد وصفين: أي التصميم يُناسب إنتاجك؟
الخميس, 23 أبريل 2026
عندما تبدأ جوانب الخزانات والأرفف وأجزاء الأدراج في الاصطفاف أمام آلة الحفر، تطلب العديد من المصانع “إنتاجية أعلى”. لكن السؤال الحقيقي ليس أي آلة تبدو أسرع على الورق، بل كم عدد الأجزاء المثقوبة بشكل صحيح التي تغادر المحطة دون معالجة إضافية أو فحوصات متكررة أو مشاكل في التجميع اللاحق. يمكن لكل من آلة الحفر ذات
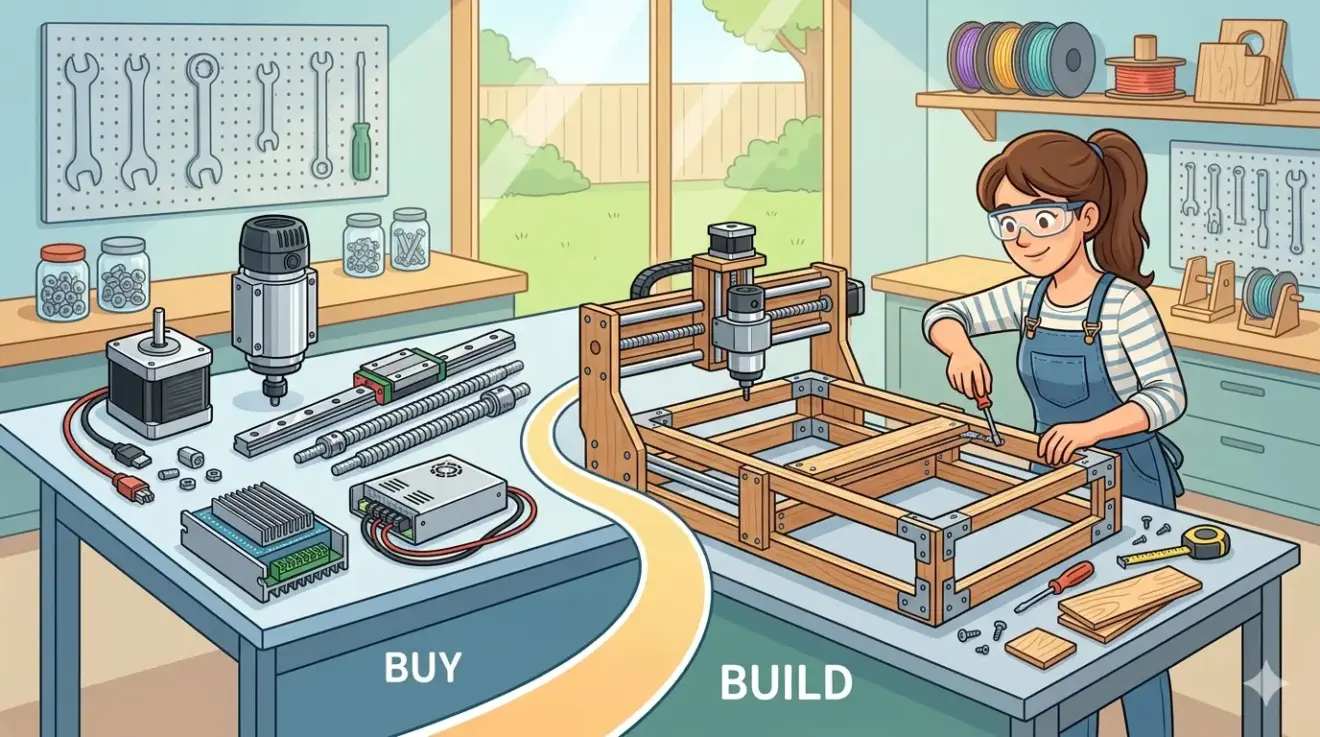
ماكينة CNC بنظام (افعلها بنفسك): ما يجب بناءه بنفسك وما يجب شراؤه جاهزًا
الخميس, 23 أبريل 2026
مشاريع CNC التي يمكن تنفيذها بنفسك تجذب الناس لأسباب وجيهة. بناء آلة بنفسك يمكن أن يقلل التكلفة المبدئية الظاهرية، ويعمق فهمك لأنظمة الحركة، ويمنحك التحكم في خيارات التخطيط، ويخلق منصة مخصصة لنوع معين من العمل. بالنسبة للمتعلمين والمجربين والبنائين العمليين، فإن العملية نفسها لها قيمة حقيقية. ولكن هناك فرق كبير بين بناء آلة CNC كمشروع
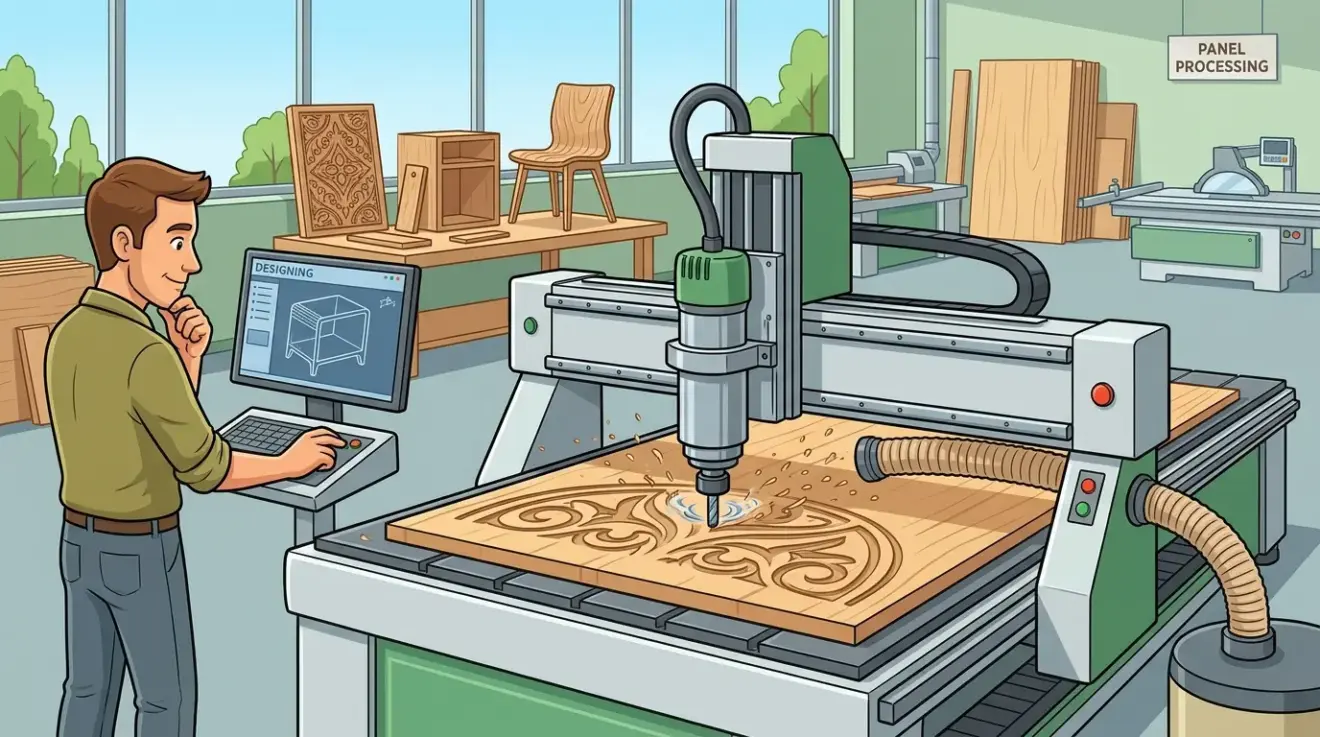
شرح آلة CNC Router: أفضل الاستخدامات في النجارة ومعالجة الألواح
الخميس, 23 أبريل 2026
تصبح آلة CNC ذات قيمة في النجارة فقط عندما تتطلب المهمة ما لا تستطيع سير العمل القائمة على المناشير تحقيقه بكفاءة. هذه هي الطريقة الأوضح لفهم الآلة. إن آلة الـ Router ليست مجرد منشار متطور، بل هي منصة رقمية للقطع والتشكيل تثبت قيمتها عندما تكون الهندسة، وتكامل التثقيب، والتنوع أكثر أهمية من مجرد إنتاجية الألواح
- Published in Blog
طائر نقار الخشب CNC وأجهزة التوجيه المكتبية المماثلة: ما ينبغي أن يتوقعه المشتركون
الخميس, 23 أبريل 2026
تجذب راوترات سطح العمل المشترين لأنها تجعل تقنية الـ CNC تبدو في متناول اليد. الماكينة صغيرة بما يكفي لتناسب المساحات المحدودة، وبأسعار معقولة بما يكفي لتقليل المخاطر، ومألوفة بما يكفي لإيحاء بأن العمل الجاد قد يكون ممكناً دون استثمار صناعي ضخم. بالنسبة للعديد من المشترين، هذا المزيج هو بالضبط ما يجعل ماكينة من فئة “وودبيكر”
Benchman VMC 5000، Maho 600، Devlieg 2B 36، وماكينات CNC القديمة: متى تظل الآلات الأقدم منطقية
الخميس, 23 أبريل 2026
ماكينات التحكم الرقمي القديمة تبدو رخيصة فقط في يوم شرائها. بعد ذلك، تصبح اختبارًا للملكية. بعض الورش تجتاز هذا الاختبار لأنها تعرف عائلة التحكم، ويمكنها تشخيص المشكلات الكهربائية والميكانيكية، ولديها توقعات واقعية، وتدير أعمالًا تناسب الآلات القديمة. ورش أخرى تفشل فيه لأنها اشترت قصة المسبوكات الثقيلة وسعر الدخول المنخفض دون تقدير مخاطر التحكم، والتعطل أثناء
ما هو تثبيت الأجزاء الدائرية لأغراض الشغل؟
الخميس, 23 أبريل 2026
إليك الترجمة المطلوبة لمحتوى الآلات إلى اللغة العربية، مع الحفاظ على بنية HTML كما هي دون تغيير: الأجزاء الدائرية تُحدث نوعًا معينًا من المشاكل في التشغيل الآلي: يبدو القطع مشبوهًا، لكن التثبيت غالبًا ما يكون المشكلة الحقيقية. يظهر العمود انزياحًا يبدو وكأنه مشكلة في المغزل. تتشوه جلبة رفيعة قليلاً ويُلقى اللوم على الأداة. ترفض عملية
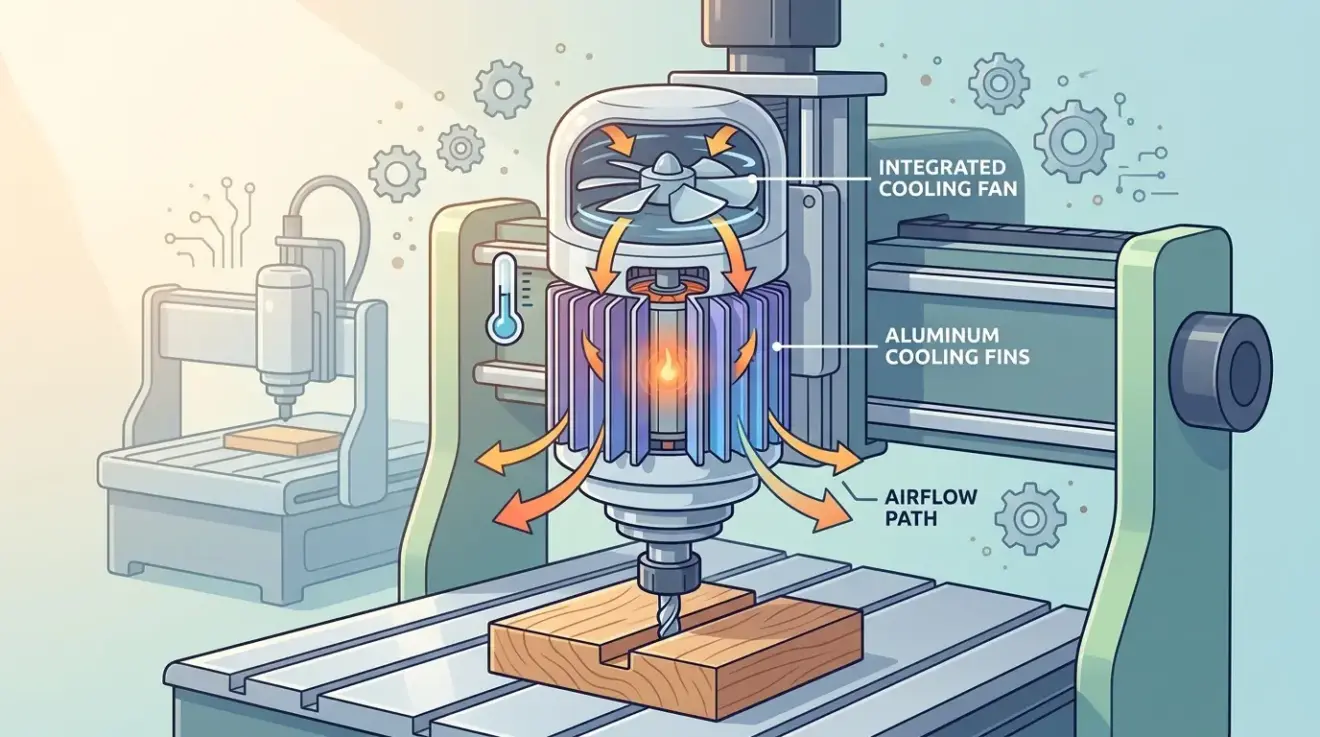
ما هو مغزل CNC المبرد بالهواء؟
الخميس, 23 أبريل 2026
مغزل CNC مبرد بالهواء هو مغزل يدير الحرارة من خلال تدفق الهواء بدلاً من حلقة دوران السوائل. من الناحية العملية للماكينة، يعني ذلك عادةً أن جسم المغزل يعتمد على حركة الهواء التي يدفعها المروحة وانتقال الحرارة إلى البيئة المحيطة بدلاً من الاعتماد على خراطيم، مضخات، خزانات، مبردات، أو سائل تبريد يدور عبر نظام مغلق. يبدو
- Published in Blog

ماكينات تلصيق الحواف للألواح المستقيمة مقابل الألواح المشكلة: اختيار سير العمل المناسب
الخميس, 23 أبريل 2026
غالبًا ما تبدو مشكلات تشطيب الحواف متشابهة في نهاية الإنتاج. يمكن أن يظهر خط غراء مرئي، أو صنفرة يدوية إضافية، أو مظهر حافة غير متناسق على الجزء النهائي. لكن السبب الجذري ليس هو نفسه دائمًا. المصنع الذي يعالج ألواحًا مستقيمة متكررة يحل مشكلة مختلفة تمامًا عن المصنع الذي يعالج أجزاء منحنية أو مستديرة أو غير
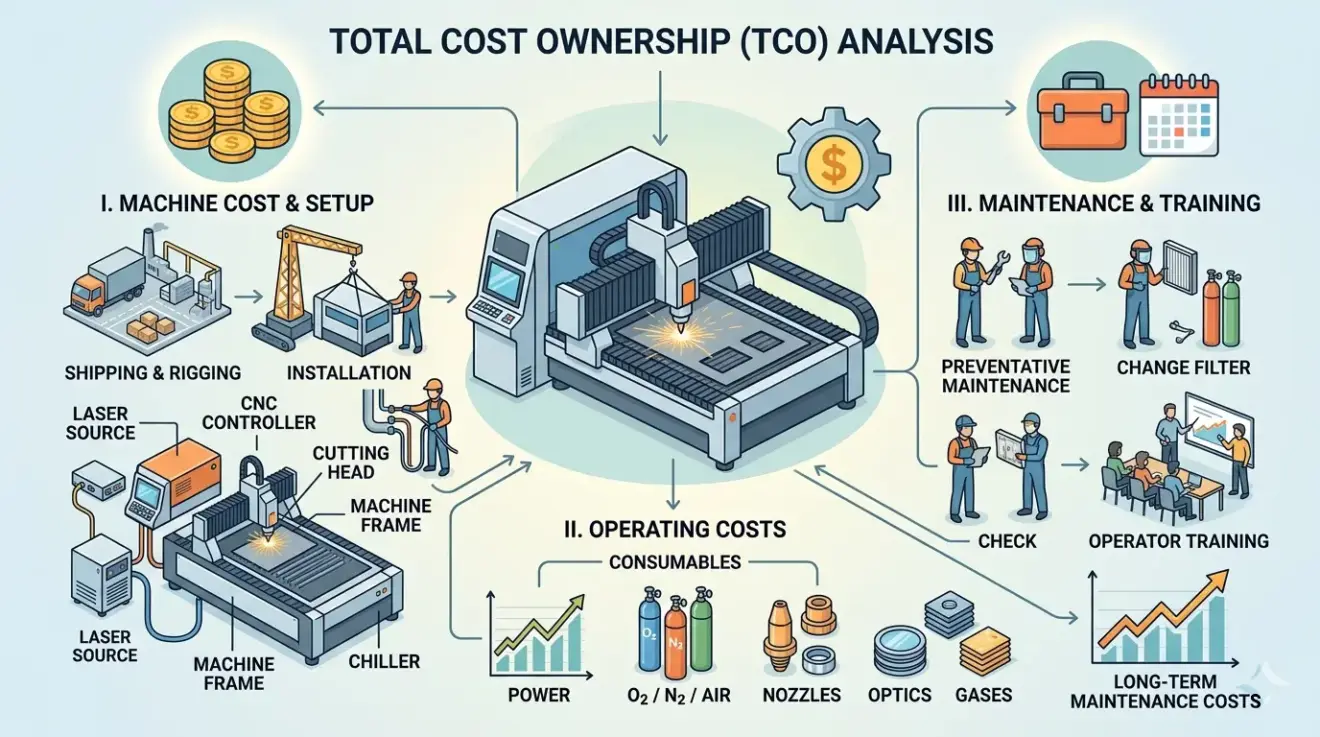
تحليل تكلفة قاطعة الليزر الصناعية: الآلة والتركيب والصيانة
الخميس, 23 أبريل 2026
عندما يصل عرض مكنة القطع بالليزر الصناعي إلى مكتب المشتري، يحظى الرقم الأول عادةً باهتمام مفرط. قد يبدو عرض الماكينة المجردة تنافسيًا حتى تتم إضافة تكاليف الشفط، التبريد، الأعمال الكهربائية، التشغيل التجريبي، تدريب المشغلين، قطع الغيار، والصيانة الوقائية إلى الصورة. بالنسبة للمشترين الذين يقارنون قواطع وحفارات الليزر للخشب، الأكريليك، والمواد المماثلة غير المعدنية، فإن قرار
مقارنة بين اللولب الكروي CNC والرف والترس: أي نظام قيادة يناسب ماكينتك؟
الخميس, 23 أبريل 2026
غالبًا ما يتعامل المشترون مع مقارنة الكرة اللولبية مقابل الجريدة المسننة والترس كأنهم يقارنون مستويات التجهيز على نفس الماكينة. هذا الإطار خاطئ من البداية. نظام الدفع ليس شارة مكانة. إنه جزء من بنية الحركة، وبنية الحركة لا تكون منطقية إلا عندما ترتبط بالماكينة الحقيقية: طول المحور، كتلة الجسر، حمل العمل، توقعات السرعة، ثقافة الصيانة، ونوع
أدوات نقش الزجاج: أفضل حالات الاستخدام، حدود العملية، ونصائح المواد
الخميس, 23 أبريل 2026
عندما يسأل المشترون عن آلة نقش الزجاج، فإنهم غالباً ما يقصدون مهام مختلفة جداً: شعارات مطفيّة على أدوات الشرب، رسومات زخرفية على الألواح المسطحة، علامات تجارية على قطع الهدايا، أو علامات تعريفية بكميات صغيرة على مكونات زجاجية مكتملة. قد تقع هذه المهام تحت تصنيف واحد، لكنها لا تحمل نفس المخاطر. في الإنتاج الفعلي، لا يتعلق
أجزاء الخراطة باستخدام الحاسب الآلي (CNC): نصائح تصميمية لتحقيق دقة أفضل وتكلفة أقل
الخميس, 23 أبريل 2026
أصبحت الأجزاء المخروطة أرخص وأكثر دقة عندما تتيح الهندسة لعملية الخراطة إنجاز معظم العمل بشكل نظيف ومتوقع. وتصبح أبطأ وأكثر خطورة وصعوبة في التسعير عندما يبدو المظهر الجانبي بسيطًا على الرسم فحسب، لكنه يعتمد بصمت على صعوبة وصول الأداة، وضعف الصلابة، أو تفاوتات التسامح المطلقة، أو العمليات الثانوية التي لم يتم تصميمها في المسار بشكل
خدمات الطحن باستخدام الحاسب الآلي: ما يجب التحقق منه قبل الاستعانة بمصادر خارجية للأجزاء الدقيقة
الخميس, 23 أبريل 2026
نادرًا ما يفشل الاستعانة بمصادر خارجية للطحن الدقيق بسبب عدم وجود موردين مستعدين لتقديم عروض أسعار للعمل. بل يفشل لأن الكثير من مشكلة التحكم الحقيقية تظل ضمنية. يوجد الرسم، وتُحدد الكمية، ويُعرف تاريخ الاستحقاق، ومع ذلك لا يزال الجميع يتخيل منتجًا تسليميًا مختلفًا، ومعيارًا مختلفًا للقطعة الأولى، وعبء فحص مختلفًا، أو مسار استجابة مختلفًا عندما