
 English
English  Español
Español  Italiano
Italiano  Deutsch
Deutsch  Français
Français  Português
Português  Türkçe
Türkçe  Русский
Русский  Tiếng Việt
Tiếng Việt  한국어
한국어  日本語
日本語  简体中文
简体中文 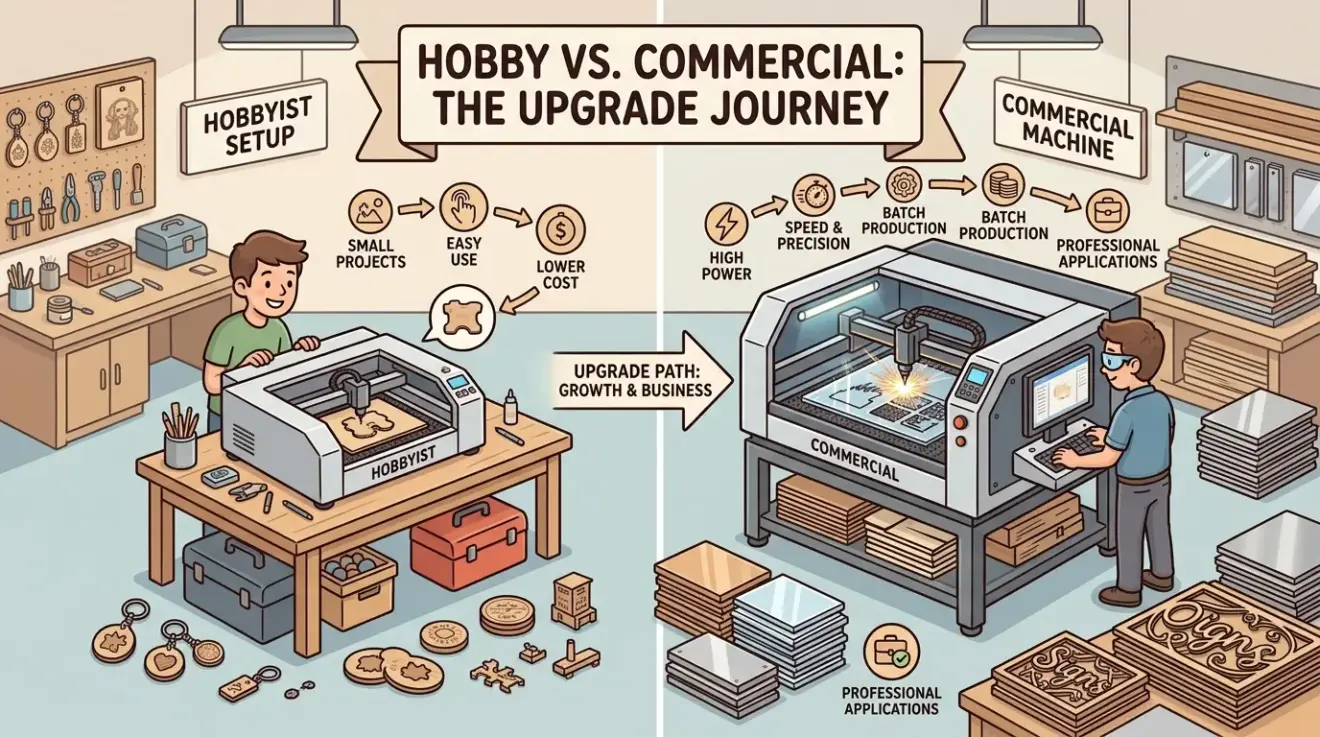
آلة القطع بالليزر للهواة مقابل آلة الليزر التجارية: متى يكون من المناسب الترقية
الجمعة, 10 أبريل 2026
يمكن أن تكون قاطعة الليزر للهواة نقطة انطلاق ذكية للعينات والطلبات المخصصة القصيرة والتطوير المبكر للمنتجات. عادةً ما يظهر سؤال الترقية عندما يُطلب من نفس الماكينة دعم مواعيد التسليم والطلبات المتكررة وقطع العمل الأكبر حجمًا وجودة تشطيب أكثر قابلية للتنبؤ. هذا هو الخط الفاصل الحقيقي. الانتقال من ليزر للهواة إلى ماكينة تجارية لا يتعلق فقط
آلة القطع بالليزر الجديدة مقابل المستعملة: أي الخيارين يحقق عائد استثمار أفضل على المدى الطويل؟
الجمعة, 10 أبريل 2026
عادةً ما تبدو مشكلة الشراء بسيطة: قاطعة الليزر المستعملة تكلف أقل اليوم، بينما تحميك الآلة الجديدة من المزيد من المجهولات غدًا. في الإنتاج الفعلي، نادرًا ما يُحسم هذا التبادل بسعر الشراء وحده. بل يُحسم بعدد الأجزاء المقبولة التي يمكن للآلة إنتاجها بمرور الوقت، ومدى تكرار تعطل سير العمل، ومقدار العمالة وإعادة العمل التي يتحملها المصنع

متى يجب إضافة سنفرة الحزام العريضة إلى خط الأعمال الخشبية لديك
الجمعة, 10 أبريل 2026
عادةً ما يظهر القرار قبل أن تنهار منطقة الصنفرة بالكامل. لا تزال القطع تتحرك، ولا يزال المشغلون يُجهزون الألواح، ولا تزال الطلبات تُشحن. لكن العلامات تبدأ في التراكم: الكثير من الصنفرة اليدوية قبل الطلاء، تباين واضح من دفعة إلى أخرى، والكثير من التصحيحات اللاحقة على القطع التي كان ينبغي أن تكون جاهزة السطح بالفعل. هذا
آلات النقش بالليزر ثلاثي الأبعاد: التطبيقات، القيود، ومتى تكون الخيار المناسب
الجمعة, 10 أبريل 2026
يسعى العديد من المشترين أولاً إلى البحث عن آلة نقش ليزر ثلاثية الأبعاد بعد أن تبدأ سيرورة النقش المسطح القياسية في التعطل. قد لا تكون الأجزاء مسطحة بعد الآن. قد يحتاج المنتج إلى النقش على سطح منحني. قد تحتاج لوحة زخرفية إلى تأثير بارز متعدد الطبقات بدلاً من علامة سطحية بسيطة. أو قد تحاول الورشة
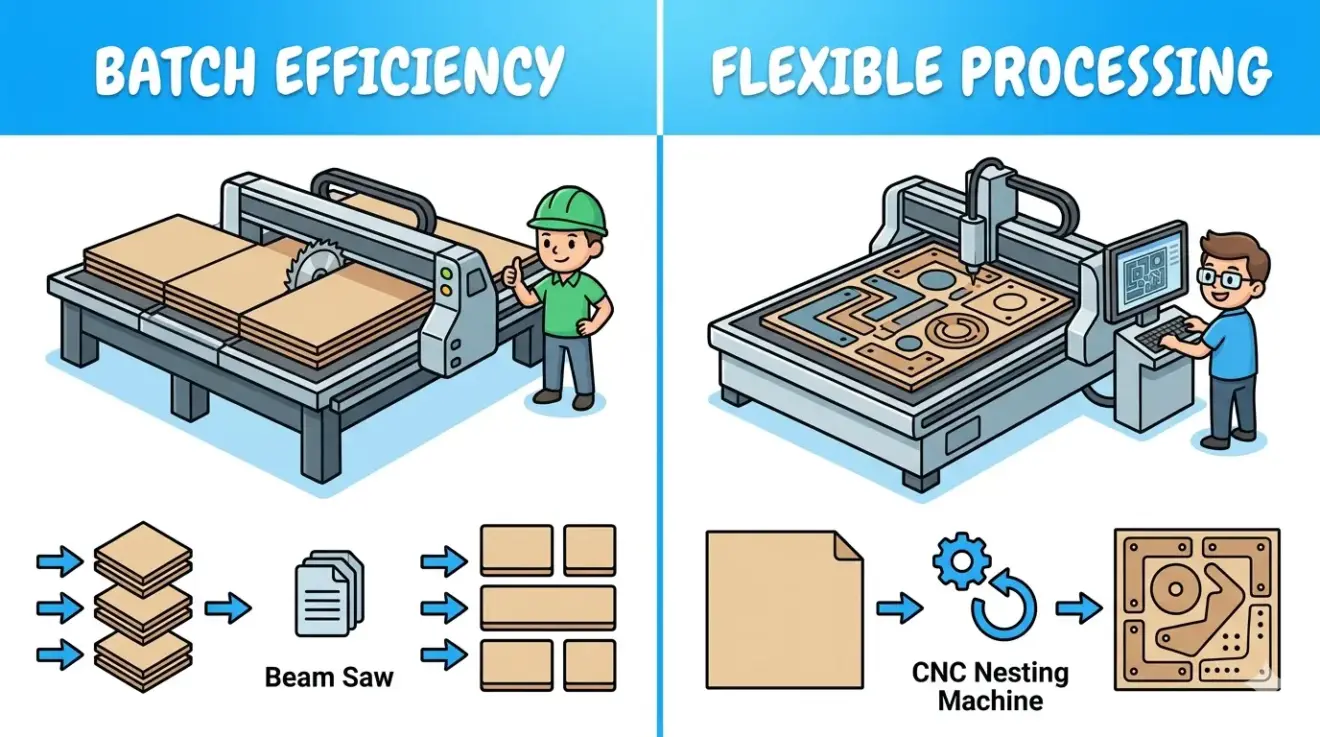
منشار الحزمة (Beam Saw) مقابل آلة التعشيش بنظام التحكم الرقمي (CNC Nesting Machine): الاختيار بين كفاءة الدفعات والمرونة في المعالجة
الجمعة, 10 أبريل 2026
عندما يبدأ مصنع أثاث أو خزائن في التفكير في تجاوز القطع اليدوي، نادراً ما يكون السؤال الحقيقي حول أي آلة تبدو أكثر تطوراً. السؤال الأصعب هو ما إذا كانت الشركة تحتاج إلى واجهة أمامية أسرع للألواح المستطيلة المتكررة، أم إلى خلية معالجة أكثر مرونة لتصاميم القطع المتغيرة. عادةً ما تبدأ المصانع التي تحتاج بشكل أساسي

تصنيع التيتانيوم باستخدام الحاسب الآلي: لماذا تعتبر أهمية أدوات التحكم في الحرارة أمرًا حاسمًا
الجمعة, 10 أبريل 2026
نادرًا ما يفشل تشكيل التيتانيوم لأسباب غامضة. في معظم الورش، يكون نمط الفشل واضحًا قبل وقت طويل من أن تصبح الدفعة مشكلة في التسعير. تبدأ الأداة في الاحتكاك بدلاً من القطع النظيف. تتوقف الشظايا عن مغادرة منطقة القطع بالطريقة الصحيحة. يتركز الحرارة عند الحافة، ويفشل التشطيب، ويصبح حمل المغزل أقل قابلية للتنبؤ، ويصبح المسار الذي
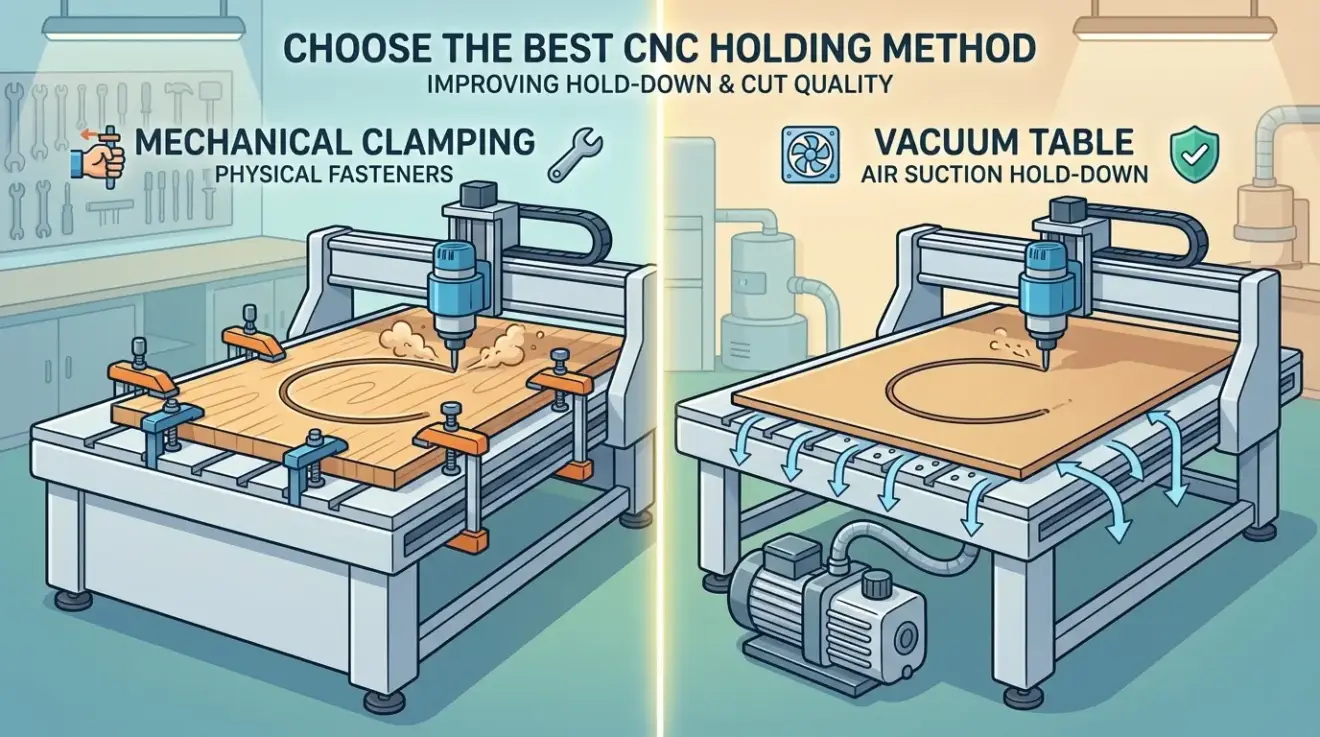
طاولة التوجيه باستخدام الحاسوب مقابل الطاولة الفراغية: أيهما يحسن تثبيت المادة وجودة القطع؟
الجمعة, 10 أبريل 2026
مشكلة تثبيت المواد عادةً ما تظهر كشكوى متعلقة بالجودة، وليس كشكوى خاصة بطاولة العمل. يلاحظ المشغل حافة سفلية غير واضحة، أو زاوية رقاقة مكسورة، أو حرف صغير في اللافتة ينفصل قبل نهاية البرنامج، أو لوحًا يقيس بشكل مختلف قليلاً بعد التفريغ عما كان عليه أثناء الإعداد. غالبًا ما تُلقى اللوم على الأدوات أولاً لأن الدليل
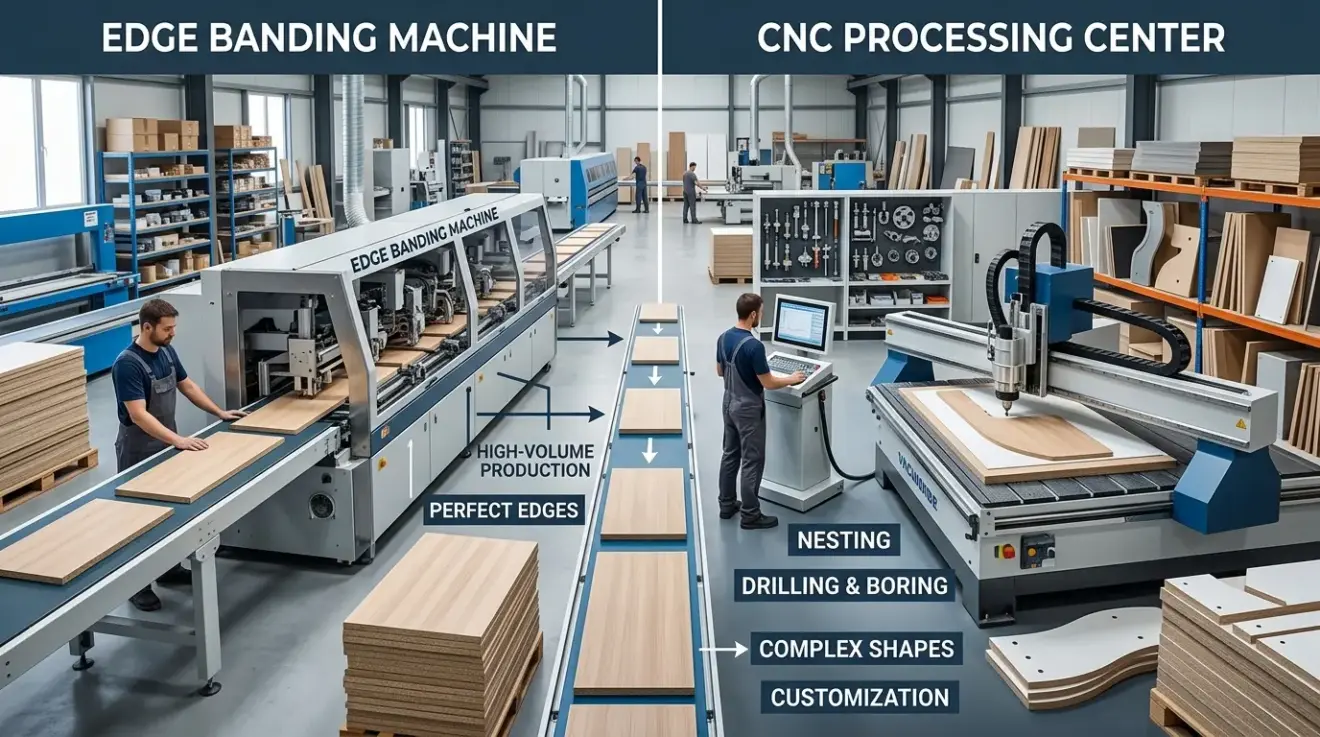
ماكينة شريط الحافة مقابل خط المعالجة باستخدام الحاسب الآلي: أين يناسب كل منها بشكل أفضل في إنتاج الأثاث اللوحي
الجمعة, 10 أبريل 2026
في العديد من مصانع الأثاث اللوحي، تُقارن هذان الخياران لأنهما مرتبطان بالأتمتة، وتقليل العمالة، وتدفق العمل النظيف. لكنهما لا يحلان نفس المشكلة. آلة تجنيع الحواف هي محطة تشطيب متخصصة. خط المعالجة باستخدام الحاسب الآلي (CNC) هو نظام إنتاج أوسع ينظم كيفية قطع الأجزاء، وتفريزها، وحفرها، ونقلها، وتحضيرها للخطوات اللاحقة. هذا التمييز مهم. إذا كانت نقطة

نصائح صيانة منشار الألواح العمودي لدقة القطع طويلة المدى
الخميس, 09 أبريل 2026
منشار الألواح العمودي يمكنه الحفاظ على دقته لسنوات، لكن فقط إذا بقيت الآلة نظيفة ومربعة ومستقرة ميكانيكياً. في معظم الورش، لا يبدأ فقدان الدقة بانهيار كامل. بل يبدأ بإشارات أصغر: لوحة لم تعد تستقر بشكل متناسق على إطار الدعم، عربة تتحرك بشكل أقل سلاسة من ذي قبل، أو فحوصات قطع متكررة على مهام كانت تجري
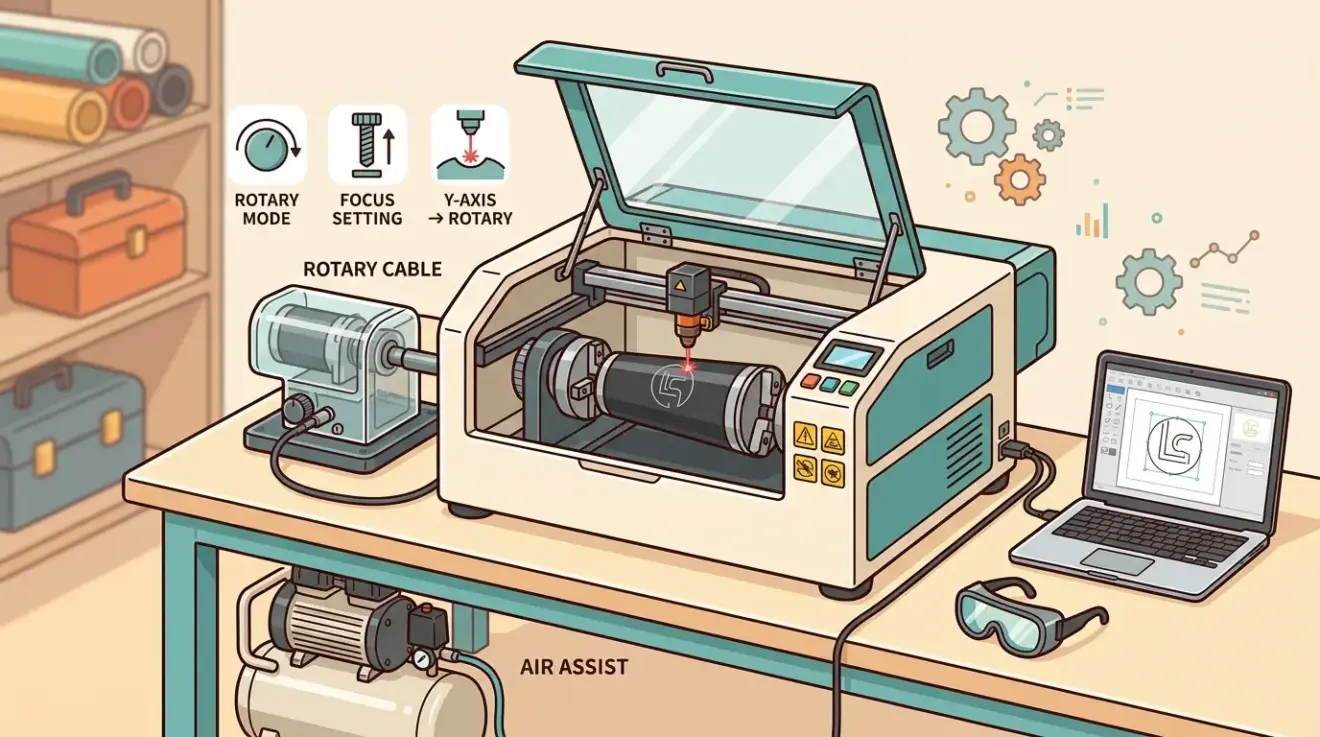
آلة الحفر بالليزر للأكواب: متطلبات وتركيب الملحق الدوار
الخميس, 09 أبريل 2026
يفترض العديد من المشترين أن نقش الأكواب يصبح بسيطًا بمجرد إضافة ملحق دوار إلى آلة الليزر. ولكن في الواقع، تظهر معظم مشكلات الجودة بعد هذه النقطة. ينزلق الكوب، ويتمدد التصميم الفني عبر الجدار المدبب، ولا ينغلق التماس بشكل نظيف، أو تتغير جودة العلامة من جانب إلى آخر من الكوب. لهذا السبب، فإن سؤال الشراء الحقيقي
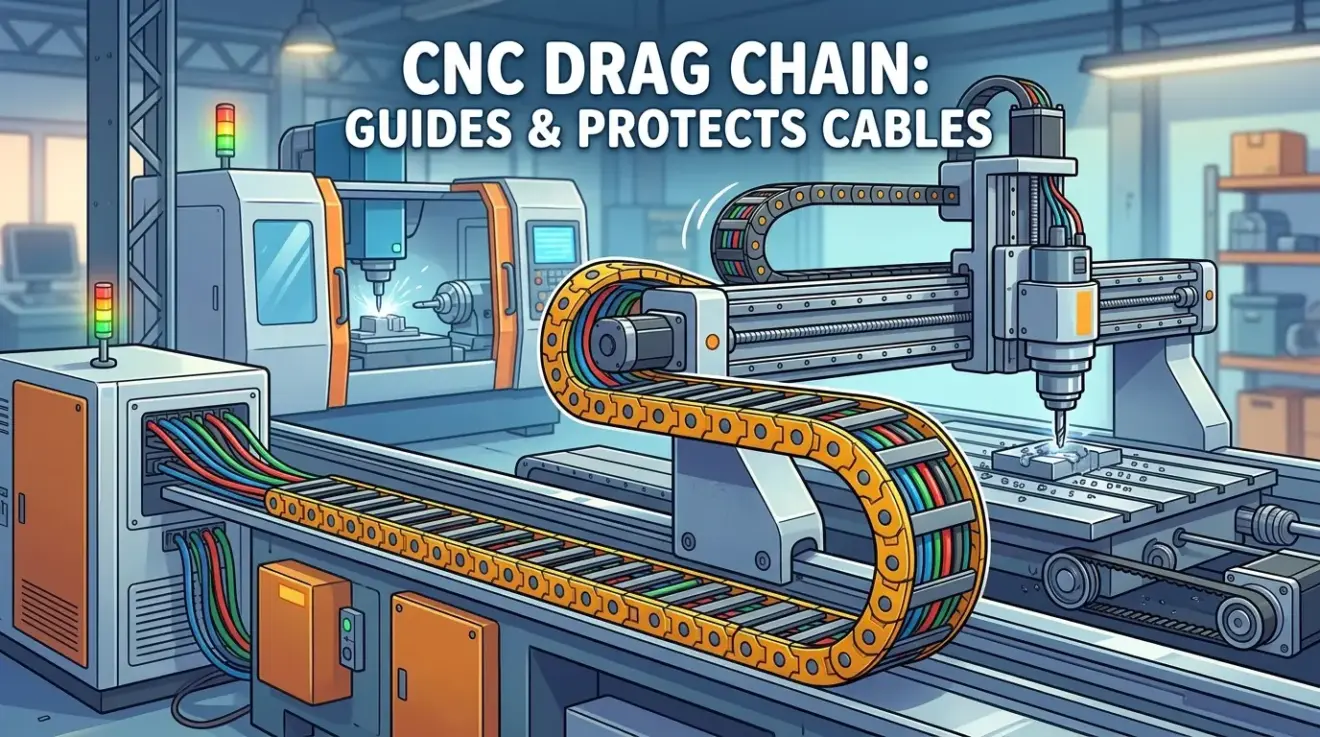
ما هو نظام السلسلة الجرارة للتحكم الرقمي (CNC)؟
الخميس, 09 أبريل 2026
الأعطال المتقطعة في الماكينات تهدر الوقت لأنها تؤدي إلى تشخيصات خاطئة. يظهر إنذار المفتاح الحدّي فقط عندما تقترب الجسر من أحد طرفي مسار الحركة. يتصرف كابل المغزل بشكل طبيعي أثناء الإعداد، ثم يتوقف عن العمل في منتصف مهمة طويلة. يبدأ خرطوم سائل التبريد بالتسرب في مكان لا يفكر أحد بفحصه أولاً. تُلام وحدة التحكم. يُلام
إعداد ماكينة تجليد الحواف: كيفية تحسين جودة خط اللصق
الخميس, 09 أبريل 2026
في إنتاج الأثاث اللوحي، نادرًا ما يقيس العملاء انتشار الصمغ أو ضغط الأسطوانات، لكنهم يلاحظون النتيجة فورًا. خط صمغ داكن، فجوة ظاهرة، تسرب صمغ على الحافة العلوية، أو حافة تتقشر بعد التشغيل الآلي تجعل اللوحة بأكملها تبدو أقل جودة، حتى عندما تكون المادة الأساسية وشريط الحواف مقبولين. لذلك يجب التعامل مع جودة خط الصمغ كتخصص
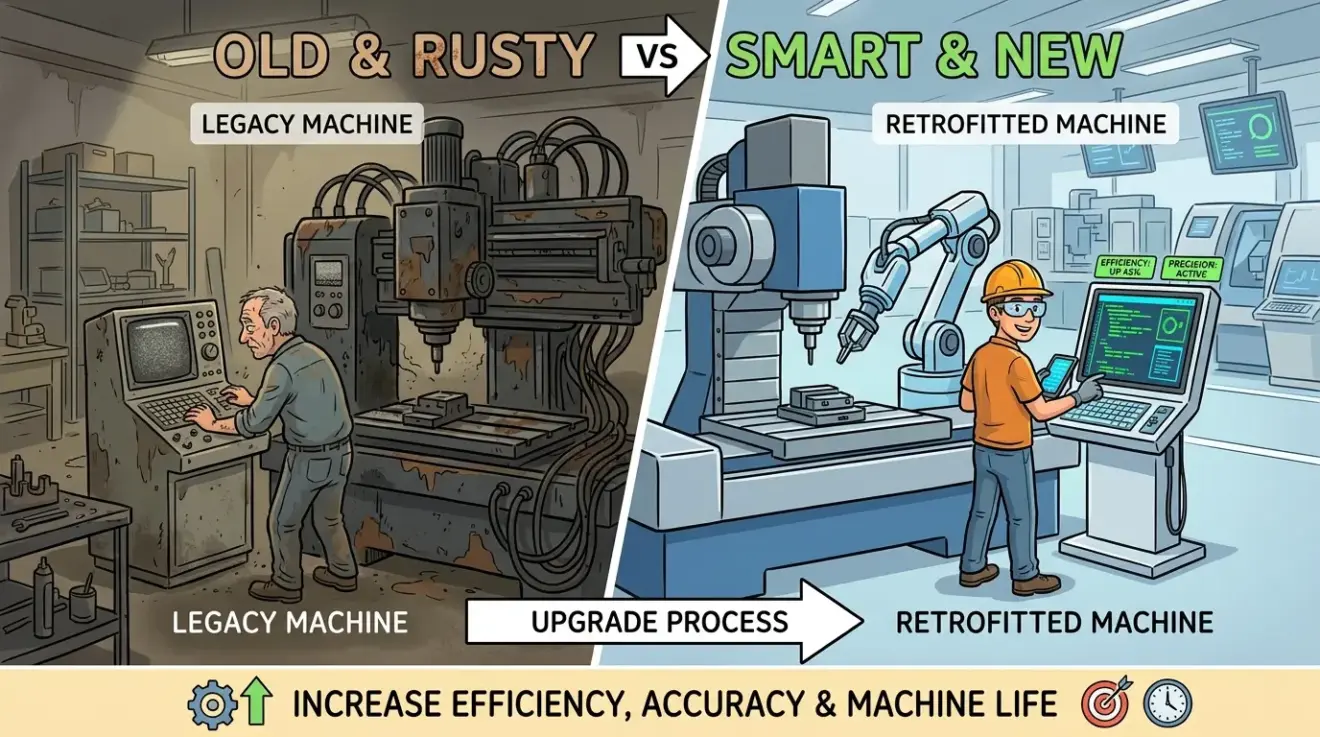
دليل تحديث ماكينات CNC: متى يكون تحديث ماكينة قديمة منطقيًا
الخميس, 09 أبريل 2026
إعادة تأهيل ماكينة CNC قديمة تبدو فكرة جذابة لأنها تَعِد بقابلية استخدام حديثة دون التكلفة الرأسمالية للاستبدال الكامل. أحيانًا يكون هذا المنطق صحيحًا تمامًا. وأحيانًا أخرى يتحول إلى محاولة إنقاذ بطيئة تكشف عن مكونات حركة مهترئة، وأعمال كهربائية غير آمنة، وتوثيق ضعيف، ومخاطر تتعلق بقطع الغيار، وتوقفًا عن العمل أكبر مما اعترفت به الميزانية الأصلية
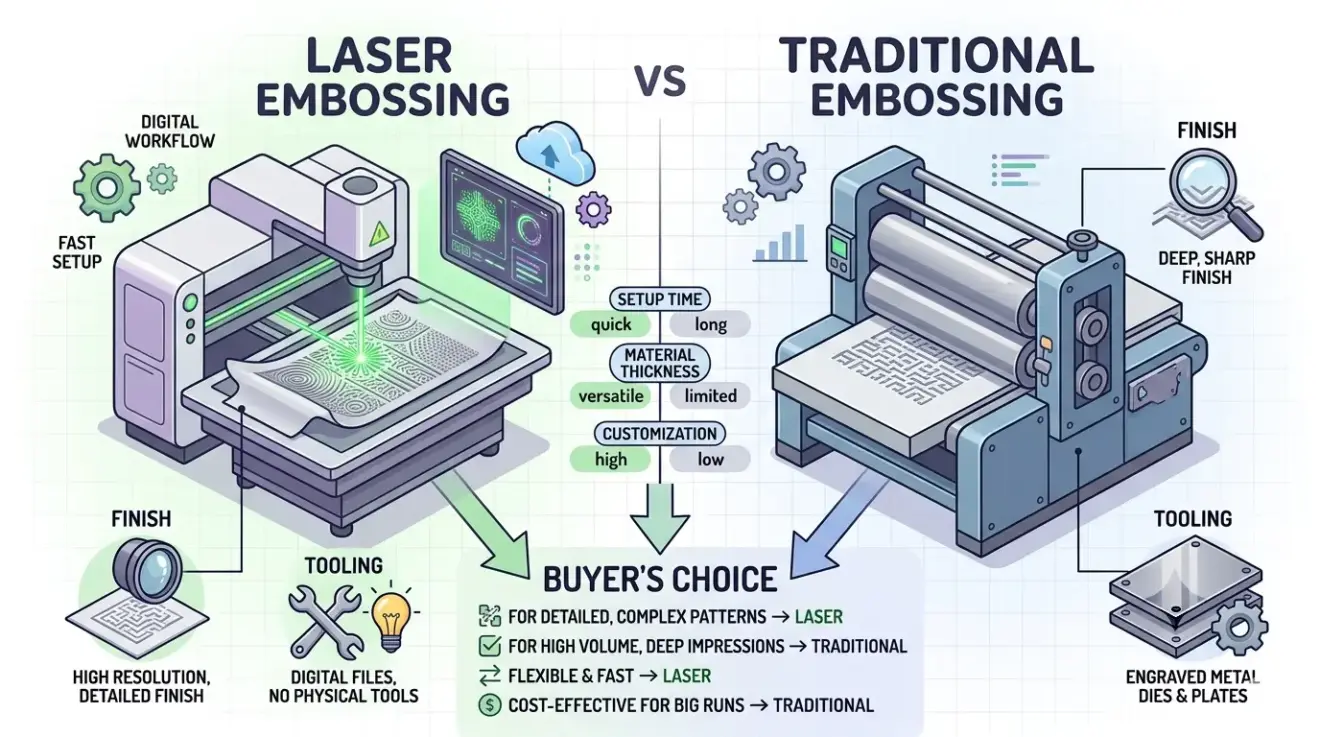
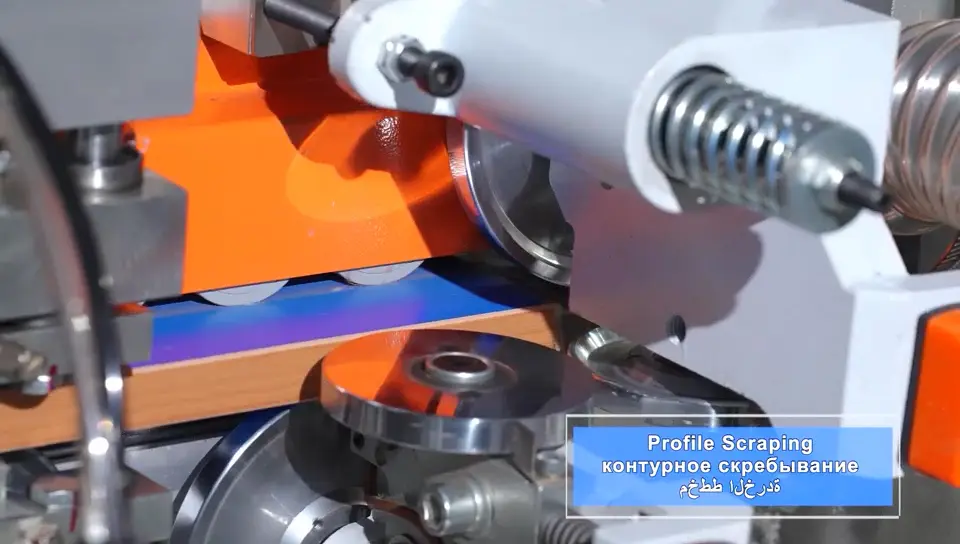
آلة النقش بالليزر مقابل النقش التقليدي: ما الذي يجب أن يعرفه المشترون عن اللمسة النهائية والأدوات وملاءمة سير العمل
الخميس, 09 أبريل 2026
عادةً ما يصل المشترون إلى هذه المقارنة عندما يرغبون في الحصول على تشطيب محكم عالي الجودة دون حصر الخط في عملية خاطئة. المشكلة هي أن عبارة “آلة النقش بالليزر” يمكن أن تطمس نتيجتين مختلفتين تمامًا. يرفع النقش التقليدي المادة بشكل فيزيائي أو يخفضها باستخدام أدوات القوالب. عادةً ما تؤدي المعالجة بالليزر إلى إنشاء مظهر منقوش
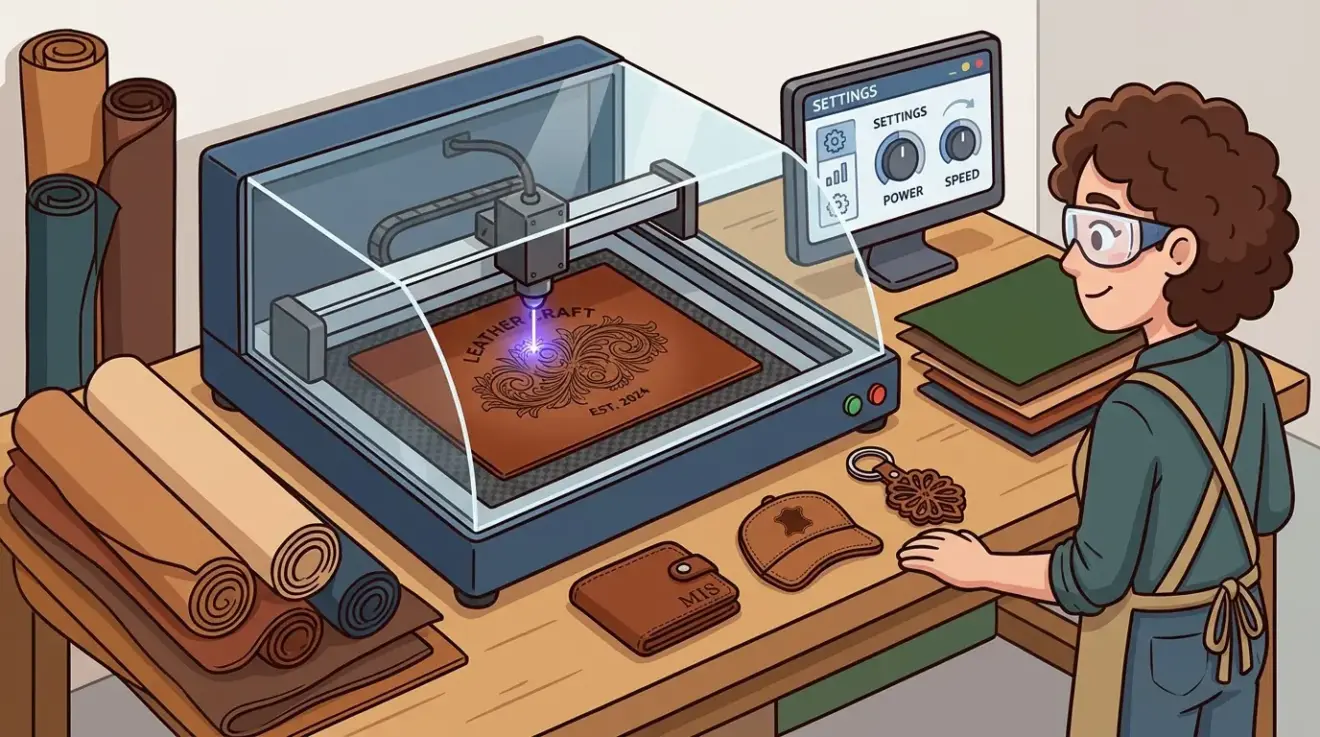
آلة النقش بالليزر على الجلود: الإعدادات، التطبيقات، وكيفية اختيار الجهاز المناسب
الخميس, 09 أبريل 2026
قد تبدو عينة النقش على الجلد رائعة على طاولة العمل، ومع ذلك تفشل أثناء الإنتاج. عادةً لا تكون الأسباب أعطالاً مفاجئة في الماكينة، بل مشكلات في سير العمل: تباين غير متناسق عبر قطع الجلد، هالات حرارية داكنة حول الشعارات، بقايا على الأسطح النهائية، بطء في التنظيف بين الطلبيات، أو إعدادات تنجح مع نوع تشطيب جلدي

كيفية دمج الحفر باستخدام الحاسب الآلي (CNC) في خط الأعمال الخشبية الآلي دون خلق اختناقات جديدة
الخميس, 09 أبريل 2026
في إنتاج الخزائن الآلي، وخزائن الملابس، وأثاث الألواح، نادرًا ما تظهر مشاكل الثقب كمناقشة حول عدد الثقوب فقط. بل تظهر على شكل ألواح مفصلات لا تتم محاذاتها بشكل نظيف، وموصلات تقاوم التجميع، وأنماط دعامات أرفف تتطلب إعادة فحص، ومشغلين يوقفون الخط لأن القطعة الصحيحة وصلت بالتوجيه الخاطئ أو البرنامج الخاطئ. لهذا السبب، يجب دمج الحفر
شريط الحافة الآلي مقابل شريط الحافة اليدوي: أيهما يناسب إنتاجك؟
الخميس, 09 أبريل 2026
عندما تبدأ عملية تجهيز الألواح في إبطاء خط الإنتاج، تصبح عملية تشطيب الحواف أكثر من مجرد خطوة تجميلية. فهي تؤثر على مدى سلاسة انتقال أجزاء الخزائن إلى عمليات الحفر والتجميع، ومقدار التشذيب اليدوي الذي يتعين على المشغلين القيام به، وعدد مرات إعادة تصحيح الحواف الظاهرة. يمكن لكل من تشطيب الحواف الآلي واليدوي تحقيق نتائج قابلة
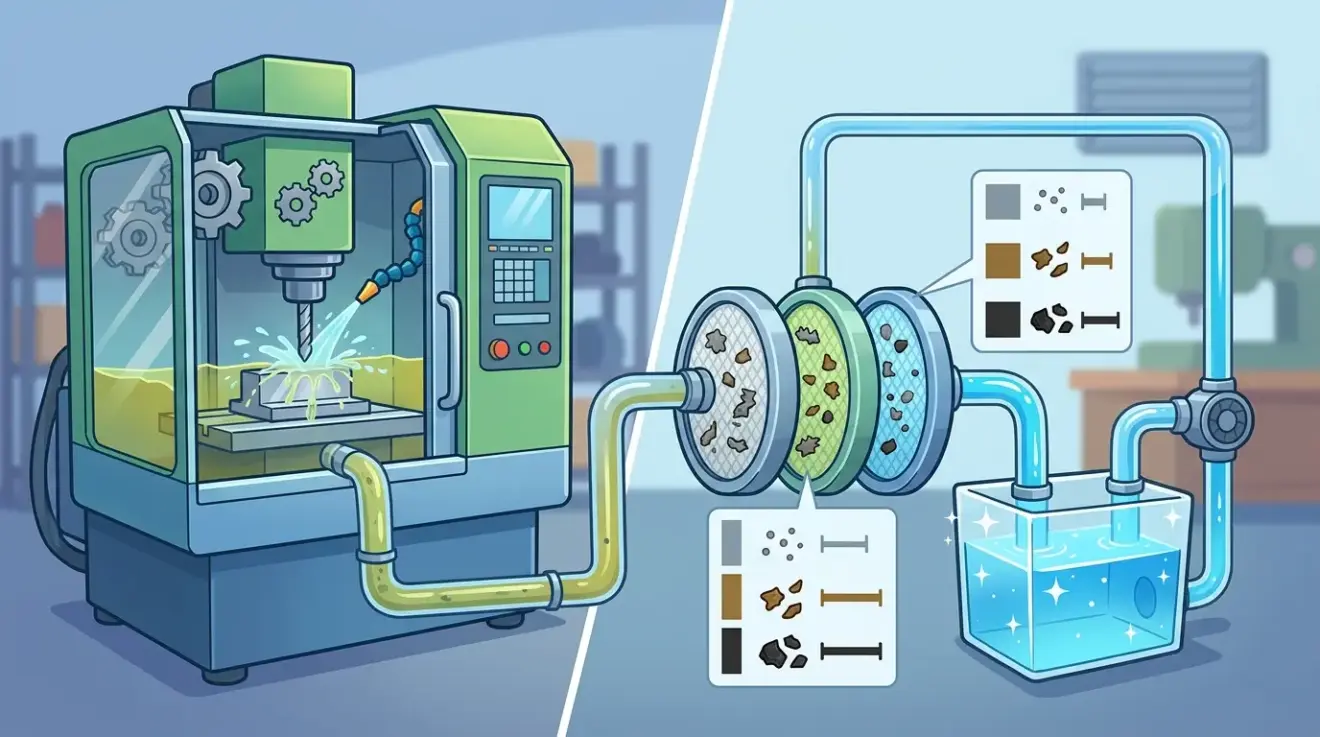
ما هو مرشح سائل تبريد سي إن سي ولماذا تعتبر تصنيفات الميكرون مهمة؟
الخميس, 09 أبريل 2026
عادةً ما تعلن مشاكل سائل التبريد عن نفسها في مكان آخر أولاً. تقصر عمر الأداة. يضطرب التشطيب على الأجزاء التي كانت تُقطع بشكل نظيف. تبدأ الفوهات في التصرف بشكل غير منتظم. يبدو صوت المضخة متوترًا. يضبط المشغلون السرعات والتغذية، ويغيرون المشغولات، ويشكون في حالة المغزل قبل أن يسأل أحد سؤال الحلقة الأساسي: ما الذي يستمر
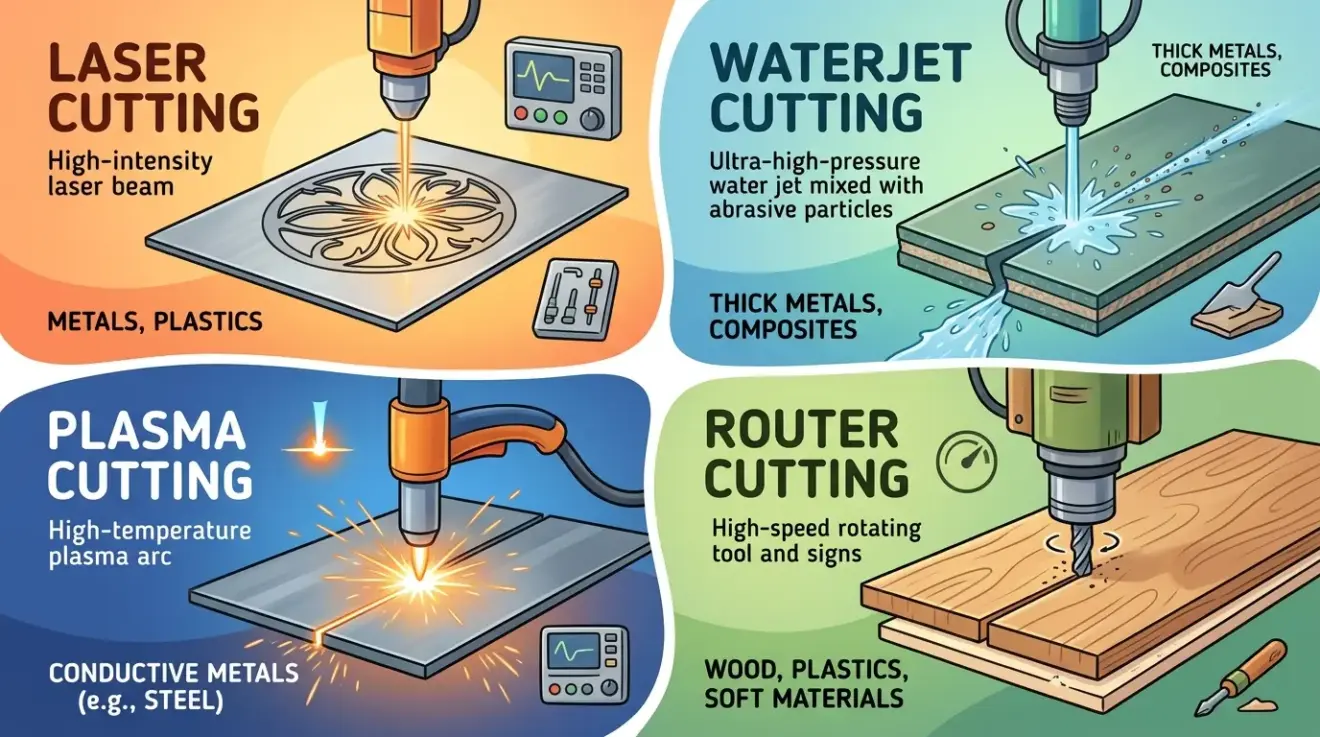
شرح القطع باستخدام الحاسب الآلي (CNC): ما هي العملية المناسبة لكل مادة؟
الخميس, 09 أبريل 2026
يبدو القطع باستخدام ماكينات التحكم الرقمي (CNC) أمرًا بسيطًا فقط عندما يصف المشتري المهمة بشكل غامض للغاية. بمجرد تحديد المادة، وعائلة الأجزاء، ومتطلبات الحافة، والهدف اليومي للإنتاج، تتغير القائمة المختصرة بسرعة. يمكن لعملية تبدو جذابة بشكل عام أن تصبح مهدرة، أو بطيئة، أو محفوفة بالمخاطر من حيث الجودة بمجرد مقارنتها بالعمل الفعلي. ولهذا السبب فإن
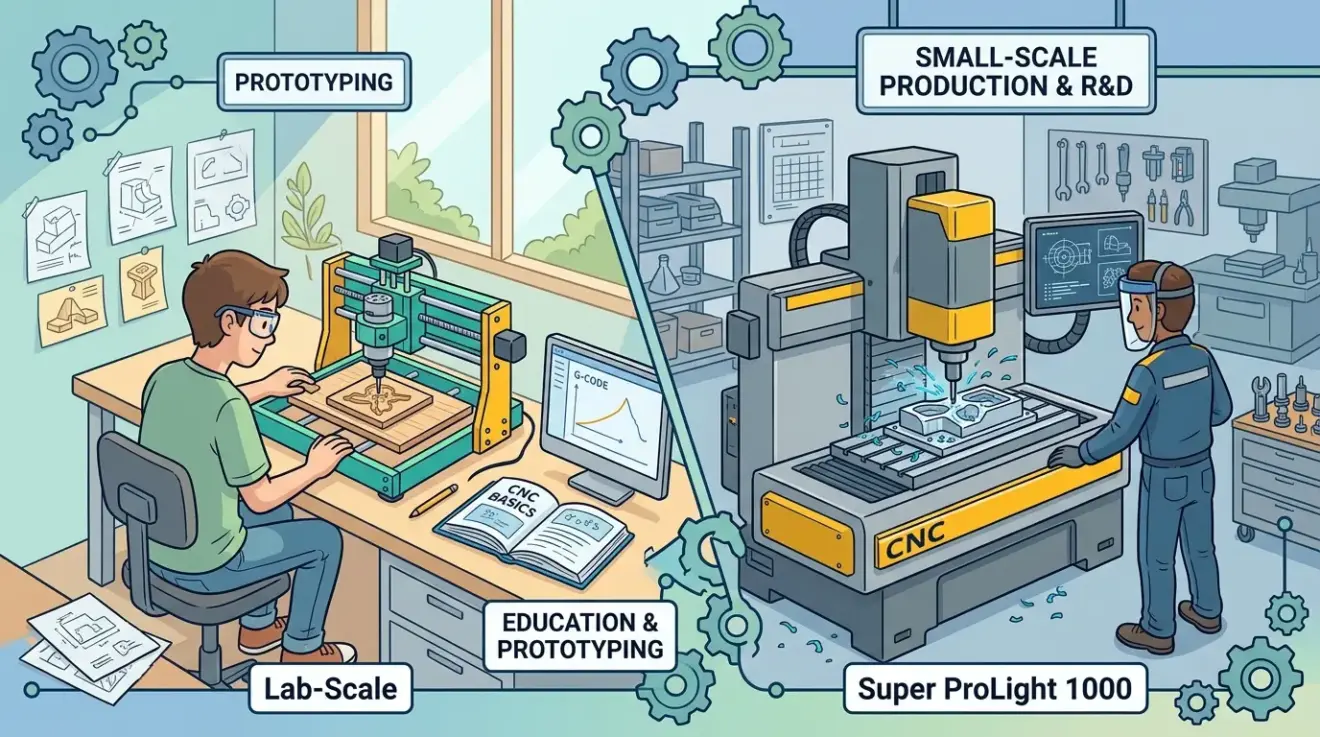
ماكينة طحن CNC Prolight 1000، وSuper Prolight 1000، وماكينات طحن CNC على نطاق المختبر: لمن هذه الآلات؟
الخميس, 09 أبريل 2026
ملحقات آلية التصنيع باستخدام الحاسب الآلي على نطاق المختبر مثل Prolight 1000 أو آلات التدريب والنماذج الأولية المدمجة المماثلة تحتل مكانة خاصة. إنها ليست بديلاً عامًا لمراكز التصنيع الصناعية، كما أنها ليست مثالية لكل مشترٍ هواة أيضًا. تكمن قيمتها عندما تكون البيئة بنفس أهمية القص: الفصول الدراسية، برامج التدريب الفني، مختبرات الهندسة، مساحات النماذج الأولية
- Published in Blog
مخططات تحويل المخارط الصغيرة إلى نظام CNC: ما يجب التحقق منه قبل البدء في التعديل
الخميس, 09 أبريل 2026
مشاريع تحويل المخارط المصغرة إلى نظام CNC جذابة لأنها تبدو وكأنها توفر مسارًا ميسور التكلفة للخراطة المبرمجة دون الحاجة إلى مساحة أرضية صناعية كاملة. في الظروف المناسبة، هذا هو بالضبط ما توفره: منصة تعليمية مفيدة، أداة قادرة على الدفعات القصيرة، أو وسيلة لأتمتة مهام خراطة معينة في بيئة مدمجة. لكن العديد من مشاريع التعديل تفشل

قائمة فحص صيانة سنفرة الحزام العريض لجودة سطح متسقة
الخميس, 09 أبريل 2026
في عمليات الصنفرة والتشطيب، يظهر عادةً الانحراف في الجودة قبل توقف الماكينة عن العمل. يبدأ سير الصنفرة (الحزام) بالامتلاء أسرع من المعتاد، تظهر أنماط خدش غير متساوية على الألواح، يصبح إزالة السمك أقل قابلية للتنبؤ، أو يبدأ المشغلون في إبطاء سرعة التغذية لتجنب العيوب المرئية. بحلول الوقت الذي يصبح فيه المنتج التالف أو إعادة العمل
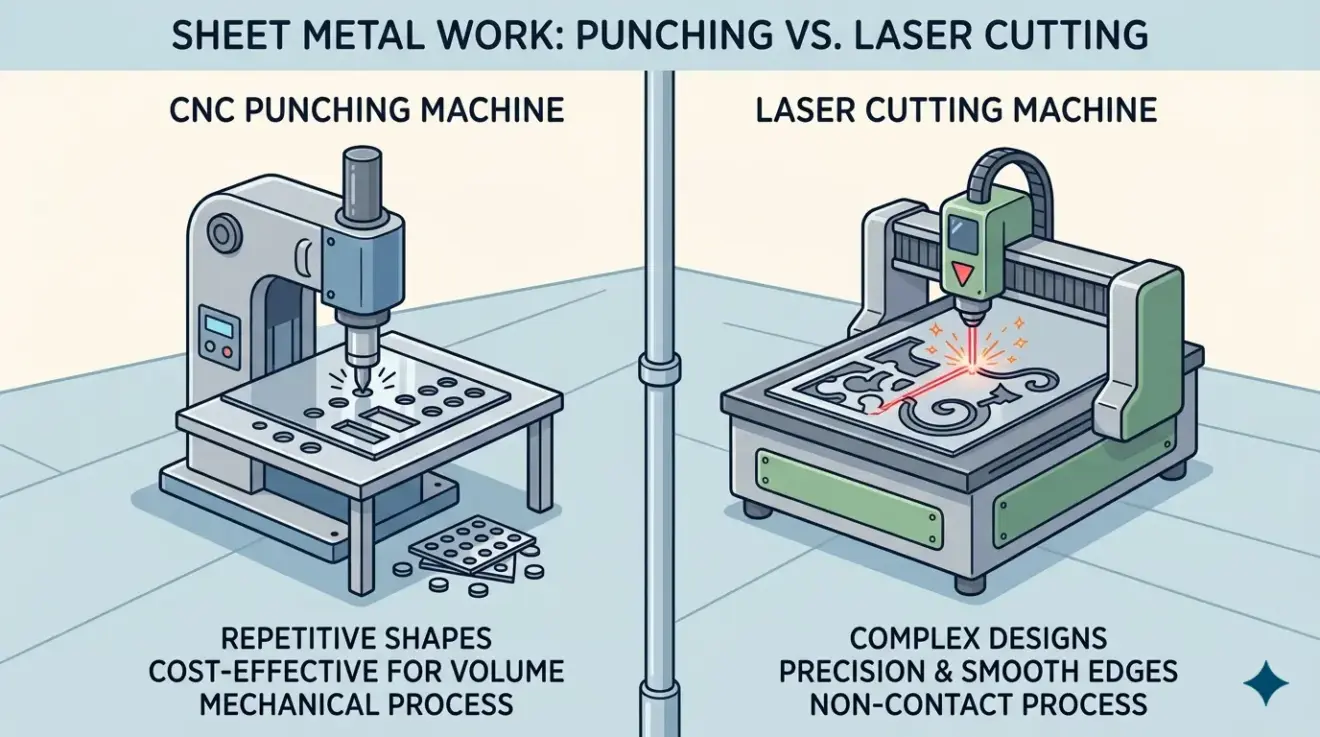
ماكينة التثقيب بنظام التحكم الرقمي مقابل القطع بالليزر: أيهما أفضل لأعمال الصفائح المعدنية؟
الخميس, 09 أبريل 2026
لا يوجد فائز شامل حقيقي بين التثقيب CNC والقطع بالليزر. الخسائر التي تتكبدها المصانع تظل قائمة عندما تبحث باستمرار عن ذلك الفائز. تحقق هاتان العمليتان هامش ربح بطرق مختلفة، والاستثمار الأفضل يعتمد عادة أقل على السرعة الأولية وأكثر على نوع تدفق الطلبيات الذي يمكن للمصنع تغذيته أسبوعًا تلو الآخر. يميل التثقيب إلى مكافأة أنماط الميزات
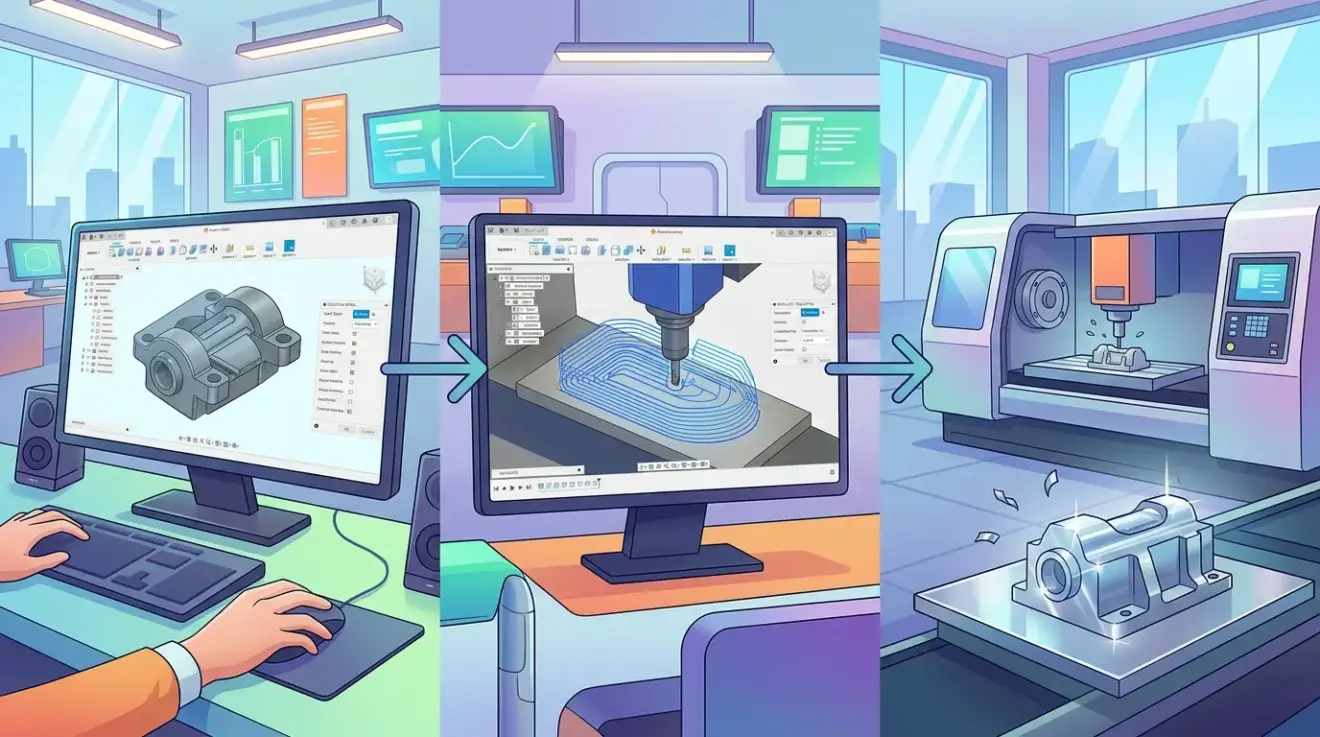
Fusion 360 للتحكم الرقمي باستخدام الحاسوب (CNC): من نموذج CAD إلى مسار الأداة
الخميس, 09 أبريل 2026
تصبح Fusion 360 مهمة في سير عمل التحكم الرقمي باستخدام الحاسوب (CNC) لأنها تسد الفجوة التي تسبب أخطاءً مكلفة في العديد من الورش: وهي الفجوة بين الجزء الذي يبدو منتهيًا على الشاشة والجزء الجاهز فعليًا للماكينة. قد يكون النموذج المصمم بمساعدة الحاسوب (CAD) صحيحًا من ناحية الأبعاد ومع ذلك يكون صعب التثبيت، أو غير فعال
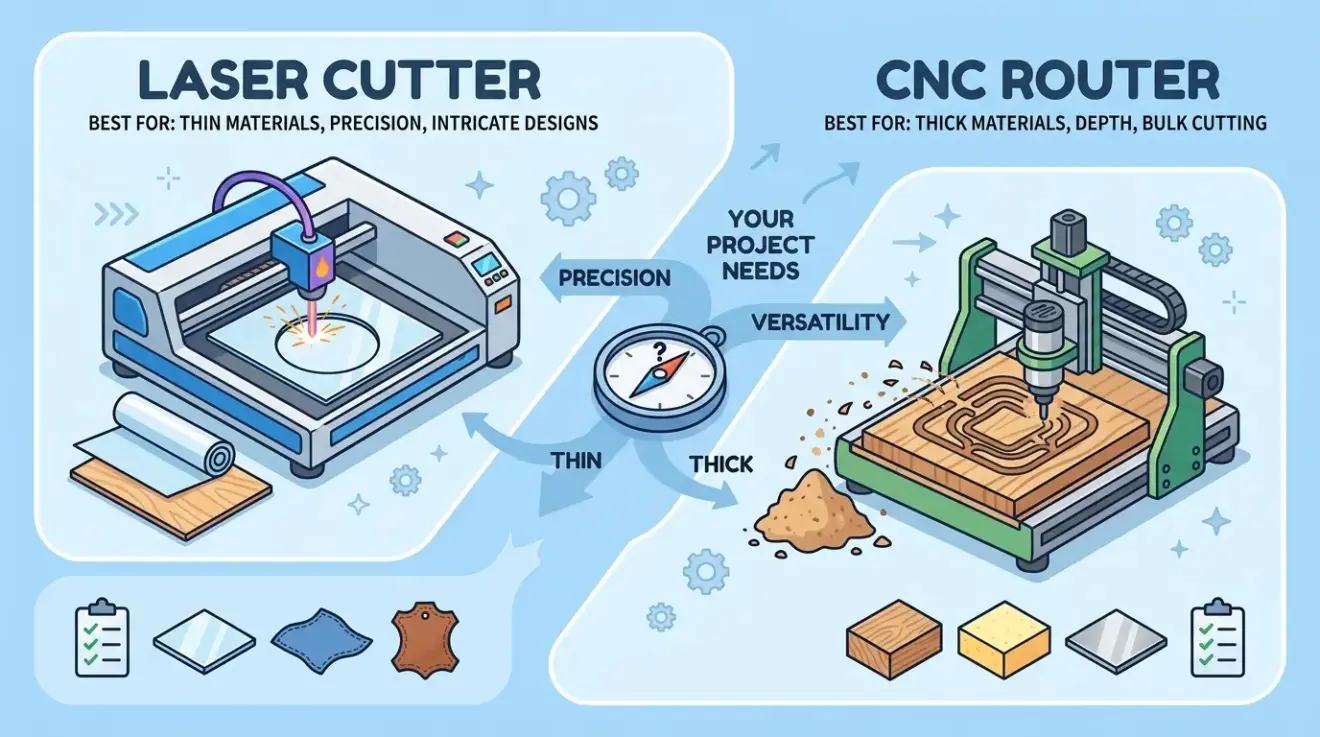
قاطع الليزر CNC مقابل راوتر CNC: أيهما تختار؟
الخميس, 09 أبريل 2026
اختيار بين قاطعة الليزر CNC وآلة الحفر CNC نادرًا ما يكون متعلقًا بأي الآلتين تبدو أكثر تقدمًا. في الإنتاج الفعلي، عادةً ما يعود القرار إلى ما تحتاجه القطعة بعد القص الأول: النقش، التفاصيل الداخلية الصغيرة، الجيوب، الأخاديد، الميزات المحفورة، تشطيب الحواف، سمك المادة، ومدى tolerated فريق العمل لإعادة العمل اليدوي. غالبًا ما تكون قاطعة الليزر
آلة نقش الرخام: ما يجب مراعاته قبل الشراء
الخميس, 09 أبريل 2026
شراء آلة نقش الرخام غالبًا ما يبدأ بصور عينة، أو أنماط زخرفية، أو قائمة قصيرة من ميزات الآلة. وهذه عادةً ما تكون نقطة البداية الخاطئة. في إنتاج الأحجار الفعلي، يأتي قرار الشراء الأفضل من فهم نوع النقش الذي تحتاج إلى إنتاجه، وعدد المرات التي تحتاج فيها إلى تكراره، وكيف يتصرف الرخام في سير العمل الخاص
سطح المكتب 5 محاور CNC مقابل مطحنة 5 محاور كاملة الحجم: أيهما منطقي؟
الأربعاء, 08 أبريل 2026
تستحق الآلات ذات الخمسة محاور الاهتمام لأنها تتيح الوصول إلى الأشكال الهندسية المعقدة، وتقليل عدد مرات التثبيت، وتشغيل أجزاء أكثر اكتمالاً من زوايا متعددة ضمن مسار تحكم واحد. هذا الوعد حقيقي، لكن مصطلح “5 محاور” يغطي آلات ذات حدود عملية مختلفة جذريًا. قد تشترك ماكينة CNC مكتبية ذات 5 محاور وماكينة طحن كاملة الحجم ذات
ماكينة طحن ثلاثية المحاور مقابل ماكينة VMC: أي الإعدادين يناسب سير عملك؟
الأربعاء, 08 أبريل 2026
يمكن لآلة طحن ثلاثية المحاور التقليدية وآلة الطحن العمودي (VMC) أن تنتجا نفس القطعة المطبوعة. الفرق الحقيقي لا يكمن في ما إذا كانت أداة القطع قادرة على الوصول إلى الشكل الهندسي، بل في مقدار العمليات المحيطة التي تزيلها الآلة أو تتركها وراءها. يجب أن تبدأ هذه المقارنة بسير العمل، وليس بالتصنيف. إذا كانت الورشة تعتمد
- Published in Blog
ماكينة CNC صغيرة للمعادن: ما يغفل عنه المشترون غالبًا
الأربعاء, 08 أبريل 2026
تستقطب ماكينات التحكم الرقمي صغيرة الحجم المشترين لأنها تبدو وكأنها تحل عدة مشكلات في آن واحد. فهي تخفض سعر الدخول، وتتناسب مع مساحة أرضية محدودة، وتبدو أقل ترهيباً للمشغلين الجدد، وتَعِد بمسار يمكن التحكم فيه للعمل على الألومنيوم أو الفولاذ الخفيف دون الحاجة إلى مساحة مركز تشغيل كامل. هذا الجاذب حقيقي. ولكن ما يتم تجاهله
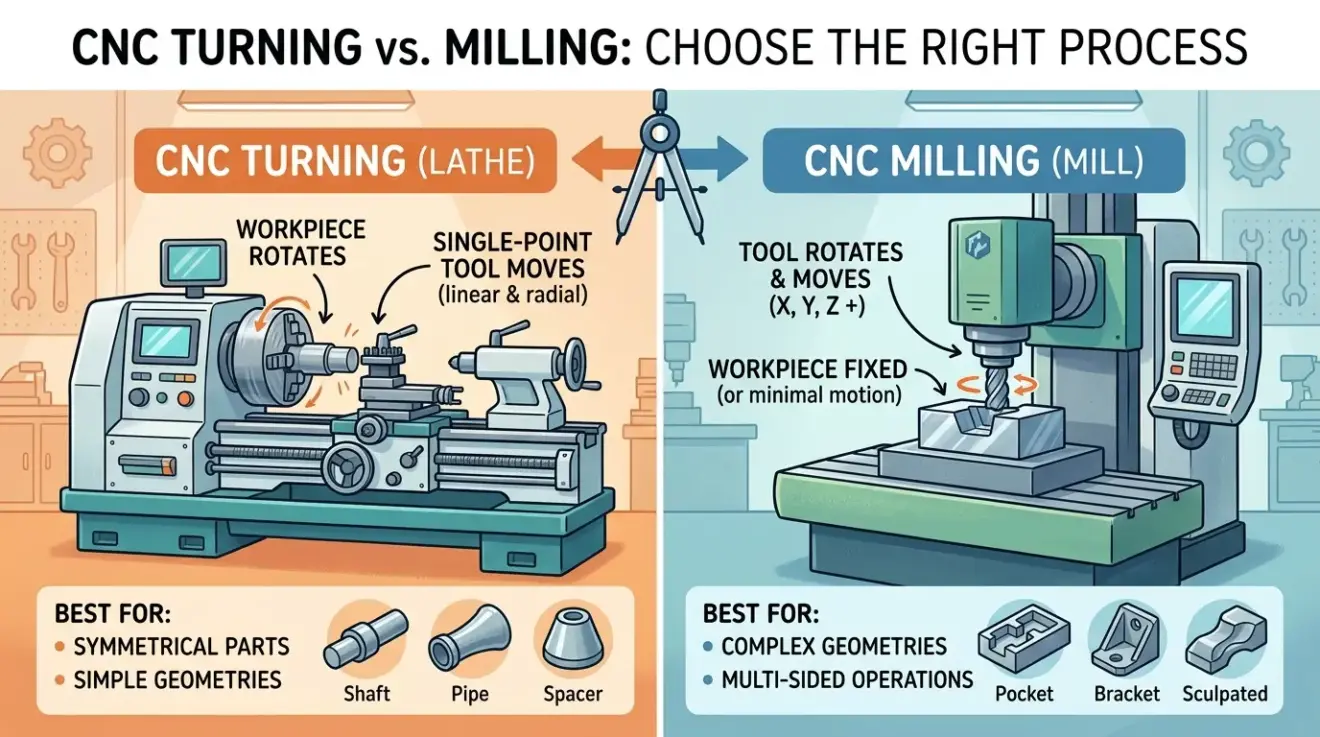
الخراطة باستخدام الحاسب الآلي مقابل الطحن باستخدام الحاسب الآلي: ما هي العملية التي تناسب شكل الجزء الخاص بك؟
الأربعاء, 08 أبريل 2026
إليك الترجمة إلى العربية مع الحفاظ الكامل على بنية HTML وترتيب الفقرات دون حذف أو تعديل: حالة القطعة الخراطة باستخدام الحاسب الآلي (CNC Turning) تناسب بشكل أفضل عندما الطحن باستخدام الحاسب الآلي (CNC Milling) يناسب بشكل أفضل عندما الشكل العام تطغى على القطعة خاصية الأقطار، والكتفين، والتجاويف، والميزات المحورية تُعرف القطعة بأسطحها المتعددة، والأشكال المنشورية،
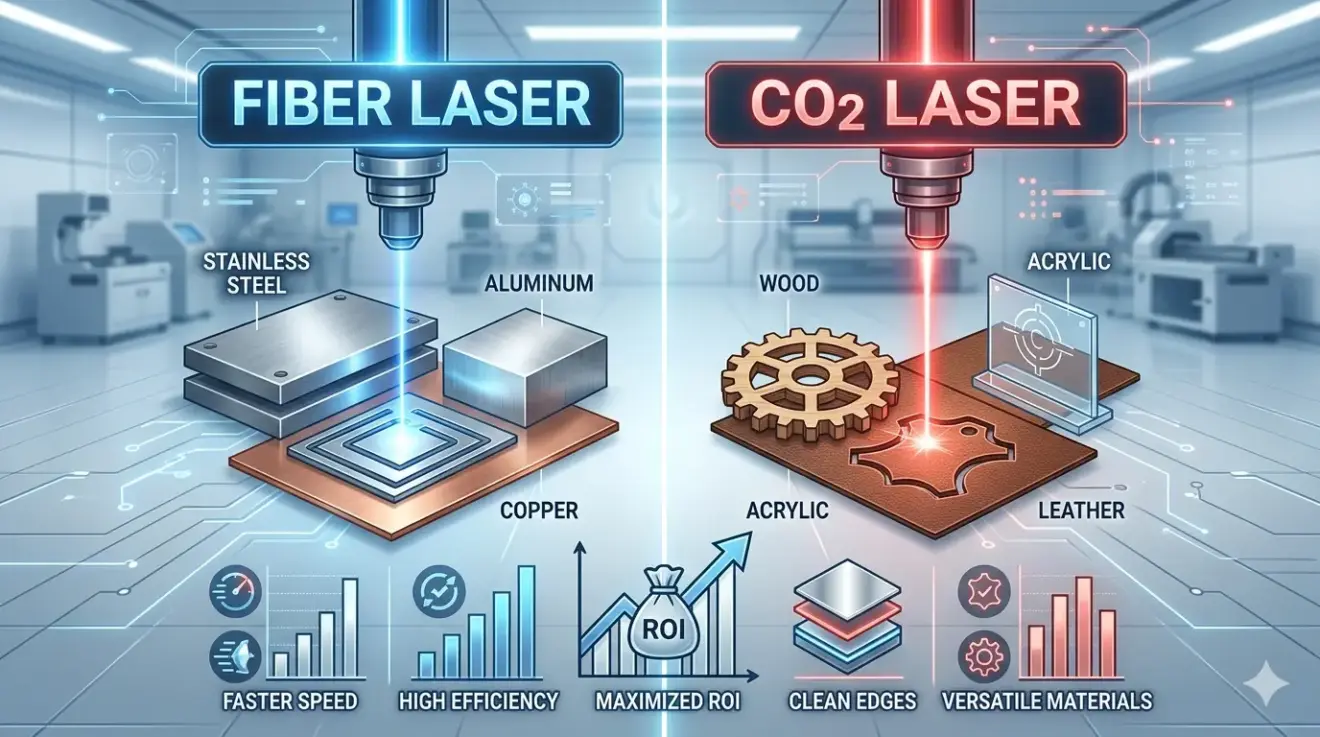
آلة الليزر الليفي مقابل آلة الليزر CO2: كيف تؤدي مطابقة المواد إلى تعظيم العائد على الاستثمار
الأربعاء, 08 أبريل 2026
عندما تقارن ورشة العمل بين تقنية الليزر الليفي وتقنية الليزر ثاني أكسيد الكربون، فإن الخطأ الأول عادةً هو التعامل مع مصدر الشعاع باعتباره القرار الحاسم. في الإنتاج، المشكلة الحقيقية هي ما إذا كانت الماكينة تتطابق مع مزيج المواد الذي يملأ الجدول الزمني ويُحقق هامش الربح. قد يُظهر مصدر الشعاع تقدمًا على الورق، لكنه يمكن أن

كيف تناسب مناشير الطاولة المنزلقة ورش النجارة الصغيرة والمتوسطة الحجم
الأربعاء, 08 أبريل 2026
عندما تبدأ محطة القطع في إبطاء ورشة النجارة، فإن الحل ليس دائمًا آلة متخصصة وعالية الإنتاجية. ففي العديد من العمليات الصغيرة والمتوسطة، تكون الحاجة الحقيقية عبارة عن منشار يمكنه التنقل بين الألواح والأخشاب الصلبة والتشغيلات القصيرة والقطع المخصصة دون أن يجعل كل تغيير في العمل يبدو وكأنه إعادة ضبط. وهنا يدخل المنشار ذو الطاولة المنزلقة
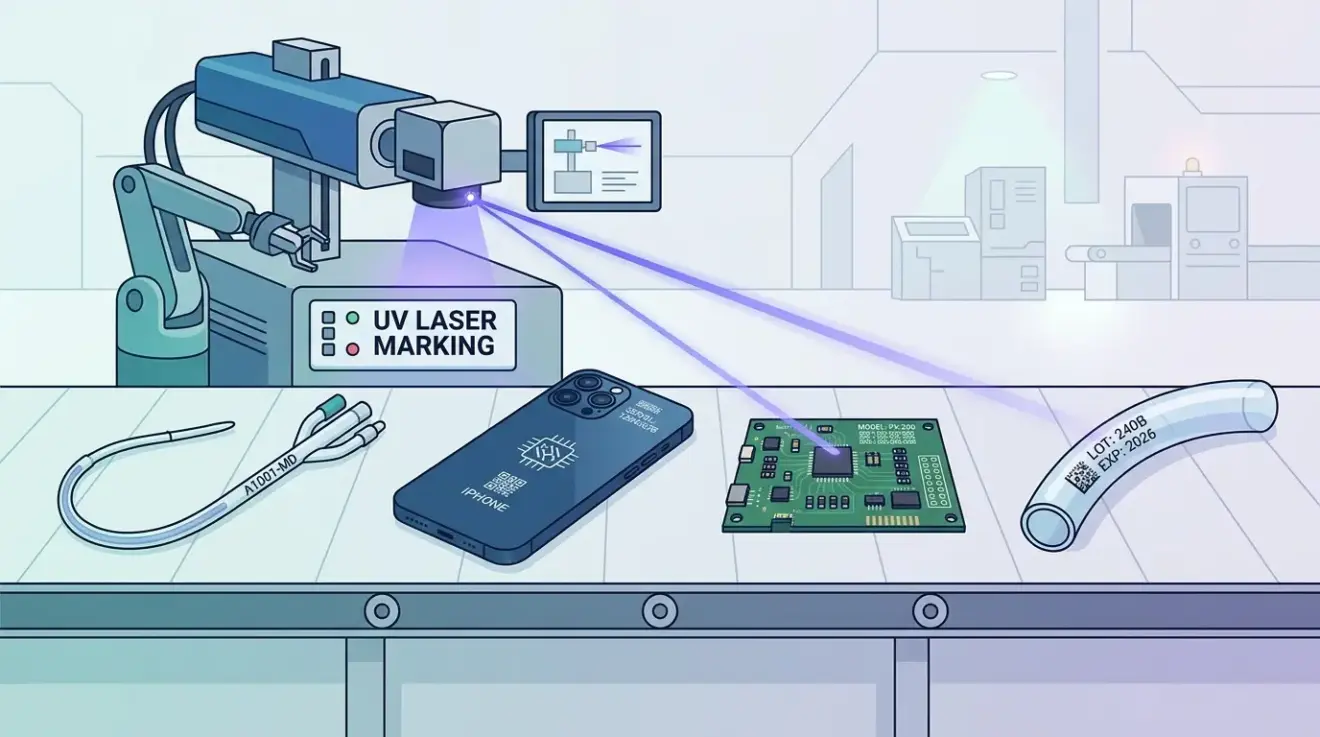
وضع علامات بالليزر فوق البنفسجي: أفضل التطبيقات، حدود العملية، ومكانه في الإنتاج
الأربعاء, 08 أبريل 2026
عندما يحتاج جزء ما إلى علامة دائمة على سطح لا يتحمل حرارة عالية، فإن القرار الحقيقي ليس ما إذا كان الليزر يمكنه جعل شيء مرئيًا. القرار الحقيقي هو ما إذا كانت العملية يمكنها الحفاظ على التباين، وحدود العلامة، والتحكم الجمالي دون تشويه البلاستيك الرقيق، أو إتلاف الطلاءات، أو تحويل خطوة التتبع إلى مصدر للرفض. ولهذا
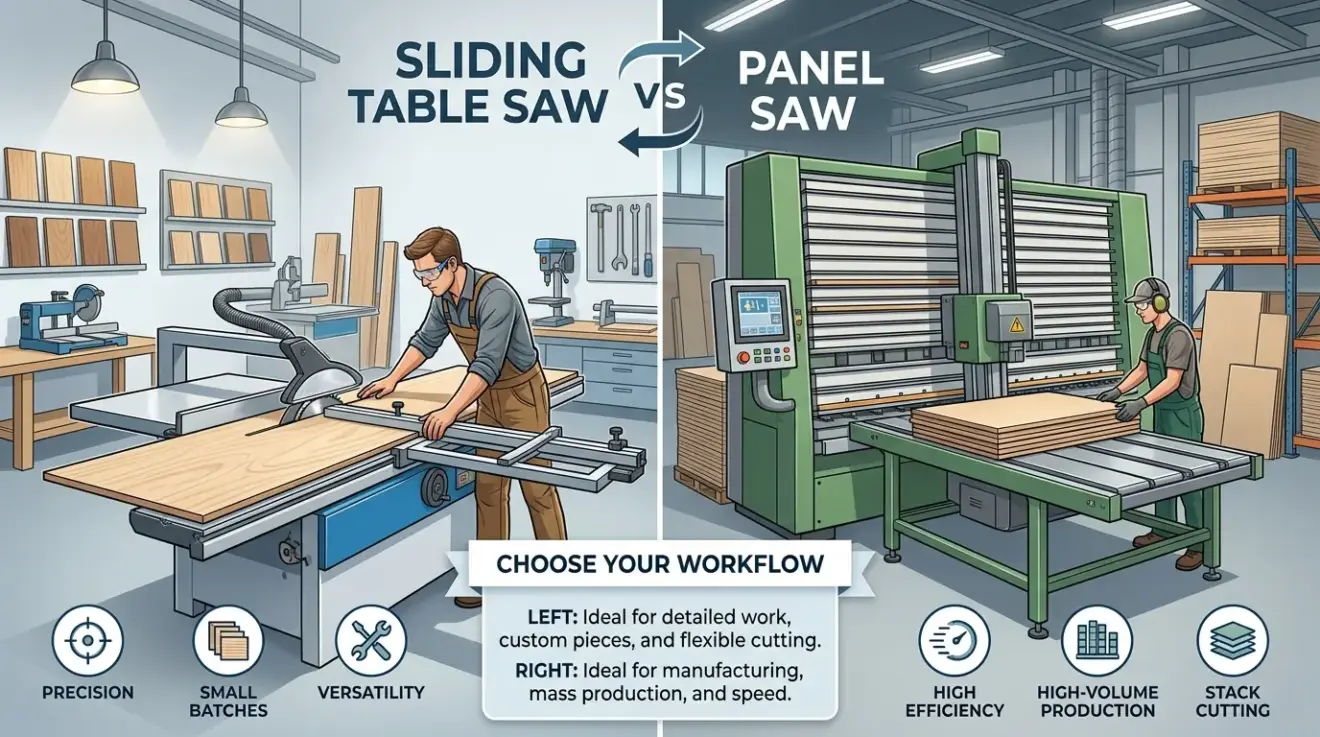
منشار الطاولة المنزلق مقابل منشار الألواح: أيهما يناسب سير عملك؟
الأربعاء, 08 أبريل 2026
عندما تبدأ ورشة العمل في خسارة الوقت في مرحلة القطع، فإن المشكلة الحقيقية عادةً لا تكمن في سرعة الشفرة أو تصنيف الماكينة، بل في توافق سير العمل. تؤثر المنشار في مقدمة الإنتاج على سلاسة انتقال الأجزاء إلى مراحل التطعيم بالحواف، والحفر، والصنفرة، والتجميع، والتسليم النهائي. إذا كانت الماكينة الخاطئة تتولى هذه الخطوة الأولى، فإن خط
دليل أسعار ماكينة الخراطة CNC: ما يجب على المشترين مقارنته بخلاف السعر الأساسي
الأربعاء, 08 أبريل 2026
سعر الأساس في عرض سعر مخرطة CNC عادة ما يكون الرقم الأسهل للمقارنة والأقل موثوقية للاعتماد عليه بمفرده. يرى المشترون ماكينة واحدة مدرجة بسعر أقل من أخرى ويفترضون أنهم يفهمون الفرق التجاري بالفعل. في الواقع، عادة ما يفهمون الطبقة الأولى فقط. لا تزال الماكينة بحاجة إلى التركيب والتجهيز بالأدوات والقياس والدعم والتثبيت لمواجهة العمل الإنتاجي
- Published in Blog
خيارات آلات القطع والنقش بالليزر لمعالجة المواد المختلطة
الأربعاء, 08 أبريل 2026
غالبًا ما تبدو وظائف المواد المختلطة فعالة على الورق لأن آلة واحدة تغطي عدة خطوط إنتاج في وقت واحد. حقيقة الإنتاج أقل تسامحًا. قد تقوم ورشة بقص قطع عرض أكريليك في الصباح، ونقش ألواح خشبية تحمل علامات تجارية بعد الغداء، والتحول إلى إكسسوارات خشبية مصفحة أو إدخالات جلدية قبل نهاية الوردية. بمجرد حدوث ذلك، لم

ماكينة القطع بالليزر CNC مقابل ماكينة الليزر القياسية: ما الفرق؟
الأربعاء, 08 أبريل 2026
آلة قطع الليزر CNC مبنية على التحكم في الحركة المبرمجة، وتنفيذ المسار القابل للتكرار، وتكامل أقوى مع الإنتاج الدفعي. عادةً ما تشير آلة الليزر القياسية إلى منصة ليزر أبسط مع أتمتة أخف أو تحكم أقل توجهاً نحو الإنتاج، والتي لا تزال من الممكن أن تكون الأنسب للأعمال ذات الحجم المنخفض أو الأقل معيارية. غالباً ما
روبوت التحكم الرقمي مقابل أدوات الآلة CNC: أين تضيف الروبوتات قيمة في الإنتاج
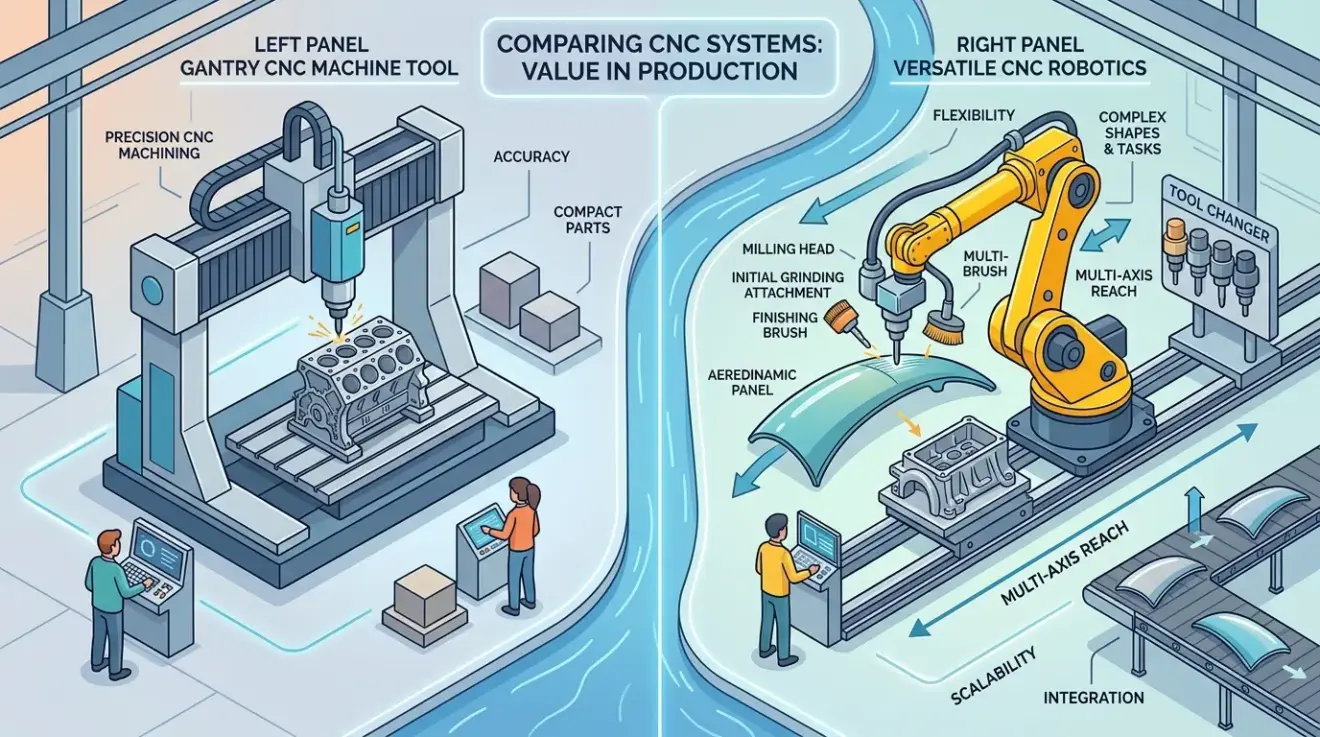
الأربعاء, 08 أبريل 2026
تؤطر المصانع في بعض الأحيان الروبوتات وآلات التحكم الرقمي الحاسوبي (CNC) وكأنهما حلان متنافسان لنفس المشكلة الإنتاجية. عادة ما يؤدي هذا التأطير إلى قرارات أتمتة سيئة. تُبنى آلة التحكم الرقمي الحاسوبي (CNC) لتثبيت عملية خاضعة للتحكم تحت تأثير القوة. يُبنى الروبوت للتحرك، وتقديم، ونقل، وتحميل، وتفريغ، وتكرار الحركة عبر المسافة. يصبحان قويين معًا فقط عندما
ما هي الأحزمة الزمنية والبكرات في ماكينات التحكم الرقمي بالحاسوب (CNC)؟
الأربعاء, 08 أبريل 2026
أحزمة التوقيت والبكرات في الماكينات ذات التحكم الرقمي (CNC) عادةً ما تحظى بالاهتمام فقط بعد أن يبدأ شيء ما في الحركة يبدو أقل دقة. تتسارع الماكينة بشكل مختلف عن ذي قبل. يبدو الموضع غير متناسق عبر مسافة طويلة. تصدر الجانترى صوتًا جيدًا عند سرعة واحدة وتصبح غير مستقرة عند أخرى. أو يسمع مشترٍ أن الماكينة
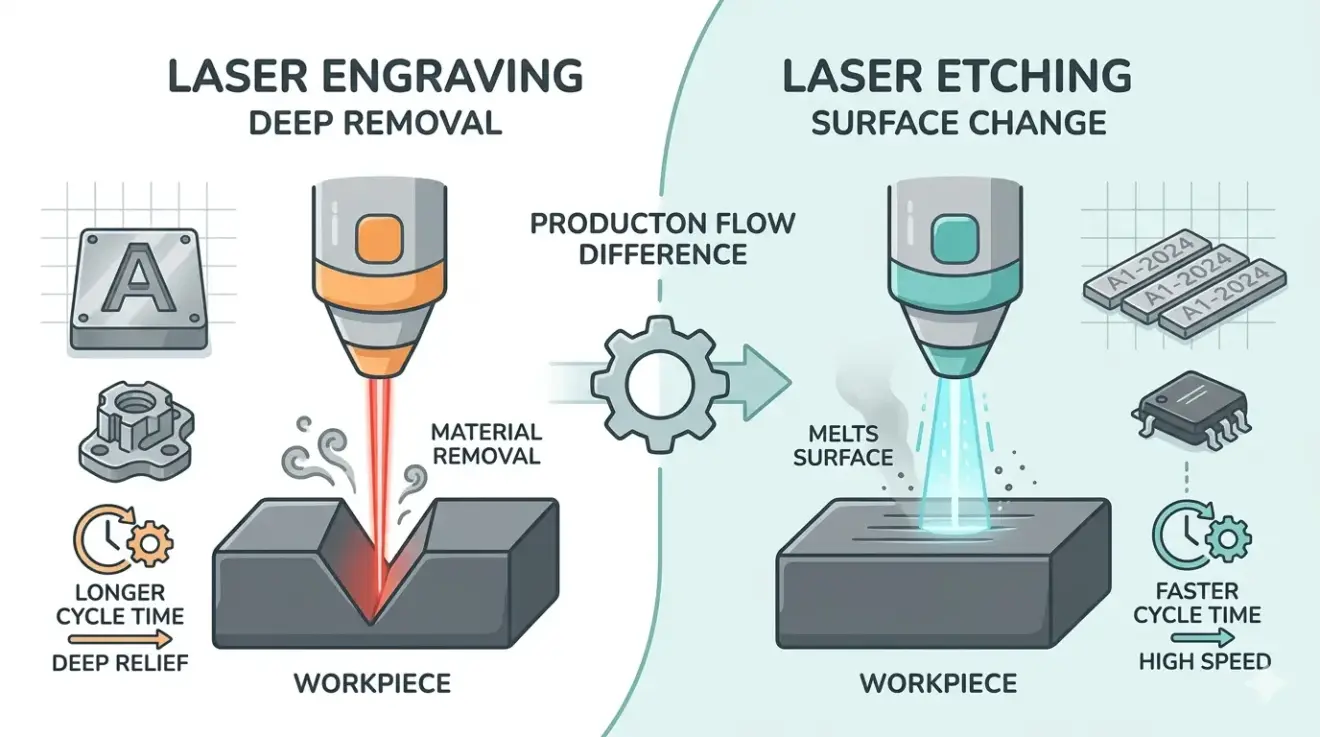
آلة النقش بالليزر مقابل آلة الحفر بالليزر: ما الذي يتغير فعليًا في الإنتاج؟
الأربعاء, 08 أبريل 2026
يقارن العديد من المشترين بين هذين المُصطلحيْن كما لو كانوا يختارون بين عائلتين مختلفتين تمامًا من الآلات. في الإنتاج الفعلي، عادةً ما يكون الفرق أقل دراماتيكية. في معظم الأحيان، يكون السؤال الحقيقي هو ما إذا كانت المهمة تحتاج إلى تغيير سطحي ضحل، أو نتيجة غائرة أعمق، أو مجرد علامة بصرية واضحة يمكنها الصمود أثناء المناولة