
 English
English  Español
Español  Italiano
Italiano  Deutsch
Deutsch  Français
Français  Português
Português  Türkçe
Türkçe  Русский
Русский  Tiếng Việt
Tiếng Việt  한국어
한국어  日本語
日本語  简体中文
简体中文 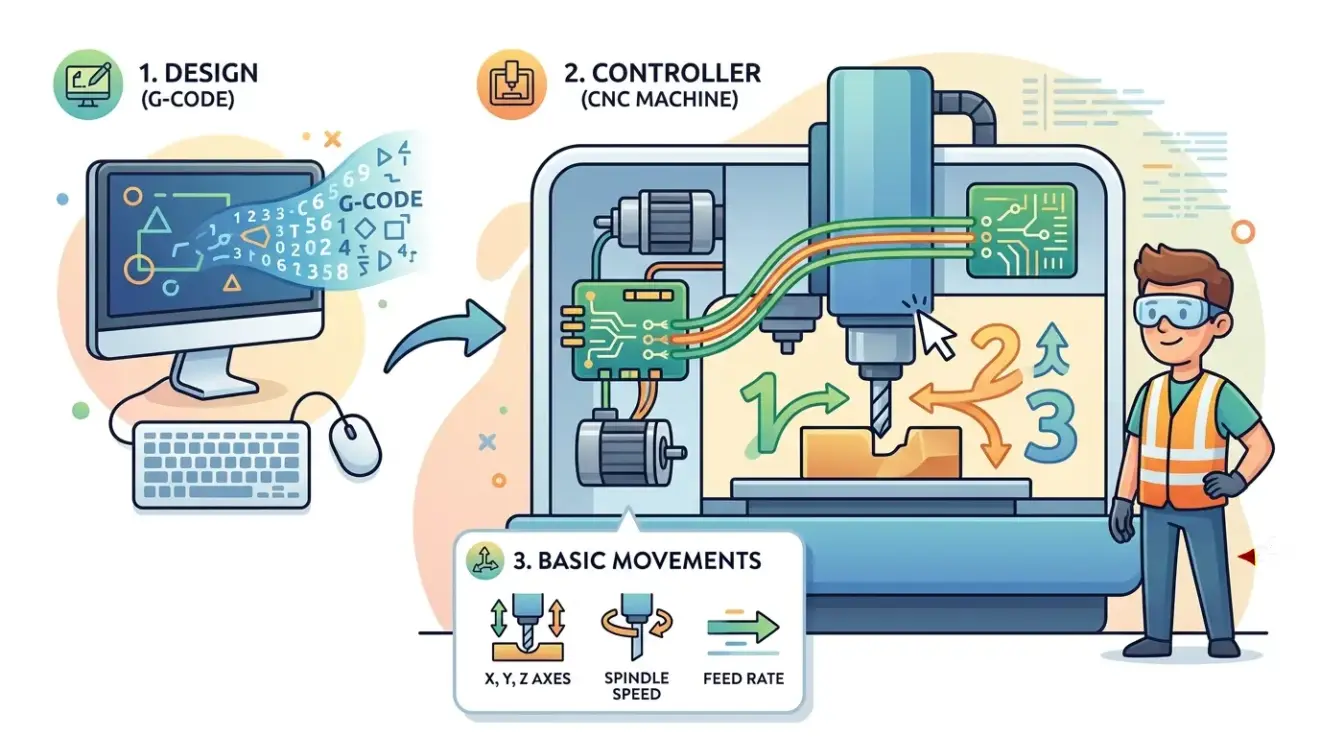
CNC للدمى والمبتدئين: أسرع طريقة لفهم الأساسيات
الخميس, 16 أبريل 2026
عادةً ما يظن المبتدئون أن التحكم الرقمي باستخدام الحاسوب (CNC) أمر صعب لأنهم يواجهونه من خلال المصطلحات بدلاً من سير العمل. يسمعون عن المحاور، وG-code، وCAM، والإزاحات، والرجوع إلى الصفر، ومكتبات الأدوات، والمثبتات، والتغذيات والسرعات، و”إنذارات المتحكم” قبل أن يفهموا ما تحاول الآلة فعله بالفعل. وهذا يجعل التحكم الرقمي باستخدام الحاسوب (CNC) يبدو وكأنه لغة
- Published in Blog
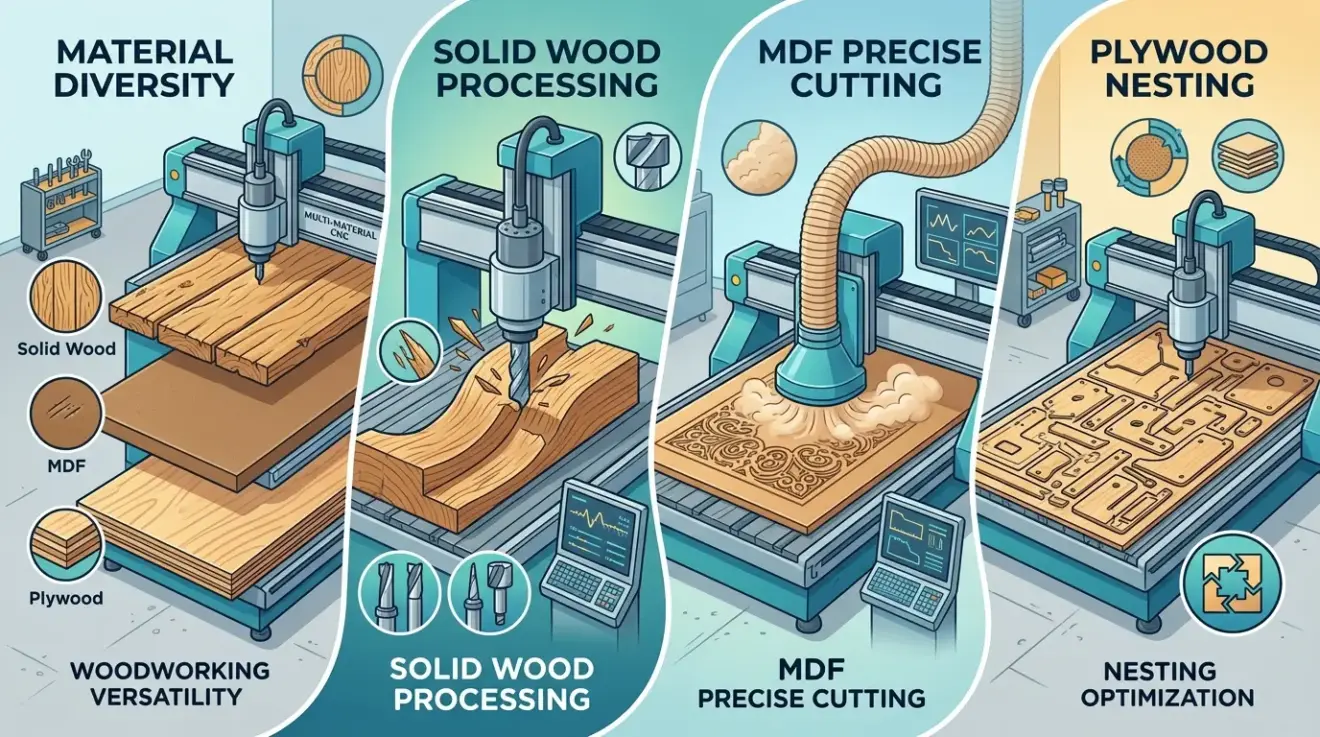
ماكينات CNC للأعمال الخشبية للخشب الصلب، MDF، والخشب الرقائقي: ما هي التغييرات؟
الخميس, 16 أبريل 2026
قد يُظهر العرض ماكينة واحدة ومغزل واحد وحجم طاولة واحد، لكن المادة الموجودة تحت أداة القطع تُغير فورًا عبء الإنتاج الفعلي. ورشة تعمل على الخشب الصلب لا تواجه المشكلة نفسها التي تواجهها ورشة تقوم بقولبة ألواح MDF. ورشة تعمل على خشب الأبلاكاج المُكسى بالقشرة لا تتعامل مع نفس العيوب التي تواجهها ورشة تشغيل قضبان أو
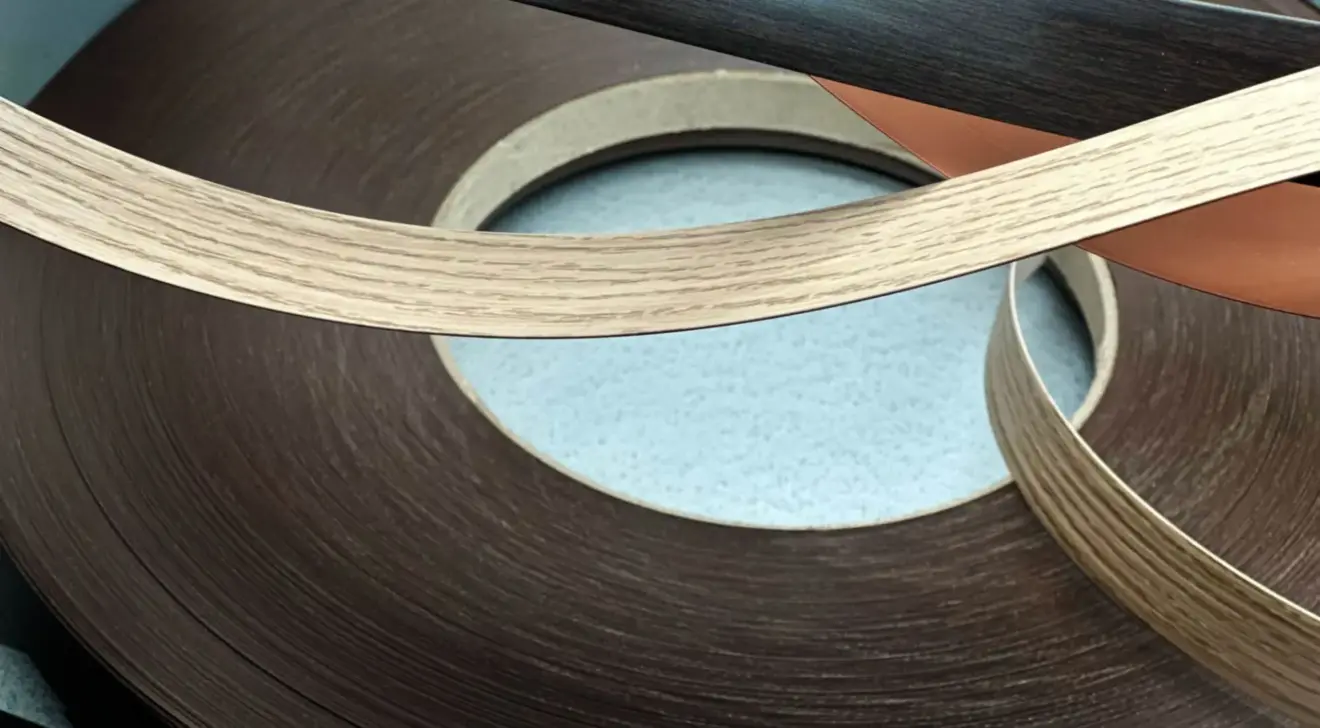
شرائط الحافة من الميلامين: كيفية تحقيق نتائج أنظف وأكثر متانة
الخميس, 16 أبريل 2026
الألواح المكسوة بالميلامين تجعل عملية التشطيب السطحي تبدو سهلة، لكنها لا تغفر الأخطاء على الحواف. يمكن قطع جانب الخزانة بدقة وحفرها بشكل صحيح، ومع ذلك تبدو منخفضة الجودة إذا كان الشريط بارزًا، أو ظهر خط اللاصق، أو بدأت الزوايا في الارتفاع بعد الاستخدام الروتيني. ولهذا السبب، فإن الحواف الميلامينية الأنظف والأطول عمرًا تعتمد عادةً على
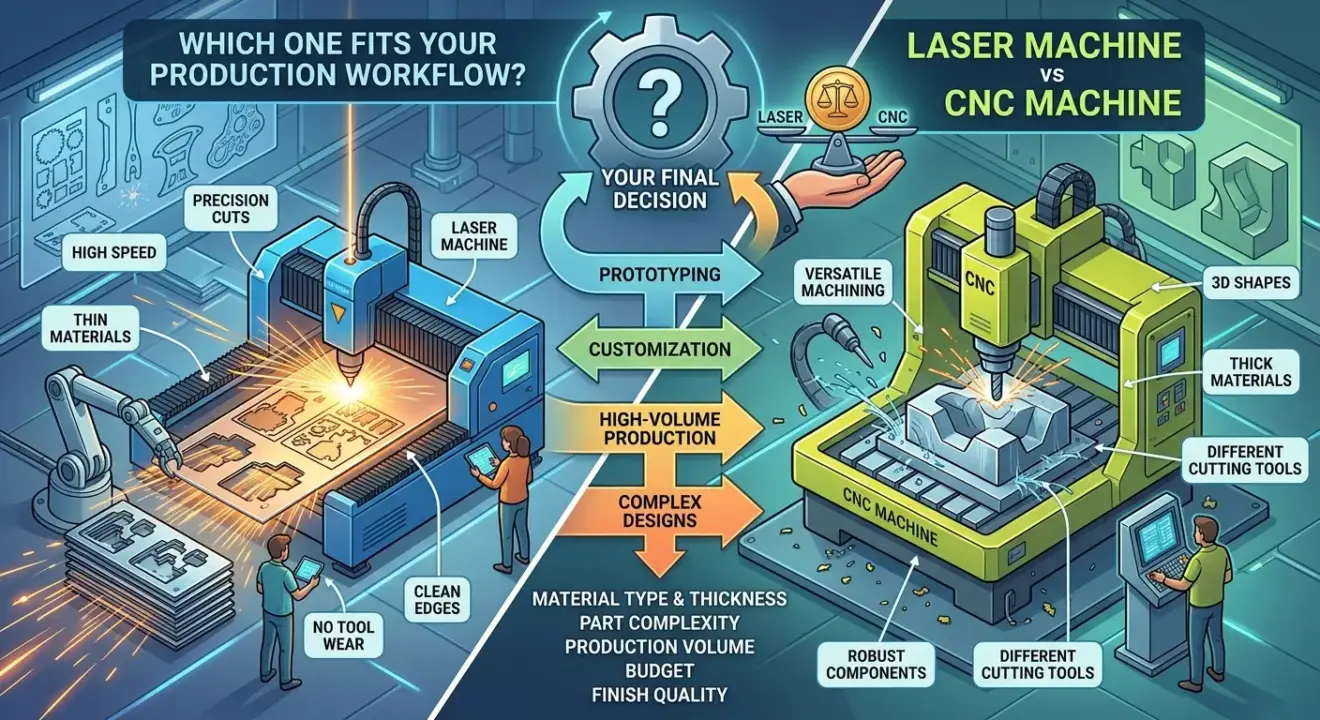
آلة الليزر مقابل آلة CNC: أيهما يناسب سير عملك الإنتاجي؟
الخميس, 16 أبريل 2026
يقارن العديد من المشترين الصناعيين والتجاريين بين آلات الليزر وآلات التحكم الرقمي (CNC) لأن كليهما قادر على قطع الأشكال وتحسين قابلية التكرار وتقليل العمل اليدوي. المشكلة هي أنهما لا يحلان نفس الاختناقات الإنتاجية بنفس الطريقة. فالورشة التي تختار بناءً على نوع الماكينة فقط قد تنتهي بسهولة باختيار طريقة غير مناسبة لمزيج المواد وهندسة القطع وسير
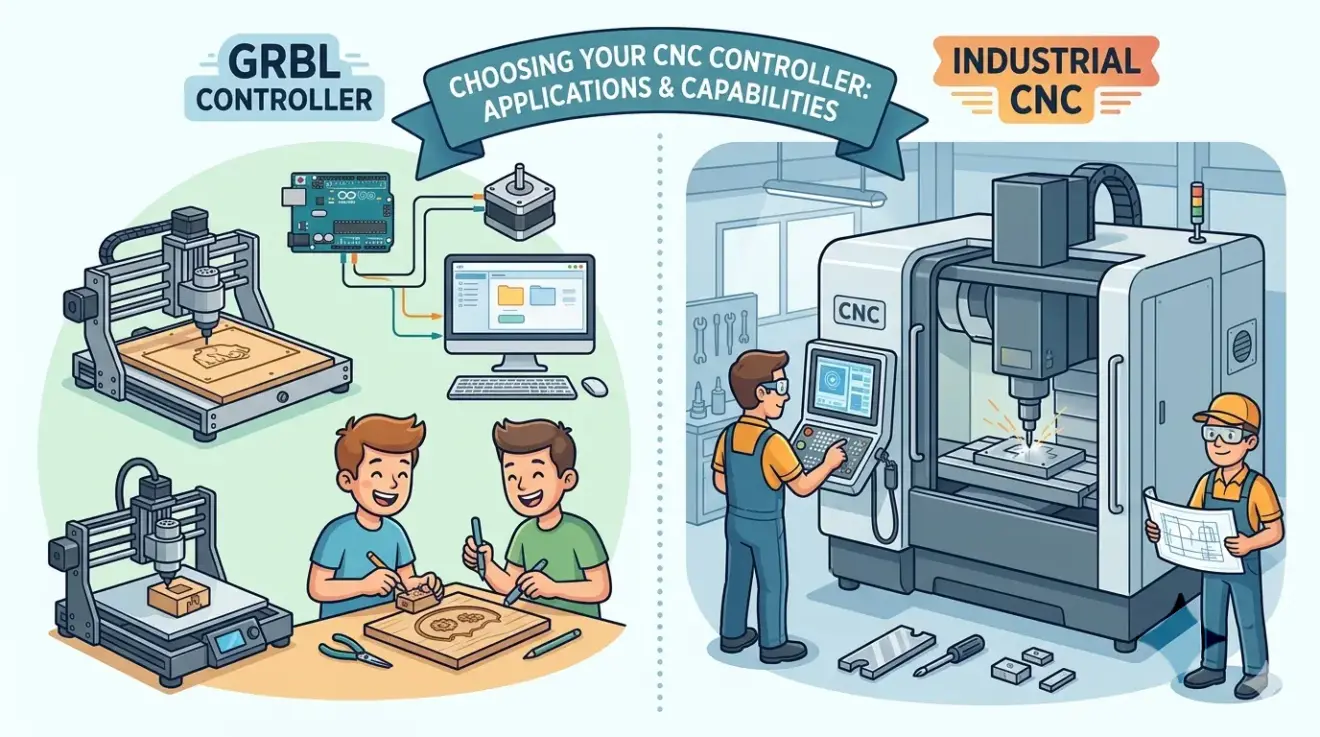
GRBL مقابل وحدات التحكم الصناعية في ماكينات CNC: أيهما يناسب ماكينتك؟
الخميس, 16 أبريل 2026
يحدد اختيار وحدة التحكم أكثر بكثير من مجرد ما إذا كانت الآلة تتحرك. فهو يشكل كيفية تشغيل الآلة، وكيفية تعافيها من الأعطال، وكيفية تكاملها مع محركات الأقراص والإدخال/الإخراج، ووضوح عرض الإنذارات وحالة الآلة، وفي النهاية مقدار عدم اليقين التشغيلي الذي يُتوقع من المالك تحمله. لهذا السبب لا ينبغي مقارنة وحدات تحكم GRBL ووحدات التحكم الصناعية
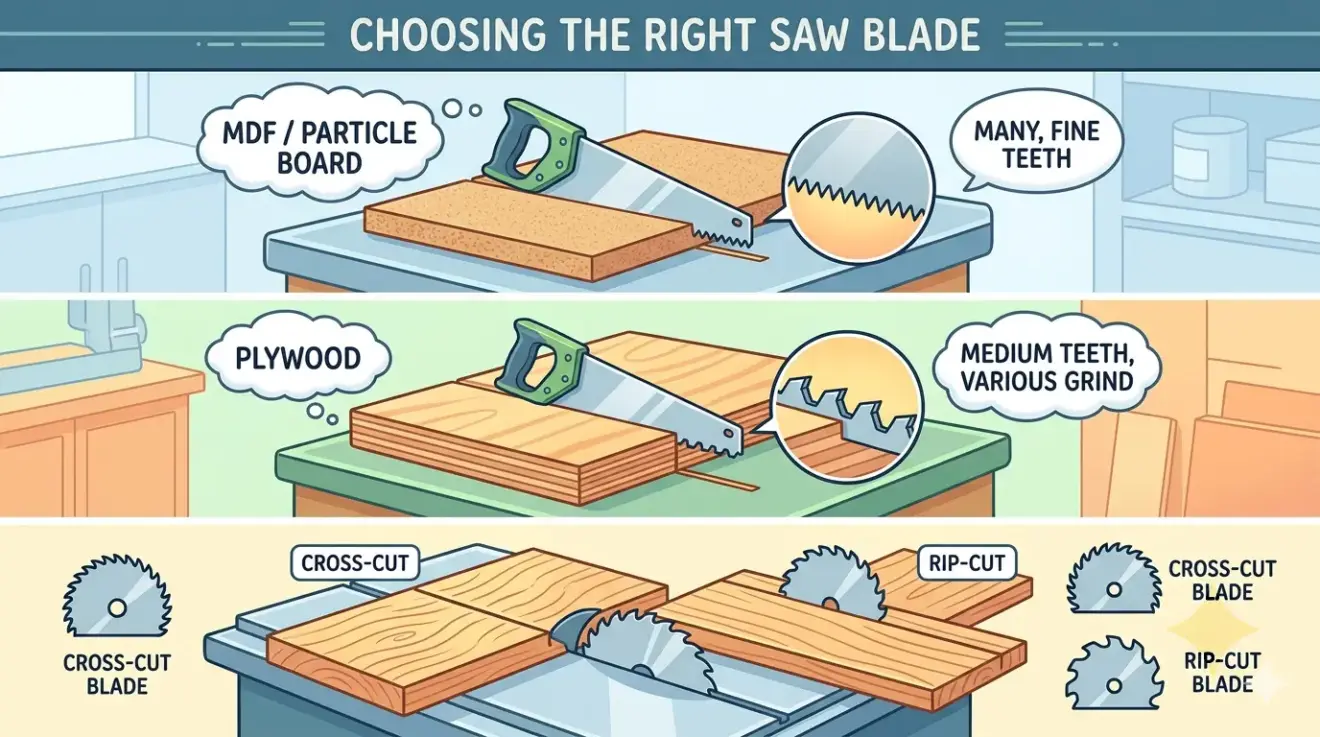
كيفية اختيار شفرات منشار الألواح لألواح MDF واللوح الحبيبي والخشب الرقائقي
الخميس, 16 أبريل 2026
في معالجة الألواح، تُحدد جودة الحافة بشكل مفاجئ قبل أن يلمس أحد إعدادات التغذية أو تحسين القطع. غالبًا ما تلقي الورش باللوم على المنشار عندما يرون تشظيًا أو حوافًا غير واضحة أو انكسارًا أو عمرًا قصيرًا للشفرة، ولكن السؤال الأول يجب أن يكون أبسط: هل الشفرة مناسبة للوحة التي تقوم بقصها فعليًا؟ هذا مهم لأن
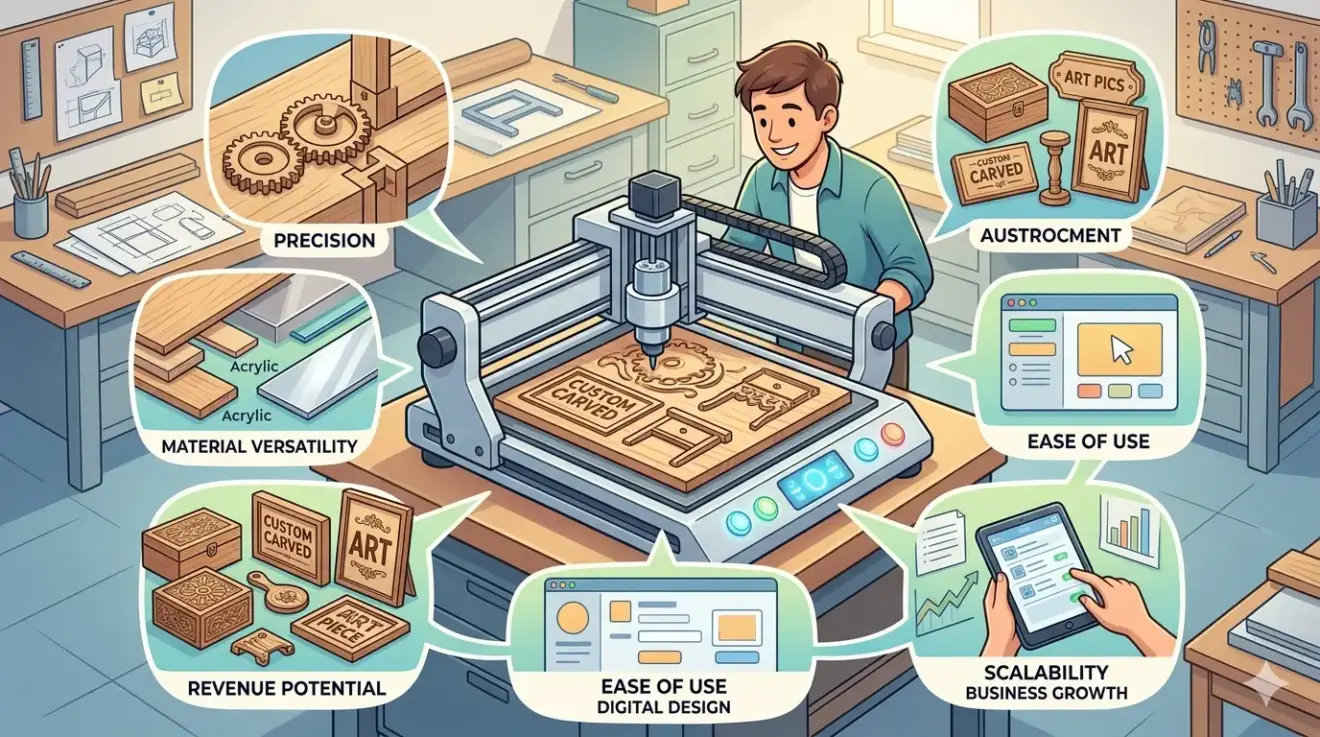
أفضل جهاز تحكم رقمي باستخدام الحاسوب (CNC) للأعمال المنزلية: ما يجب تحديد أولوياته أولاً
الأربعاء, 15 أبريل 2026
إليك الترجمة الكاملة للمحتوى المتعلق بآلات التحكم الرقمي إلى اللغة العربية، مع الحفاظ على جميع علامات HTML وبنية الفقرات كما هي: أول جهاز تحكم رقمي (CNC) لمشروع منزلي لا ينبغي شراؤه ككأس. بل ينبغي شراؤه كأداة إيرادات مدمجة. هذا الاختلاف مهم لأن المشروع القائم في المنزل يعيش تحت ضغطين في آن واحد. يجب على الماكينة
- Published in Blog
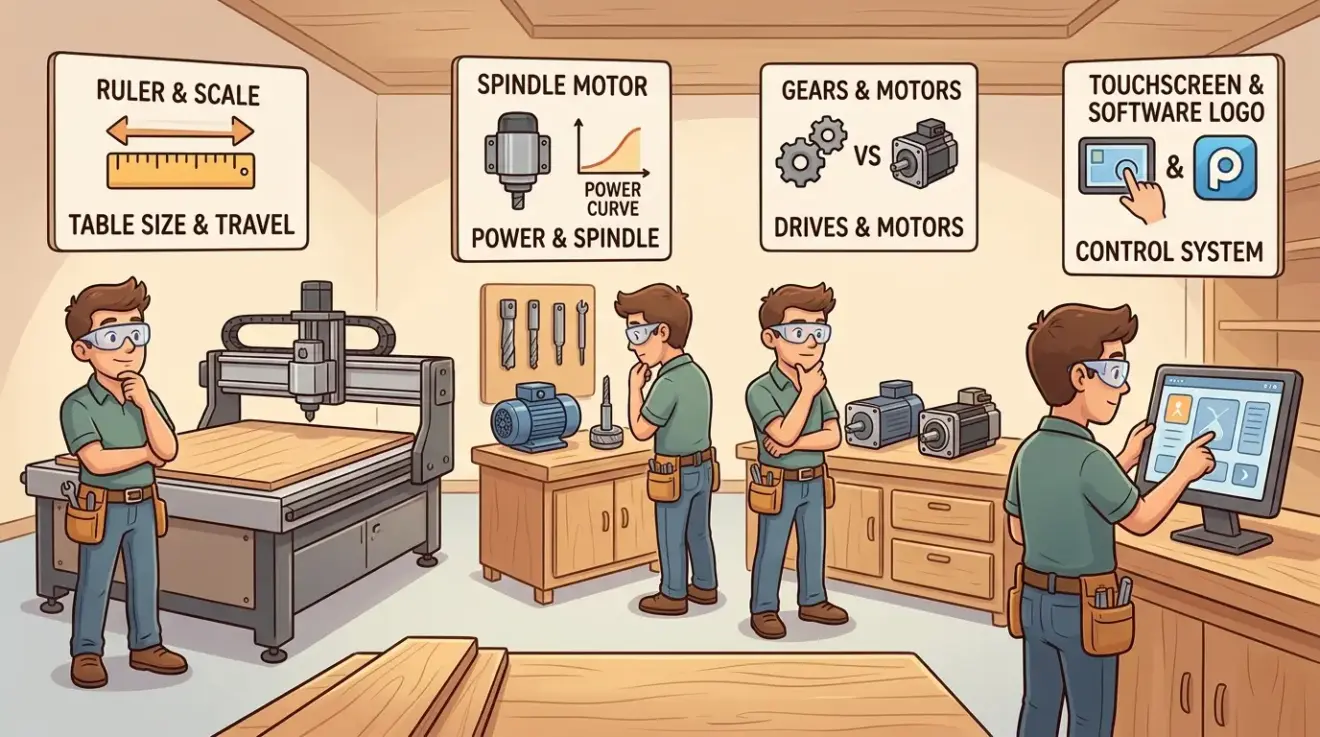
كيفية اختيار ماكينة سي إن سي راوتر للأعمال الخشبية
الأربعاء, 15 أبريل 2026
ماكينة التحكم الرقمي المناسبة للأعمال الخشبية ليست تلك التي تمتلك أكبر مساحة حركة، أو أقوى محرك مغزل، أو أطول قائمة مواصفات. بل هي الماكينة التي تتناسب مع الطريقة التي يعالج بها مصنعك المواد بالفعل. وهذا يعني فهم أنواع الألواح أو قطع الأخشاب الصلبة التي تقوم بقصها، ومدى تكرار تغير مزيج المنتجات، وأي محطات لاحقة تعتمد
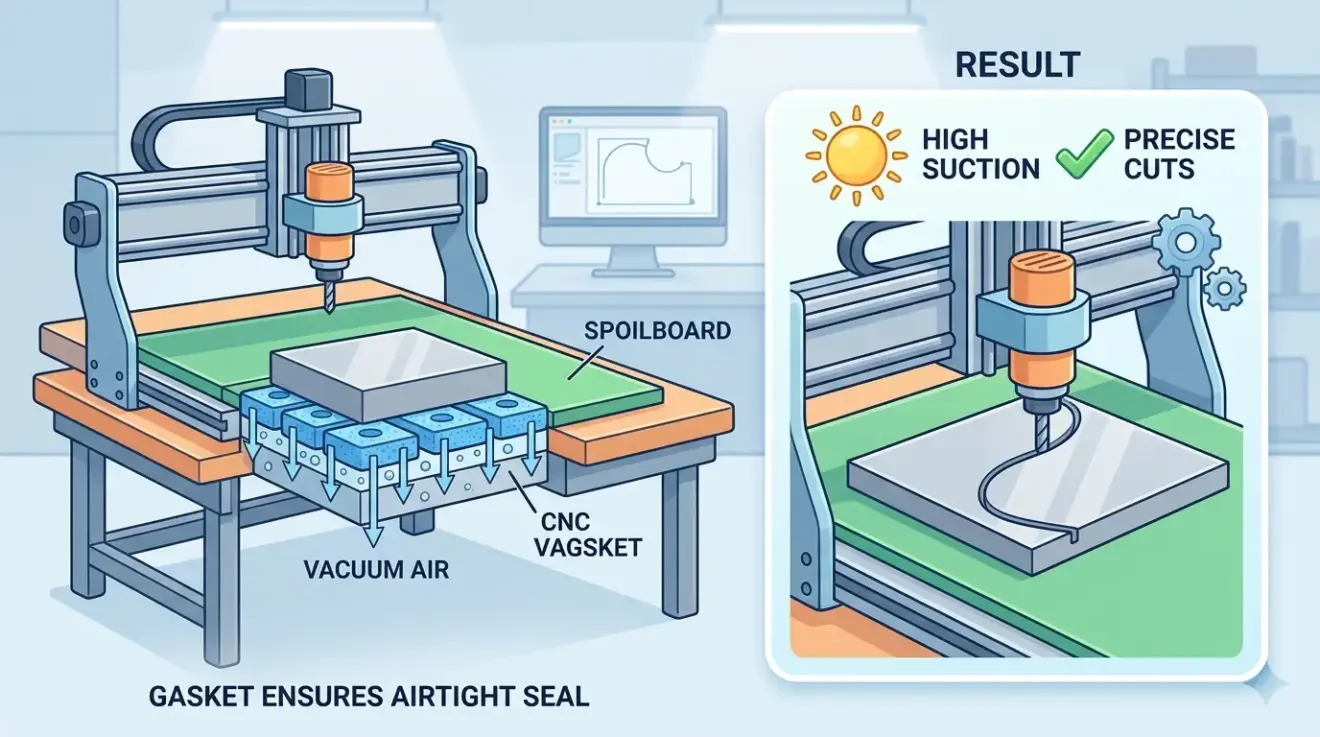
ما هو حشية CNC أو حشية لوح الحماية؟
الأربعاء, 15 أبريل 2026
عادةً ما يُشعر نظام التثبيت بالتفريغ بأنه موثوق حتى اللحظة التي ينزلق فيها قطعة صغيرة، أو تهتز، أو ترتفع بالقرب من نهاية القطع. عندما يحدث ذلك، غالبًا ما تلقي الورش باللوم على حجم المضخة أولاً. أحيانًا يكون ذلك مبررًا. لكن في كثير من الأحيان، تكون المشكلة الأبسط هي أن الطاولة تتسرب من حيث يفترض أن
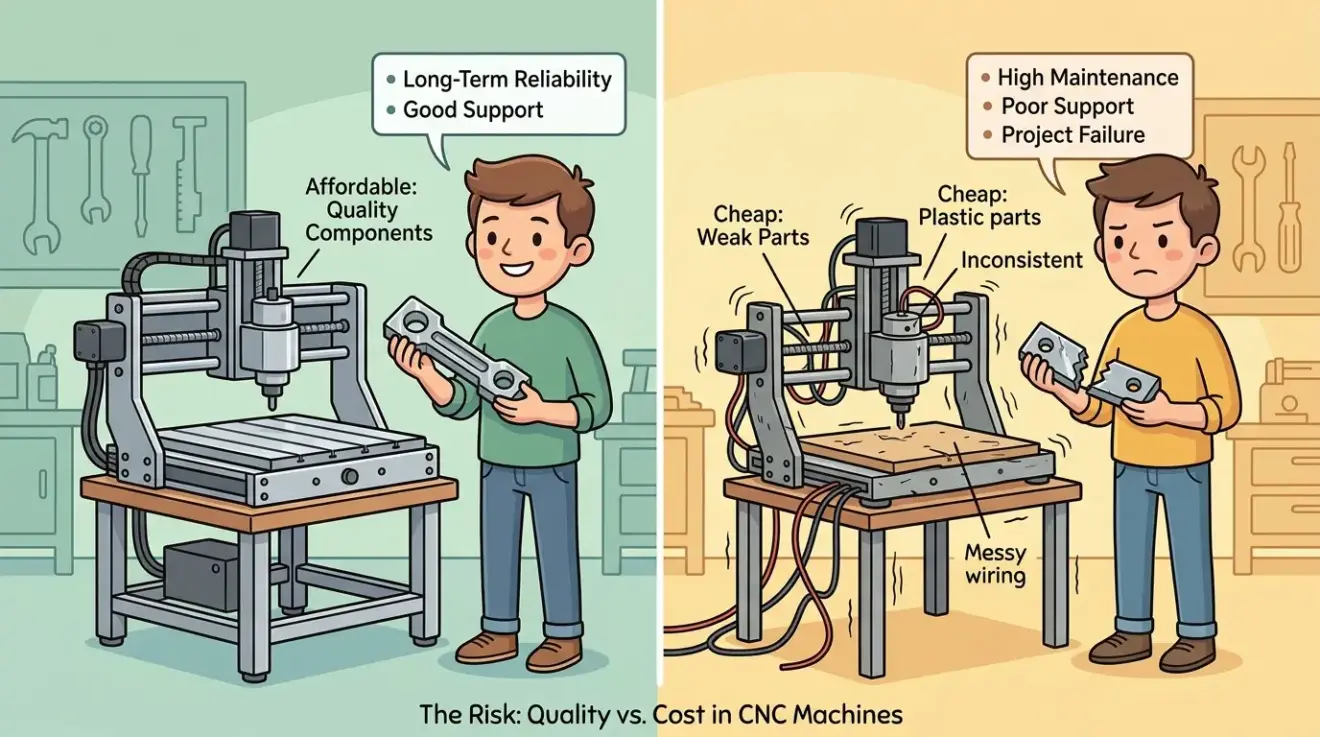
ماكينات CNC ذات التكلفة المعقولة مقابل ماكينات CNC الرخيصة: ما الذي يخاطر به المشترون
الأربعاء, 15 أبريل 2026
في مرحلة طلب العروض، قد تبدو ماكينة التحكم الرقمي المعقولة السعر وماكينة التحكم الرقمي الرخيصة متطابقتين تقريبًا. قد تظهر كلتاهما مساحة عمل مماثلة، وحجم عمود دوران مماثل، واسم وحدة تحكم مماثل، وسعرًا يبدو أفضل بكثير من الخيار المتميز. الفرق يظهر عادةً لاحقًا، عندما تبدأ إحدى الماكينات بالتغيير بهدوء وتبدأ الأخرى محادثات لا يرغب بها أحد.
كيفية اختيار التكوين المناسب لنظام القطع بالليزر لسير عملك
الأربعاء, 15 أبريل 2026
اختيار نظام الليزر بناءً على المواصفات العامة هو أحد أسرع الطرق لخلق عنق زجاجة إنتاجي خفي. قد تبدو الآلة قوية على الورق ومع ذلك تكون غير مناسبة إذا كانت مساحة العمل لا تتطابق مع تدفق الألواح لديك، أو إذا كان التكوين مبنيًا حول فئة مواد خاطئة، أو إذا كان إعداد الحركة والعادم لا يدعم جودة
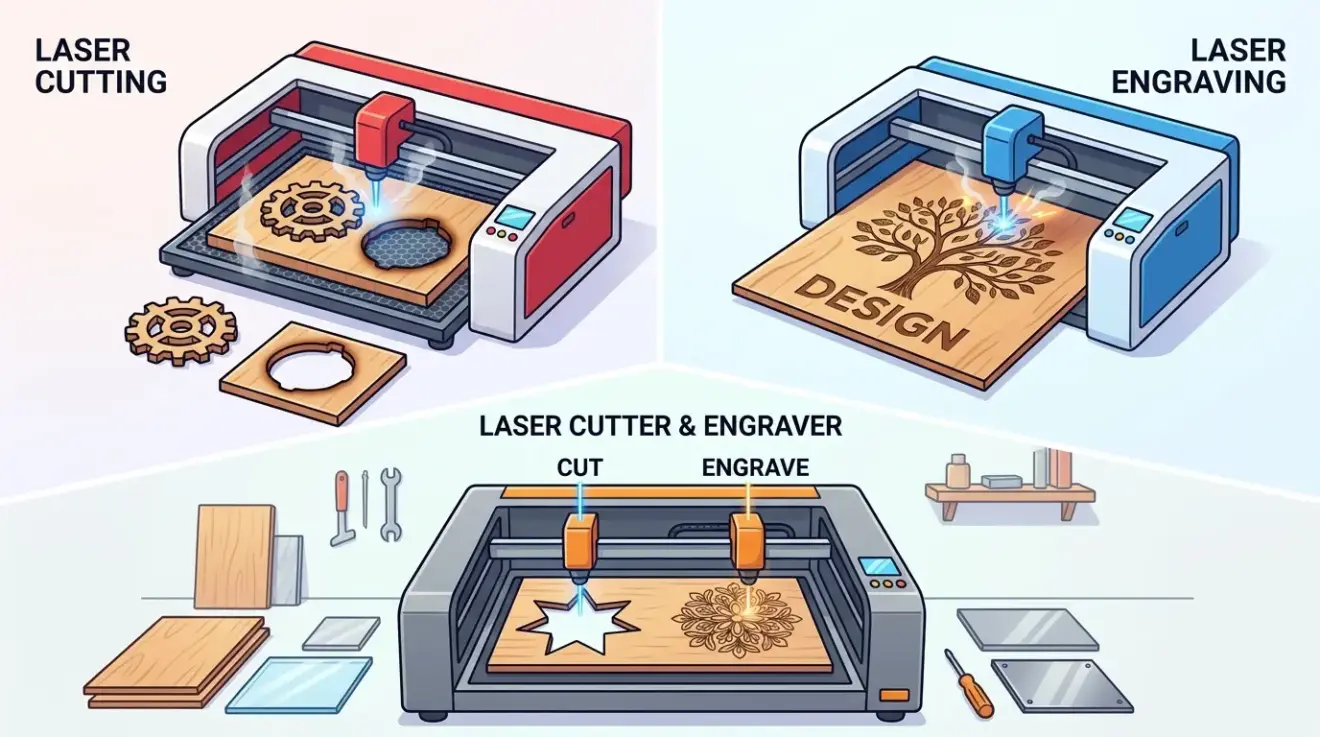
آلة القطع بالليزر وآلة النقش بالليزر: هل تحتاج إلى القطع أم النقش أم كليهما؟
الأربعاء, 15 أبريل 2026
العديد من أخطاء شراء الليزر تبدأ بالمقارنة الخاطئة. غالبًا ما تقارن الورش ملصقات الآلات أولاً، ثم تحاول فرض احتياجاتها الإنتاجية على تلك الملصقات لاحقًا. في الاستخدام الفعلي، السؤال الأفضل هو أبسط: هل تحتاج إلى فصل كامل للقطع، أو تفاصيل سطحية، أو كليهما في سير العمل نفسه؟ بالنسبة للمشترين الذين يقيمون قواطع ونقاشين الليزر للخشب والأكريليك

منضدة المنشار الانزلاقية: ممارسات السلامة والإعداد المثلى للحصول على قطع يومي دقيق وقابل للتكرار
الأربعاء, 15 أبريل 2026
في محلات الأثاث المخصصة، ورش الإنتاج المختلط، وخطوط معالجة الألواح الأصغر حجمًا، تبدأ العديد من مشاكل القطع قبل دخول الشفرة في المادة. يمكن أن تؤدي لوحة ضعيفة الدعم، أو سور غير مربع، أو عربة انزلاق متسخة، أو حركة المشغل المتسرعة، إلى حواف متكسرة، وأبعاد غير متناسقة، وفقدان الوقت، أو حادث سلامة خطير. ولهذا السبب يجب
ماكينات قطع الخشب بالليزر: كيفية الحصول على حواف أكثر نظافة وإنتاجية أفضل
الأربعاء, 15 أبريل 2026
في القطع بالليزر للخشب، غالبًا ما ترتفع الحواف الأنظف والإنتاجية الأعلى معًا أو تنخفض معًا. الورش التي تركز فقط على سرعة القطع غالبًا ما تنتهي بحواف داكنة، ومزيد من الخردة، ومزيد من الفحص، ومزيد من التنظيف اليدوي. الورش التي تركز فقط على المظهر يمكنها حماية الجودة ولكنها تخنق السعة الزمنية بإعدادات مفرطة في الحذر وتعديلات

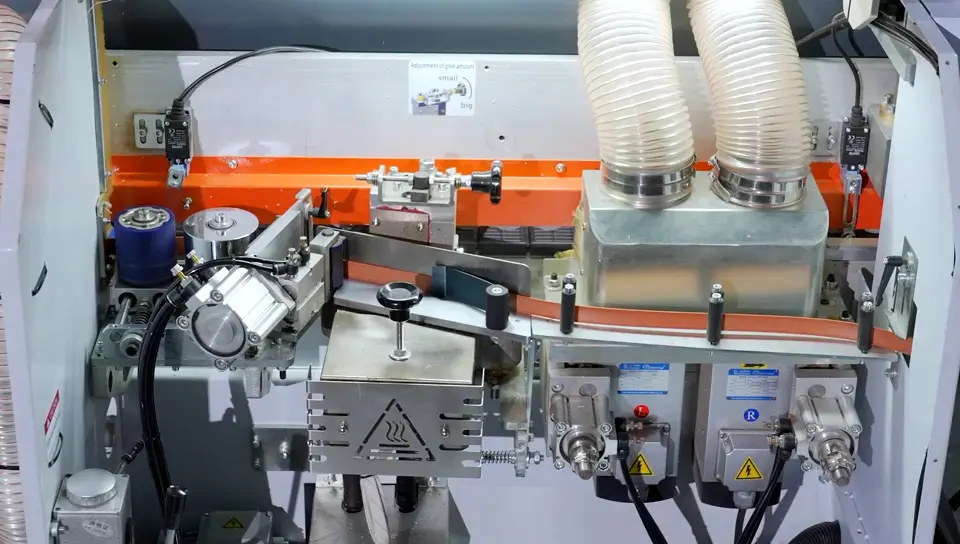
شرح آلات تجليد الحواف: الأنواع، التطبيقات، وملاءمتها للإنتاج
الأربعاء, 15 أبريل 2026
في إنتاج الأثاث اللوحي، غالبًا ما تكشف تشطيب الحواف ما إذا كان المصنع يدير عملية خاضعة للرقابة حقًا أم أنه يصحح عيبًا تلو الآخر يمكن تجنبه. قد تُقطع الألواح بدقة، ولكن إذا كانت الحواف المكشوفة لا تزال تُظهر تشظيًا أو خطوط غراء غير متساوية أو تنظيفًا مكلفًا للزوايا، فإن التكلفة تستمر في الفحص وإعادة العمل
آلات القطع بالليزر للبيع: كيفية مقارنة المواصفات قبل الشراء
الأربعاء, 15 أبريل 2026
عندما يبدأ المشترون في مراجعة آلات القطع بالليزر المعروضة للبيع، أول خطأ يرتكبونه هو عادةً مقارنة الأرقام الخاطئة. قد يبرز عرض ما القدرة (الواط)، أو السرعة القصوى، أو مساحة العمل الكبيرة، لكن هذه المواصفات الرئيسية لا تخبرك ما إذا كانت الماكنة تناسب مادتك، أو مزيج قطعك، أو أهداف إنتاجك اليومي. في التصنيع الحقيقي، تؤدي المقارنة
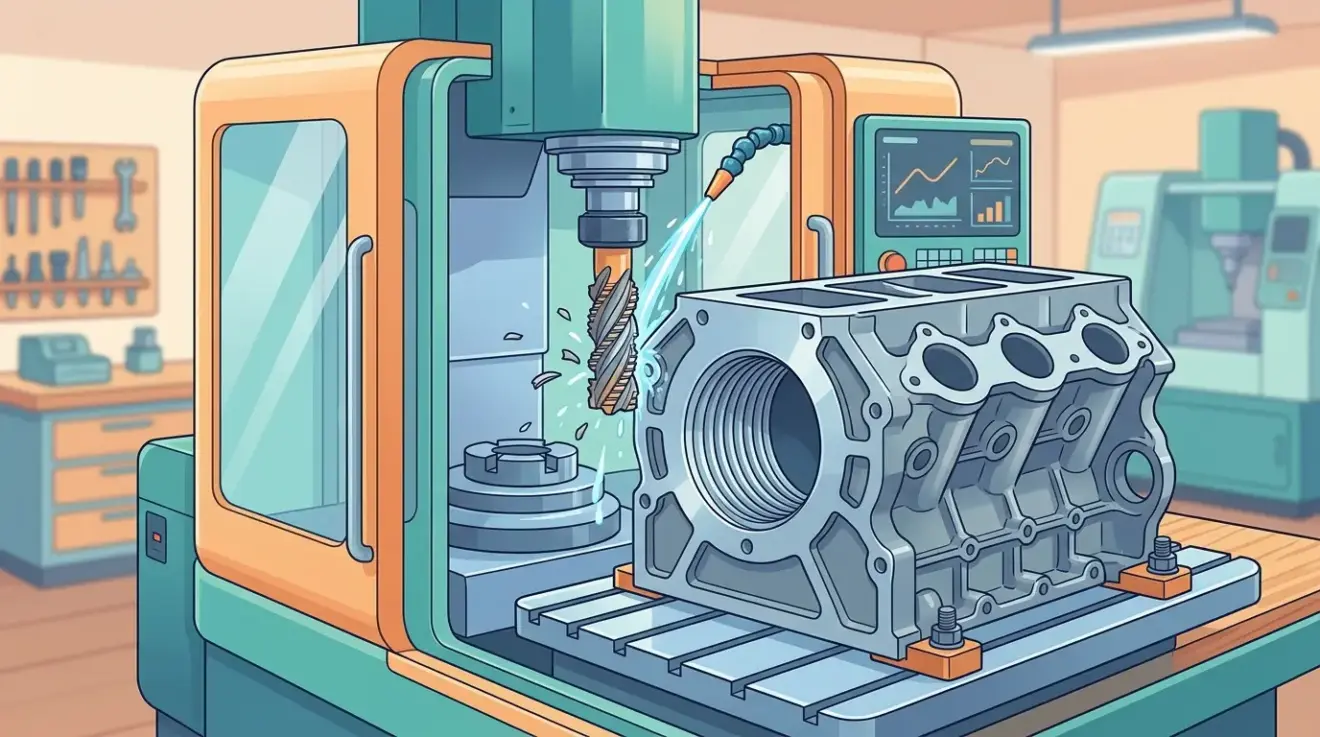
دليل شراء ماكينات التفريز بنظام التحكم الرقمي (CNC) للورش والمصانع
الأربعاء, 15 أبريل 2026
شراء ماكينة طحن CNC يبدو أمرًا بسيطًا على الورق. تقارن الورشة بين أبعاد الحركة (Travel)، والمغزل (Spindle)، وعدد الأدوات، والسعر، وربما سمعة العلامة التجارية، ثم توافق على الماكينة التي تبدو الأكثر قدرة مقابل المال. في المصانع الحقيقية، غالبًا ما تكون هذه هي الطريقة التي يبدأ بها عدم التوافق المكلف. السبب بسيط. ماكينة الطحن ليست مجرد
- Published in Blog
شرح ماكينات CNC VTL: متى تكون المخارط العمودية أكثر ملاءمة
الأربعاء, 15 أبريل 2026
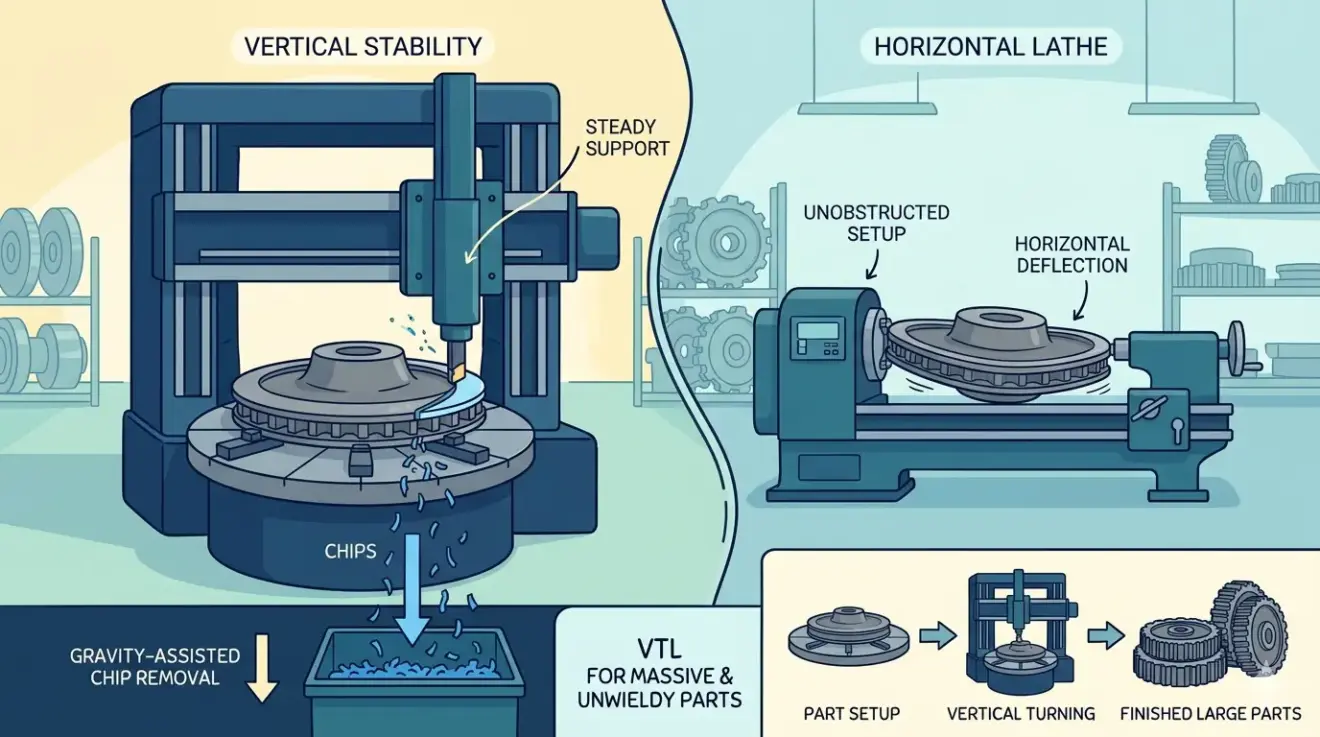
تظهر أهمية المخارط العمودية عندما تتوقف القطعة عن التصرف كعملية خراطة عادية وتبدأ في التحول إلى مشكلة تتعلق بالتحميل والدعم والاستقرار. قد تظل الحلقات الكبيرة، والهياكل، والفلانشات، والأقراص، والأجزاء الشبيهة بالعجلات، وحاملات المحامل، والمكونات المماثلة تحتاج إلى عمليات خراطة مألوفة مثل المواجهة، والتجليخ، وأعمال القطر الخارجي، ولكن الصعوبة الحقيقية غالباً لا تقتصر على هندسة القطع
شرح ماكينات التحكم الرقمي بالكمبيوتر الأوتوماتيكية: ما يعنيه “الأوتوماتيكي” حقًا في معدات الإنتاج
الأربعاء, 15 أبريل 2026
عبارة “ماكينة CNC أوتوماتيكية” تبدو واضحة حتى يبدأ المشترون في مقارنة العروض الأسعارية ويدركون أن أربعة موردين يستخدمون نفس الكلمة لوصف أربعة أشياء مختلفة تمامًا. إحدى الماكينات تغير الأدوات دون تدخل المشغل. وأخرى تحمّل وتفرّغ الألواح تلقائيًا. وثالثة تعني ببساطة أن وحدة التحكم تشغل برنامجًا مخزنًا بمجرد اكتمال الإعداد. ورابعة تجمع بين المناولة والترتيب والنقل

مقطع العوارض مقابل منشار العوارض: ما يحتاج المشترون إلى توضيحه قبل مقارنة الآلات
الأربعاء, 15 أبريل 2026
غالبًا ما يرى المشتري الذي يراجع معدات قطع الألواح الأوتوماتيكية أن أحد الموردين يسمي الآلة قاطعة شعاع (beam cutter) وآخر يسميها منشار شعاع (beam saw). يبدو هذا كاختلاف في المنتج، لكنه في كثير من الحالات مجرد اختلاف في المصطلحات. إذا قارنت بين التسميات بدلاً من سير العمل، فقد تغفل عن المشكلات التي تؤثر فعلاً على

موردو مكونات الطحن باستخدام الحاسب الآلي: كيفية التحقق من الجودة قبل الطلب
الأربعاء, 15 أبريل 2026
نادرًا ما تفشل الأجزاء المُشغّلة آليًا بشكل مسرحي في اللحظة التي تغادر فيها المورد. في أغلب الأحيان، تفشل بهدوء بعد وصولها إلى التجميع أو الطلاء أو السد أو الاستخدام الميداني. يبدو المكون نظيفًا، وتكون قياساته مقبولة في عدد قليل من الأبعاد الواضحة، ومع ذلك يُحدث احتكاكًا مكلفًا لأن منطق المرجع كان ضعيفًا، أو سمح التثبيت
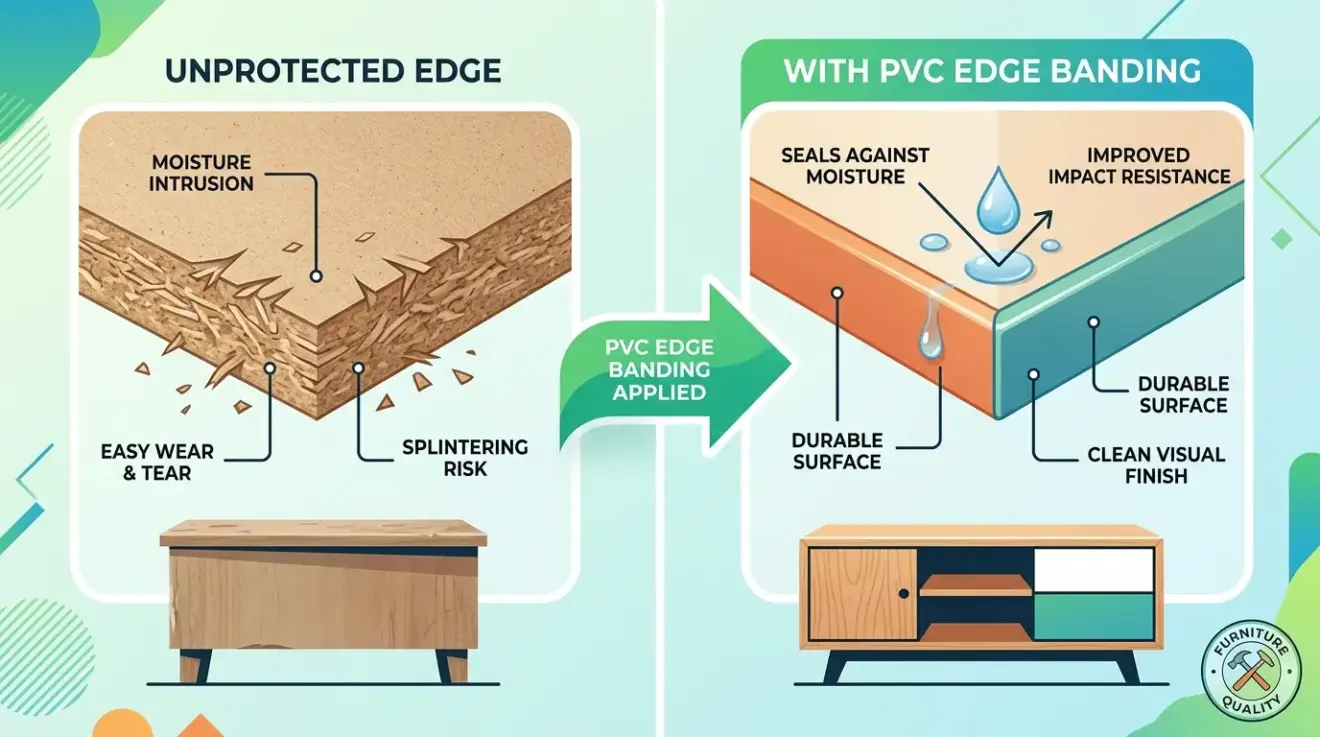
كيف يؤثر حاف بي في سي على متانة الأثاث ولمعانه الجمالي
الأربعاء, 15 أبريل 2026
يمكن قطع الخزانة بدقة، وحفرها بشكل صحيح، وتجميعها باستواء، ومع ذلك قد تبدو منخفضة الجودة أو تبلى مبكرًا إذا كانت الحواف المكشوفة ضعيفة. في الأثاث القائم على الألواح، تعتبر الحافة المنطقة التي يتركز فيها التلامس اليومي والتنظيف والصدمات والفحص البصري. لهذا السبب، فإن حواف PVC ليست مجرد شريط زخرفي. إنها طبقة وظيفية تساعد في حماية
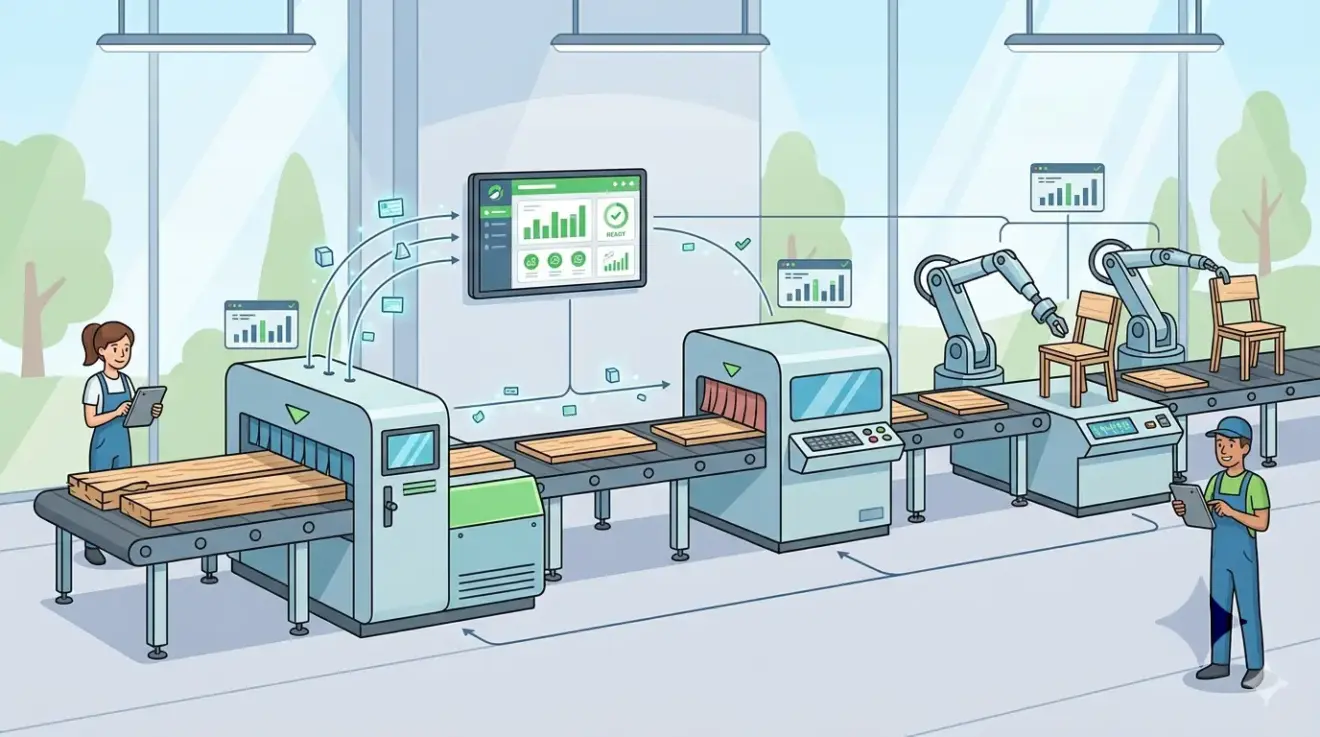
كيفية بناء خط إنتاج أعمال خشبية أكثر ذكاءً باستخدام آلات متصلة
الأربعاء, 15 أبريل 2026
خط إنتاج نجارة أكثر ذكاءً لا ينشأ من وضع المزيد من الآلات الأوتوماتيكية في أرضية المصنع على أمل أن تقوم طبقة البرمجيات بجعلها تعمل معًا. في الإنتاج الفعلي للخزائن، دواليب الملابس، وأثاث الألواح، يصبح الخط أكثر ذكاءً عندما يصل الجزء الصحيح إلى المحطة الصحيحة بالتسلسل الصحيح، مع عدد أقل من الفحوصات اليدوية وإعادة العمل أقل.
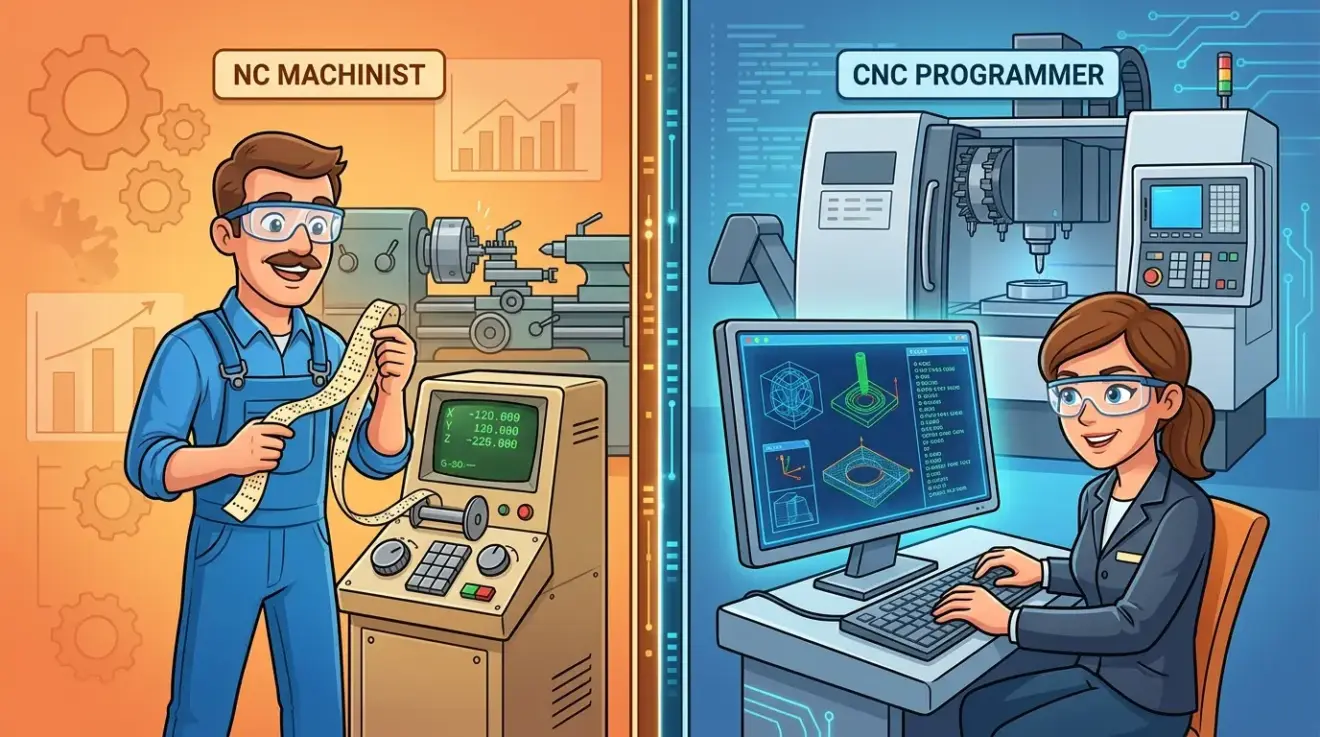
ما هي المعالجة باستخدام التحكم الرقمي (NC)؟ شرح الفرق بين NC و CNC
الأربعاء, 15 أبريل 2026
ستصبح معالجة NC مربكة عندما يظل مصطلح قديم حياً داخل قرار شراء حديث. قائمة ماكينات مستعملة تقول NC. دليل قديم يقول NC. بائع يعيد البيع يقول التحكم العددي وكأن ذلك يحسم الأمر. مهندس أصغر سنًا يسمع CNC ويفترض أن الفرق هو فقط اختلاف في لغة الأجيال. ثم تكتشف الورشة أن الصياغة ليست غير ضارة إذا
- Published in Blog
شرح آلات الليزر: الأنواع، التطبيقات، ومعايير الشراء
الأربعاء, 15 أبريل 2026
تغطي الماكينات الليزرية مجموعة واسعة من مهام الإنتاج، بدءًا من قص أجزاء العرض الأكريليكية وحفر الألواح الخشبية إلى معالجة الصفائح المعدنية بسرعات صناعية. بالنسبة للمشترين، لا يكمن التحدي ببساطة في اختيار ماكينة ليزر. بل يكمن في فهم نوع الليزر الذي يناسب المادة، وأي سير عمل يعمل على تحسينه، وما هي معايير الشراء المهمة فعليًا بمجرد

مناشير الجسور المشروحة: كيف تعمل وأين تتناسب في معالجة الألواح
الأربعاء, 15 أبريل 2026
في إنتاج الأثاث اللوحي، لا تقوم خلية القطع بتحديد أبعاد الألواح فحسب، بل إنها تحدد وتيرة المعالجة الحرفية للتشغيل، والحفر، والفرز، والتجميع. عندما تكون الخطوة الأولى غير متناسقة، يضطر كل قسم لاحق إلى قضاء وقت أطول في تصحيح الأبعاد، أو إعادة فحص القطع، أو التعامل مع تأخيرات كان يمكن تجنبها. وهنا يأتي دور منشار الحزمة
دليل شراء ماكينة CNC بأربعة محاور لتصنيع الأجزاء المعقدة
الأربعاء, 15 أبريل 2026
تصبح عملية شراء آلة ذات أربعة محاور أمرًا جديًا عندما تستمر نفس أنواع القطع في إهدار الوقت بسبب إعادة التثبيت. الثقوب الجانبية، والأنماط الشعاعية، والميزات متعددة الوجوه، والتفاصيل المنحنية، والأعمال الأسطوانية، والتصنيع الزاوي، كلها تخلق نفس الشكوى عند استخدام مسار ثلاثي المحاور: يمكن للآلة قطع الميزات، لكن سير العمل يدفع الكثير مقابل المناولة والمحاذاة. لا
كيفية اختيار آلة النقش بالليزر المناسبة للمتاجر الصغيرة والمستخدمين الصناعيين
الأربعاء, 15 أبريل 2026
شراء آلة النقش بالليزر يصبح مكلفًا عندما يتم اختيار الآلة بناءً على عينة تجريبية بدلاً من عبء العمل الفعلي. عادةً ما تشعر الورش الصغيرة بالألم من خلال المساحة الضائعة، ووقت التبديل البطيء، والمهام التي لا تتناسب أبدًا مع المزيج الأسبوعي. أما المستخدم الصناعي فيشعر به من خلال عدم استقرار قائمة الانتظار، والإنتاج غير المتسق، والاعتماد
ما هو التجويف في التصنيع باستخدام الحاسب الآلي (CNC)؟
الأربعاء, 15 أبريل 2026
التجويف يبدو بسيطًا في الرسم لأن الميزة تتكون في الغالب من مساحة فارغة. على الماكينة، غالبًا ما تصبح نفس المساحة الفارغة مكانًا يتصارع فيه وقت الدورة، وحمولة الأداة، والتحكم في الرايش، وجودة السطح، وثبات الجزء مع بعضهم البعض. التجويف الذي يبدو غير ضار في برنامج CAD يمكن أن يصبح أبطأ جزء في المسار، أو الجزء
- Published in Blog

نصائح صيانة لآلات الحفر باستخدام الحاسب الآلي (CNC) لضمان الدقة والإنتاجية
الأربعاء, 15 أبريل 2026
في إنتاج الخزائن والأثاث اللوحي، نادرًا ما تبدأ مشاكل الثقب بفشل آلي دراماتيكي. في كثير من الأحيان، يبدأ موضع الثقب في الانحراف التدريجي، ويصبح تشقق الشظايا أقل قابلية للتنبؤ، ويزداد ضجيج المغزل، أو يستغرق تركيب الإكسسوارات وقتًا أطول مما ينبغي. وعندما تبدأ فرق التجميع في تعويض الثقوب غير المتسقة أو جودة الثقب غير المنتظمة، يكون
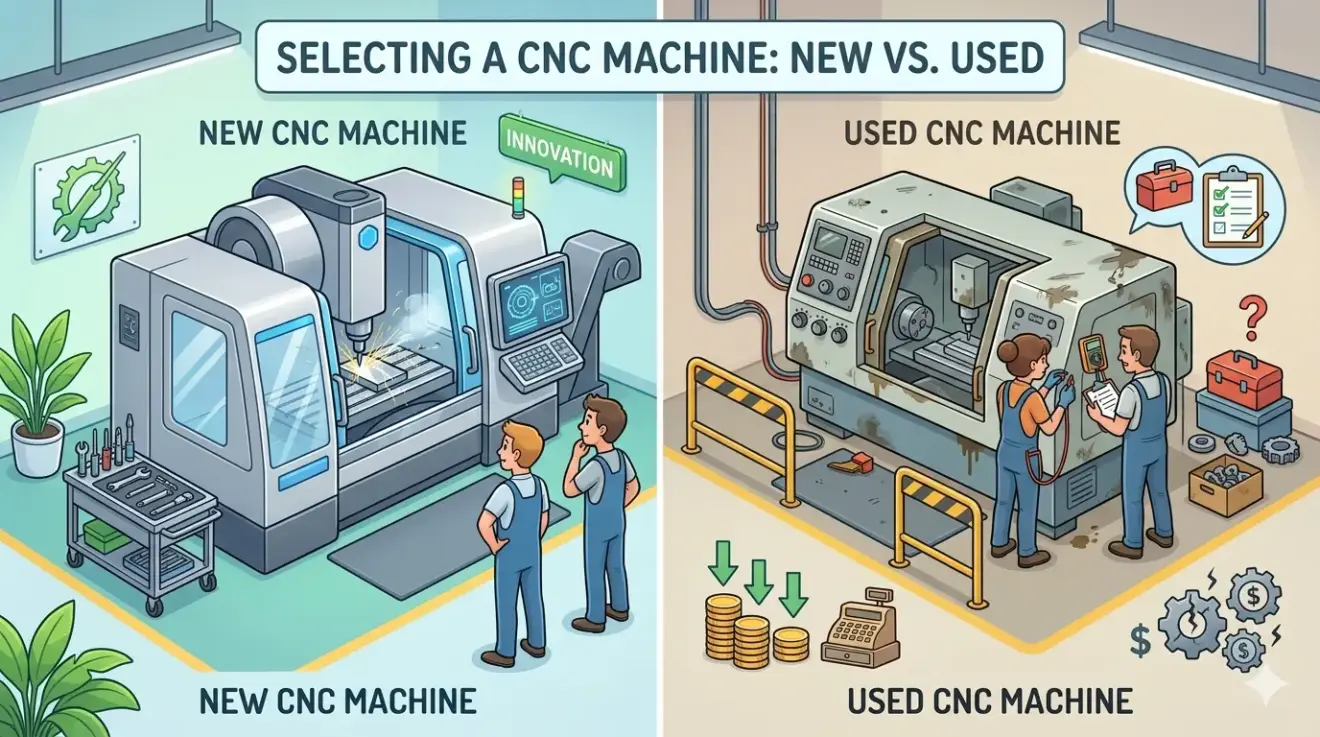
ماكينات CNC الجديدة مقابل المستعملة: التوفير، المخاطر، وما يجب فحصه
الثلاثاء, 14 أبريل 2026
هذه هي الترجمة الكاملة للمحتوى المتعلق بالآلات إلى اللغة العربية، مع الحفاظ على جميع عناصر HTML وبنية النص: شراء ماكينة CNC مستعملة غالبًا ما يبدو كأسرع طريقة لإضافة طاقة إنتاجية دون انتظار ماكينة جديدة، لكن القرار الحقيقي ليس “رخيص مقابل باهظ الثمن”. بل هو ما إذا كانت الماكينة ستدخل الإنتاج كأصل مستقر أم ستصل كمشروع
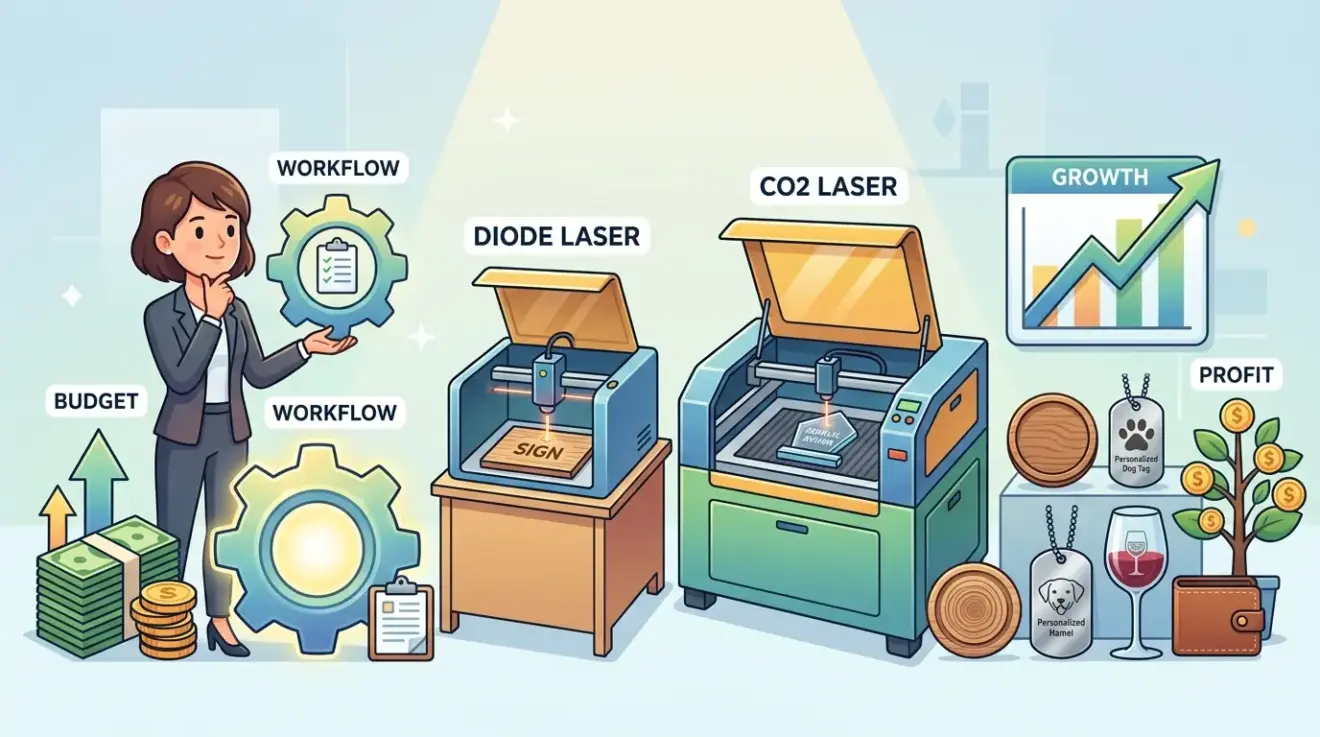
خيارات آلة الحفر بالليزر بأسعار مناسبة لمشتري الأعمال الصغيرة: كيفية مطابقة الميزانية مع سير العمل
الثلاثاء, 14 أبريل 2026
بالنسبة للأعمال التجارية الصغيرة، فإن آلة النقش بالليزر الاقتصادية ليست مجرد آلة بأقل سعر. بل هي الآلة التي تتناسب مع مزيج المواد وحجم الطلبات وتوقعات التشطيب بشكل كافٍ لإنتاج مخرجات قابلة للاستخدام دون تعديل مستمر أو مواعيد تسليم فائتة أو إعادة عمل يمكن تجنبها. هذا التمييز مهم لأن الورش الصغيرة عادة ما تشعر بأخطاء المعدات
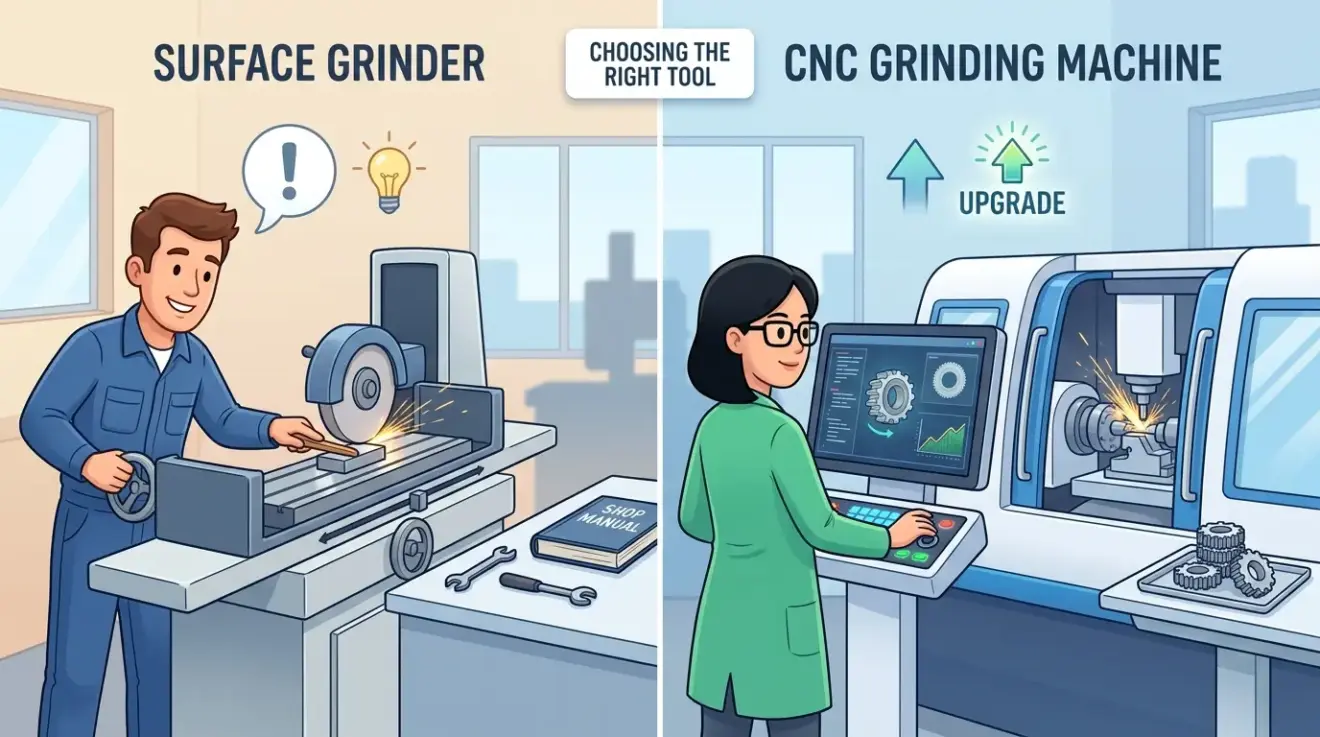
ماكينة السطح الجلخ مقابل ماكينة الجلخ CNC: عندما تكون الدقة في التشطيب مهمة
الثلاثاء, 14 أبريل 2026
عادةً ما يدخل الحديث عن التجليخ بعد أن تُظهر عملية أخرى حدودها. يمكن لماكينة التفريز الاحتفاظ بمعظم الأبعاد الهندسية، لكن الاستواء يبتعد. تترك المخرطة القطعة قريبة، لكن ليست قريبة بما يكفي. يكون السطح مقبولاً حتى تبدأ القياسات عبر دفعة كاملة بدلاً من عينة واحدة. عند هذه النقطة، يتحول سؤال الشراء من كونه عن القدرة العامة
ماكينة تقريب الزوايا لحواف الأشرطة مقابل ماكينة الحواف القياسية: أي جودة تشطيب تحتاج؟
الثلاثاء, 14 أبريل 2026
في إنتاج الأثاث اللوحي، يتم الحكم على جودة الحواف بأقصى درجات الصرامة في الأماكن التي يمكن للمستخدمين رؤيتها ولمسها. قد يكون جزء هيكل الخزانة ذو الحافة المستقيمة النظيفة مقبولاً تمامًا على خط إنتاج، بينما يمكن أن تبدو تركيبات التجزئة أو أبواب خزائن الملابس أو الأرفف المكشوفة غير مكتملة إذا كانت الزوايا حادة أو تحتاج إلى
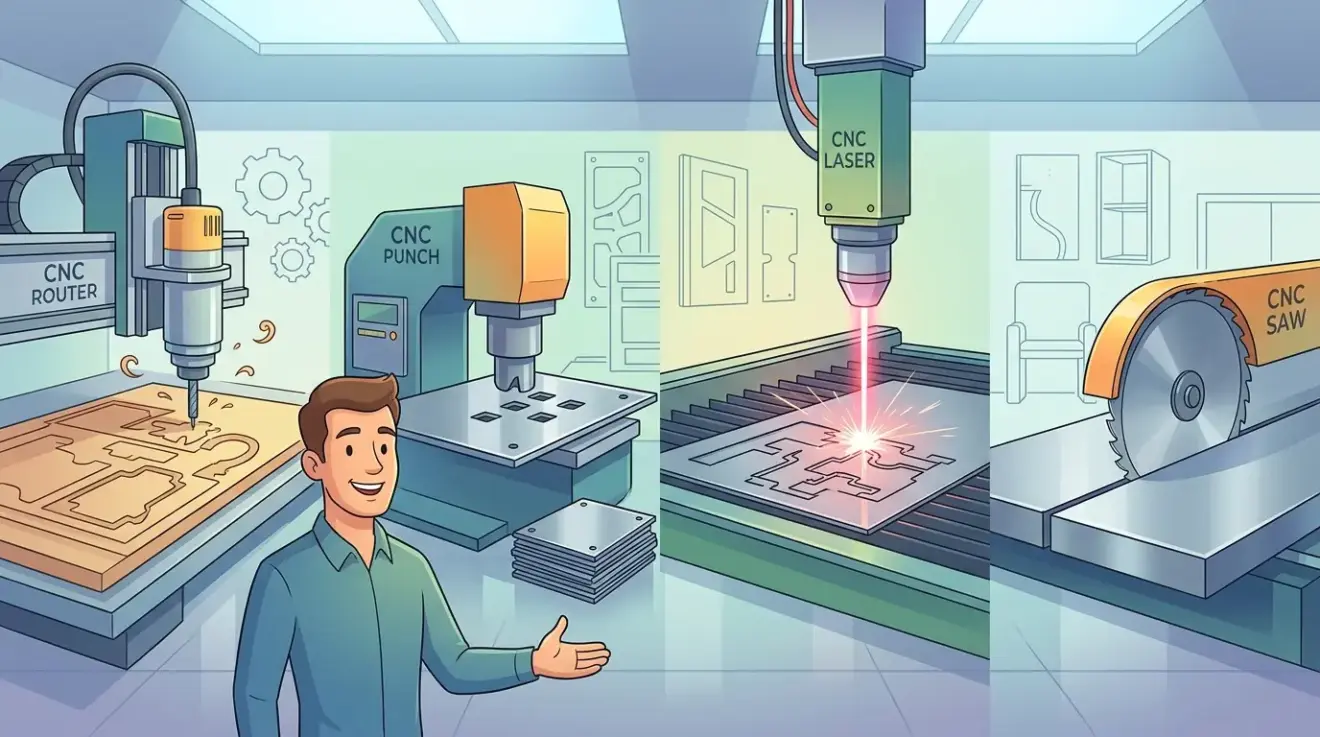
شرح معالجة الصفائح باستخدام الحاسب الآلي: راوتر، لكمة، ليزر، أم منشار؟
الثلاثاء, 14 أبريل 2026
عادة ما تسير قرارات معالجة الألواح في الاتجاه الخاطئ عند نفس النقطة: تقوم المصنع بمقارنة الآلات قبل تصنيف المهام. إن آلة الحفر، والمثقب، والليزر، والمنشار ليست أربع علامات تجارية لعملية واحدة. إنها أربع طرق مختلفة لتنظيم العمل على المواد المسطحة. كل منها يُفضّل مجموعة مختلفة من المواد، الهندسة، متطلبات الحافة، نموذج العمل، وتدفق العمليات اللاحقة.
- Published in Blog
ما هي لقمة التفريز الخيطية ومتى يجب استخدامها؟
الثلاثاء, 14 أبريل 2026
أداة تفريز الخيوط، واسمها الأدق “مقطع التفريز للخيوط” (thread mill)، هي قاطعة دوارة تُنشئ خيوطاً باتباع مسار حلزوني مبرمج بدلاً من دفع أداة (قلاووظ) مباشرة عبر الثقب. يبدو هذا الفرق بسيطاً حتى يحدث خلل في العمل. فالمثقب (القلاووظ) يكون فعالاً عندما تكون العملية مناسبة. أما أداة تفريز الخيوط فتصبح ذات قيمة عندما تحتاج الورشة إلى
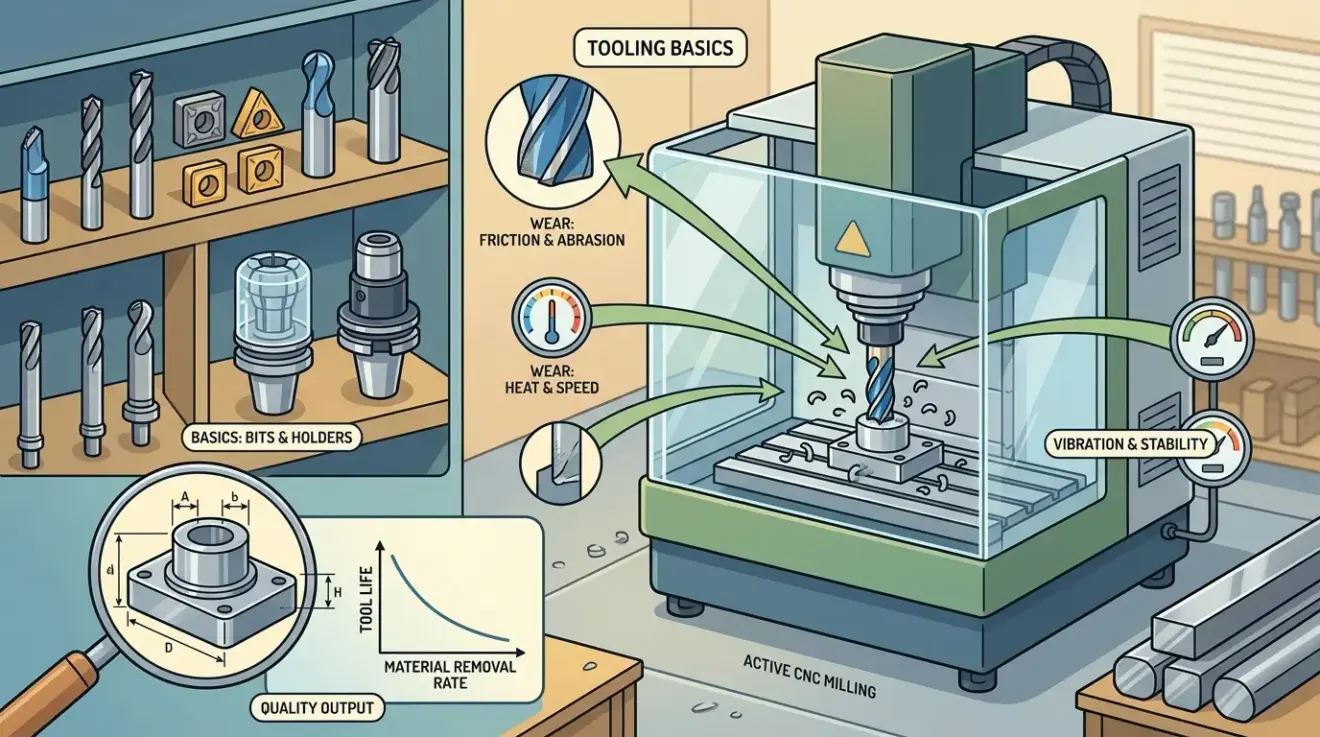
أساسيات أدوات التحكم الرقمي بالحاسوب (CNC): الريش، الحاملات، وعوامل التآكل التي تؤثر على الجودة
الثلاثاء, 14 أبريل 2026
إمكانيات الماكينة لا تصل إلى القطعة مباشرة. فهي تمر أولاً عبر سلسلة دوارة: أداة القطع، الحامل، الظرف أو واجهة التثبيت الأخرى، بروز الأداة، نظافة التجميع، وحالة التآلكل ما هو قريب من ماسورة المغزل. عندما تتجاهل الورش تلك السلسلة، فإنها عادةً ما تشخص مشاكل الجودة بشكل خاطئ. يلقون باللوم على البرنامج، سرعة التغذية، هيكل الماكينة، أو

أخطاء شائعة عند شراء معدات الحجر باستخدام الحاسب الآلي (CNC)
الثلاثاء, 14 أبريل 2026
عندما تقرر ورشة حجر الاستثمار في قدرات التحكم الرقمي باستخدام الحاسوب (CNC)، غالبًا ما تبدأ محادثة الشراء من المكان الخطأ. يقارن المشترون أوصاف الماكينات، وعينات القطع، وقوائم الميزات قبل أن يحددوا بالكامل مشكلة الإنتاج التي يحاولون حلها بالفعل. وهذه هي البداية المعتادة للأخطاء المكلفة. يمكن لمعدات CNC للحجر تحسين اتساق التوجيه، وجودة الحافة، وقابلية التكرار،
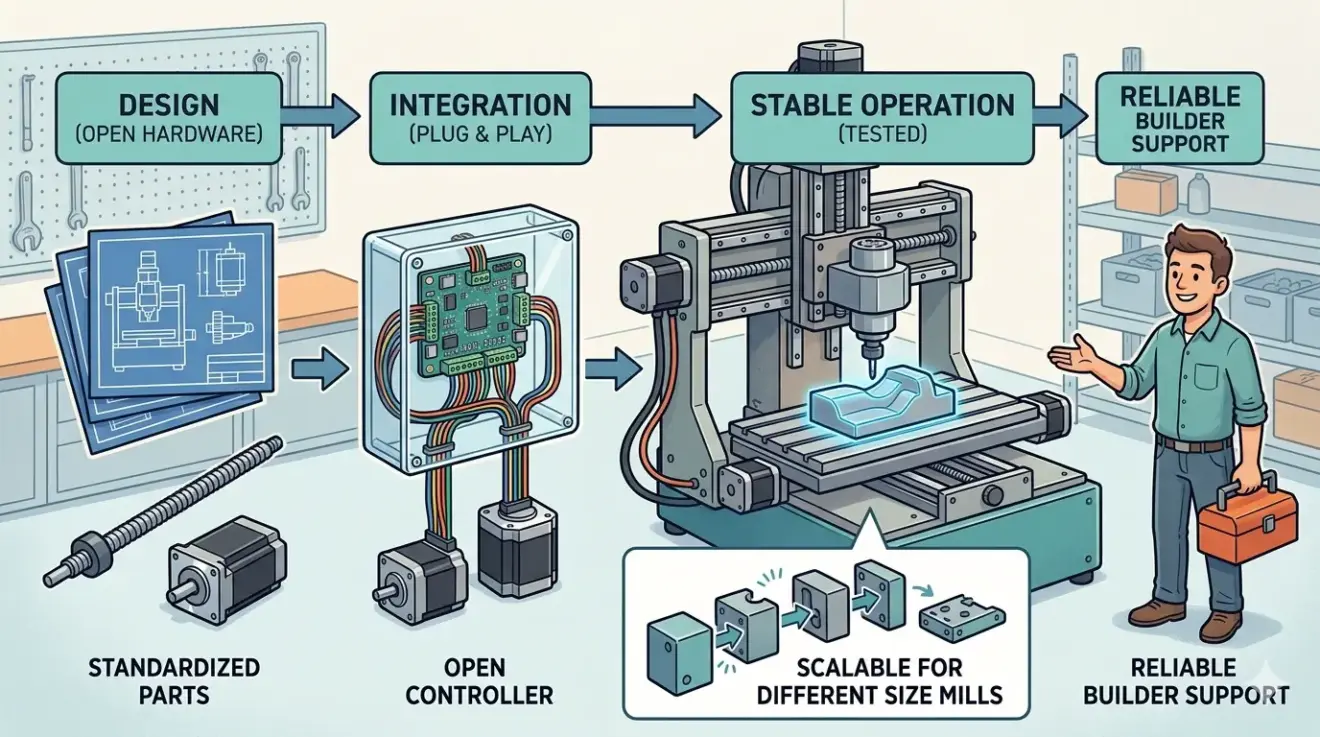
منصات التعديل المفتوحة لمطاحن الركبة، ومطاحن المنضدة، والمطاحن الصغيرة: ما يغفله عادةً البناة
الثلاثاء, 14 أبريل 2026
مشاريع التعديل التجديدي (الريتروفيت) تجذب المصنّعين لأنها تبدو وكأنها تجمع بين أفضل ما في العالمين: قاعدة ماكينة موجودة مع حرية تحديث أنظمة التحكم والمحركات والبرامج وفقًا لاحتياجاتك الخاصة. على الورق، يبدو ذلك فعّالاً. عمليًا، يعتمد نجاح التعديل التجديدي بشكل أقل على إثارة ترقية أنظمة التحكم وأكثر على التفاصيل المملة التي يميل المصنّعون إلى التقليل من
- Published in Blog
شرح التصنيع باستخدام الحاسب الآلي خماسي المحاور: الفوائد والقيود وأفضل حالات الاستخدام
الثلاثاء, 14 أبريل 2026
تصبح ماكينات التحكم الرقمي خماسية المحاور ذات قيمة عندما يكون القطعة باهظة الثمن عند البقاء في الوضع الرأسي. إذا كان المسار الحالي يتطلب إعادة تثبيت متكررة جدًا أو أدوات طويلة جدًا أو زوايا وصول محرجة أو الكثير من التصحيح اليدوي للأشكال الهندسية المركبة، فإن المحور الخماسي يمكنه إزالة ألم إنتاج حقيقي. إذا كانت القطعة تعمل