
 English
English  Español
Español  Italiano
Italiano  Deutsch
Deutsch  Français
Français  Português
Português  Türkçe
Türkçe  Русский
Русский  Tiếng Việt
Tiếng Việt  한국어
한국어  日本語
日本語  简体中文
简体中文 
كيفية مقارنة عروض أسعار ماكينات التحكم الرقمي (CNC) دون تفويت تفاصيل جوهرية
السبت, 18 أبريل 2026
عندما تجمع مصنع عدة عروض أسعار لآلات التحكم الرقمي باستخدام الحاسوب (CNC)، فإن الخطر الأكبر ليس دفع مبلغ زائد. بل هو افتراض أن العروض قابلة للمقارنة بشكل مباشر، بينما هي ليست كذلك. قد يقوم أحد الموردين بتسعير الآلة فقط. وقد يشمل مورد آخر البرمجيات، والأدوات، والتشغيل، والتدريب. وقد يقوم مورد ثالث بتجميع التشغيل الآلي الذي

مقارنة بين آلة القطع بالليزر الصغيرة وآلة القطع بالليزر كبيرة الحجم: أيهما يناسب سير عملك الإنتاجي؟
السبت, 18 أبريل 2026
الاختيار بين قاطعة ليزر صغيرة وآلة قطع ليزر كبيرة الحجم ليس عادةً مسألة شراء نظام “أكبر” أو “أفضل”. إنه مسألة مطابقة تنسيق الآلة مع تدفق المواد، وحجم القطعة، واستراتيجية التعشيش، والمساحة الأرضية، ونوع الطلبات التي تعالجها ورشتك يوميًا. بالنسبة لبعض المصنّعين، تعتبر الآلة الأصغر هي الخيار الأكثر كفاءة لأنها تُبقي الاستثمار منضبطًا وتدعم الأعمال المخصصة
ماكينات النماذج الأولية مقابل ماكينات الإنتاج: كيفية اختيار النهج الصحيح
السبت, 18 أبريل 2026
تصنيع النماذج الأولية والتصنيع الإنتاجي قد يستخدمان معدات متشابهة، لكنهما يخدمان أهدافًا تجارية مختلفة. الخلط بين هذه الأهداف هو من أسهل الطرق لإضاعة الوقت والمال في تطوير الأجزاء. عادةً ما يهدف العمل على النماذج الأولية إلى التعلم السريع، واختبار الهندسة، وتحديد مشكلات التصميم قبل أن تصبح باهظة الثمن. أما التصنيع الإنتاجي فيرتكز على قابلية التكرار،
- Published in Blog

ماكينة صنفرة الحزام العريض مقابل ماكينة الصنفرة الأسطوانية: أيهما يناسب ورشتك؟
السبت, 18 أبريل 2026
عندما يبدأ الصنفرة في إبطاء تدفق الألواح، rarely ما تكون المشكلة مجرد سرعة الحك. عادة ما تكون مزيجًا من التمريرات المتكررة، والتحكم غير المتساوي في السُمك، والإعداد السطحي غير المتناسق، والوقت الزائد الذي يقضيه المشغل في محاولة جعل العملية التالية تعمل بسلاسة. لهذا السبب، فإن مقارنة صنفرة الحزام العريض مع صنفرة الأسطوانة هي في الواقع
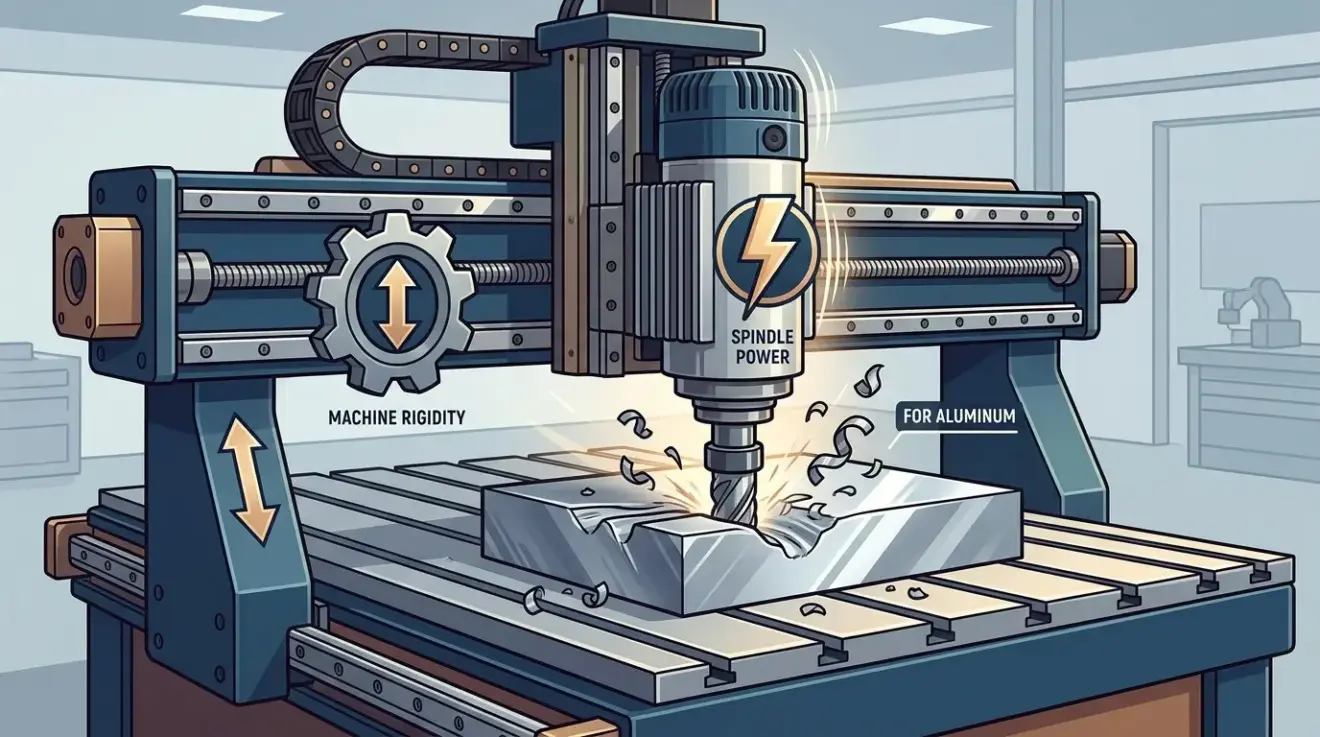
آلة CNC للألمنيوم: ما هي صلابة الماكينة وقوة المغزل التي تحتاجها؟
السبت, 18 أبريل 2026
يسأل العديد من المشترين ما إذا كان بإمكان جهاز التوجيه بنظام التحكم الرقمي باستخدام الحاسب (CNC) قطع الألمنيوم، وكأن الإجابة تكمن في رقم واحد لقدرة العمود الدوراني. وهنا يبدأ القرار عادةً بالانحراف. قطع الألمنيوم ليس مجرد مسألة تتعلق بالحصانية الرئيسية المذكورة. إنه مسألة تتعلق بنافذة العملية. بمجرد أن يصبح القطع حساسًا للانحراف، وتكدس الرايش، والحرارة،
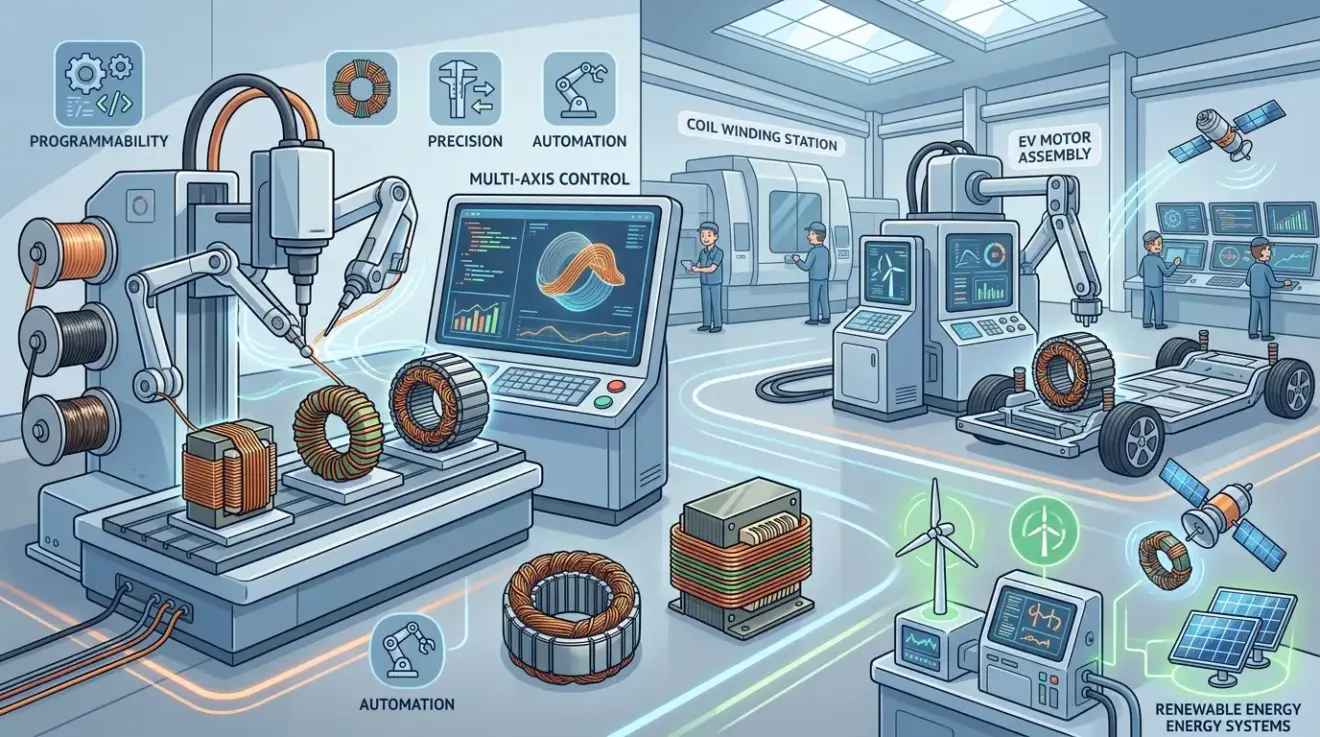
شرح ماكينات اللف باستخدام الحاسب الآلي (CNC Winding Machines): أماكن استخدامها وكيف تختلف عن أدوات CNC القياسية
السبت, 18 أبريل 2026
آلات اللف ذات التحكم الرقمي الحاسوبي (CNC) تحتل مكانًا غريبًا في الأتمتة الصناعية لأن الحروف “CNC” تجعل العديد من المشترين يفكرون أولاً في المطاحن، والمخارط، والرواتر، والليزر، أو غيرها من الآلات التي تزيل المواد. اللف مختلف. آلة اللف لا تكسب قيمتها بقطع الشغل إلى أشكال هندسية. إنها تكسب قيمتها بالتحكم في كيفية تغذية السلك، أو
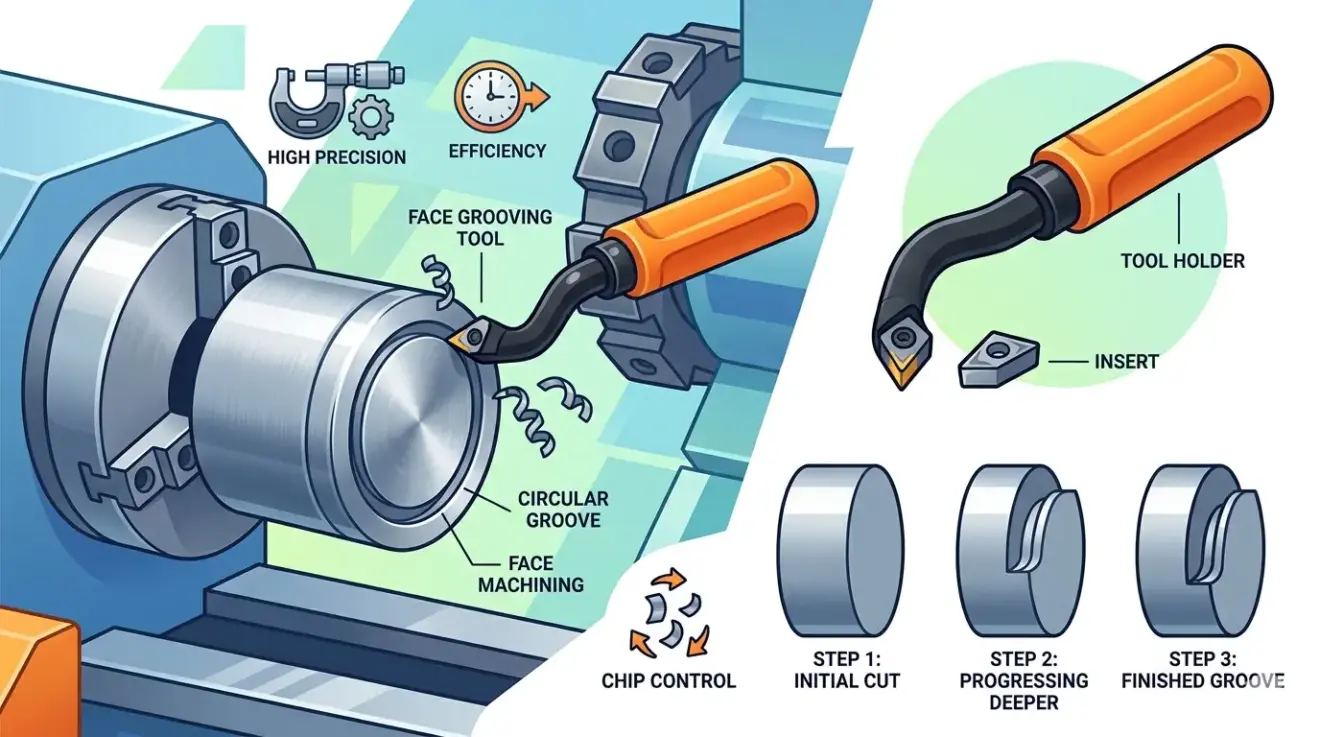
ما هي أداة تجويف الوجه في الخراطة باستخدام الحاسب الآلي (CNC)؟
السبت, 18 أبريل 2026
من السهل التقليل من شأن أداة خراطة الأخاديد السطحية لأن الشكل الهندسي الذي تقطعه غالبًا ما يبدو صغيرًا على المخطط. في أعمال الخراطة الحقيقية، غالبًا ما تكون الأخاديد السطحية عبارة عن خصائص وظيفية ذات تفاوت ضئيل جدًا في الوصول غير الدقيق، أو تراكم الرايش، أو الانحراف. إذا كان الأخدود موجودًا من أجل حلقة تثبيت، أو
- Published in Blog

عيوب الصنفرة الشائعة وكيف يساعد جهاز الصنفرة ذو الحزام العريض في منعها
السبت, 18 أبريل 2026
في الأثاث اللوحي، والأبواب، والأجزاء المكسوة بالقشرة، ومكونات الخشب الصلب، تظهر عيوب الصنفرة عادةً بعد محطة واحدة متأخرة جدًا. يبدو اللوح مقبولاً عند خروجه من خلية الصنفرة، ولكن بمجرد وصوله إلى الطلاء، أو تغشية الحافة، أو تجميل التصفيح، أو الفحص النهائي، تصبح التكلفة الحقيقية واضحة: ظهور خطوط الخدش من خلال التشطيب، تأثير اختلاف السمك على
قواطع طحن ثنائي الفينيل متعدد الكلور: كيفية اختيار الأداة المناسبة للأعمال ذات المسارات الصغيرة
الجمعة, 17 أبريل 2026
اختيار أداة قطع PCB للعمل على المسارات الدقيقة ليس مجرد تفصيلة بسيطة في الأدوات. بل هو أحد العوامل الرئيسية التي تحدد ما إذا كانت سيرورة العمل على النماذج الأولية للوحات تسير بشكل محكوم أم لا يمكن التنبؤ به. عندما تصبح الميزات صغيرة، فإن هندسة الأداة، والانحراف المحوري، وثبات العمق، وتثبيت المادة، وسلوك المغزل كلها تصبح
مركز الخراطة باستخدام الحاسب الآلي (CNC) مقابل المخرطة القياسية: متى تكون العمليات المتكاملة مهمة
الجمعة, 17 أبريل 2026
الفرق الحقيقي بين المخرطة القياسية ومركز الخراطة ليس أن أحدهما يبدو أحدث أو أكثر إثارة للإعجاب. الفرق الحقيقي هو أن أحدهما عادةً ما يدعم مسار خراطة أبسط، بينما يُختار الآخر عندما ترغب الورشة في الاحتفاظ بجزء أكبر من القطعة داخل بيئة آلة واحدة مُتحكم بها. هذا الأمر مهم لأن العديد من الأخطاء المالية الكبيرة تحدث
ماكينة قص الليزر للبيع: ما الذي يجب على المشترين الصناعيين التحقق منه قبل الشراء
الجمعة, 17 أبريل 2026
عندما يبحث المشترون عن قاطع ليزر للبيع، فإن سعر القائمة عادةً ما يكون أقل إشارة موثوقة. يمكن أن يبدو جهازان متشابهين في عرض السعر أو معرض المنتجات، لكنهما يحققان نتائج مختلفة تمامًا بمجرد طلب قص الأكريليك بشكل نظيف، أو نقش الخشب باستمرار، أو العمل يومًا بعد يوم دون انقطاع في سير العمل. بالنسبة للمشترين الصناعيين

أفضل ممارسات السلامة والإعداد لآلة نشر الألواح لتحقيق إنتاج يومي متسق
الجمعة, 17 أبريل 2026
في معالجة الألواح، تبدأ العديد من أخطاء القطع والحوادث الوشيكة قبل دخول أول لوح إلى المنشار. يمكن أن يؤدي سطح مرجعي متسخ، ودعم غير مستقر للمواد، وشفرة مهترئة، أو مسؤوليات غير واضحة للمشغلين إلى ألواح متشققة، وتباين في الأبعاد، وتوقف طارئ، أو أحداث سلامة أكثر خطورة. بالنسبة لمصنعي الخزائن والأثاث والمنتجات القائمة على الألواح، يجب

مكونات الخراطة الدقيقة من النحاس الأصفر: ما يجب على المشترين سؤاله للمورد
الجمعة, 17 أبريل 2026
للأجزاء النحاسية المخرطة نادرًا ما تسبب مشاكل عند تسعيرها، لكن المشاكل تظهر لاحقًا عندما يتم تركيب دفعة بسلاسة وتتعطل الدفعة التالية في الخيوط، أو تترك نتوءات أثناء التجميع، أو تصل بحالة سطحية لم يتم الاتفاق عليها حقًا من قبل. لهذا السبب يجب على المشترين توخي الحذر كلما تعامل المورد مع المكونات النحاسية الدقيقة وكأنها سلع
شرح ماكينات لف النوابض CNC: كيف تعمل عملية تشكيل الأسلاك الآلية
الجمعة, 17 أبريل 2026
ماكينات لف الزنبركات سهلة التقييم الخاطئ لأنها تبدو كمعدات CNC ولكنها تحل مشكلة فيزيائية مختلفة تمامًا عن الطحن أو التوجيه أو القطع. إنها لا تزيل المواد لتكشف عن الشكل الهندسي. إنها تقوم بتغذية وتوجيه وتشكيل وقطع وتحرير سلك مرن بينما تحاول المادة العودة إلى وضعها الأصلي وتشويه الشكل المستهدف. وهذا يغير معنى “الأتمتة الجيدة”. الماكينة
- Published in Blog
شرح ميزات التحكم الرقمي بالكمبيوتر الذكية: ما الذي يحسن النتائج بالفعل
الجمعة, 17 أبريل 2026
“ماكينة التحكم الرقمي الذكية” هو أحد تلك المصطلحات التي قد تعني أي شيء تقريبًا في محادثة بيعية. قد يشير إلى مجسات اللمس، ومراقبة عمر الأداة، وتحذيرات التصادم، واستشعار الأحمال، ولوحات معلومات القياس عن بُعد، والتشخيص عن بُعد، وتذكيرات الصيانة، واستئناف التشغيل الموجَّه، والاتصال بالماكينة، أو واجهة أنظف مغلفة بعلامة تجارية أكثر ذكاءً. هذا الاتساع يجعل
مناشير الألواح لمعالجة الدفعات عالية الحجم: ما يمكن توقعه
الجمعة, 17 أبريل 2026
عندما ينتقل مصنع إلى الإنتاج الفعلي بكميات كبيرة، يتوقف قص الألواح عن كونه مجرد مهمة نشر بسيطة، ليصبح الوظيفة التي تحدد إيقاع باقي خط الإنتاج. إذا لم تتمكن المرحلة الأمامية من تقطيع الألواح بسرعة وثبات، فإن مراحل شريط الحواف، والحفر، والفرز، والتجميع إما تنتظر القطع أو تستقبل قطعًا تحتاج إلى فحص مرة أخرى. لهذا السبب،
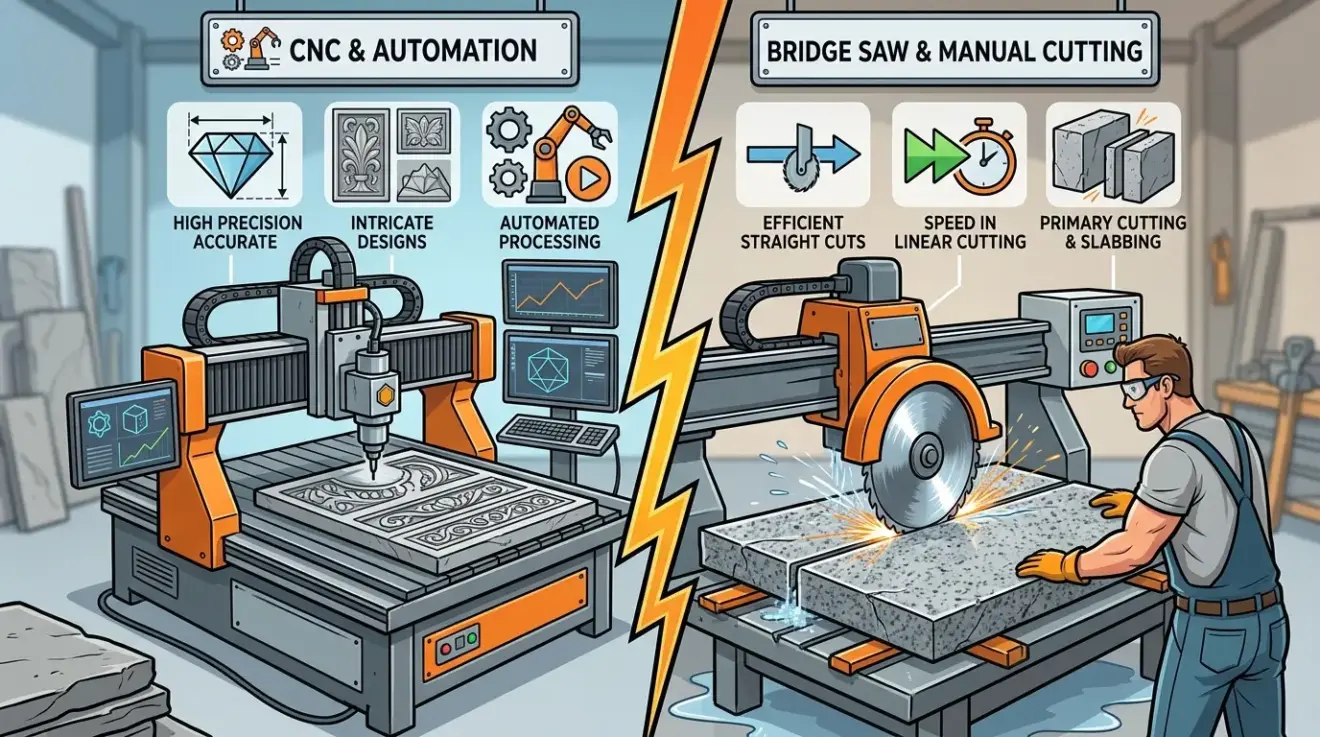
ماكينة الحجر باستخدام الحاسب الآلي مقابل المنشار الجسري: ما الفرق؟
الجمعة, 17 أبريل 2026
عندما تبدأ ورشة الحجر في التخلف عن الركب، غالبًا لا تكون المشكلة في الطلب بحد ذاته، بل في الفجوة بين تقطيع الألواح وتشغيل القطع النهائية. قد تكون القطع المستقيمة سريعة، لكن فتحات الأحواض، والبروفيلات الحوافية، والقطع المشكلة، والأعمال التفصيلية قد تتراكم في العمليات الثانوية. وعندها عادةً ما يبدأ المشترون بالتساؤل عما إذا كان المنشار الجسري

مخارط السويسرية للبراغي: ما تبرع فيه لتصنيع الأجزاء الصغيرة الدقيقة
الجمعة, 17 أبريل 2026
عندما يبحث المشترون عن ورش ماكينات سويسرية (Screw Machine)، فإنهم عادةً لا يبحثون عن درس في تصنيفات الآلات. إنهم يحاولون حل مشكلة توريد. لديهم جزء مُخرَط صغير يشعر بأنه أكثر حساسية من أعمال الخراطة العادية. قد يكون هذا الجزء نحيفًا، أو دقيق الملامح، أو صعب التحمل، أو يصعب تثبيته باستمرار طوال دورة الإنتاج. يريد المشتري

نقاش أم ليزر CO2 للحفر وأم ليزر CO2 للقطع: ما الذي يتغير في الاستخدام الإنتاجي الفعلي؟
الجمعة, 17 أبريل 2026
يبدأ العديد من المشترين بافتراض بسيط: آلة النقش بالليزر CO2 تترك علامات على الأسطح، بينما آلة القطع بالليزر CO2 تقطع الألواح، والفارق يقتصر غالبًا على التصنيف. لكن في الإنتاج الفعلي، يكون الفرق أعمق من ذلك. بمجرد أن تنتقل الأعمال من العروض التجريبية إلى الإنتاج اليومي، يتم تقييم الماكينة بناءً على أولويات مختلفة، واختناقات مختلفة، وأعطال
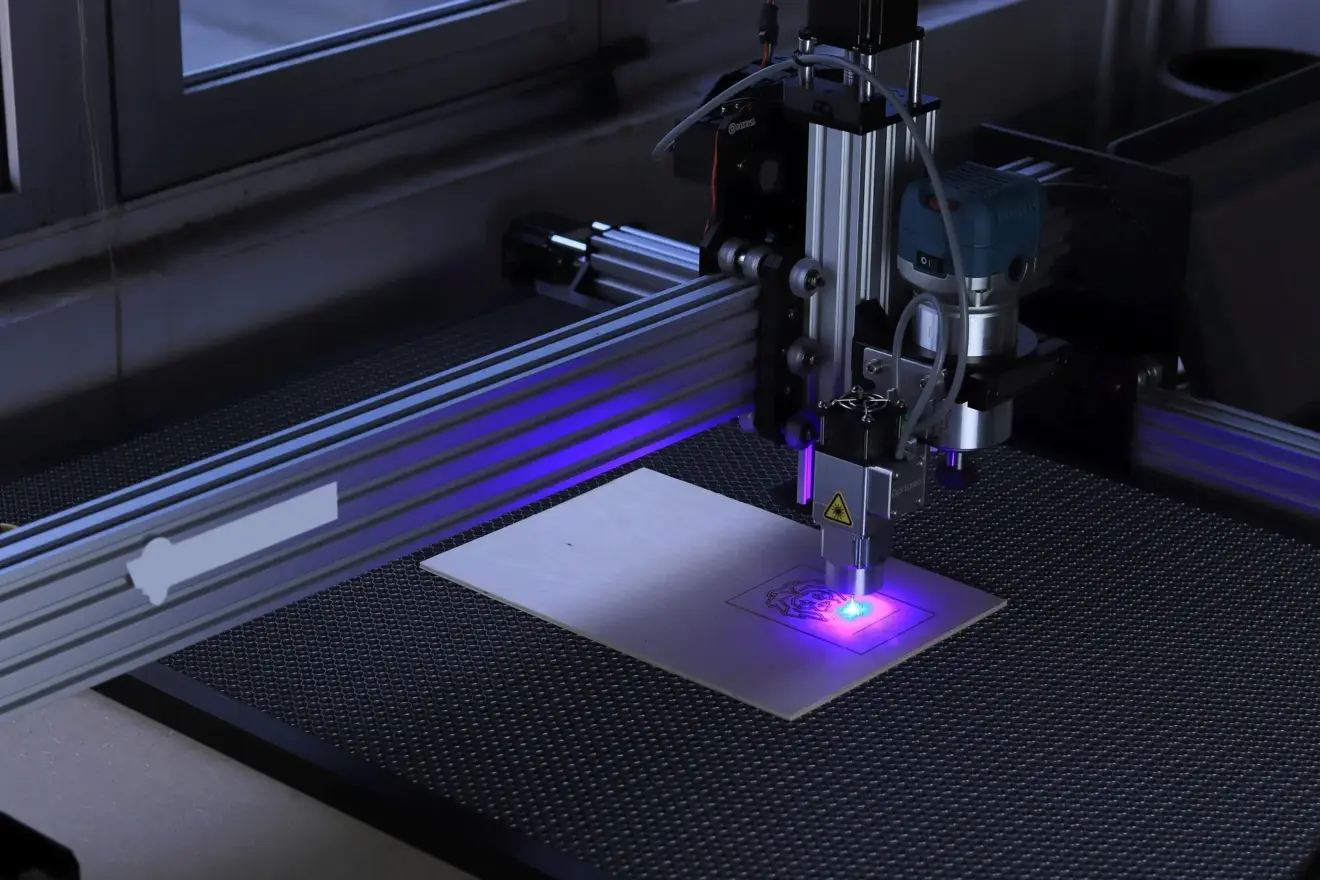
آلات النقش بالليزر: الأنواع، المواد، والتطبيقات في سير العمل الإنتاجي الواقعي
الجمعة, 17 أبريل 2026
يستخدم العديد من المشترين عبارة “آلة النقش بالليزر” كما لو كانت تشير إلى فئة واحدة من المعدات مع اختلافات طفيفة. في الواقع، يمكن أن تكون الفجوة بين نظام وآخر كبيرة جدًا. مصدر الليزر، وهيكل الحركة، واستجابة المادة، والهدف الإنتاجي؛ كلها تغير ما تؤديه الآلة بكفاءة، وأين تبطئ، ومقدار التحكم في العملية الذي تحتاجه الورشة للحفاظ

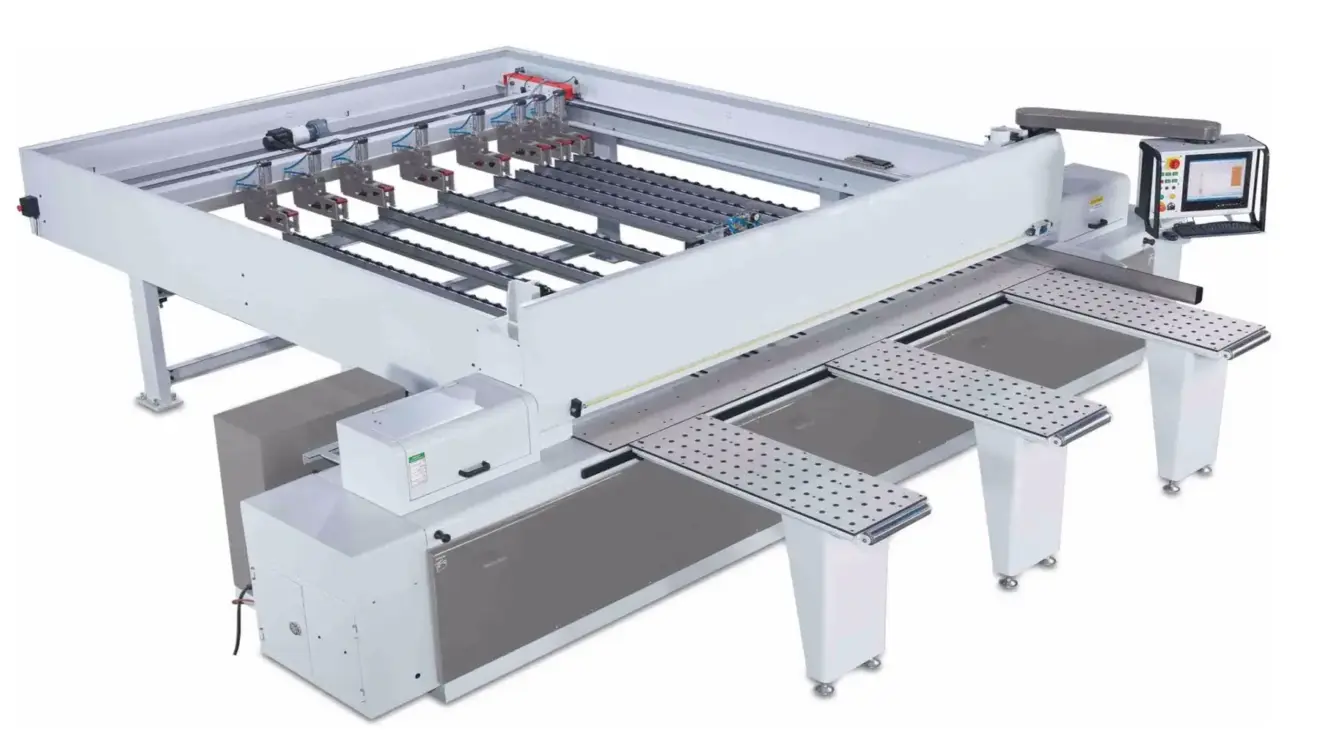
نصائح صيانة آلة قطع الأخشاب الشعاعية لضمان الاستقرار طويل الأمد
الجمعة, 17 أبريل 2026
في إنتاج الألواح الدفعية، عادةً ما يختفي الاستقرار قبل أن يتسبب عطل كامل في إيقاف الماكينة. تبدأ أحجام القطع في الاختلاف بين الأكوام، ويصبح التثبيت أقل اتساقًا، ويصبح الاهتزاز أكثر وضوحًا للسمع، أو تبدو الأجزاء الأولى من الوردية أنظف من الأخيرة. بالنسبة لمنشار الحزمة، هذه ليست مشكلات صيانة بسيطة. إنها علامات على أن خلية القطع
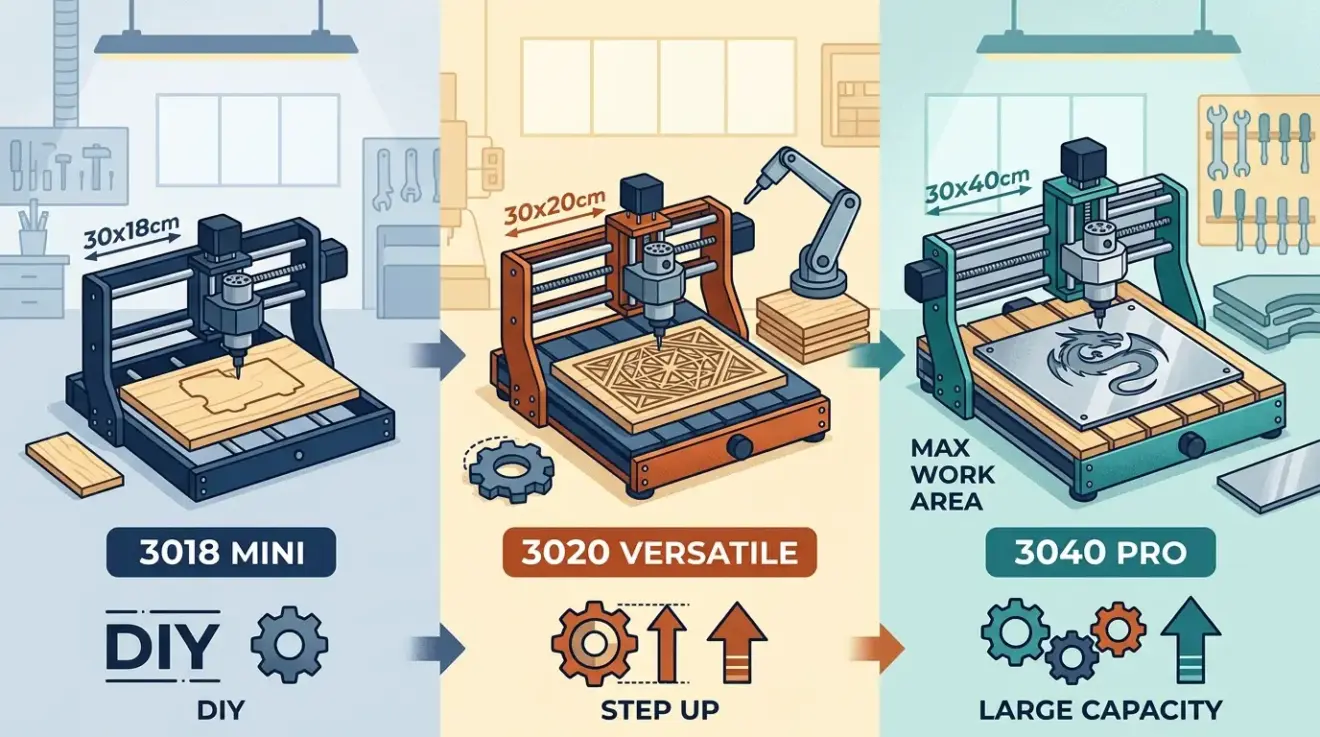
دليل راوتر CNC 3020: مقارنته مع موديلات 3018 و 3040
الجمعة, 17 أبريل 2026
3020 هو الرمز الوسيط المحرج لأنه يحل مشكلة محددة للغاية، وغالبًا ما يتم شراؤه لحل مشكلة مختلفة. يلجأ إليه المشترون عندما يشعرون أن 3018 ضيق، ولكن 3040 لا يزال يمثل التزامًا أكبر من حيث التكلفة والمساحة والتوقعات. هذا يجعل تبرير 3020 أسهل من الناحية العاطفية وأكثر صعوبة من الناحية التشغيلية. ما يجب تذكره هو أن
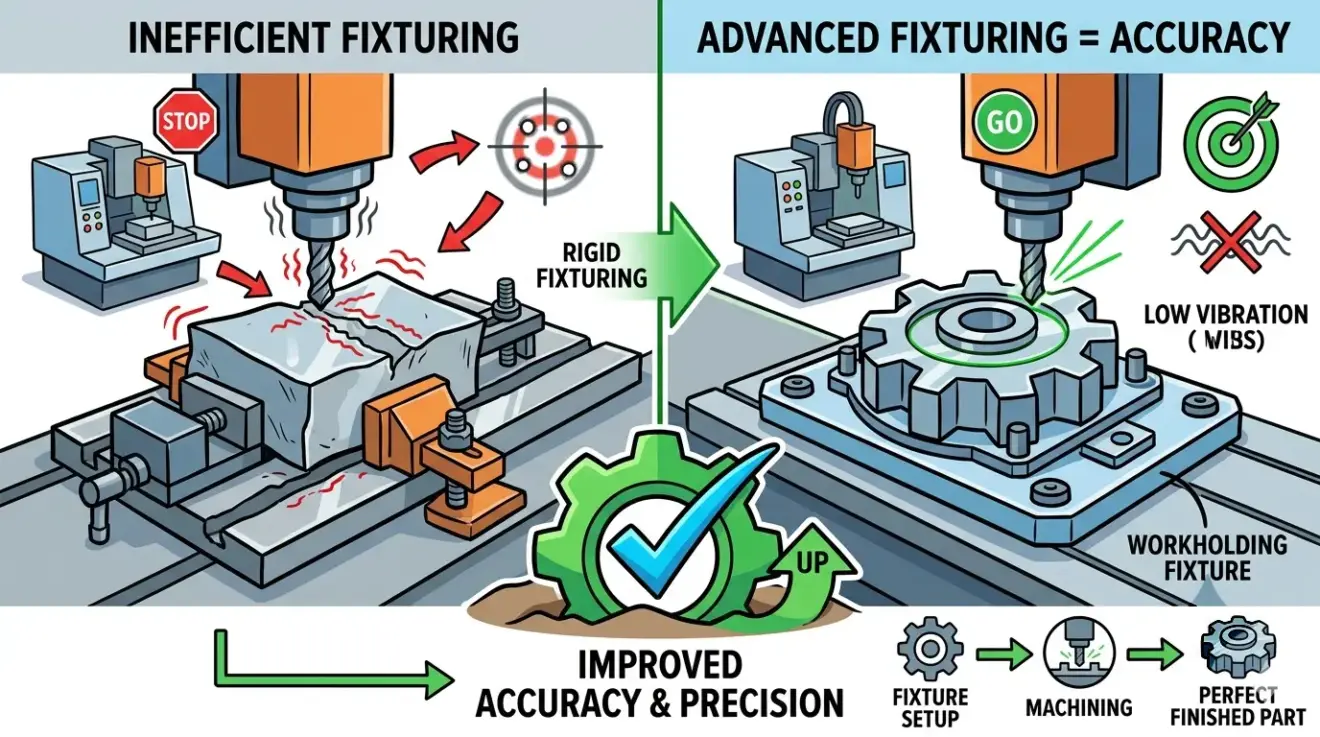
شرح تجهيزات تثبيت CNC: كيف يحسن التثبيت الأفضل الدقة
الجمعة, 17 أبريل 2026
عادةً ما تبحث الورش عن تحسينات الدقة في الأماكن الأكثر وضوحًا أولاً: هندسة الماكينة، جودة المغزل، تآكل الأداة، ضبط التحكم، أو تعديلات البرنامج. كل هذه الأمور مهمة. لكن العديد من مشكلات الأبعاد تبدأ قبل أن تلمس أداة القطعة الأصلية. إذا لم يتم وضع قطعة العمل بنفس الطريقة في كل دورة، أو إذا شوهتها قوة التثبيت،

ماكينات الحفر والتثقيب للأعمال الخشبية عالية الإنتاجية: ما الأكثر أهمية؟
الجمعة, 17 أبريل 2026
في صناعة الأخشاب عالية الإنتاج، لا تعتبر عملية الحفر سريعة بما يكفي إلا إذا سقطت كل ثقب في المكان الذي تتوقعه العملية التالية. عندما تصل جوانب الخزائن، والأرفف، ومكونات الأدراج، وأجزاء الصناديق إلى مرحلة تجهيز الأجهزة مع وجود أخطاء صغيرة في التموضع، أو ترتيب دفعات غير مستقر، أو الكثير من الفحوصات اليدوية، فإن التكلفة لا
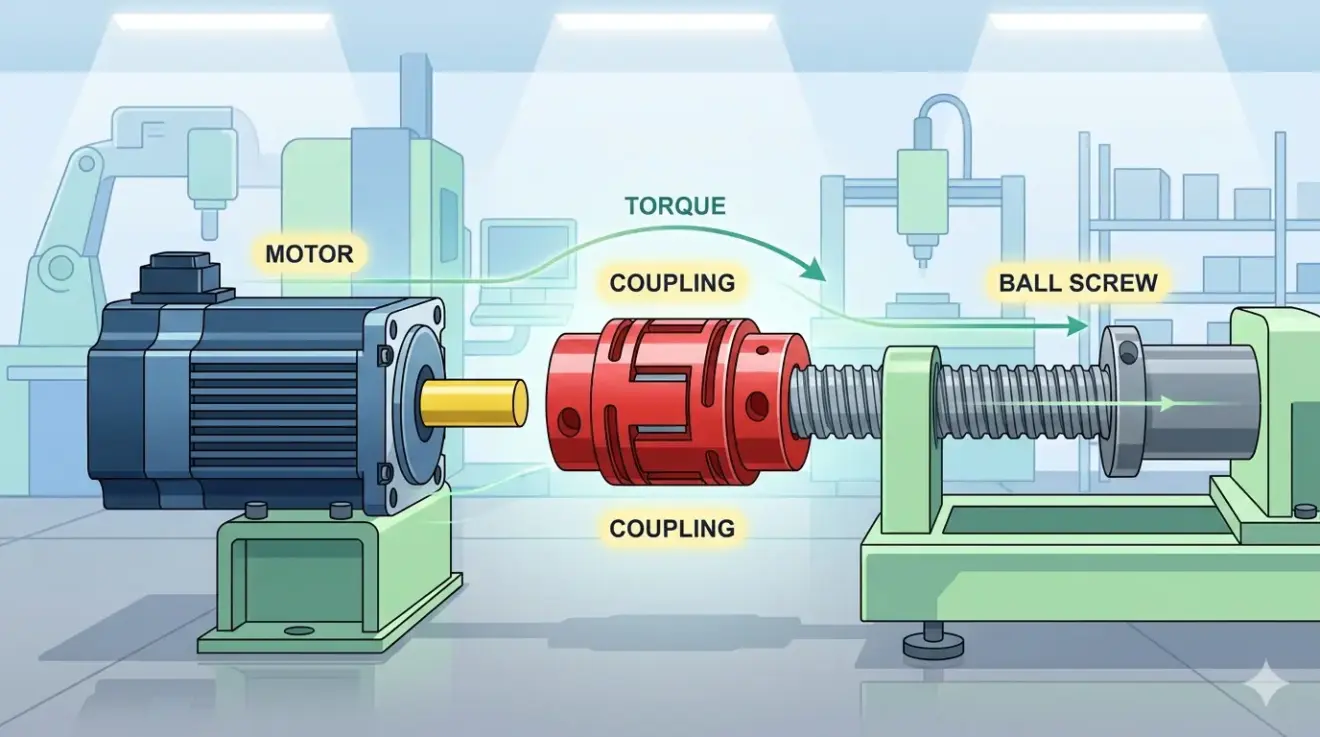
ما هو موصل CNC وما وظيفته؟
الجمعة, 17 أبريل 2026
أداة توصيل CNC هي واحدة من أصغر الأجزاء في سلسلة قيادة المحور، وواحدة من أكثر الأجزاء التي يسهل تجاهلها حتى يتوقف المحور عن إخبار الحقيقة. تستمر الآلة في التحرك. يستمر المحرك في الاستجابة. ولكن الحركة العكسية تصبح أكثر ليونة، وتظهر علامات تآكل دليلي حيث تُحدث تغييرات الاتجاه فرقاً، وتصبح قابلية التكرار أقل جدارة بالثقة، أو
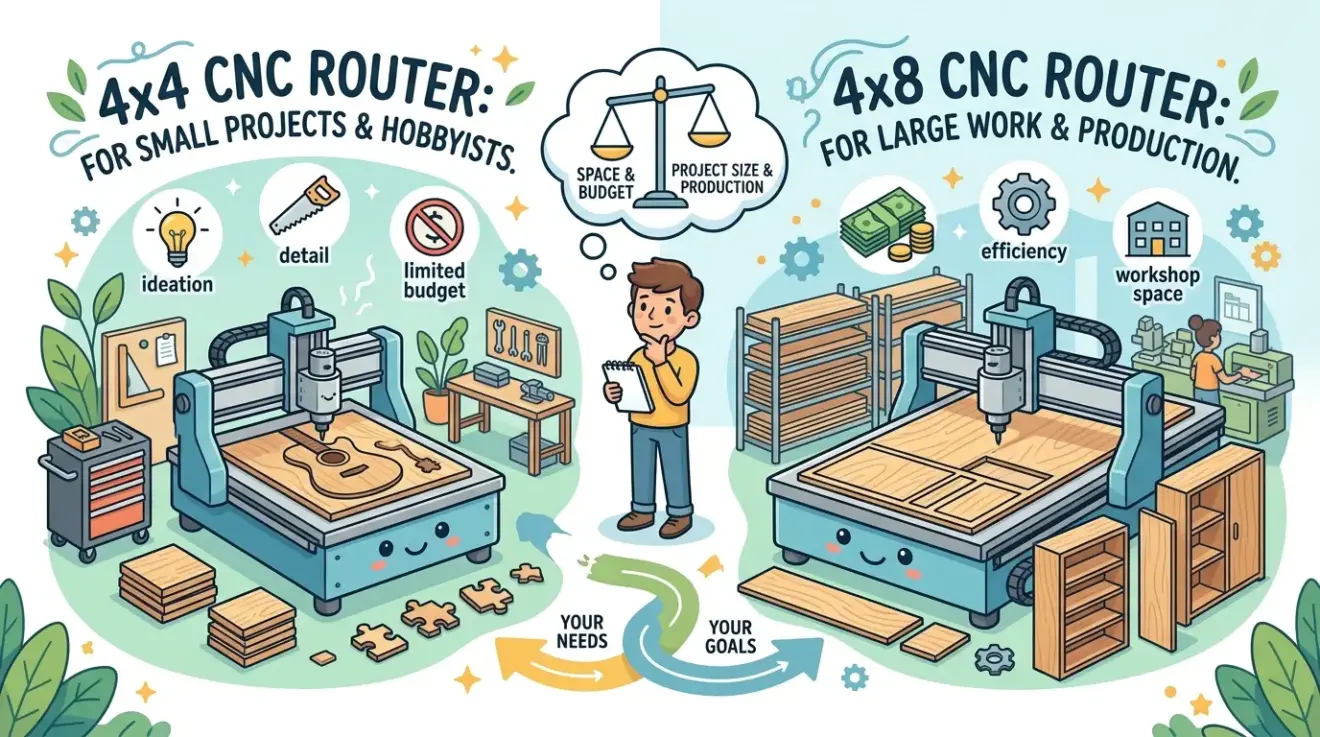
ماكينة CNC راوتر مقاس 4×4 مقابل ماكينة CNC راوتر مقاس 4×8: كيفية اختيار حجم السرير المناسب
الجمعة, 17 أبريل 2026
يبدو هذا وكأنه قرار يتعلق بالحجم. لكنه في الواقع، قرار يتعلق بتدفق المواد. حجم السرير (طاولة العمل) يُغيِّر كيفية تفتيت المخزون، وعدد مرات معالجته، وكيفية فرز القطع، ومقدار العمل المُستهلَك قبل أن تبدأ المغزل بالعمل. السؤال الأساسي ليس “أي سرير يبدو أكثر قدرة؟” بل: “أي سرير يُزيل المزيد من العمل المتكرر من طريقة عمل ورشتك
- Published in Blog

أهم ما تود معرفته عن مناشير الألواح المستخدمة في صناعة الخزانات
الجمعة, 17 أبريل 2026
في صناعة الخزائن، لا تهم القطعة الأولى إلا إذا سهلت التحكم في بقية خط الإنتاج. إذا غادرت الألواح الجانبية والقيعان والأرفف والحواجز منطقة القطع مع اختلاف في المقاسات أو عدم استقرار في طلبات الدفعات أو تباين مفرط يعتمد على المشغل، فإن المشكلات لا تبقى عند المنشار فقط. بل تنتشر إلى معالجة الحواف والتثقيب وتركيب التجهيزات
دليل أسعار ماكينات CNC Router: ما الذي يحدد تكلفة معدات الأعمال الخشبية
الجمعة, 17 أبريل 2026
يبدو تسعير ماكينات الروتر مربكًا فقط عندما يكون حجم العمل غير واضح. بمجرد أن يعرف المشتري نوع المخرجات الخشبية التي يجب أن تدعمها الماكينة، تتوقف محركات التكلفة عن أن تكون عشوائية. يمكن تسمية ماكينتين بمسمّى ماكينات الروتر CNC، بينما تخدم كل منهما حالات عمل مختلفة تمامًا. قد تكون إحداهما كافية للأعمال المخصصة الخفيفة. وقد تُبنى
ماكينات القطع بالليزر للبيع: كيفية المقارنة بين أكثر من السعر
الخميس, 16 أبريل 2026
يمكن أن يبدو السعر المنخفض المذكور جذابًا حتى يبدأ في الظهور على هيئة فترات تحول أبطأ، وجودة حواف غير متناسقة، أو تدخل مشغل إضافي، أو إعادة عمل في مراحل لاحقة. لا يشعر المشترون الصناعيون بتكلفة الماكينة عند الشراء فقط. بل يشعرون بها في ضغط الجدول الزمني، والنفايات، وانقطاعات الصيانة، ومدى توافق الماكينة مع باقي تدفق

آلات النقش والقطع بالليزر: متى تختار نظامًا مدمجًا
الخميس, 16 أبريل 2026
إذا كان الجزء بحاجة إلى كل من التفاصيل السطحية والقطع المحيطي، فسيبدو الليزر المدمج الحل الأمثل. عمليًا، يعتمد القرار الأفضل على ما إذا كان النقش والقطع ينتميان إلى نفس سير العمل، وعلى نفس نوع المواد، وتحت نفس ضغط الجدولة. بالنسبة للمشترين الذين يقارنون بين قواطع الليزر وأجهزة النقش للخشب والأكريليك والمواد غير المعدنية المماثلة، فإن
كيف تحسّن مناشير الألواح الدقّة في صناعة الأثاث
الخميس, 16 أبريل 2026
في صناعة الأثاث، لا تقتصر دقة القطع على ورشة النشر فقط. فوجود انحراف بسيط في الحجم أثناء مرحلة قص الألواح يمكن أن يظهر لاحقًا على شكل حافة غير منتظمة، أو نمط ثقوب غير متطابق، أو خزانة غير مربعة الزوايا، أو دفعة من الأجزاء لم تعد مناسبة تمامًا لخطة التجميع. ولهذا السبب، تتعامل العديد من المصانع
آلة النقش بالليزر للبلاستيك: كيفية تجنب نتائج العلامات الضعيفة
الخميس, 16 أبريل 2026
غالبًا ما تُلام الإعدادات على ظهور علامات بلاستيكية رديئة، لكن الفشل يبدأ عادةً في مرحلة مبكرة. يتم تصنيف القطعة ببساطة على أنها “بلاستيك”، أو يُعاد استخدام وصفة واحدة عبر أنواع راتنجات مختلفة، أو تطلب الورشة علامة سطح تجميلية بينما تعمل بعملية تشبه النقش الخفيف. النتيجة مألوفة: تباين ضعيف، حواف ذائبة، ابيضاض، اصفرار، أجزاء مشوهة، أو
ماكينة Boxzy CNC، وماكينة Othermill CNC، وماكينات الطحن المكتبية المدمجة: أيهما يناسب العمل التعليمي والنمذجة الأولية؟
الخميس, 16 أبريل 2026
مطاحن الطاولة المدمجة تحقق مكانها عندما تختصر المسافات. يمكن للطالب مشاهدة مسارات الأدوات وهي تتحول إلى رقاقات دون انتظار الوصول إلى غرفة الماكينات المركزية. يمكن للمهندس تغيير عمق التجويف ظهرًا والحصول على القطعة المعدلة قبل اجتماع الظهر. هذا هو السبب الحقيقي وراء استمرار المشترين في المقارنة بين أسماء مثل Boxzy وOthermill ومطاحن الطاولة الأخرى بعد
آلات تجليد الحواف للورش الصغيرة مقابل المصانع الكبيرة: ما الذي يتغير فعليًا؟
الخميس, 16 أبريل 2026
في المعالجة الحافة، الآلة غير المناسبة لا تبطئ محطة واحدة فقط. بل تظهر على شكل عدم اتساق مرئي في خط اللصق، المزيد من التشطيب اليدوي، تأخير تدفق الألواح، ووصول الأجزاء إلى التجميع بطريقة أقل قابلية للتنبؤ مما ينبغي. آلة التلبيس بالحواف التي تبدو كافية في ورشة العمل الصغيرة المخصصة يمكن أن تصبح أضعف نقطة في
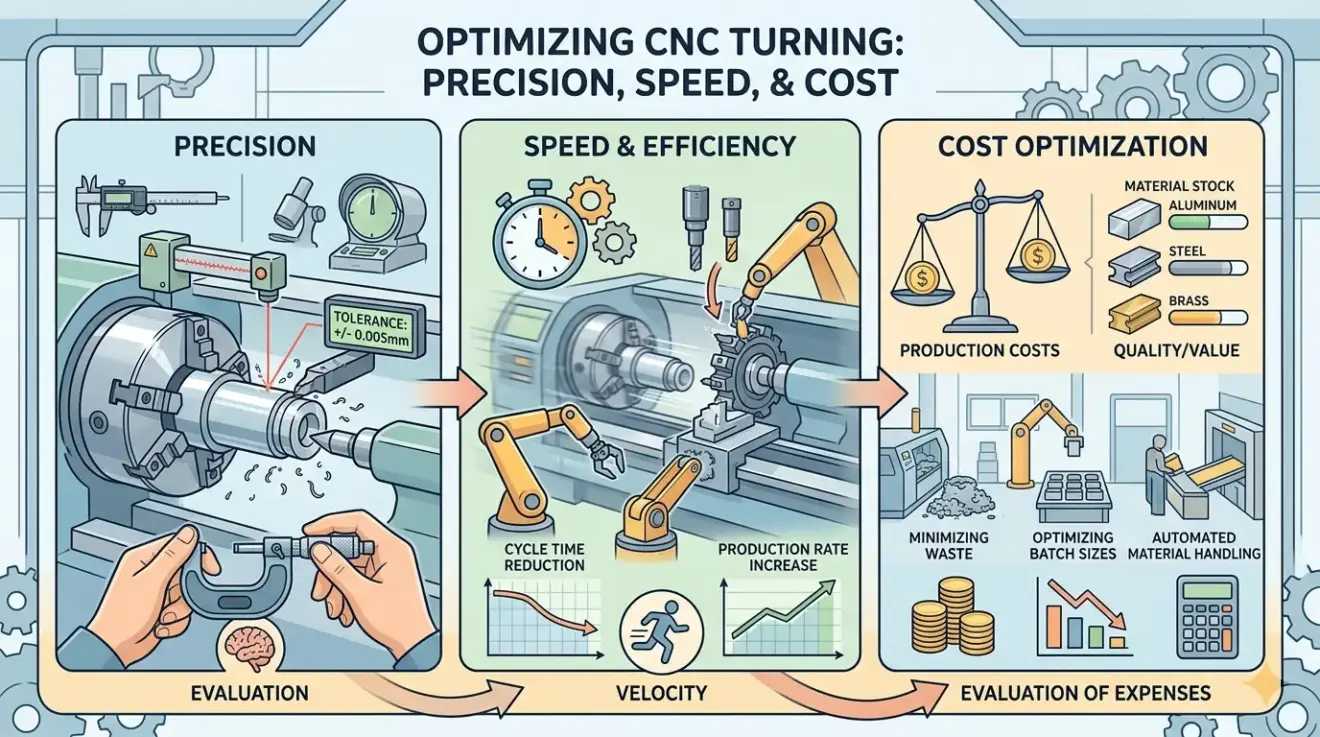
خدمات الخراطة باستخدام الحاسب الآلي (CNC): كيفية تقييم الدقة والسرعة والتكلفة
الخميس, 16 أبريل 2026
المشترون الذين يقارنون خدمات الخراطة باستخدام الحاسب الآلي غالبًا ما يعتقدون أنهم يقيمون ثلاثة متغيرات منفصلة: الدقة، السرعة، والتكلفة. لكن في الإنتاج الفعلي، تكون هذه المتغيرات الثلاثة مترابطة بشكل وثيق. تعتمد الدقة على كيفية تخطيط المورد للمسار، وأين يتحكم في العملية، ومدى دقة فهمه للرسم. تعتمد السرعة على أكثر بكثير من مجرد وقت دوران المغزل،
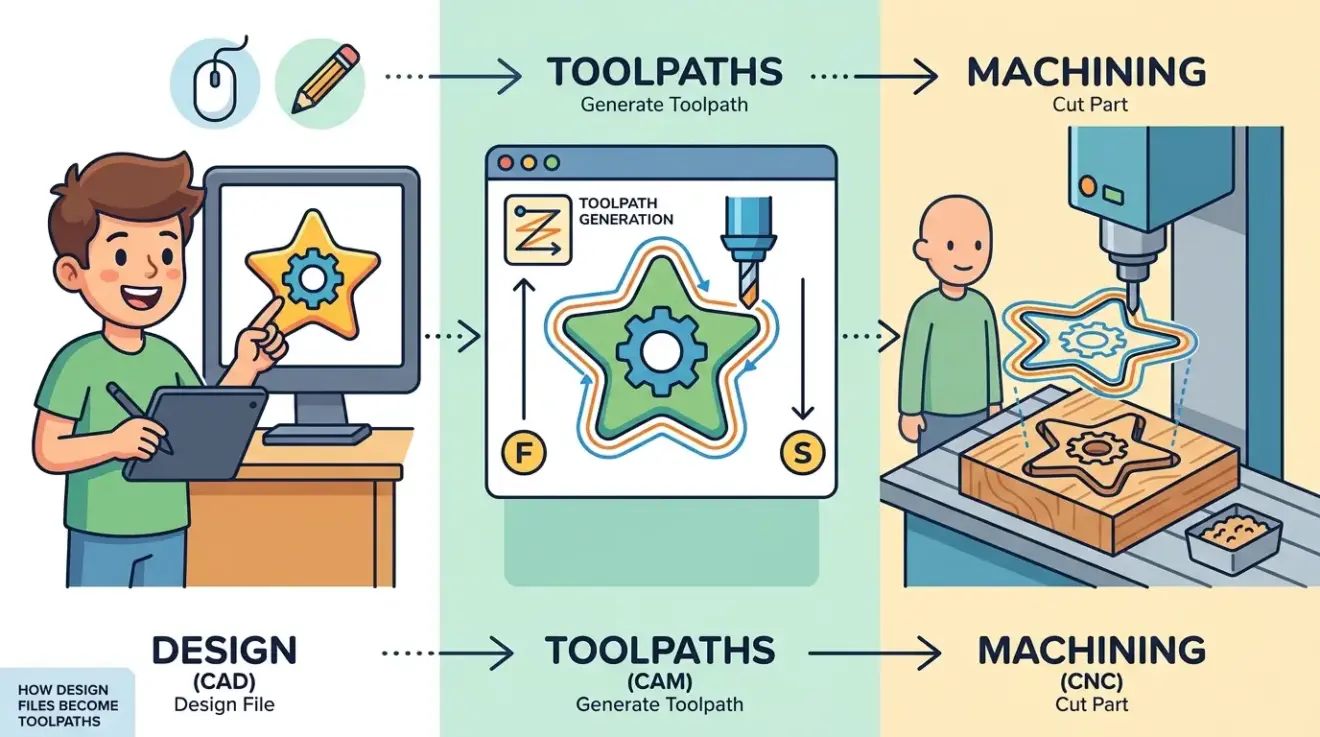
CAM للمبتدئين في التحكم الرقمي: كيف تتحول ملفات التصميم إلى مسارات أدوات
الخميس, 16 أبريل 2026
العديد من مشاكل CAM التي يلقي المبتدئون باللوم فيها على الماكينة هي في الواقع مشاكل تسليم. لم يتم فحص الشكل الهندسي من أجل التصنيع. لم يتطابق نموذج الخامة مع الفراغ الفعلي. كانت مكتبة الأدوات زخرفية أكثر من كونها موثوقة. لم يتطابق الأصل المختار في CAM مع الإعداد على الماكينة. لم يكن الكود المُصدّر مناسبًا حقًا
- Published in Blog
ما هو CoroMill 200؟ أساسيات قواطع الطحن القابلة للفهرسة لورشات CNC
الخميس, 16 أبريل 2026
فيما يلي الترجمة الكاملة لمحتوى الماكينات إلى اللغة العربية، مع الحفاظ على بنية HTML وعلامات التنسيق كما هي: CoroMill 200 هو أحد تلك الأسماء التي قد تبدو أكثر إفادة مما هي عليه في الواقع. يسمعه المشتري أثناء محادثة في الورشة، أو يشير إليه المبرمج أثناء مناقشة مهمة تفريز سطحي، أو يدرجه مورد الأدوات في توصية،

منشار الألواح الجديد مقابل المستعمل: ما يجب أن تقارنه متاجر الأثاث قبل الشراء
الخميس, 16 أبريل 2026
عندما يبدأ متجر الأثاث في فقدان الوقت في المرحلة الأولى من الإنتاج، يظهر الحديث حول منشار الألواح عادةً بسرعة. قد يؤدي تكسير الألواح إلى إبطاء الخط، وقد يقوم المشغلون بإعادة التحقق من الأبعاد كثيرًا، أو قد تمتص الأقسام اللاحقة تباينًا يمكن تجنبه حتى قبل بدء عمليات تجليد الحواف والحفر والتجميع. عند تلك النقطة، لا يقتصر
ما هو التجديد في ماكينة الطحن الركبية؟
الخميس, 16 أبريل 2026
تحويل ماكينة تفريز كابولي هو تحويل ماكينة تفريز كابولي يدوية إلى ماكينة قابلة للتحكم الرقمي باستخدام الحاسوب (CNC) عن طريق إضافة محركات ووحدات تحكم وأجهزة تغذية راجعة وتحديثات ميكانيكية ذات صلة مثل تغيير المسامير وحوامل القيادة وتحسينات التزييت أو تعديلات أخرى في نظام الحركة. على الورق، الجاذبية واضحة. الورشة تفهم بالفعل المنصة. قد تكون ماكينة

متى يحين وقت ترقية منشار الطاولة المنزلقة إلى منشار الشعاع
الخميس, 16 أبريل 2026
سؤال الترقية يظهر عادةً قبل أن تفشل منشار الطاولة المنزلقة فعليًا. قد تظل الآلة تقطع بسلاسة، لكن المصنع يبدأ في الشعور بالضغط في أماكن أخرى: محطات المراحل التالية تنتظر القطع، والمهام المتكررة تتراكم في خلية القطع، ويعتمد اتساق الإنتاج بشكل كبير على سرعة المشغل وحكمه. هذه هي النقطة التي يتحول فيها القرار من جودة القطع