
 English
English  Español
Español  Italiano
Italiano  Deutsch
Deutsch  Français
Français  Português
Português  العربية
العربية  Русский
Русский  Tiếng Việt
Tiếng Việt  한국어
한국어  日本語
日本語  简体中文
简体中文 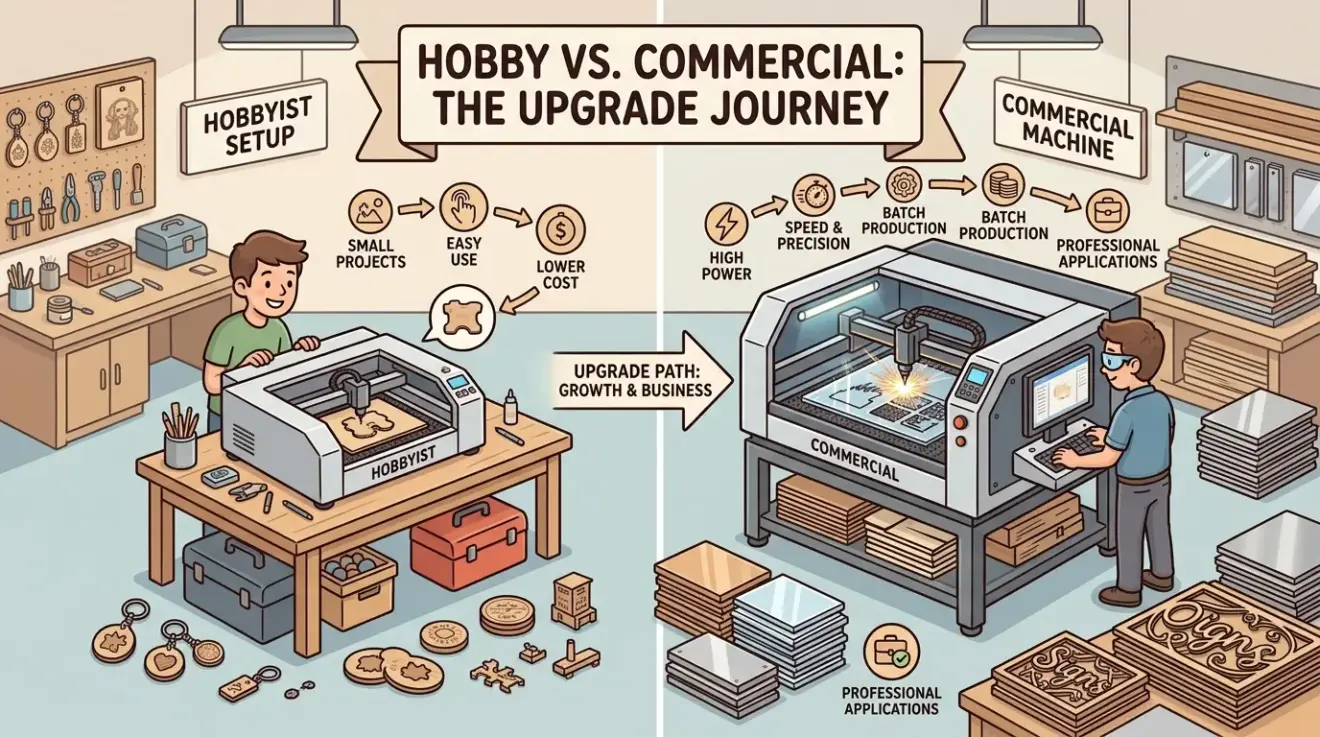
Hobi Lazer Kesici vs. Ticari Lazer Makinesi: Yükseltmek Ne Zaman Mantıklıdır
Cuma, 10 Nisan 2026
Bir hobi lazer kesici, numuneler, kısa özel seriler ve erken ürün geliştirme için akıllı bir başlangıç noktası olabilir. Yükseltme sorusu genellikle aynı makinenin teslim tarihlerini, tekrar eden siparişleri, daha büyük iş parçalarını ve daha öngörülebilir kaliteyi desteklemesi istendiğinde ortaya çıkar. Gerçek ayrım çizgisi budur. Bir hobi lazerden ticari bir makineye geçiş, yalnızca daha fazla güç
Yeni vs Kullanılmış Lazer Kesici: Hangi Seçenek Daha İyi Uzun Vadeli Yatırım Getirisi Sağlar?
Cuma, 10 Nisan 2026
Satın alma sorunu genellikle basit görünür: kullanılmış bir lazer kesici bugün daha az maliyetlidir, yeni bir makine ise sizi yarınki daha fazla bilinmeyene karşı korur. Gerçek üretimde, bu takas çoğu zaman yalnızca satın alma fiyatına göre belirlenmez. Makinenin zaman içinde üretebileceği kabul edilebilir parça sayısı, iş akışını ne sıklıkla kesintiye uğrattığı ve tesisi çalışır durumda

Ne Zaman Ahşap İşleme Hattınıza Geniş Zımpara Makinesi Eklemelisiniz
Cuma, 10 Nisan 2026
Karar genellikle zımpara alanı tamamen bozulmadan önce kendini gösterir. Parçalar hala hareket ediyordur, operatörler hala panelleri hazırlıyordur ve siparişler hala gönderiliyordur. Ancak belirtiler birikmeye başlar: kaplamadan önce çok fazla elle zımparalama, bir partiden diğerine gözle görülür farklılık ve yüzeyi hazır olması gereken parçalarda aşağı yönlü çok fazla düzeltme. İşte o zaman geniş bantlı bir zımpara
3D Lazer Gravür Makineleri: Uygulamaları, Sınırlamaları ve Ne Zaman Mantıklı Oldukları
Cuma, 10 Nisan 2026
Birçok alıcı, standart düz kazıma iş akışı bozulmaya başladıktan sonra ilk olarak bir 3D lazer kazıma makinesine bakar. Parçalar artık düz olmayabilir. Ürünün kavisli bir yüzeye kazınması gerekebilir. Dekoratif bir panel, basit bir yüzey işareti yerine katmanlı bir kabartma efekti gerektirebilir. Veya atölye, tamamen ayrı bir işlem eklemeden görsel detayı daha üstün bir bitmiş görünümle
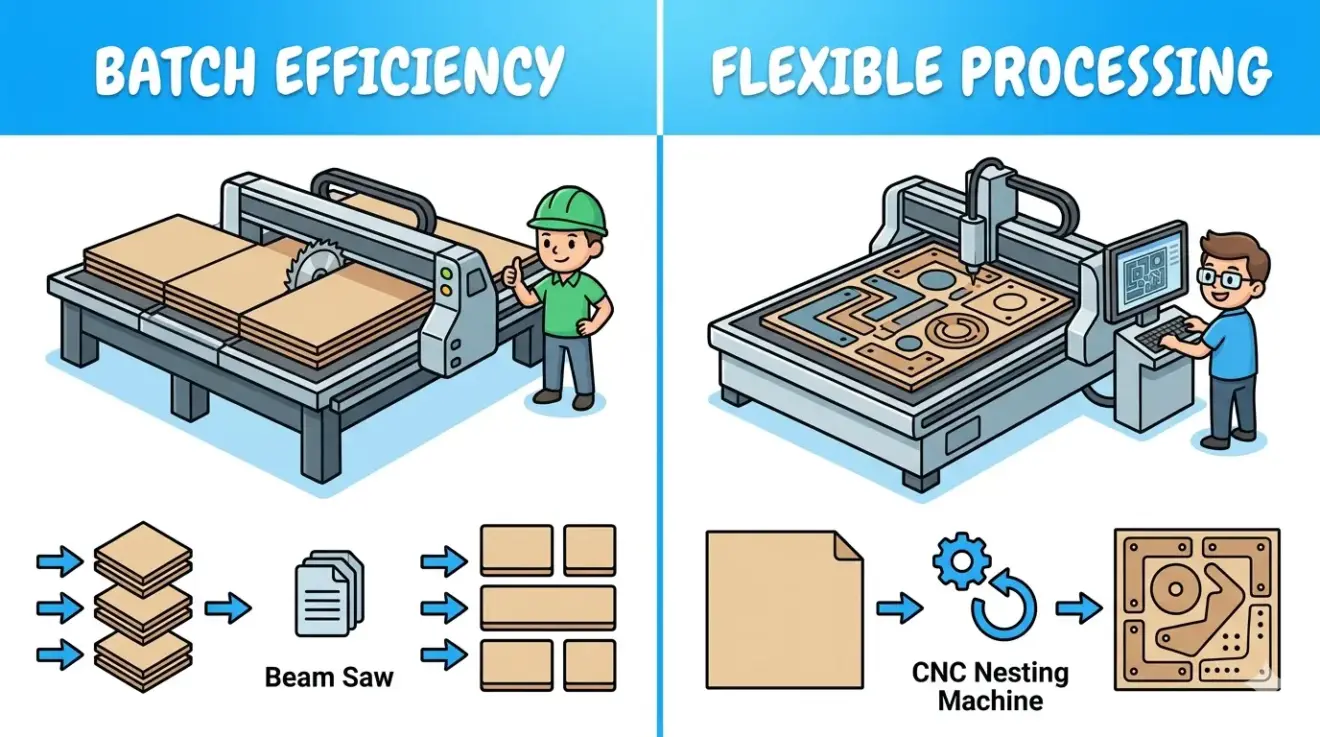
Beam Saw Vs. CNC Yuvalama Makinesi: Parti Verimliliği ve Esnek İşleme Arasında Seçim Yapmak
Cuma, 10 Nisan 2026
Bir mobilya veya dolap fabrikası manuel kesimin ötesine geçmeyi düşünmeye başladığında, gerçek soru nadiren hangi makinenin daha gelişmiş göründüğüdür. Daha zor soru, işletmenin tekrarlayan dikdörtgen paneller için daha hızlı bir ön uca mı yoksa değişen parça tasarımları için daha uyumlu bir işleme hücresine mi ihtiyacı olduğudur. Çoğunlukla daha istikrarlı bir panel kesimi gerektiren fabrikalar, genellikle

CNC Titanyum İşleme: Takım ve Isı Kontrolü Neden Önemlidir
Cuma, 10 Nisan 2026
Titanyum işleme nadiren gizemli nedenlerden dolayı başarısız olur. Çoğu atölyede, başarısızlık modeli, parti bir fiyatlandırma sorunu haline gelmeden çok önce görünür hale gelir. Takım temiz bir şekilde kesmek yerine sürtünmeye başlar. Talaşlar kesimi olması gerektiği gibi terk etmeyi bırakır. Isı kenarda yoğunlaşır, yüzey kalitesi matlaşır, iş mili yükü daha az tahmin edilebilir hale gelir ve
- Published in Blog
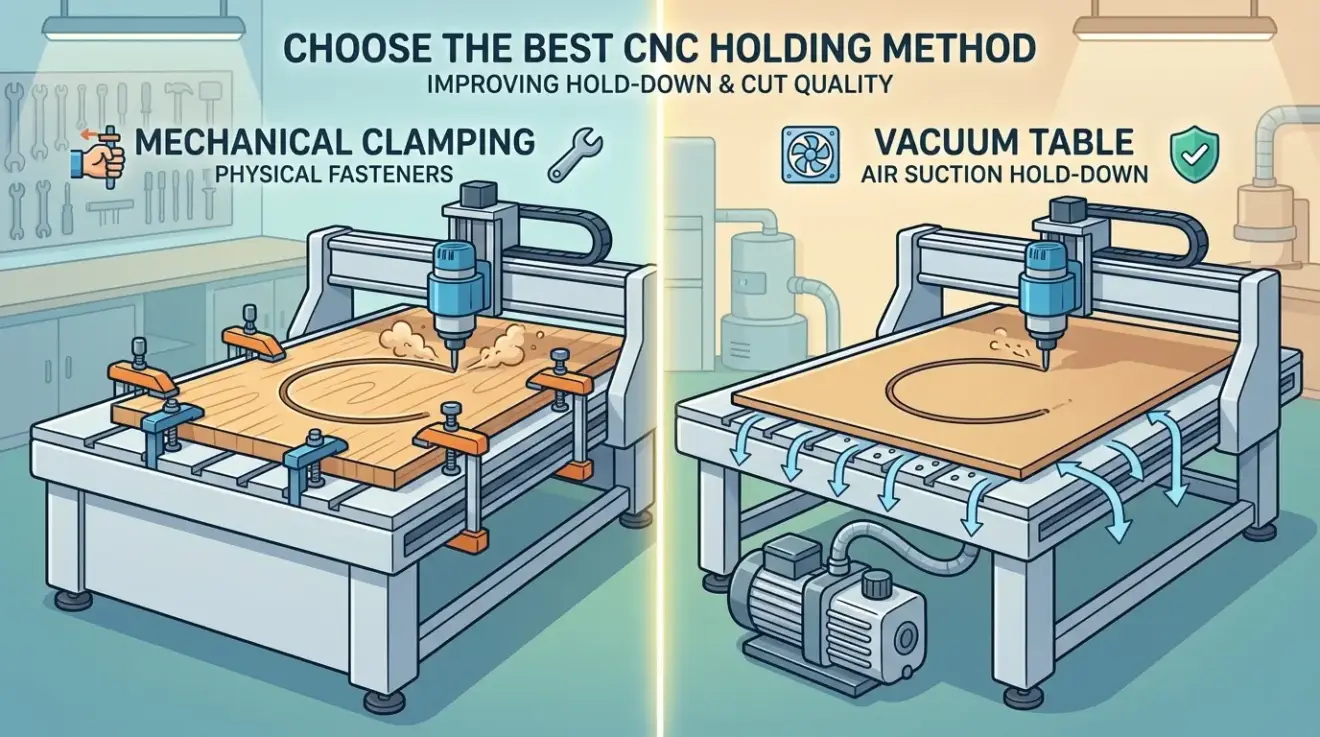
CNC Router Table vs Vakum Tablası: Tutma Gücünü ve Kesim Kalitesini Ne Geliştirir?
Cuma, 10 Nisan 2026
Sabitleme sorunu genellikle tabla sorunu olarak değil, kalite şikayeti olarak ortaya çıkar. Operatör, bulanık bir alt kenar, kırık bir laminat köşesi, program bitmeden kopan küçük bir tabela harfi veya boşaltma işleminden sonra kurulum sırasında olduğundan biraz farklı ölçülen bir panel fark eder. Kesici takım genellikle ilk suçlanan olur çünkü kanıt kesim kenarında görülür. Ancak birçok
- Published in Blog
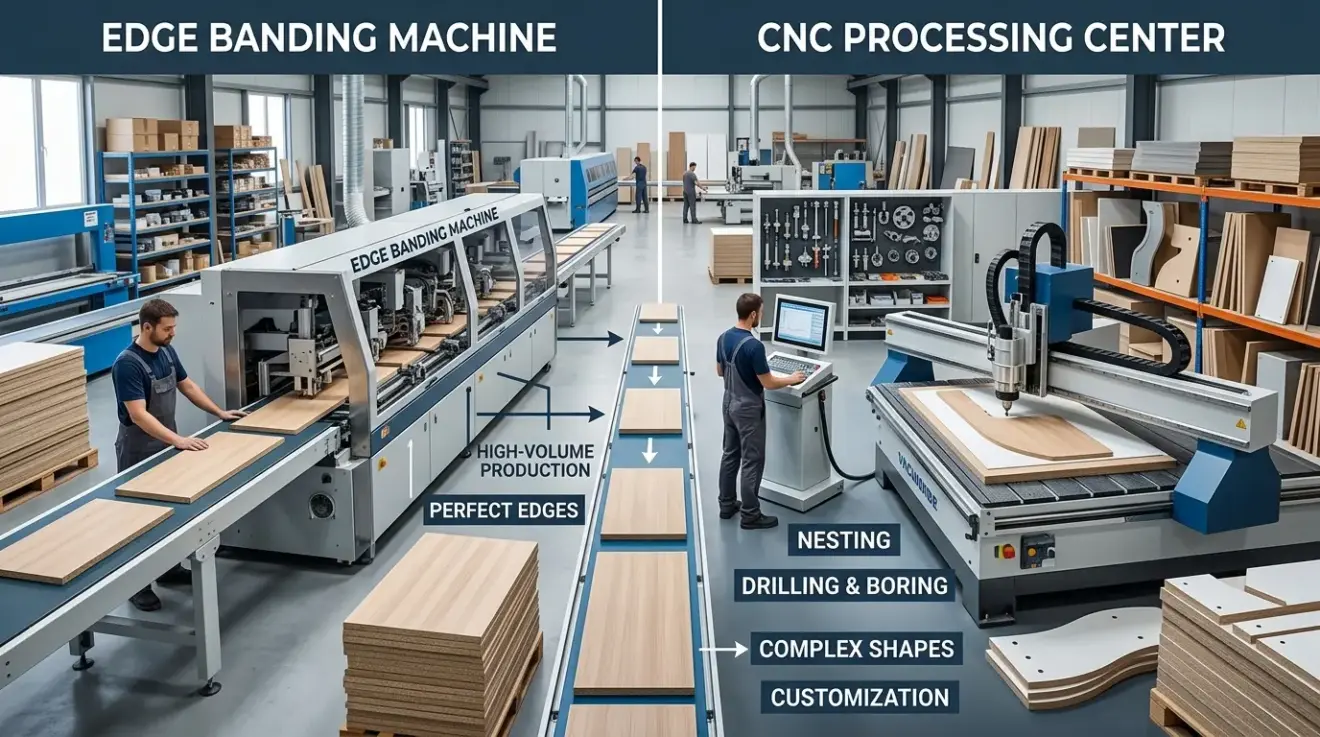
Kenar Bantlama Makinesi ve CNC İşleme Hattı: Panel Mobilya Üretiminde Hangisi Nerede En Uygun?
Cuma, 10 Nisan 2026
Birçok panel mobilya fabrikasında bu iki seçenek karşılaştırılır çünkü her ikisi de otomasyon, işgücü azaltma ve daha temiz iş akışı ile ilişkilendirilir. Ancak aynı sorunu çözmezler. Bir kenar bantlama makinesi, özel bir bitirme istasyonudur. Bir CNC işleme hattı, parçaların nasıl kesildiğini, yönlendirildiğini, delindiğini, aktarıldığını ve sonraki adımlar için nasıl hazırlandığını düzenleyen daha geniş bir üretim

Uzun Süreli Kesme Hassasiyeti için Dikey Panel Testere Bakım İpuçları
Perşembe, 09 Nisan 2026
Dikey bir panel testere, temiz, kare ve mekanik olarak sabit kaldığı sürece yıllarca doğru kalabilir. Çoğu atölyede, doğruluk kaybı tam bir arıza ile başlamaz. Daha küçük sinyallerle başlar: taşıma çerçevesine artık tutarlı bir şekilde oturmayan bir levha, eskisinden daha az pürüzsüz hissedilen bir araba veya rutin olarak yapılan işlerde tekrarlanan kesim kontrolleri. Bu nedenle, dikey
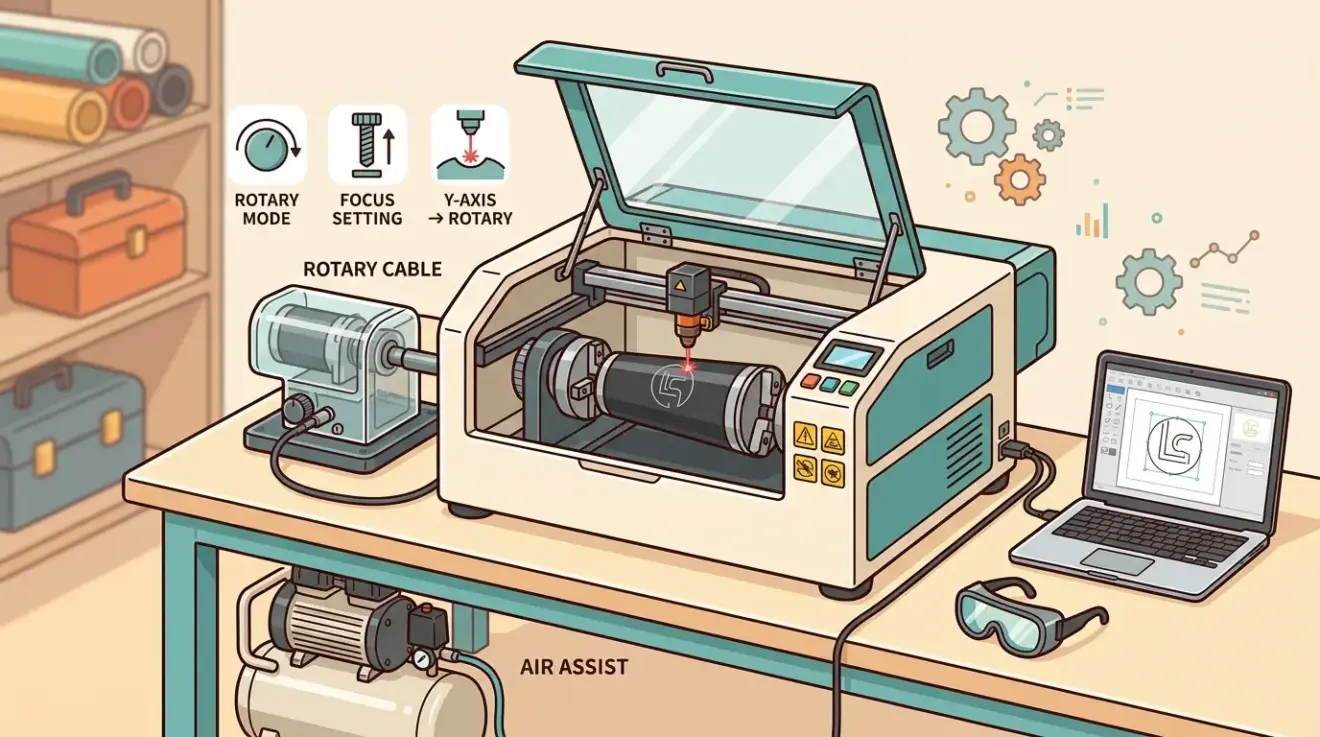
Bardaklar için Lazer Kazıma Makinesi: Döner Eklenti Gereksinimleri ve Kurulumu
Perşembe, 09 Nisan 2026
Birçok alıcı, bir lazer makinesine döner bir aparat eklenir eklenmez bardak kazımanın basit hale geldiğini varsayar. Uygulamada, kalite sorunlarının çoğu bu noktadan sonra ortaya çıkar. Bardak kayar, görüntü konik bir duvarda bozulur, dikiş düzgün kapanmaz veya işaretleme kalitesi bardağın bir tarafından diğer tarafına değişir. Bu nedenle, asıl satın alma sorusu, bir lazer kazıma makinesinin yalnızca
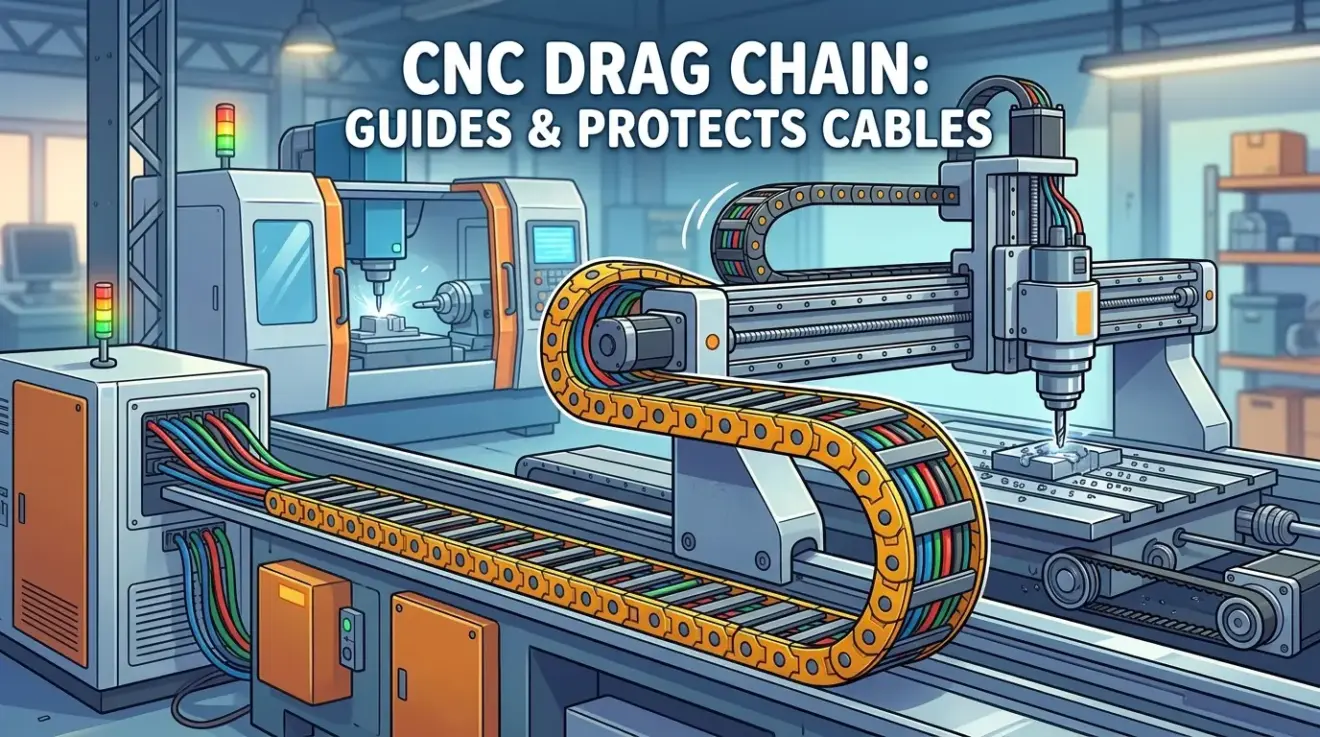
CNC Sürükleme Zinciri Nedir?
Perşembe, 09 Nisan 2026
Aralıklı makine arızaları, yanlış teşhise yol açtıkları için zaman kaybettirir. Bir limit anahtarı alarmı, yalnızca portal bir hareket ucuna yaklaştığında ortaya çıkar. Bir mil kablosu kurulum sırasında normal davranır, ancak uzun bir işin yarısında devre dışı kalır. Bir soğutma suyu hortumu, kimsenin ilk bakışta kontrol etmeyi düşünmediği bir yerden sızdırmaya başlar. Kontrol suçlanır. Sürücü suçlanır.
- Published in Blog
Kenar Bantlama Makinası Kurulumu: Tutkal Hattı Kalitesi Nasıl İyileştirilir
Perşembe, 09 Nisan 2026
Mobilya panel üretiminde, müşteriler nadiren tutkal sürme miktarını veya silindir basıncını ölçer, ancak sonucu hemen fark ederler. Koyu bir tutkal hattı, görünür bir boşluk, üst kenarda taşan tutkal veya işleme sonrası kalkan bir kenar bandı, alt tabaka ve bantlama malzemesi kabul edilebilir olsa bile, tüm paneli daha düşük kaliteli gösterir. Bu nedenle tutkal hattı kalitesi,
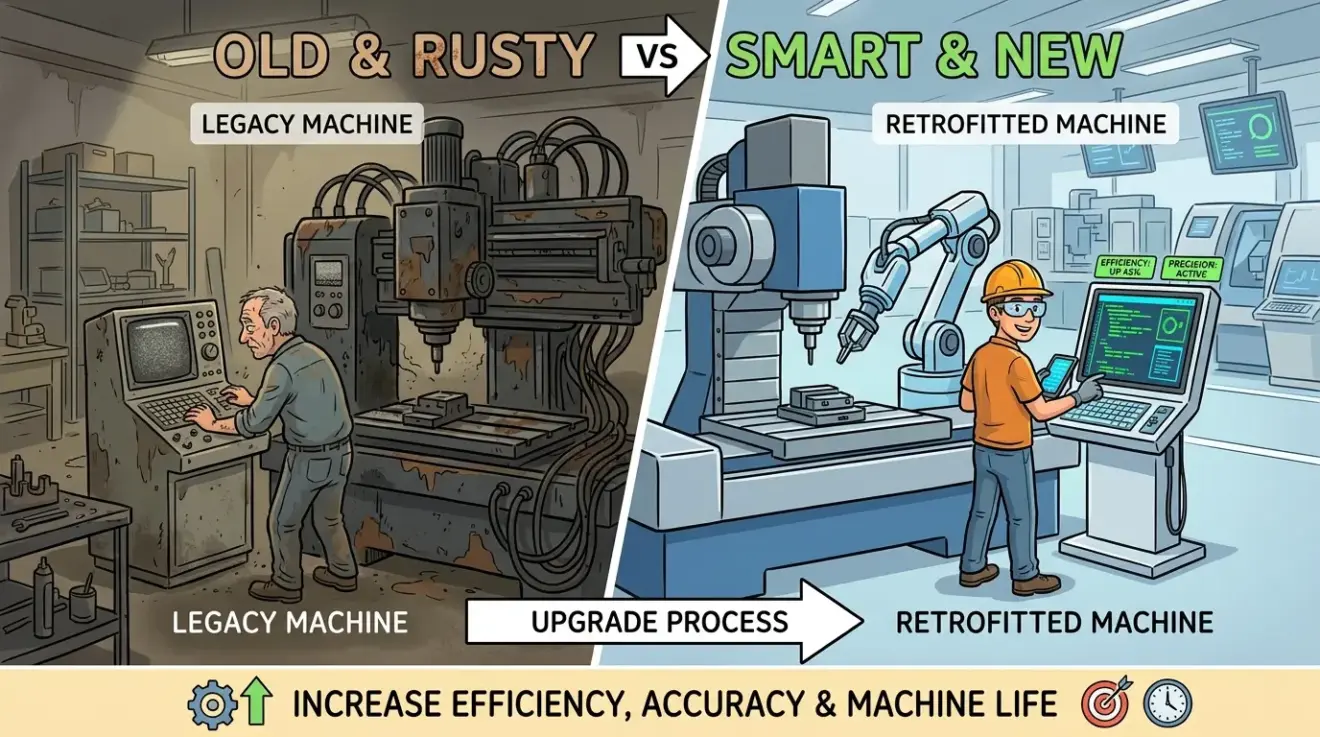
CNC Yenileme Rehberi: Eski Bir Makineyi Yükseltmek Ne Zaman Mantıklı Olur
Perşembe, 09 Nisan 2026
Eski bir CNC makinesini yenilemek cazip görünür çünkü tamamen yenisiyle değiştirmenin sermaye maliyeti olmadan modern kullanılabilirlik vaat eder. Bazen bu mantık tamamen doğrudur. Bazen ise, aşınmış hareket bileşenlerini, güvensiz elektrik tesisatını, zayıf dokümantasyonu, yedek parça riskini ve orijinal bütçenin asla kabul etmediğinden daha fazla duruş süresini ortaya çıkaran yavaş bir kurtarma girişimine dönüşür. Bu nedenle,
- Published in Blog
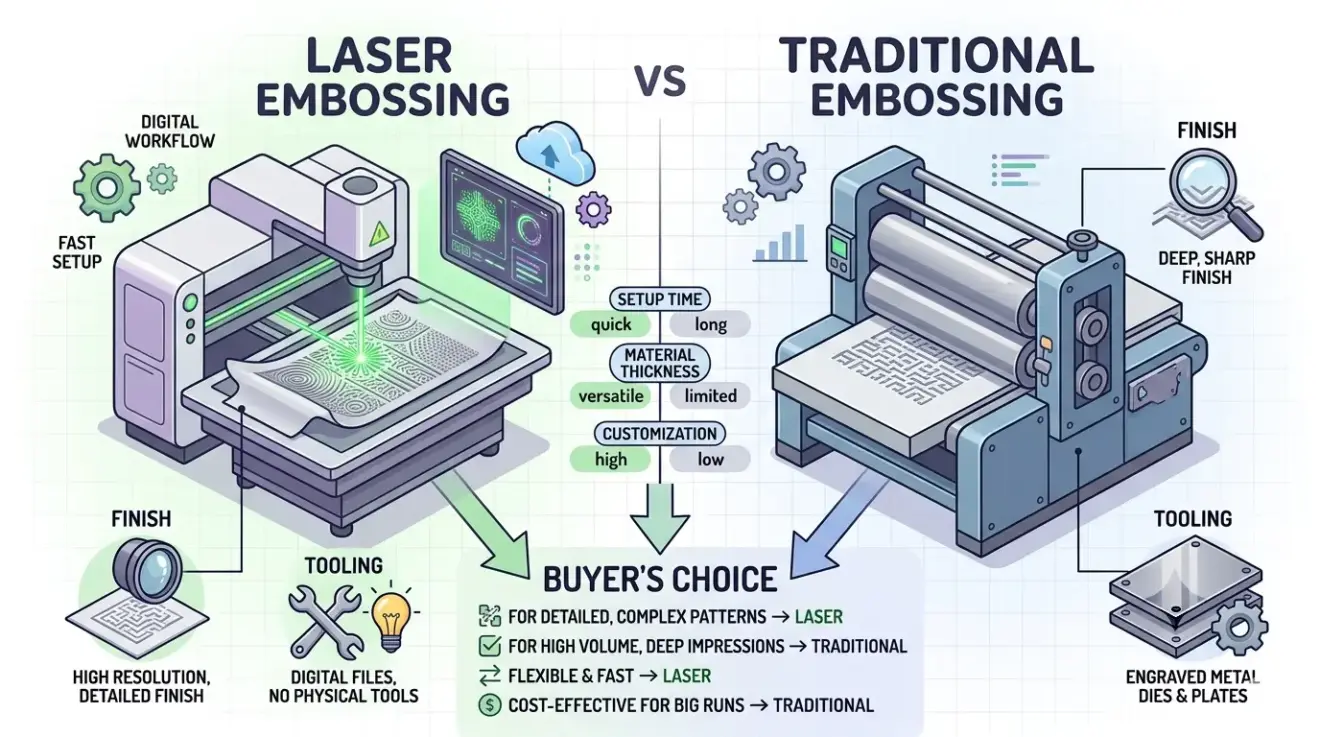
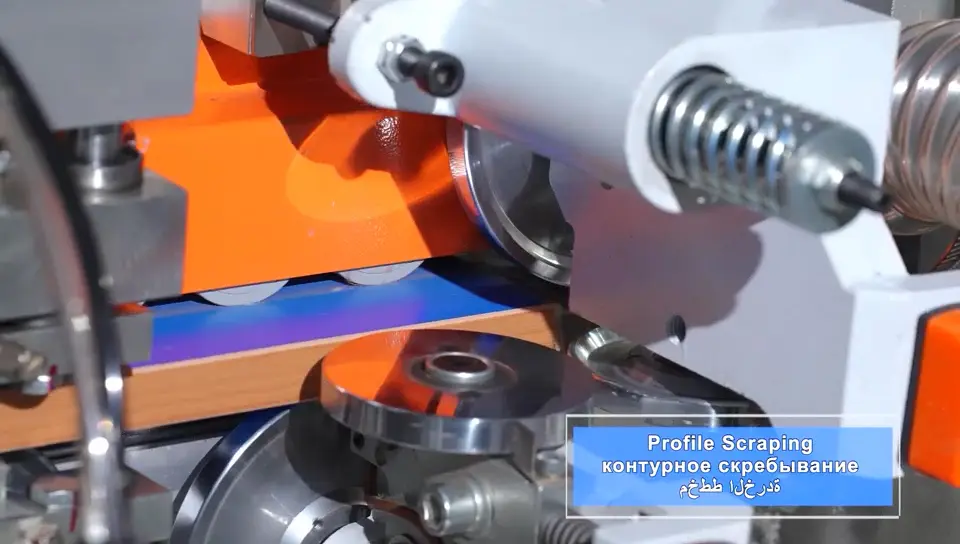
Lazer Kabartma Makinesi vs Geleneksel Kabartma: Alıcıların Bitiş, Kalıp ve İş Akışı Uyumu Hakkında Bilmesi Gerekenler
Perşembe, 09 Nisan 2026
Alıcılar genellikle, hattı yanlış prosese kilitlemeden üstün bir dokulu yüzey elde etmek istediklerinde bu karşılaştırmaya yönelirler. Sorun şu ki, “lazer kabartma makinesi” ifadesi birbirinden çok farklı iki sonucu bulanıklaştırabilir. Geleneksel kabartma, alt tabakayı fiziksel olarak kalıpla yükseltir veya çökeltir. Lazer işleme ise genellikle gerçek şekillendirilmiş yükseklikten ziyade, yüzey malzemesi kaldırma, doku, kontrast veya sığ rölyef
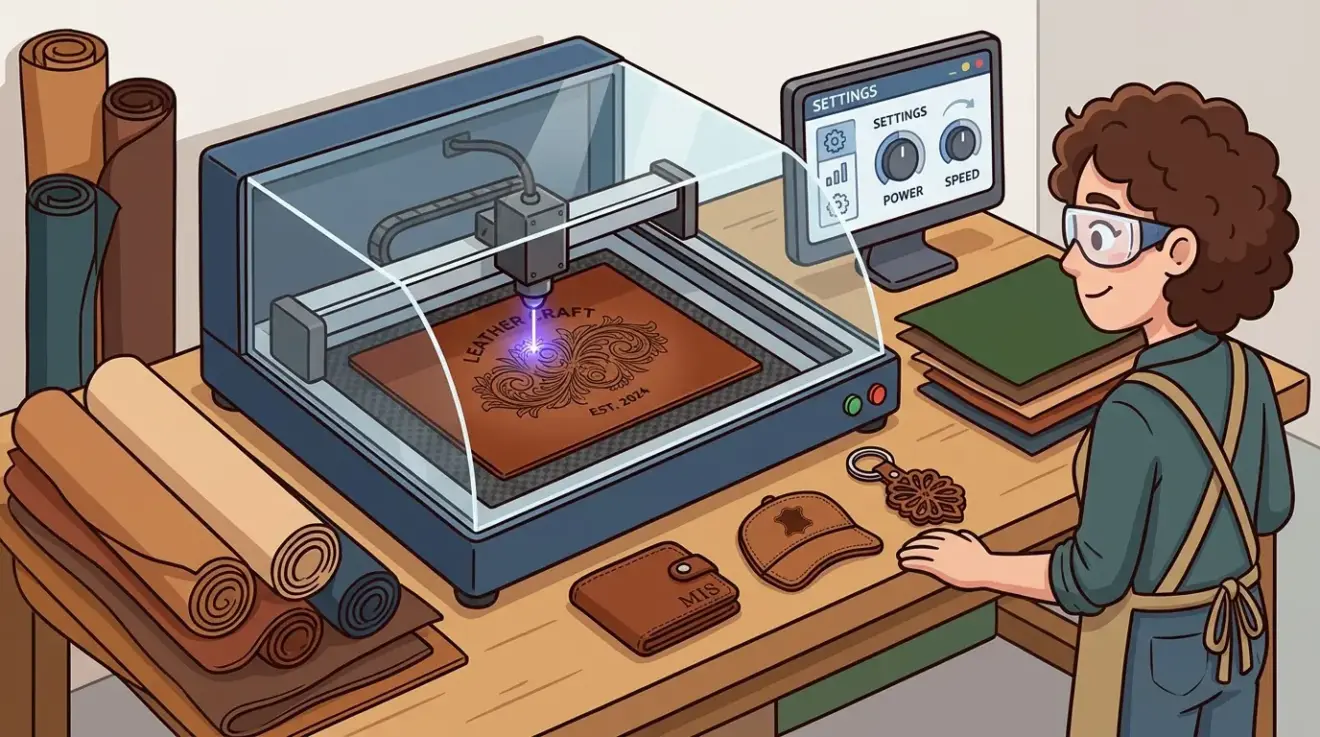
Lazer Deri Oyma Makinesi: Ayarlar, Uygulamalar ve Doğru Makine Nasıl Seçilir
Perşembe, 09 Nisan 2026
Deri üzerinde yapılan bir gravür numunesi tezgahta mükemmel görünebilir ancak üretimde başarısız olabilir. Bunun nedenleri genellikle büyük makine arızaları değildir. Bunlar proses sorunlarıdır: deriler arasında tutarsız kontrast, logoların etrafında koyu ısı halkaları, bitmiş yüzeylerde kalıntı, siparişler arasında yavaş temizlik veya bir deri kaplamada çalışan ancak diğerinde çalışmayan ayarlar. Bu nedenle, bir deri lazer gravür makinesi,

CNC Delme İşlemini Darboğaz Oluşturmadan Otomatik Ağaç İşleme Hattına Nasıl Entegre Edersiniz
Perşembe, 09 Nisan 2026
Otomatik dolap, gardırop ve panel-mobilya üretiminde delme sorunları, nadiren yalnızca delik sayısıyla ilgili bir tartışma olarak ortaya çıkar. Bunlar, düzgün hizalanmayan menteşe plakaları, montajı zorlaştıran bağlantı elemanları, yeniden kontrol edilmesi gereken raf pimi desenleri ve doğru parçanın yanlış yönlendirme veya yanlış programla gelmesi nedeniyle operatörlerin hattı durdurması şeklinde kendini gösterir. Bu nedenle CNC delme, izole
Makine Kenar Bantlama vs. Manuel Kenar Bantlama: Hangisi Üretiminize Uygun?
Perşembe, 09 Nisan 2026
Panel bitirme işlemi hattı yavaşlatmaya başladığında, kenar bantlama sadece kozmetik bir adım olmaktan çıkar. Bu işlem, dolap parçalarının delme ve montaj aşamalarına ne kadar temiz geçtiğini, operatörlerin elle ne kadar düzeltme yapması gerektiğini ve görünür kenarların ne sıklıkla düzeltme için geri geldiğini doğrudan etkiler. Makine ile kenar bantlama ve manuel kenar bantlamanın her ikisi de
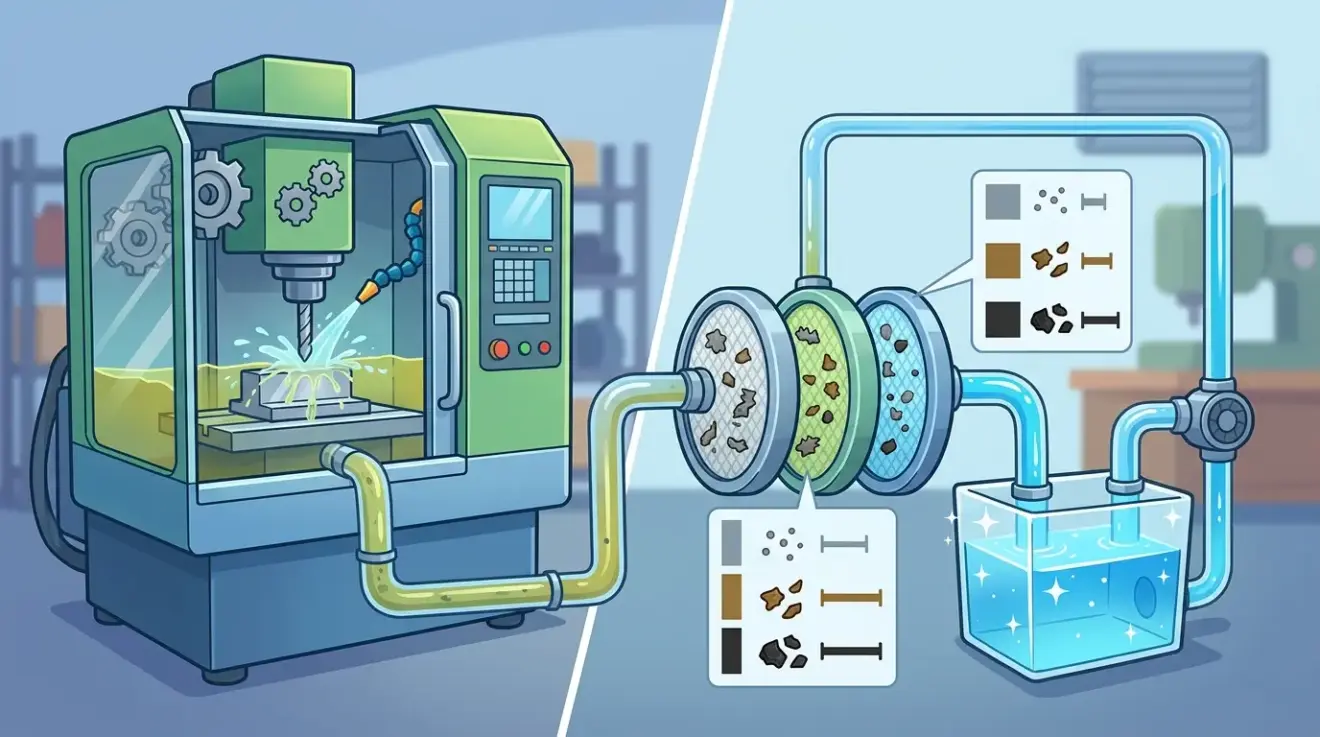
CNC Soğutma Sıvısı Filtresi Nedir ve Mikron Derecelendirmesi Neden Önemlidir?
Perşembe, 09 Nisan 2026
Soğutma sıvısı sorunları genellikle kendilerini ilk olarak başka bir yerde belli eder. Takım ömrü kısalır. Temiz kesim yapan parçalarda yüzey kalitesi bozulur. Memeler dengesiz davranmaya başlar. Pompa zorlanmış gibi ses çıkarır. Operatörler, kimse daha temel çevrim sorusunu sormadan önce hız ve ilerlemeleri ayarlar, kesici uçları değiştirir ve iş mili durumunu sorgular: Kesime geri kontaminasyon göndermeye
- Published in Blog
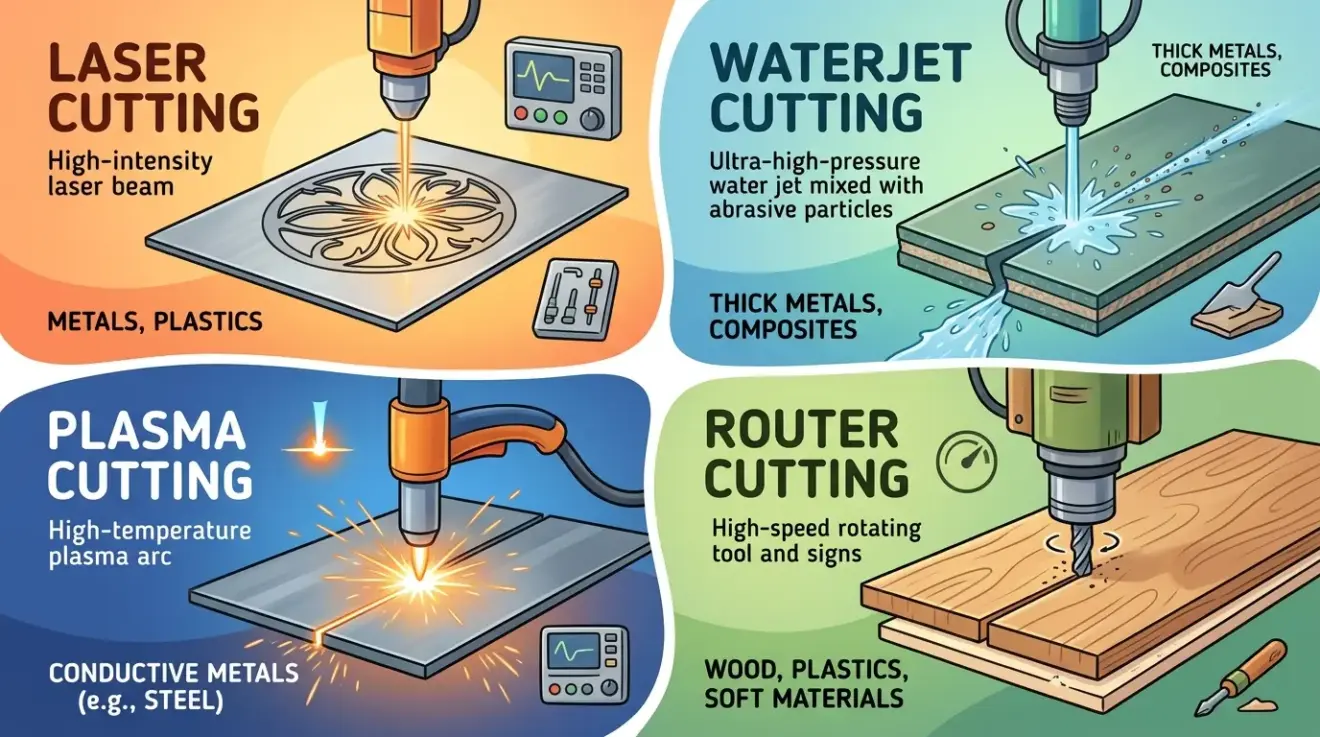
CNC Kesim Açıklaması: Hangi Süreç Hangi Malzemeye Uyar?
Perşembe, 09 Nisan 2026
CNC kesim, yalnızca alıcı işi çok genel tanımladığında kolay görünür. Malzeme, parça ailesi, kenar gereksinimi ve günlük üretim hedefi belirtildiğinde, kısa liste hızla değişir. Genel olarak çekici görünen bir süreç, gerçek işle karşılaştırıldığında israfa, yavaşlığa veya kalite riskine dönüşebilir. Bu nedenle CNC kesimi açıklamanın doğru yolu, makine markalarıyla başlamak değildir. Malzeme ve üretim hedefiyle başlayın.
- Published in Blog
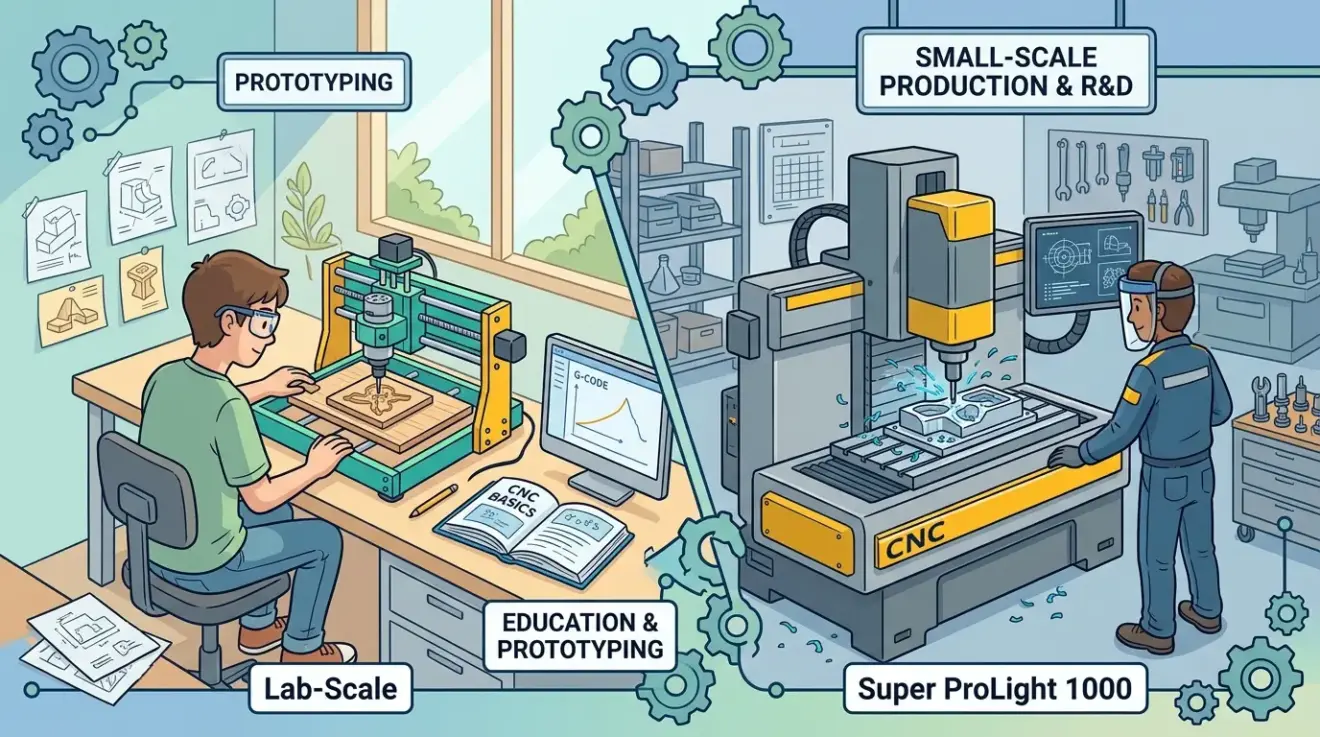
Prolight 1000 CNC Makineleri, Super Prolight 1000 ve Laboratuvar Ölçekli CNC Makineleri: Kimler İçin Uygundur?
Perşembe, 09 Nisan 2026
Prolight 1000 gibi laboratuvar ölçeğindeki CNC frezeler veya benzer konumdaki kompakt eğitim ve prototip makineleri belirli bir niş alanı doldurur. Bunlar, endüstriyel işleme merkezlerinin genel yerine geçmez ve her hobi alıcısı için de ideal değildir. Değerleri, çevrenin kesim kadar önemli olduğu durumlarda ortaya çıkar: sınıflar, teknik eğitim programları, mühendislik laboratuvarları, denetimli prototip oluşturma alanları ve
- Published in Blog
Mini CNC torna dönüşüm planları: Bir retrofite başlamadan önce kontrol edilmesi gerekenler
Perşembe, 09 Nisan 2026
Mini torna CNC dönüşüm projeleri caziptir çünkü tam endüstriyel zemin alanı gerektirmeden programlı tornalamaya uygun fiyatlı bir yol sunar gibi görünürler. Uygun koşullar altında, tam olarak bunu sağlarlar: faydalı bir eğitim platformu, yetenekli bir kısa seri aracı veya kompakt bir ortamda belirli tornalama görevlerini otomatikleştirmenin bir yolu. Ancak birçok yenileme projesi tahmin edilebilir bir nedenden
- Published in Blog

Geniş Bant Zımpara Makinesi Bakım Kontrol Listesi ile Tutarlı Yüzey Kalitesi
Perşembe, 09 Nisan 2026
Zımparalama ve bitirme iş akışlarında kalite kayması, genellikle bir makine çalışmayı durdurmadan önce ortaya çıkar. Bir bant normalden daha hızlı dolmaya başlar, panellerde düzensiz zımpara desenleri görülmeye başlar, kalınlık alma işlemi daha az tahmin edilebilir hale gelir veya operatörler görünür kusurları önlemek için besleme hızlarını yavaşlatmaya başlar. Firen veya yeniden işleme bariz hale geldiğinde, makine
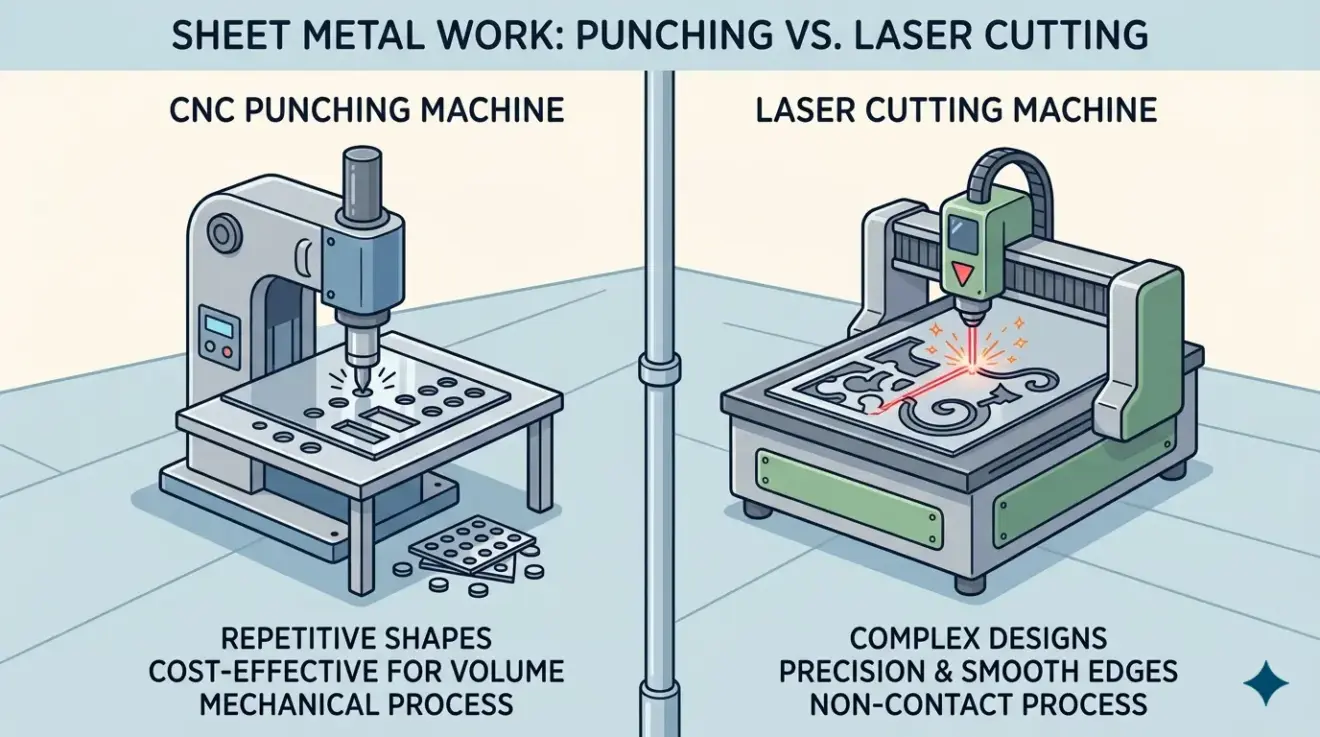
CNC Zımbalama Makinesi vs Lazer Kesim: Sac Metal İşleri İçin Hangisi Daha İyi?
Perşembe, 09 Nisan 2026
CNC’de zımbalama ve lazer kesim arasında dürüst bir evrensel kazanan yoktur. Fabrikalar, birini aramaya devam ettiklerinde para kaybederler. Bu iki süreç, marjı farklı şekillerde oluşturur ve daha iyi yatırım genellikle başlık hızından çok, tesisin haftadan haftaya ne tür bir sipariş akışı besleyebileceğine bağlıdır. Zımbalama, tekrarlayan özellik desenlerini, takım disiplinini ve formlar, menfezler, kabartmalar veya tekrarlanan
- Published in Blog
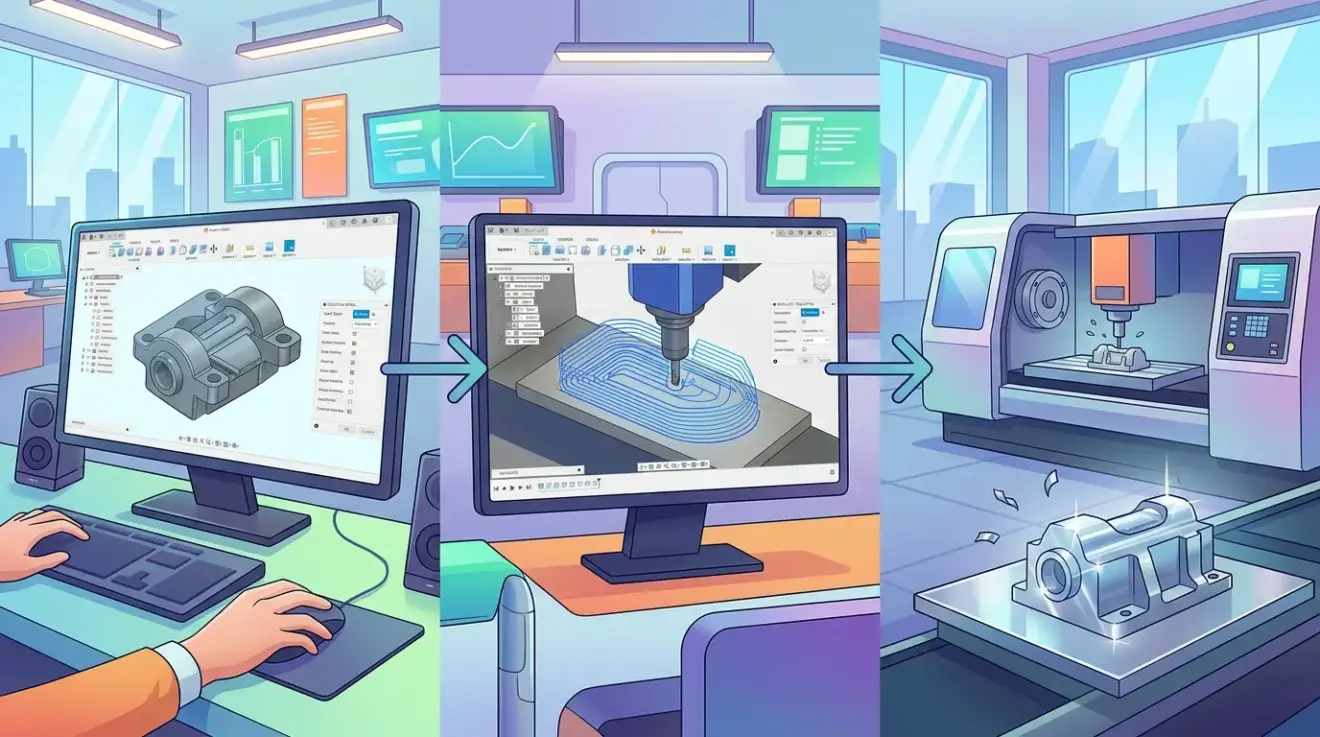
CNC için Fusion 360: CAD Modelinden Takım Yoluna
Perşembe, 09 Nisan 2026
Fusion 360, CNC iş akışlarında önemlidir çünkü birçok atölyede pahalı hatalara yol açan bir boşluğu kapatır: ekranda bitmiş görünen bir parça ile bir makine için gerçekten hazır olan bir parça arasındaki boşluk. Bir CAD modeli boyutsal olarak doğru olabilir, ancak yine de tutması zor, kesmesi verimsiz, sıralaması kötü veya atölyenin gerçekten kullanmak istemediği takımlara bağımlı
- Published in Blog
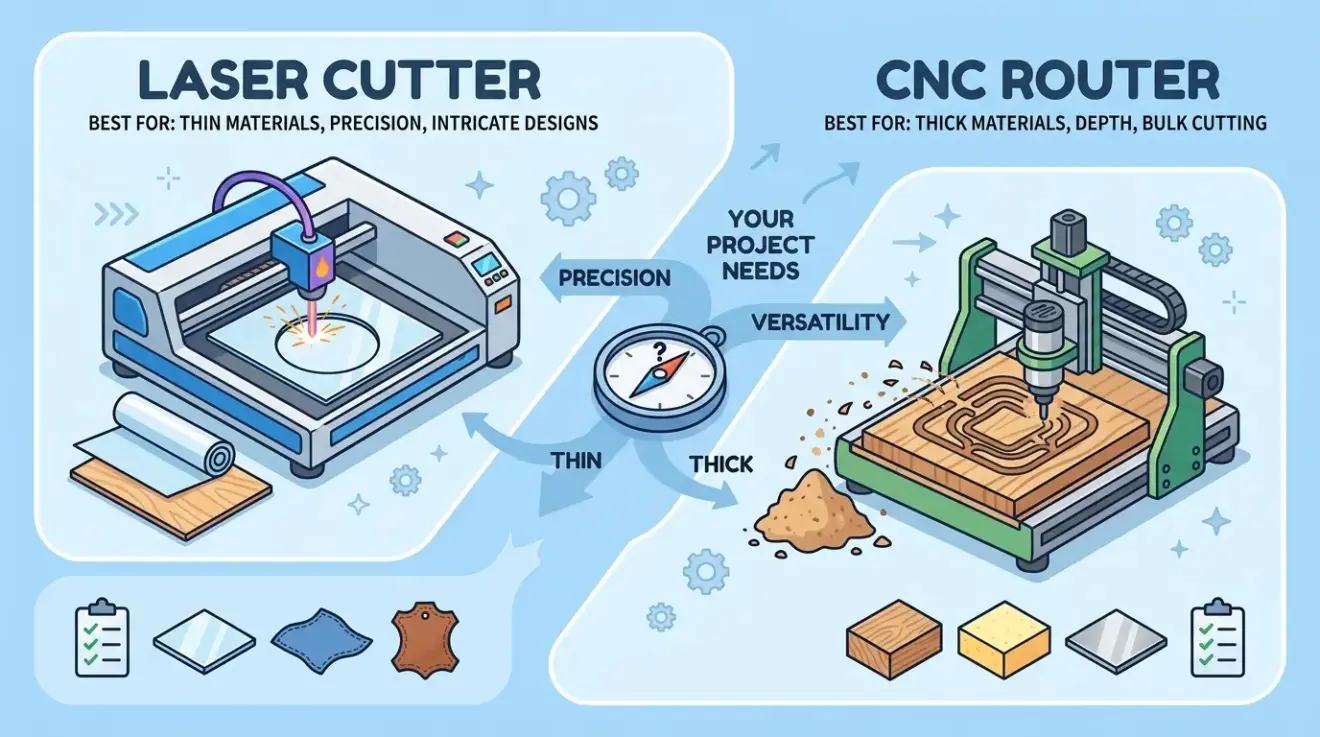
CNC Lazer Kesici ve CNC Router: Hangisini Seçmelisiniz?
Perşembe, 09 Nisan 2026
Bir CNC lazer kesici ile bir CNC router arasında seçim yapmak, nadiren hangi makinenin daha gelişmiş göründüğüyle ilgilidir. Gerçek üretimde, karar genellikle parçanın ilk kesimden sonra neye ihtiyacı olduğuna bağlıdır: gravür, küçük iç detaylar, cepler, oluklar, delme işlemleri, kenar bitirme, malzeme kalınlığı ve ekibin ne kadar manuel rötuşa tolerans gösterebileceği. Bir CNC lazer kesici, parçalar
Mermer Oyma Makinesi: Satın Almadan Önce Dikkat Edilmesi Gerekenler
Perşembe, 09 Nisan 2026
Mermer kazıma makinesi satın almak genellikle numune fotoğrafları, dekoratif desenler veya kısa bir makine özellikleri listesiyle başlar. Bu genellikle başlamak için yanlış yerdir. Gerçek taş üretiminde, daha iyi bir satın alma kararı, ne tür bir kazıma yapmanız gerektiğini, bunu ne sıklıkta tekrarlamanız gerektiğini, mermerin iş akışınızda nasıl davrandığını ve kazımanın bağımsız bir süreç mi yoksa
Masaüstü 5 Eksen CNC vs Tam Boy 5 Eksen Freze: Hangisi Mantıklı?
Çarşamba, 08 Nisan 2026
Beş eksenli işleme, karmaşık geometriye erişim vaadi, daha az bağlama ve kontrol edilen bir rota içinde daha fazla açıdan daha eksiksiz parça işleme sunduğu için ilgi çeker. Bu vaat gerçektir, ancak “5-eksen” terimi, pratik sınırlamaları radikal biçimde farklı olan makineleri kapsar. Bir masaüstü 5-eksen CNC ile tam boy 5-eksen freze, aynı genel hareket konseptini paylaşabilir,
- Published in Blog
3 Eksen Freze Makinası vs Dik İşleme Merkezi: Hangi Kurulum İş Akışınıza Uyuyor?
Çarşamba, 08 Nisan 2026
Geleneksel bir 3 eksenli freze makinesi ve bir VMC (Dikey İşleme Merkezi) aynı teknik resmi işleyebilir. Gerçek fark, kesicinin geometriye ulaşıp ulaşamaması değildir. Gerçek fark, makine paketinin kesimin etrafındaki süreçlerden ne kadarını ortadan kaldırdığı veya geride bıraktığıdır. Bu karşılaştırma etiketle değil, iş akışıyla başlamalıdır. Atölye prototip, tamir işleri, fikstürler ve düzensiz işler üzerine kuruluysa, daha
- Published in Blog
Küçük Metal CNC Makinesi: Alıcıların Sıklıkla Gözden Kaçırdığı Şeyler
Çarşamba, 08 Nisan 2026
Küçük boyutlu CNC makineler, alıcılara aynı anda birkaç sorunu çözüyormuş gibi göründükleri için cazip gelir. Giriş fiyatını düşürür, sınırlı zemin alanına sığar, yeni operatörler için daha az korkutucu görünür ve tam bir işleme merkezinin ayak izi olmadan alüminyum veya hafif çelik işlerine yönetilebilir bir yol vaat eder. Bu cazibe gerçektir. Gözden kaçan şey, metal işlemenin
- Published in Blog
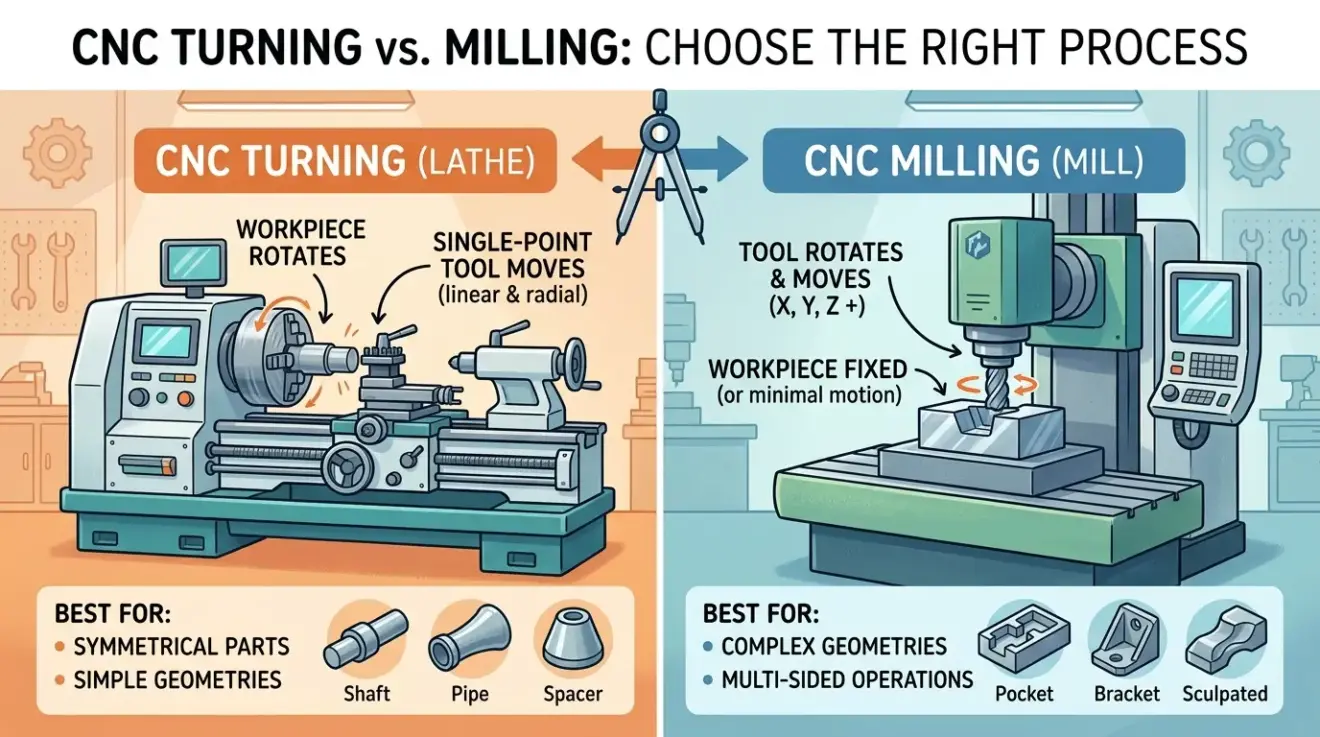
CNC Tornalama ve CNC Frezeleme: Hangi Proses Parça Geometrinize Uyar?
Çarşamba, 08 Nisan 2026
CNC tornalama ve CNC frezelemeyi karşılaştırmanın en basit yolu aynı zamanda en kullanışlı olanıdır: parçaya bakın ve hangi işlemin geometriye doğal olarak uyduğunu sorun. Bileşen temel olarak dönel ise, tornalama genellikle daha hızlı malzeme kaldırır ve daha az kurulum karmaşıklığı gerektirir. Bileşen, birden fazla yüzeye yayılmış düz yüzeylere, ceplere, yuvalara, konturlara ve özelliklere bağlıysa, frezeleme
- Published in Blog
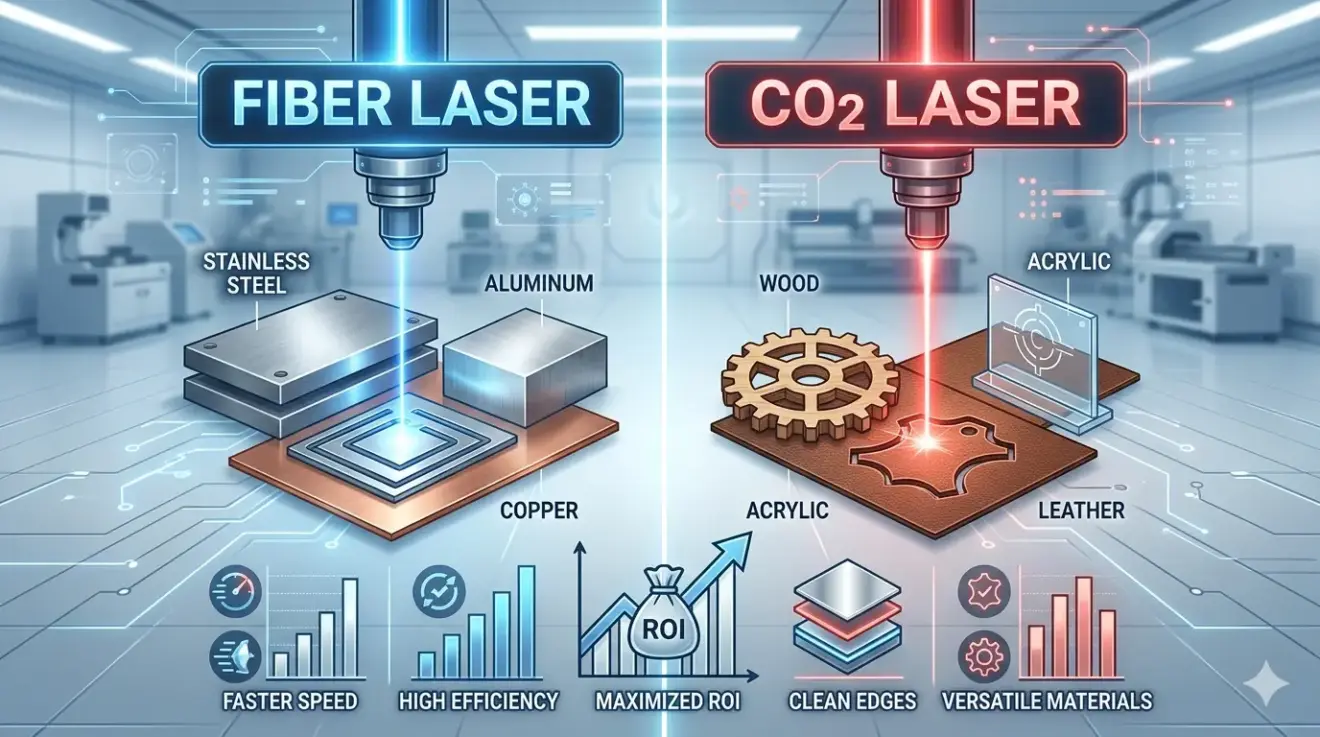
Fiber Lazer Makinesi vs CO2 Lazer Makinesi: Malzeme Uyumu ROI’yi Nasıl Yönlendirir
Çarşamba, 08 Nisan 2026
Bir atölye, fiber lazer teknolojisini CO2 lazer teknolojisiyle karşılaştırırken genellikle ilk hata, ışın kaynağını karar noktası olarak ele almaktır. Üretimde asıl mesele, makinenin, programı dolduran ve marj yaratan malzeme karışımına uyup uymadığıdır. Kağıt üzerinde ileri görünen bir kaynak, yanlış işleri kesiyorsa, yavaş kurulumlara zorluyorsa veya çok fazla ikincil işi sonraki aşamalara itiyorsa zayıf bir ROI

Kayar Tablalı Testerelerin Küçük ve Orta Ölçekli Ahşap Atölyelerine Uyumu
Çarşamba, 08 Nisan 2026
Bir atölyede kesim istasyonu yavaşlamaya başladığında, çözüm her zaman daha özelleşmiş yüksek verimli bir makine değildir. Birçok küçük ve orta ölçekli işletmede asıl ihtiyaç, levha malzemeler, masif ahşap, kısa partiler ve özel parçalar arasında geçiş yaparken her iş değişikliğini bir sıfırlama gibi hissettirmeyen bir testeredir. İşte bu noktada genellikle bir kayar tabla testere tartışmaya girer.
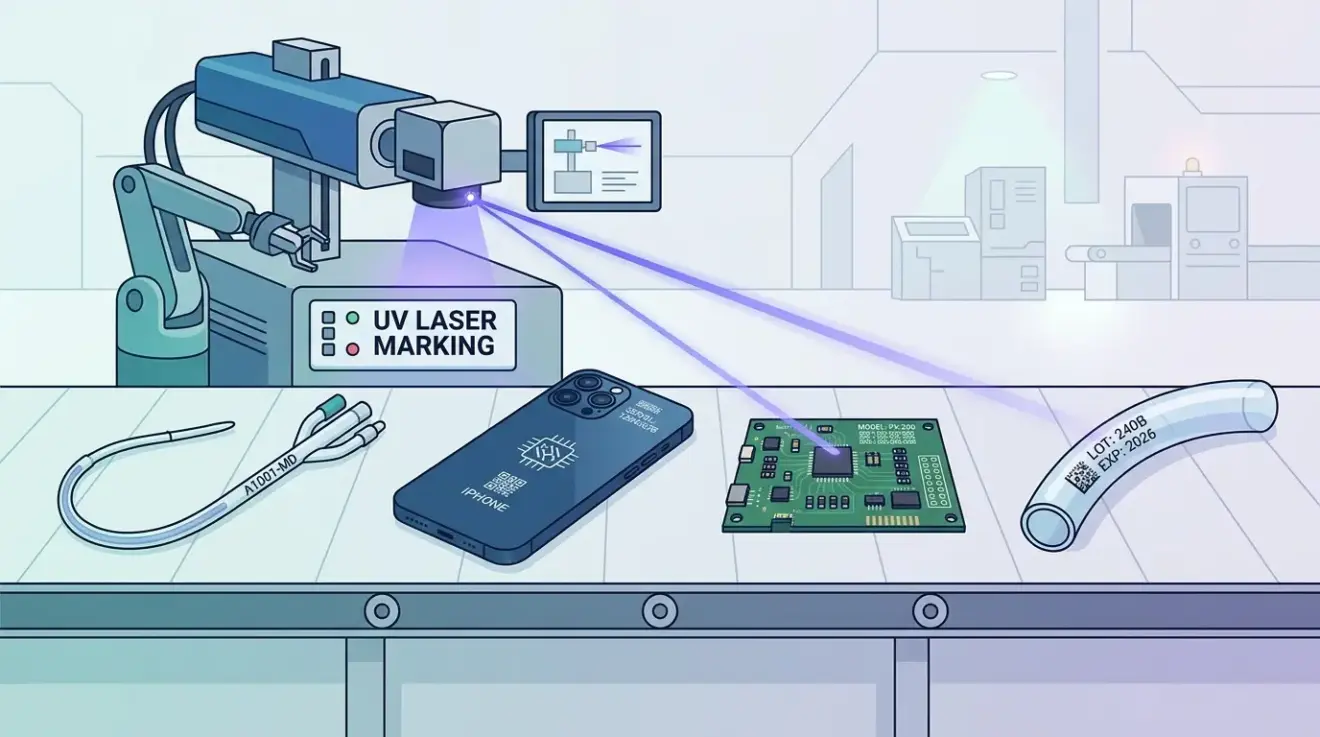
UV Lazer Markalama: En İyi Uygulamalar, Süreç Sınırlamaları ve Üretimdeki Yeri
Çarşamba, 08 Nisan 2026
Bir parçanın, fazla ısıya tolerans göstermeyen bir yüzeyde kalıcı bir işarete ihtiyacı olduğunda, asıl karar bir lazerin bir şeyi görünür kılıp kılamayacağı değildir. Asıl karar, ince plastikleri bükmeden, kaplamalara zarar vermeden veya bir izlenebilirlik adımını reddedilen bir kaynağa dönüştürmeden, işlemin kontrastı, kenar tanımını ve kozmetik kontrolü koruyup koruyamayacağıdır. Bu nedenle UV lazer markalama genellikle önce
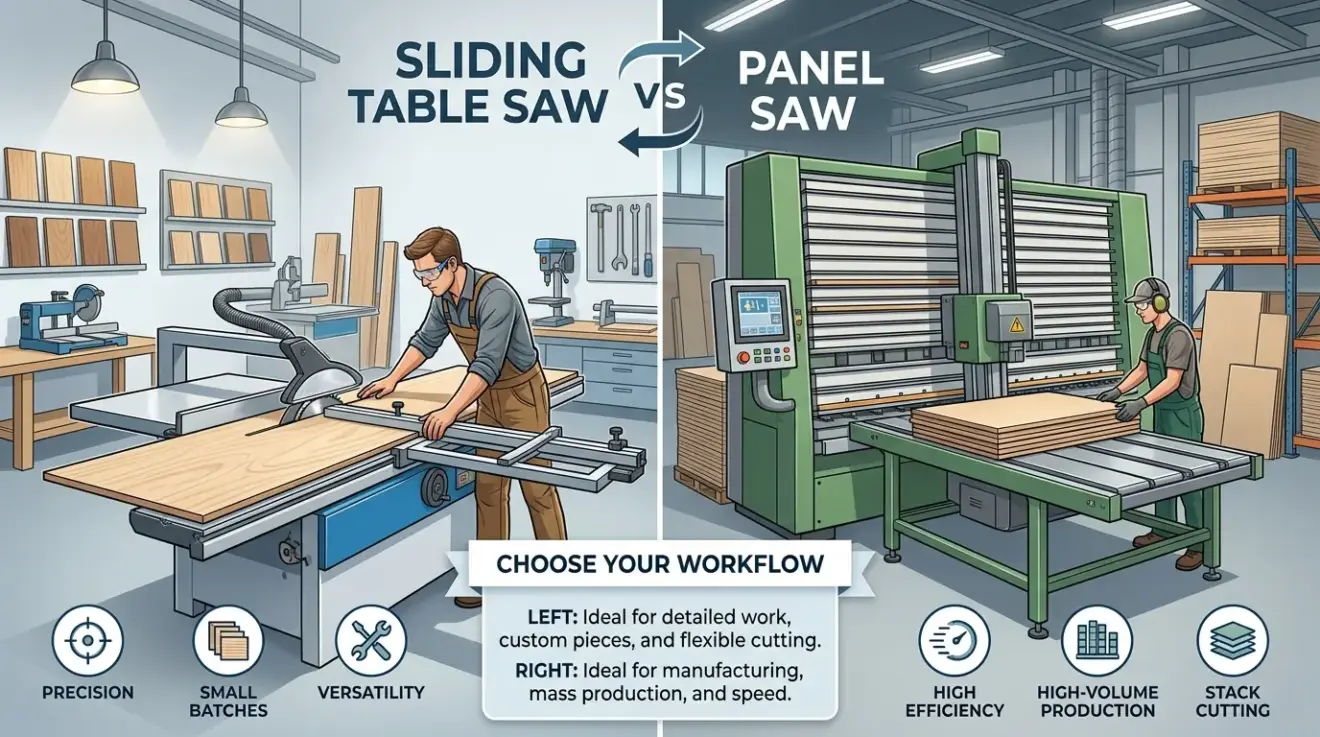
Kızaklı Daire Testere ile Panel Testere: Hangisi İş Akışınıza Uyuyor?
Çarşamba, 08 Nisan 2026
Bir atölye kesim aşamasında zaman kaybetmeye başladığında, asıl sorun genellikle bıçak hızı veya makine etiketi değildir. Sorun, iş akışına uyumdur. Üretimin başlangıcındaki testere, parçaların kenar bantlama, delme, zımparalama, montaj ve nihai teslimata ne kadar düzgün ilerlediğini etkiler. Yanlış makine bu ilk adımı gerçekleştiriyorsa, tüm hat kendini daha az istikrarlı hisseder. Bu nedenle, daha iyi karşılaştırma
CNC Torna Tezgahı Fiyat Rehberi: Alıcıların Taban Fiyatın Ötesinde Karşılaştırması Gerekenler
Çarşamba, 08 Nisan 2026
Bir CNC tornah tekli teklifinde taban fiyat genellikle karşılaştırması en kolay rakamdır ve tek başına güvenilmesi en zor olanıdır. Alıcılar bir makinenin diğerinden daha düşük fiyatla listelendiğini görür ve zaten ticari farkı anladıklarını varsayarlar. Gerçekte, genellikle yalnızca ilk katmanı anlarlar. Makinenin hâlâ kurulması, takımlanması, ölçülmesi, desteklenmesi ve gerçek üretim işine karşı stabilize edilmesi gerekir. Bu
- Published in Blog
Karışık Malzeme Çalışmaları için Lazer Kesim ve Gravür Makinesi Seçenekleri
Çarşamba, 08 Nisan 2026
Karma malzemeli işler genellikle kağıt üzerinde verimli görünür çünkü tek bir makine aynı anda birden fazla ürün hattını kapsıyormuş gibi görünür. Üretim gerçeği daha az affedicidir. Bir atölye sabah akrilik ekran parçaları kesebilir, öğle yemeğinden sonra kontrplak marka panelleri oyabilir ve vardiya bitmeden lamine ahşap aksesuarlara veya deri parçalara geçebilir. Bu gerçekleştiğinde, asıl satın alma

CNC Lazer Kesim Makinesi ile Standart Lazer Makinesi Arasındaki Fark Nedir?
Çarşamba, 08 Nisan 2026
Bir CNC lazer kesim makinesi, programlanmış hareket kontrolü, tekrarlanabilir yol yürütme ve toplu üretimle daha güçlü entegrasyon etrafında inşa edilmiştir. Standart bir lazer makinesi genellikle daha hafif otomasyona veya daha az üretim odaklı kontrole sahip daha basit bir lazer platformunu ifade eder ve bu, düşük hacimli veya daha az standartlaştırılmış işler için hala daha iyi
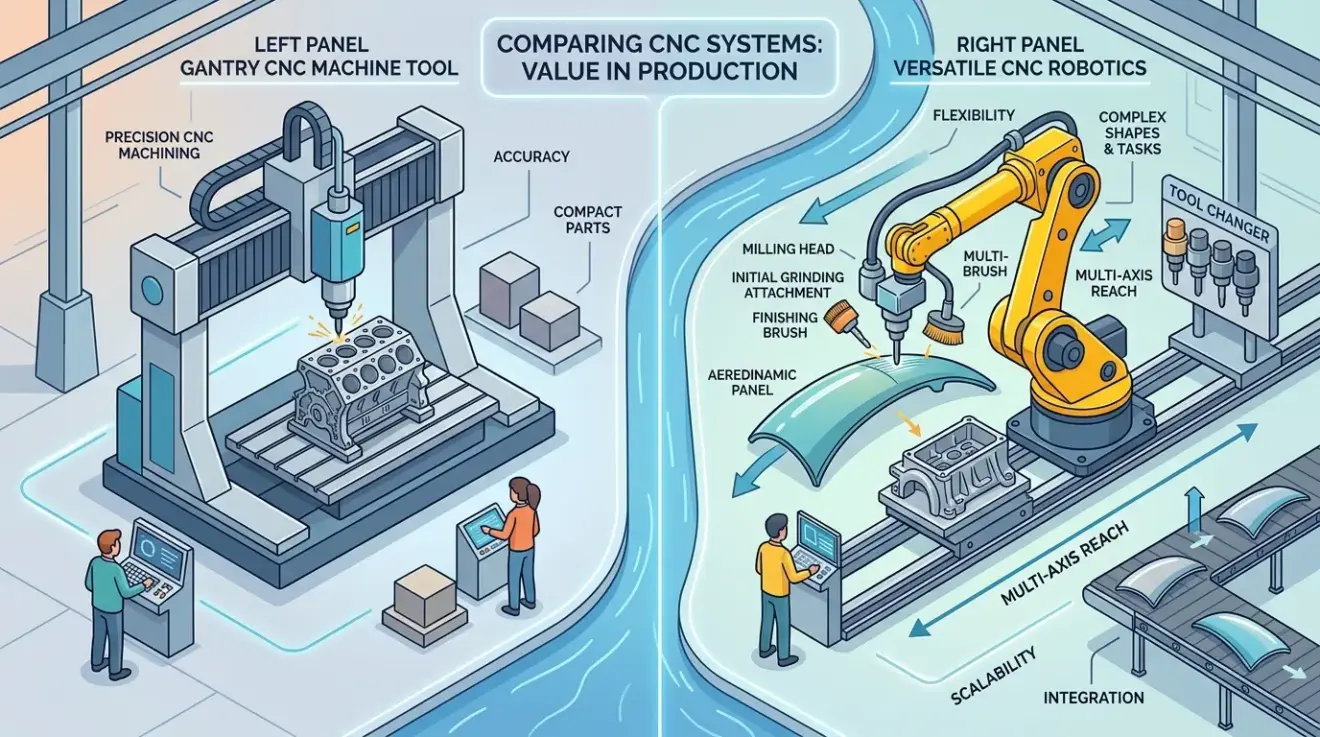
CNC Robot vs CNC Makine Takımı: Robotik Teknolojinin Üretimde Değer Kattığı Yerler
Çarşamba, 08 Nisan 2026
Fabrikalar bazen robotları ve CNC takım tezgahlarını aynı üretim sorununa rakip çözümler olarak çerçeveler. Bu çerçeveleme genellikle kötü otomasyon kararlarına yol açar. Bir CNC takım tezgahı, kuvvet altında kontrollü bir prosesi sürdürmek için üretilmiştir. Bir robot ise, hareket etmek, sunmak, aktarmak, yüklemek, boşaltmak ve hareketi uzayda tekrarlamak için üretilmiştir. Fabrika, onlara aynı hücre içinde farklı
- Published in Blog
CNC Zamanlama Kayışları ve Kasnakları Nedir?
Çarşamba, 08 Nisan 2026
CNC zaman kayışları ve kasnakları genellikle ancak hareketle ilgili bir şeyler daha az güvenilir hissetmeye başladığında dikkat çeker. Bir makine eskisinden farklı şekilde hızlanır. Uzun bir hareket boyunca konum tutarsız görünür. Bir portal bir hızda iyi çalışırken diğerinde rahatsız edici ses çıkarır. Veya bir alıcı, bir makinenin kayış tahrikli olduğunu duyar ve iki hazırcevap sonuçtan
- Published in Blog
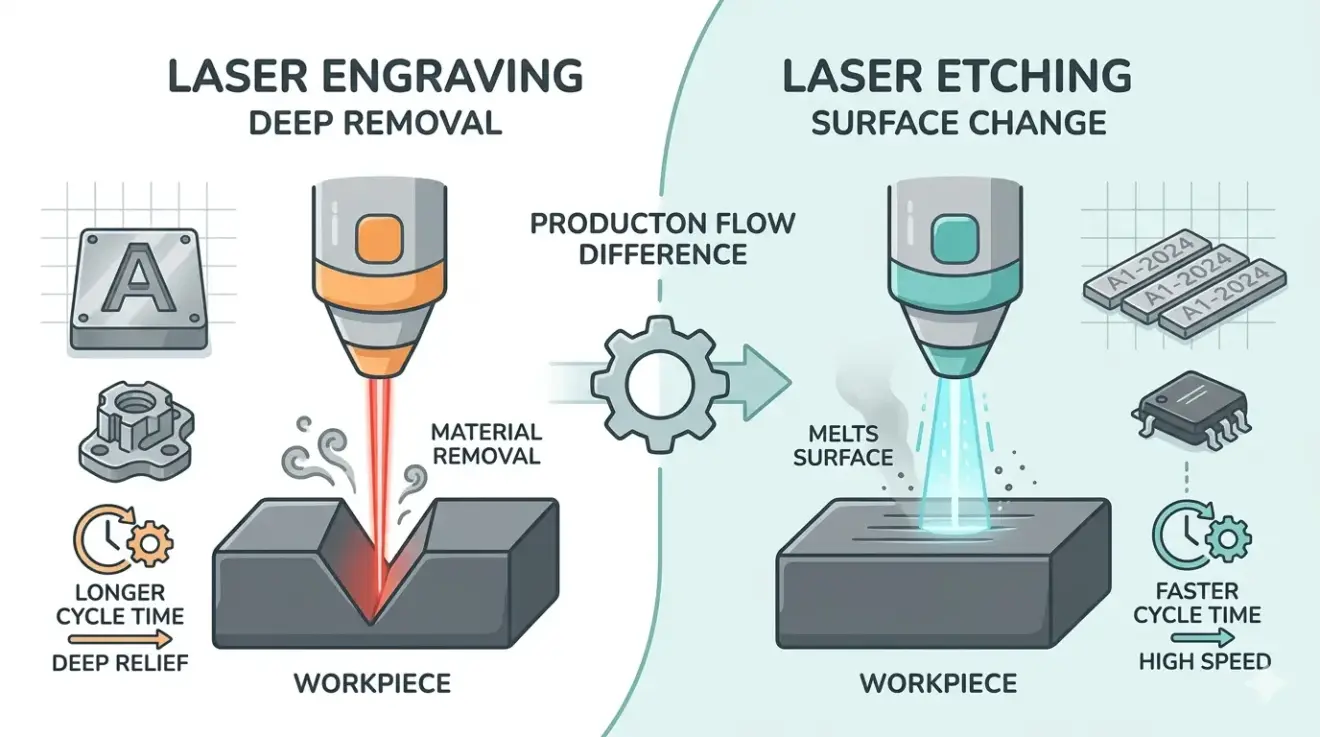
Lazer Kazıma Makinesi vs Lazer Oyma Makinesi: Üretimde Aslında Ne Değişiyor?
Çarşamba, 08 Nisan 2026
Birçok alıcı bu karşılaştırmaya, sanki tamamen farklı iki makine ailesi arasında seçim yapıyormuş gibi başlar. Gerçek üretimde, fark genellikle daha az dramatiktir. Çoğu zaman, asıl soru işin sığ bir yüzey değişikliği, daha derin bir girinti sonucu mu yoksa taşıma ve incelemeye dayanabilecek net bir görsel işaret mi gerektirdiğidir. Ahşap, akrilik ve benzeri metalik olmayan işler