
 English
English  Español
Español  Italiano
Italiano  Deutsch
Deutsch  Français
Français  Português
Português  Türkçe
Türkçe  Русский
Русский  Tiếng Việt
Tiếng Việt  한국어
한국어  日本語
日本語  简体中文
简体中文 
ماكينات Infinity CNC وOnefinity CNC: هل يتحدث المشترون عن نفس الشيء؟
الأحد, 05 أبريل 2026
عادةً، لا. تشير “Onefinity” إلى عائلة منصة CNC محددة يمكن للمشترين البحث عنها بتفاصيل دقيقة على مستوى الطراز، وتوقعات معروفة لوحدة التحكم، وقنوات دعم يمكن التعرف عليها، ونظام بيئي موثق للمنتج. في المقابل، غالبًا ما تظهر “Infinity CNC” في عمليات البحث كضوضاء: كخطأ إملائي، أو ملصق موزع، أو عنوان في السوق، أو عبارة علامة تجارية

شرح أحزمة الصنفرة العريضة: الأنواع والاستخدامات ونصائح الشراء
الأحد, 05 أبريل 2026
في إنتاج الأعمال الخشبية، غالبًا ما تبدو عملية الصنفرة بسيطة حتى تصبح سببًا في تراجع جودة الطلاء، أو رفض الألواح المُكسوة بالقشرة، أو بدء فرق التجميع في فرز القطع حسب حالة السطح. قد يكون اللوح أو قطعة الخشب الصلب قد قُطعت بدقة بالفعل، لكن إذا كان السُمك غير متناسق أو نمط الخدوش غير مستقر، فإن
دليل ماكينة CNC المصغرة: أين تناسب الآلات فائقة الصغر
الأحد, 05 أبريل 2026
آلات التحكم الرقمي بالكمبيوتر (CNC) الميكروية جذابة لأنها تعد بالدقة في مساحة صغيرة جدًا. هذا الجاذبية حقيقية، ولكن من السهل أيضًا إساءة فهمها. الآلات فائقة الصغر ليست ببساطة نسخًا مصغرة من المطاحن أو المخارط الصناعية. فهي تخدم مشاكل مختلفة بمنطق اقتصادي مختلف. عادةً ما تأتي مزاياها من سهولة الوصول: المساحة المحدودة، العمل التعليمي الخاضع للإشراف،
- Published in Blog
التصنيع باستخدام الحاسب الآلي الدقيق مقابل التصنيع العام: متى يكون الفرق مهمًا
الأحد, 05 أبريل 2026
يستخدم العديد من المشترين مصطلحي “التصنيع الدقيق” و”التصنيع العام” كما لو كانا يصفان عالمين منفصلين تمامًا. في الواقع، يكون الفرق أكثر فائدة عندما يُنظر إليه على أنه مسألة تتعلق بالمتطلبات والمخاطر والتحكم في العملية. ليست كل قطعة تحتاج إلى سير عمل دقيق عالي التحكم. في الوقت نفسه، العديد من القطع التي تبدو بسيطة على الرسم
شروط XYZ CNC وشركة XYZ CNC Machining Ltd وXYZ Bed Mill: ما يبحث عنه المستخدمون عادةً
الأحد, 05 أبريل 2026
عدد قليل من عبارات البحث تسبب ارتباكًا يمكن تجنبه أكثر من “XYZ CNC”. تبدو تقنية بما يكفي لتشعر بأنها محددة، ولكنها في الممارسة العملية غالبًا ما تعني أشياء مختلفة تمامًا اعتمادًا على من كتبها. يحاول شخص فهم المحاور X و Y و Z على آلة CNC. آخر يبحث عن شركة تُدعى XYZ CNC أو XYZ

كيفية اختيار ماكينات سنفرة الحزام العريض لمعالجة الخشب الصلب والقشرة والألواح
الأحد, 05 أبريل 2026
في مصنع للأعمال الخشبية، نادرًا ما تبقى مشاكل التجليخ (الصنفرة) داخل قسم التجليخ وحده. بل تظهر لاحقًا على شكل امتصاص غير متساوٍ للصبغة في الخشب الصلب، أو اختراق للطبقة القشرية (Sand-Through) على الأسطح المكسوة بقشرة، أو عيوب في الطلاء على الألواح، أو أجزاء لا تزال بحاجة إلى تصحيح يدوي قبل التعبئة. لهذا السبب، يجب أن
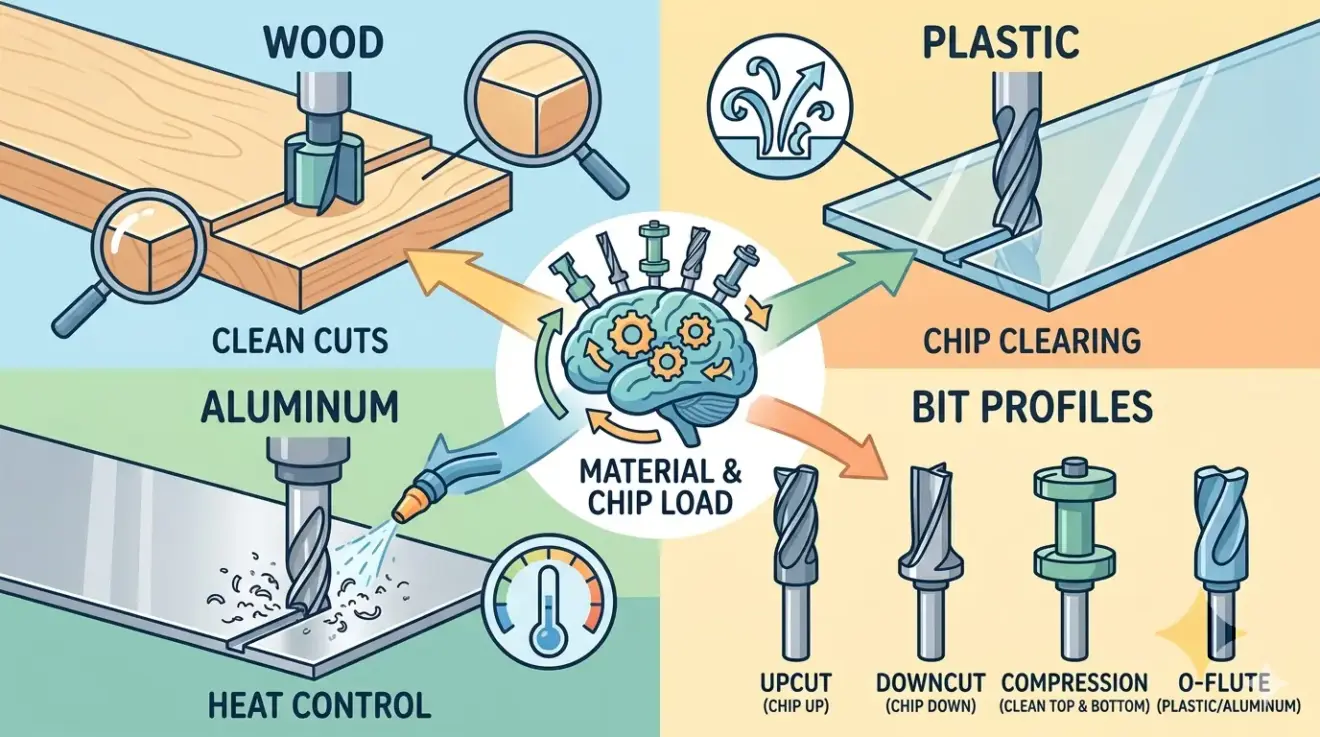
أفضل ريشات CNC للخشب والبلاستيك والألومنيوم: كيفية اختيار الشكل المناسب
الأحد, 05 أبريل 2026
العديد من عيوب التفريز تُلقى باللوم فيها على الجزء الخطأ من الماكينة. عندما يسمع المشغلون صوتًا مزعجًا، أو يرون تمزقًا في السطح العلوي، أو ضبابية في حواف الأكريليك، أو لحامًا لرقائق الألومنيوم داخل القطع، فإن أول شك يقع على المغزل أو وحدة التحكم أو الطاولة. أحيانًا يكون هذا الشك صحيحًا. لكن في كثير من الأحيان،
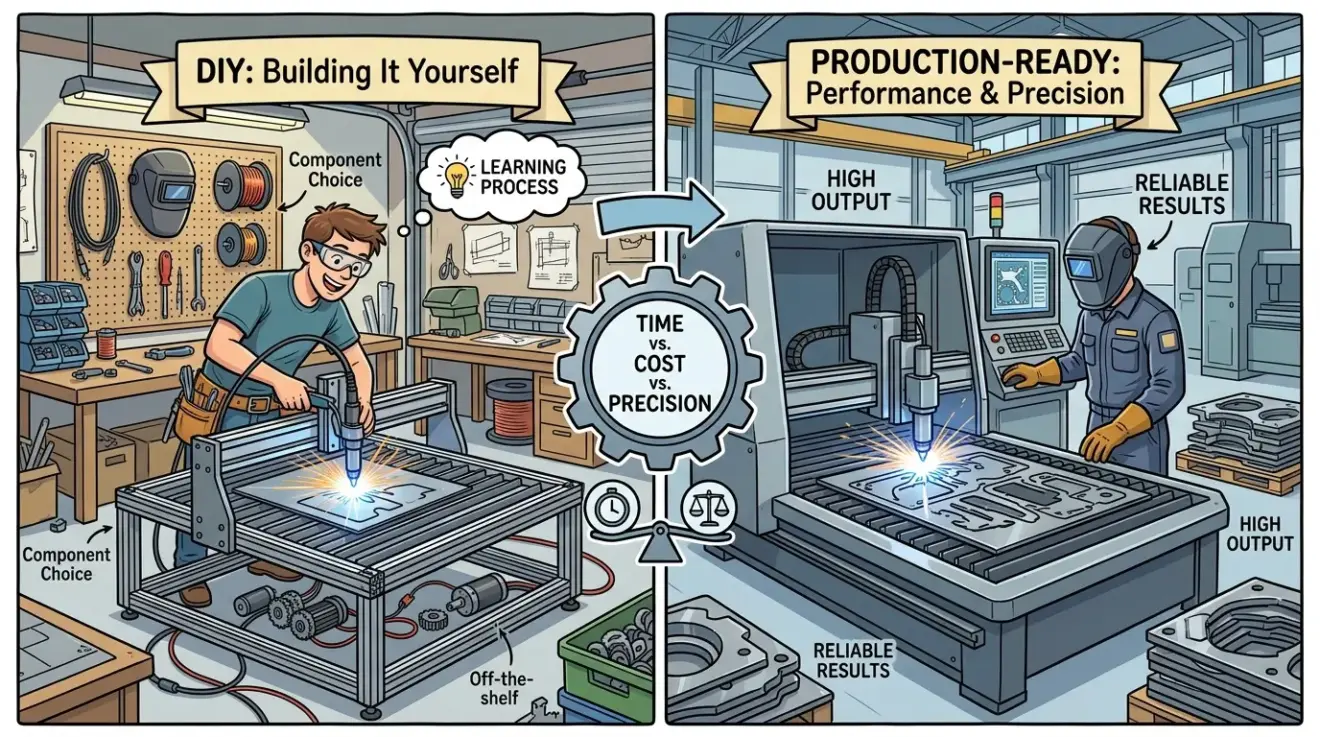
طاولة CNC بلازما للتركيب الذاتي مقابل نظام بلازما جاهز للإنتاج
الأحد, 05 أبريل 2026
أطاولات القطع بالبلازما بنظام التحكم الرقمي (CNC) تُجذب الهواة لأسباب واضحة: انخفاض التكلفة الظاهرية للدخول، التحكم في التصميم، والشعور بالرضا عند إنشاء أداة رقمية قادرة من مكونات بدلاً من شراء نظام كامل. بالنسبة لبعض المستخدمين، هذا هو المسار الأنسب تمامًا. لكن القطع بالبلازما هي إحدى العمليات التي تكون الآلة فيها مجرد جزء من القصة. جودة
- Published in Blog
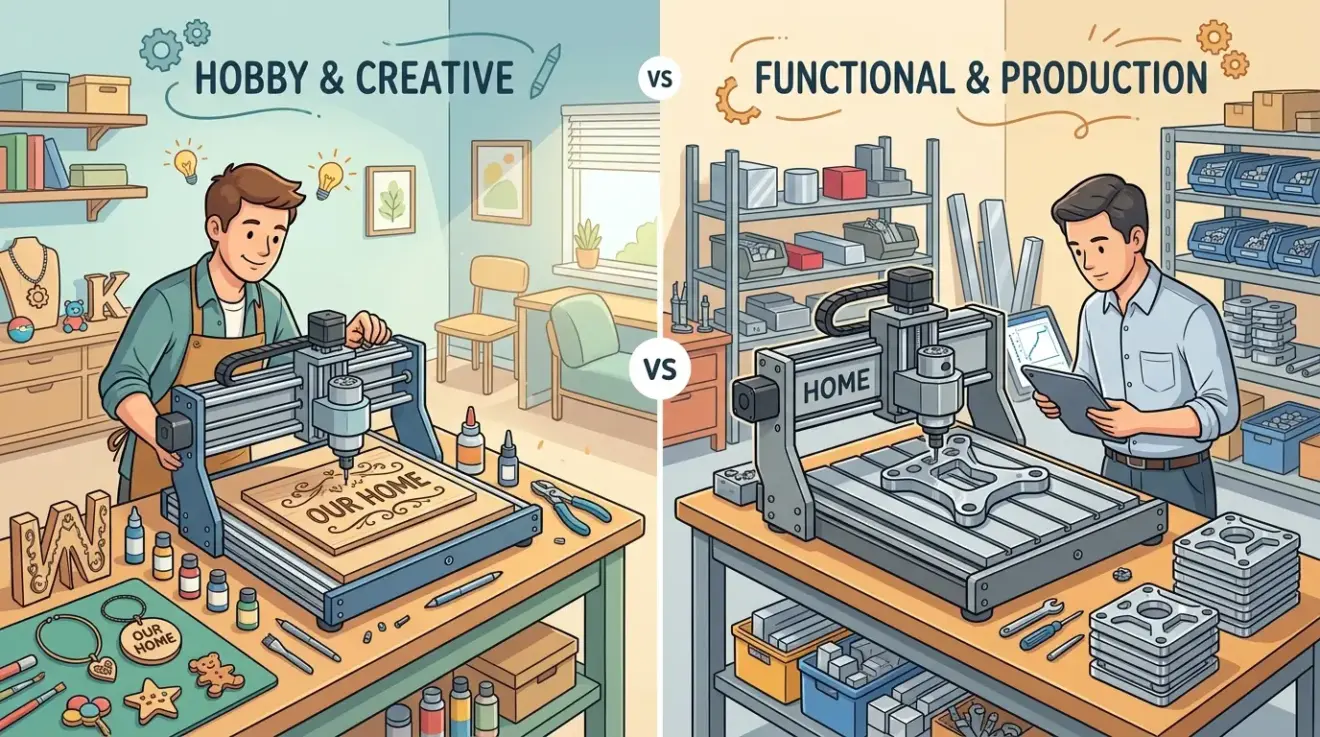
ماكينة CNC المنزلية مقابل ماكينة CNC الهواة: أي الإعدادات تناسب أهدافك؟
الأحد, 05 أبريل 2026
كثيرًا ما يستخدم الأشخاص مصطلحي “ماكينة التحكم الرقمي المنزلية” و”ماكينة التحكم الرقمي الهواة” كما لو كانا يعنيان الشيء نفسه تمامًا. في الواقع، يصفان قرارات متداخلة لكنها مختلفة. يُعرّف الإعداد المنزلي للتحكم الرقمي بالأساس من خلال البيئة والقيود. يجب أن يتعايش مع مسكن، وجيران، وطاقة مشتركة، وتحمل للضوضاء، وحدود للغبار، وتخطيط معماري نادرًا ما صُمم لاستيعاب
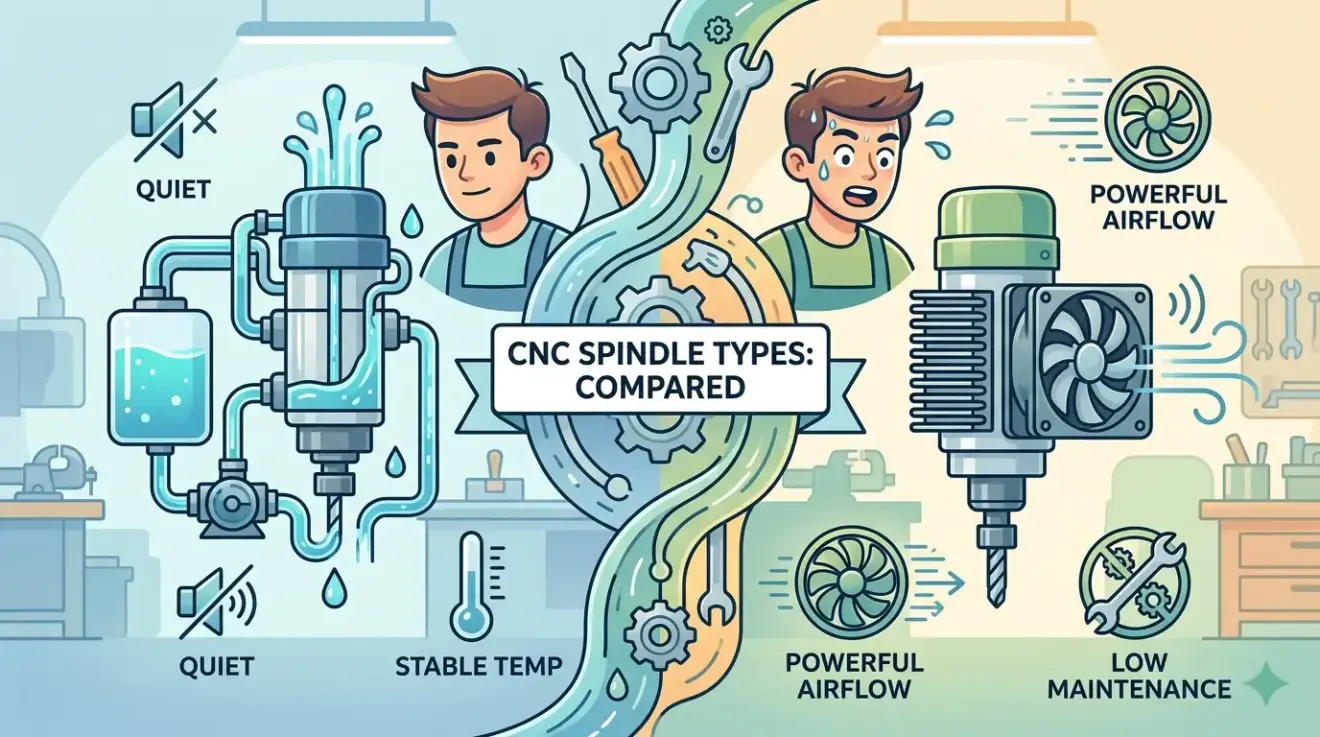
مغزل CNC المبرد بالماء مقابل المبرد بالهواء: أيهما يجب أن تشتري؟
الأحد, 05 أبريل 2026
قد يبدو سؤال تبريد المغزل بسيطًا لأن المشترين غالبًا ما يصيغونه كخيار ثنائي: تبريد مائي أو تبريد هوائي. في الممارسة العملية، لا يتعلق القرار بالمكانة أو التفضيل. بل يتعلق بنموذج الملكية الذي يمكن لورشك دعمه بالفعل دون تحويل المغزل إلى مشكلة صيانة يمكن تجنبها. يؤثر التبريد على السلوك الحراري والضوضاء وتعقيد التركيب وعبء الصيانة وأنواع
FlexCNC، FPT CNC، Correa CNC وغيرها من علامات الطحن الصناعية: أي المشترين يجب أن يضعوها في القائمة المختصرة؟
الأحد, 05 أبريل 2026
غالبًا ما تخفي عمليات البحث عن العلامات التجارية للطحن الصناعي مشكلة شراء وليست مشكلة علامة تجارية. يقوم المشترون بكتابة عدة أسماء في مقارنة واحدة لأنهم يدركون أنهم بحاجة إلى منصة طحن جادة، لكنهم ليسوا متأكدين بعد من فئة الماكينة التي تناسب العمل بالفعل. هذا شائع خاصة عندما تظهر أسماء مثل FlexCNC، وFPT CNC، وCorrea CNC،
- Published in Blog

قائمة فحص آلات الليزر الصناعية للمشترين لأول مرة
الأحد, 05 أبريل 2026
معظم عمليات شراء الليزر الأولى تفشل قبل شحن الماكينة. الفشل الشائع ليس اختيار “العلامة التجارية الخاطئة” من الناحية المجردة. بل هو شراء نظام دون تحديد واضح لمزيج المواد، وحجم العمل اليومي الفعلي، ومعيار التشطيب المقبول، والنطاق المركب اللازم لجعل الماكينة منتجة. بالنسبة للمشترين لأول مرة، فإن نظام الليزر المناسب هو الذي يتوافق مع المهمة الفعلية،
شوائب الحزمة للمعالجة الدفعية: الإنتاجية، الدقة، وتوفير العمالة
الأحد, 05 أبريل 2026
في إنتاج الأثاث والخزائن بالدُفعات، نادرًا ما يكون قص الألواح مجرد مهمة قطع. إنها الواجهة الأمامية لسير عمل أكبر يُغذي عمليات التضبيط (الحافة)، والحفر، والفرز، والتجميع دون الحاجة إلى إعادة فحص مستمرة. عندما تكون هذه المرحلة الأولى غير مستقرة، يقضي باقي المصنع وقتًا في التعويض عن ذلك. ولهذا السبب، غالبًا ما تُقيّم مناشير القضبان (Beam
خدمات الطحن المعدني المخصصة: كيفية اختيار المورد المناسب
السبت, 04 أبريل 2026
تبدو عملية الطحن المخصص للمعادن بسيطة من وجهة نظر المشتري، لأن الطلب غالبًا ما يأتي كرسم، وتحديد للمادة، وقائمة تفاوتات (تولورانس)، وتاريخ استحقاق. يستلم المورد الملف، ويقدم عرض سعر، ويقوم بتصنيع القطعة. عمليًا، تعتمد جودة هذه العملية على أكثر بكثير من مجرد امتلاك المورد لماكينة طحن. فالطحن المخصص يتضمن استراتيجية تثبيت الشغلة، وتوفّر وصول الأداة،

آلة الليزر للخشب: ما هي الميزات التي تهم حقًا في الإنتاج؟
السبت, 04 أبريل 2026
شراء ماكينة ليزر للأخشاب نادرًا ما يكون مجرد سؤال بسيط حول ما إذا كانت الماكينة قادرة على القطع أو النقش على المادة. يمكن لمعظم الموردين عرض عينة نظيفة على لوح واحد، تحت مجموعة واحدة من الظروف، ومع مشغل واحد. السؤال الأصعب هو ما إذا كانت الماكينة ستبقى منتجة عندما تتضمن المهام الحقيقية استخدام الخشب الرقائقي
دليل شراء ماكينة CNC شخصية للورش المنزلية
السبت, 04 أبريل 2026
شراء آلة سي إن سي شخصية لورشة منزلية يبدو أمرًا مباشرًا حتى تصل الآلة وتظهر القيود الحقيقية. نادرًا ما تكون المشكلة هي السعر فقط. إنها الضوضاء، الغبار، الطاقة، المساحة، تثبيت العمل، الثقة في البرامج، تكلفة الأدوات، انضباط التنظيف، وما إذا كانت الآلة التي اشتريتها تتطابق مع الأجزاء التي تريد صنعها بالفعل. يمكن أن تكون آلة
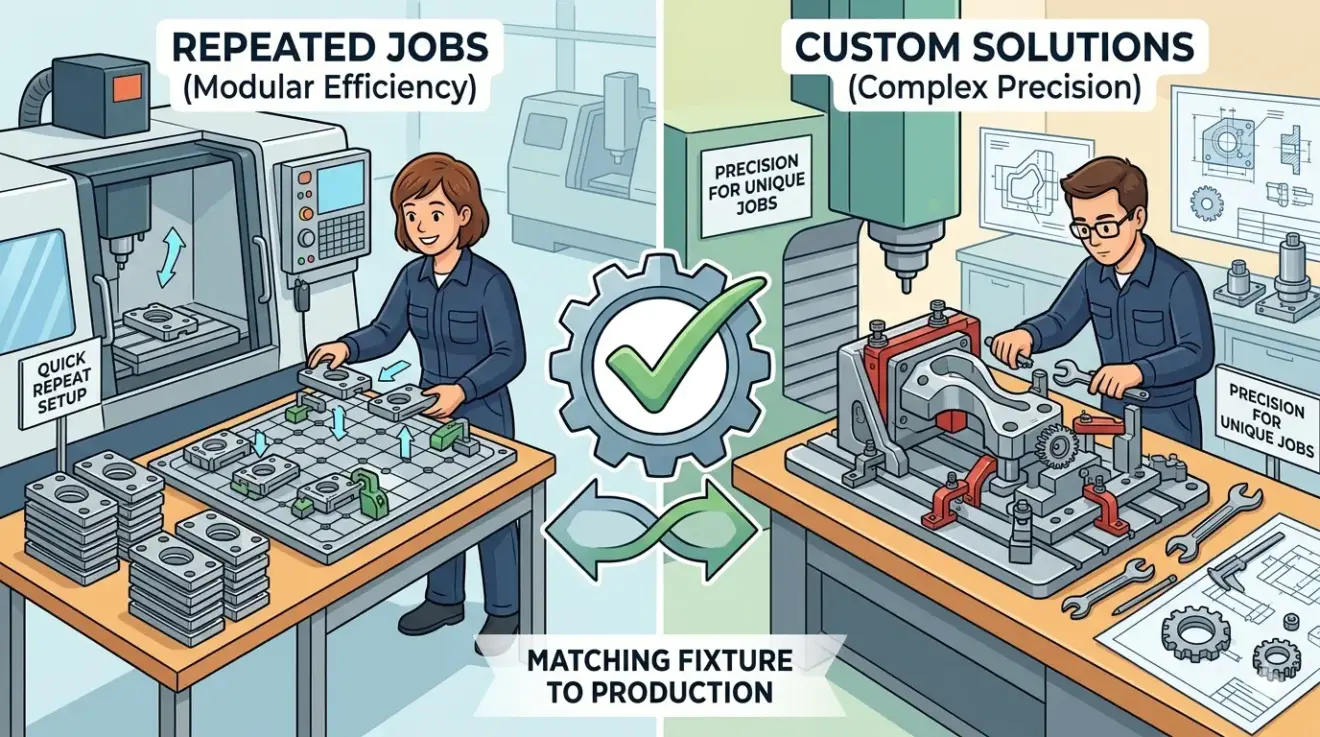
لوحات تثبيت CNC مقابل التجهيزات المخصصة: أي إعداد يناسب المهام المتكررة؟
السبت, 04 أبريل 2026
تكشف الأعمال المتكررة في النهاية عما إذا كانت الورشة تعاني من مشكلة في الإعداد أم مجرد عادة إعداد. في البداية، قد تبدو بضع مشابك واهتمام دقيق من المشغل كافية. بعد المزيد من عمليات التشغيل، تظهر التكاليف الحقيقية. لا يزال التحميل يستغرق وقتًا طويلاً. يظل الوصول إلى الأداة صعبًا. لا يزال المشغلون يتحققون من حالة التثبيت
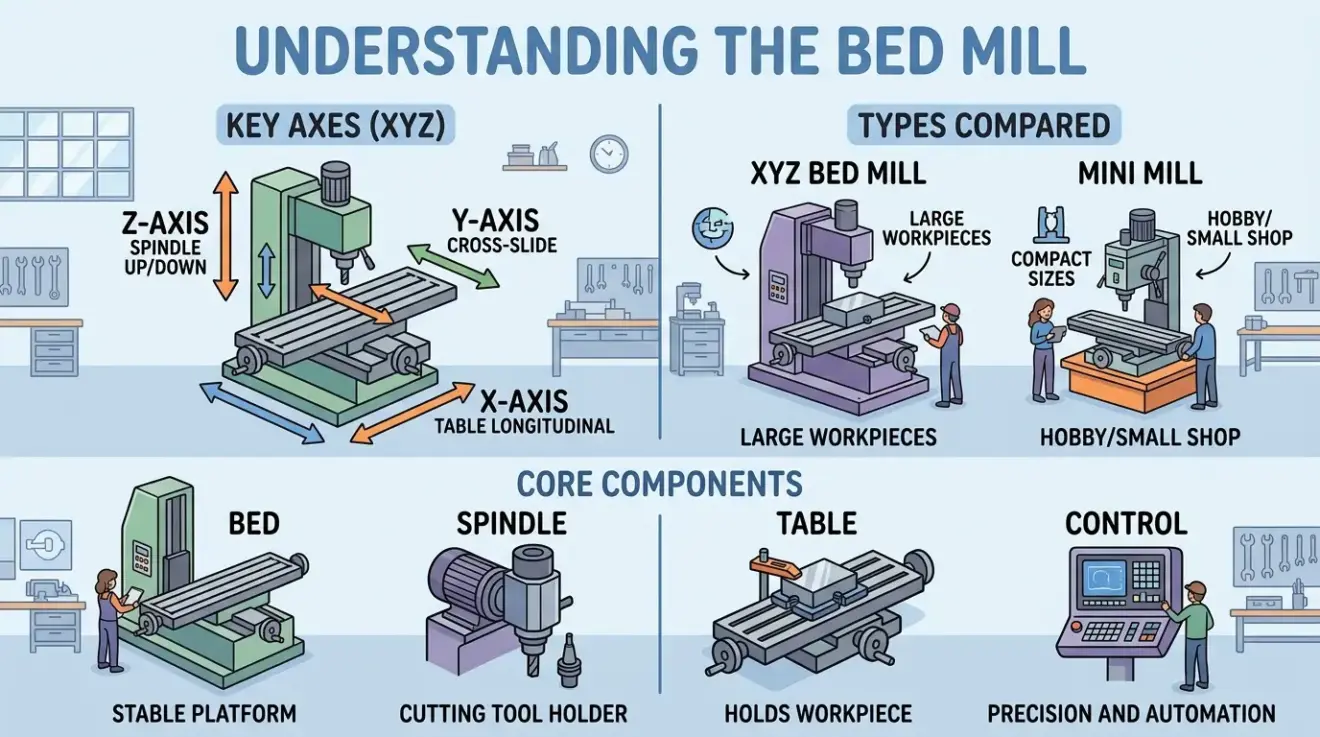
ما هي آلة التفريز ذات السرير؟ شرح مصطلحات آلة التفريز ذات السرير XYZ وآلة التفريز الصغيرة
السبت, 04 أبريل 2026
هذه العبارات الثلاث تُخلط معًا لأن العديد من قوائم الماكينات تُكتب بتكاسل. بائع الماكينات المستعملة يكتب “ماكينة تفريز ذات سرير XYZ” لأنها تبدو تقنية. المشتري يكتب “مطحنة مصغرة” لأن الحيز الخارجي يبدو صغيرًا. وآخر يُطلق على أي منصة تفريز ثلاثية المحاور اسم ماكينة تفريز ذات سرير لأن الماكينة ليست بوضوح ماكينة تفريز ذات ركبة. بحلول
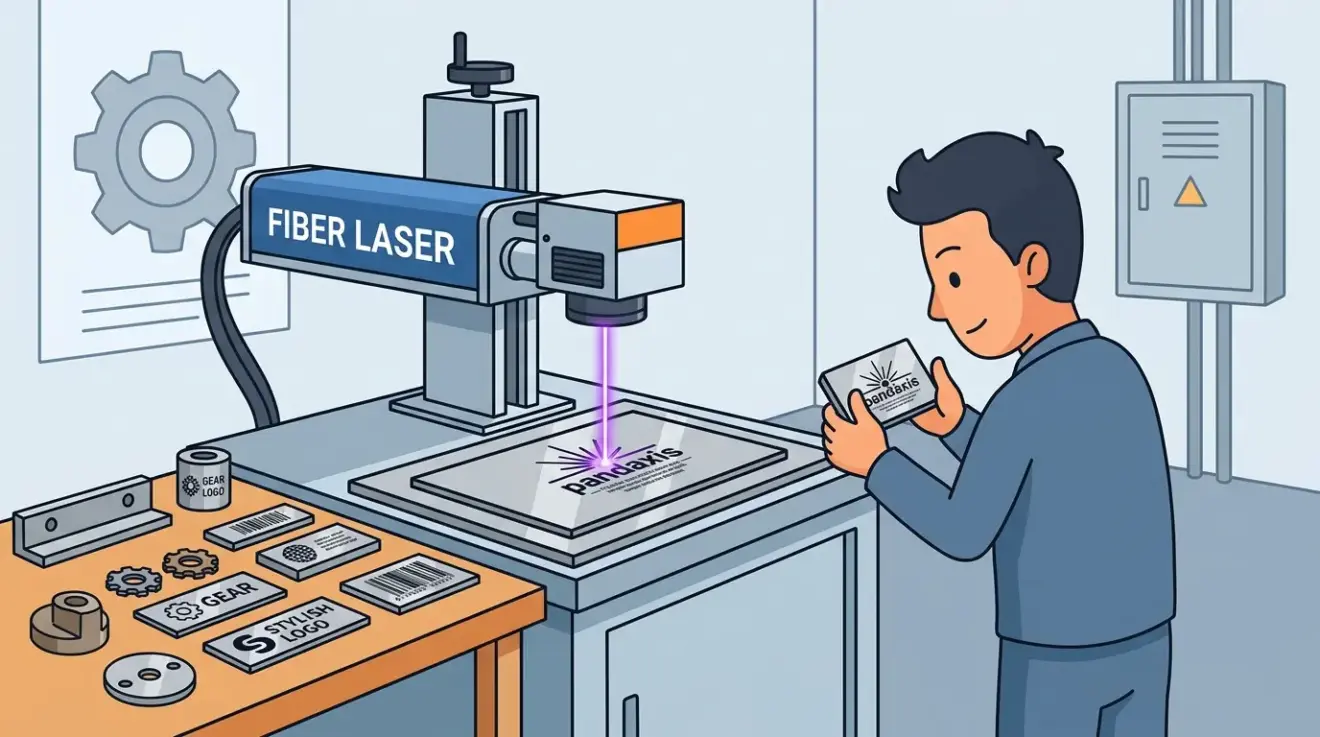
ماكينة النقش بالليزر على المعادن: كيفية اختيار المصدر المناسب
السبت, 04 أبريل 2026
خط نحت المعادن قد يبدو مستقرًا أثناء اختبار عينة قصير ومع ذلك يتسبب في مشاكل في الإنتاج الفعلي. تظهر المشكلات المعتادة لاحقًا: فقدان العلامات الداكنة للتباين على دفعة تشطيب مختلفة، وصعوبة مسح رموز البيانات المصفوفية الصغيرة، واكتساب الأجزاء الرقيقة لحرارة زائدة، أو عدم تطابق وقت الدورة مع الإنتاجية السابقة. في معظم هذه الحالات، الخطأ الحقيقي
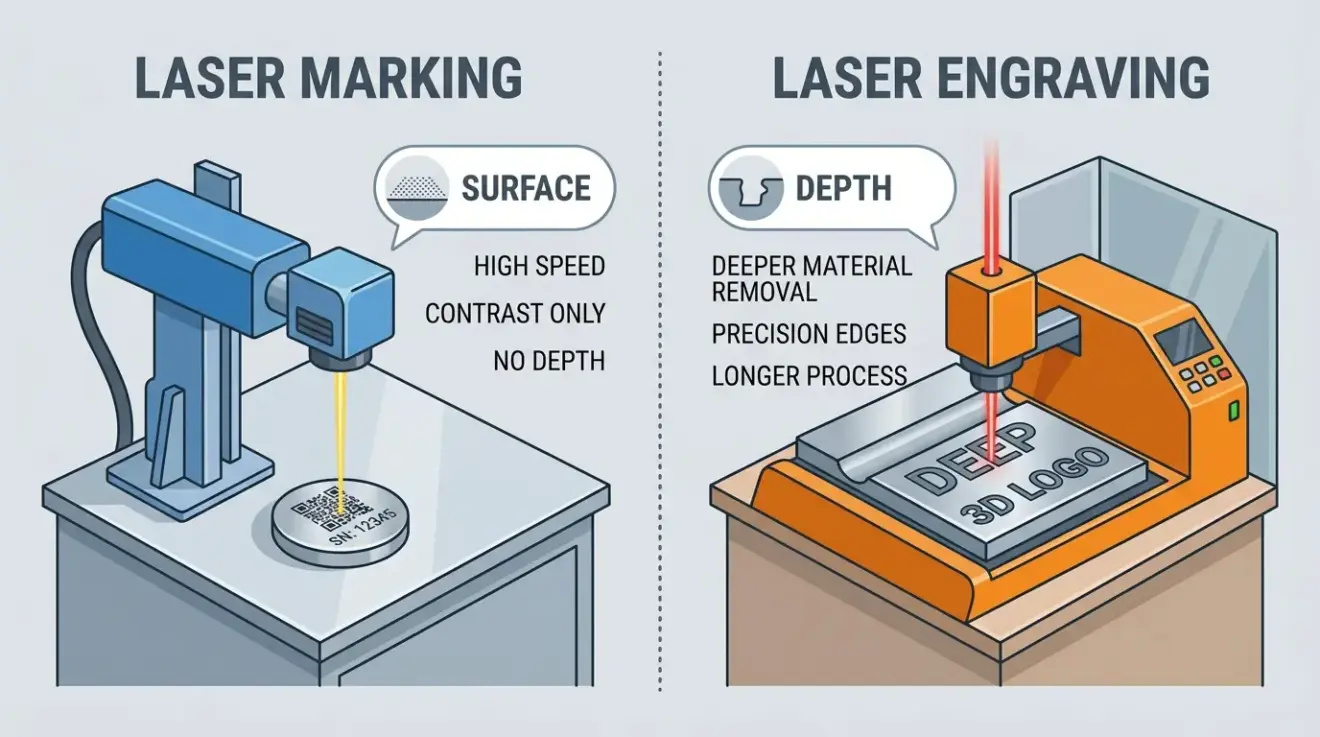
ماكينة الوسم بالليزر مقابل النقش بالليزر للأجزاء المعدنية: أي عملية تناسب أكثر؟
السبت, 04 أبريل 2026
عندما يطلب مشتري آلة نقش بالليزر لقطع معدنية، غالبًا ما يبدو الطلب أوضح مما هو عليه في الواقع. في الإنتاج، لا تتعلق العديد من تلك المهام بالنقش في المقام الأول. بل تتعلق بأرقام تسلسلية قابلة للقراءة، ورموز Data Matrix، وشعارات، وعلامات فحص، أو تعريف دائم يجب أن يتحمل المناولة دون إبطاء خط الإنتاج. لهذا السبب،
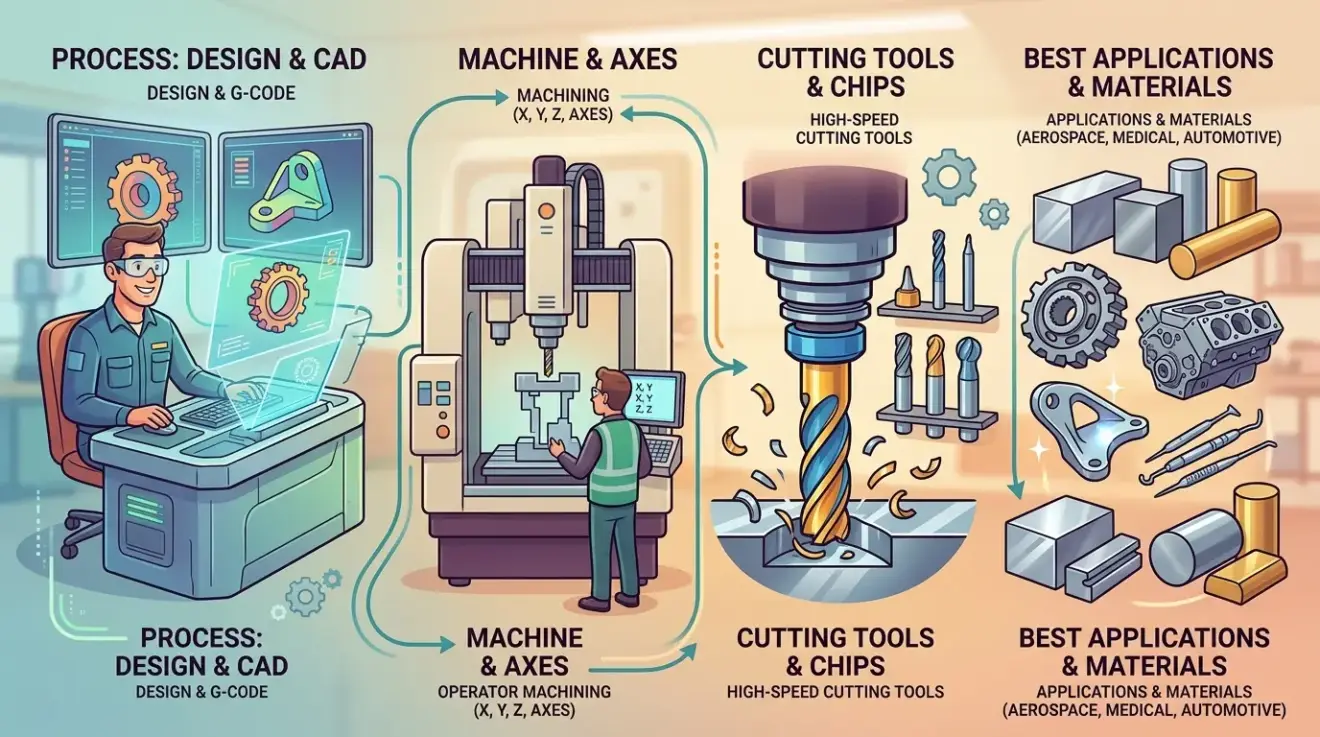
شرح الطحن باستخدام الحاسب الآلي: العمليات، الأدوات، وأفضل التطبيقات
السبت, 04 أبريل 2026
يمكن شرح الطحن باستخدام الحاسب الآلي غالبًا من خلال جملة صحيحة تقنيًا وناقصة تشغيليًا: أداة قطع دوارة تزيل المواد من قطعة عمل ثابتة. هذا يصف الحركة، لكنه لا يشرح لماذا ينجح الطحن في بعض الأجزاء، ويواجه صعوبات في البعض الآخر، ويصبح مكلفًا عندما يكون المسار مخططًا له بشكل سيء. في الإنتاج، لا يقتصر الطحن على
- Published in Blog
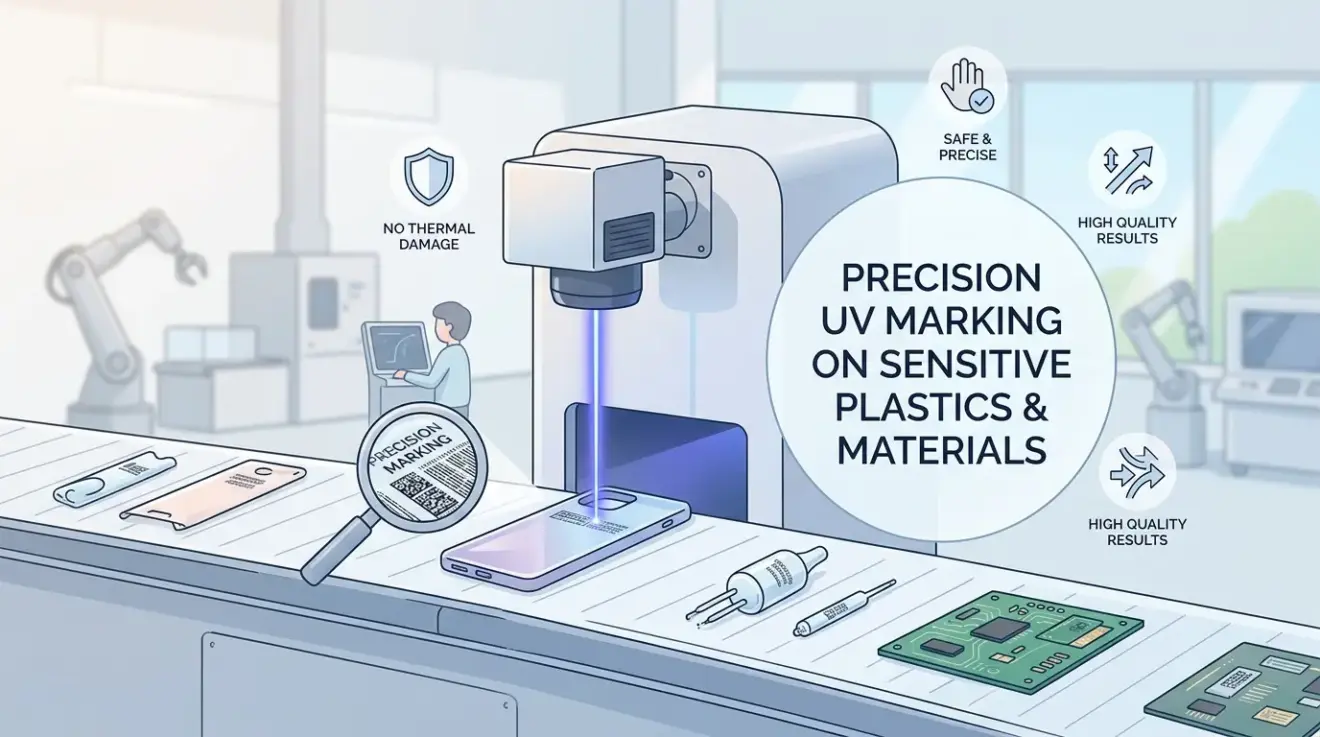
آلة النقش بالليزر فوق البنفسجي للمواد البلاستيكية الدقيقة والمواد الحساسة: ما يجب على المشترين تقييمه أولاً
السبت, 04 أبريل 2026
عندما يحتاج خط الإنتاج إلى علامات دائمة على البلاستيك الرقيق، أو الهياكل المطلية، أو الملصقات، أو أي أجزاء أخرى حساسة من حيث المظهر، نادرًا ما تكون المشكلة الحقيقية هي ما إذا كان يمكن وضع علامة على الإطلاق. السؤال الأصعب هو ما إذا كان يمكن أن تظل العلامة حادة وقابلة للقراءة دون تبييض السطح، أو تشويه

إعداد آلة النقش بالليزر DIY: ما يجب أن تعرفه الورش الصغيرة قبل البدء
السبت, 04 أبريل 2026
آلة النقش بالليزر التي تُصنع يدويًا (DIY) تبدأ عادةً كفكرة لتوفير التكاليف. لكن الضغط الحقيقي يظهر لاحقًا، عندما تبدأ مشاكل التحكم في الدخان، وعدم استقرار المحاذاة، ونتائج غير متناسقة، وبطء معالجة المواد في استهلاك وقت أطول من عملية النقش نفسها. بالنسبة لورشة العمل الصغيرة، أو فريق النماذج الأولية، أو الشركة المصنّعة حسب الطلب، فإن السؤال
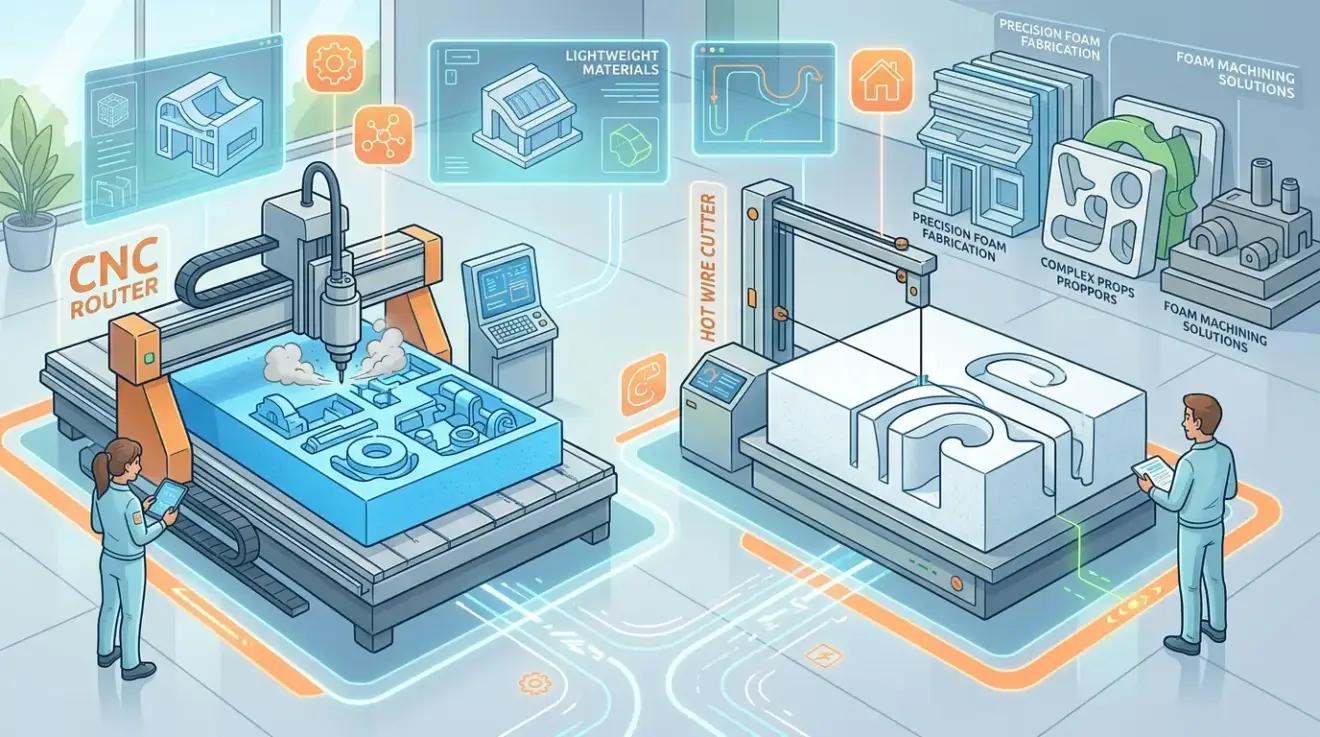
CNC قص الرغوة والتوجيه: أفضل الآلات للمواد خفيفة الوزن
السبت, 04 أبريل 2026
تبدو الرغوة سهلة التصنيع لأنها خفيفة الوزن، سهلة النقل، وعادةً ما تكون أقل تطلباً من حيث البنية من الأخشاب الصلبة أو المعادن أو اللدائن الهندسية الكثيفة. هذا المظهر يضلل العديد من المشترين. فالمواد خفيفة الوزن تخلق نوعاً مختلفاً من المشاكل التصنيعية. فبدلاً من قوة القطع الجبارة، غالباً ما تكون المشكلات الرئيسية هي الدعم، وتمزق السطح،

دليل ماكينة الحفر CNC 3040: من يجب أن يشتريها وماذا تتوقع
السبت, 04 أبريل 2026
3040 غالباً ما يكون أول حجم من أجهزة التوجيه المكتبية الذي يبدو مريحاً بدلاً من مجرد كونه قابلاً للتحقيق. وهذا هو السبب في أنه يجذب الكثير من الاهتمام. غالباً ما يصل المشترون الذين قضوا وقتاً مع آلات فئة 3018 و3020 إلى 3040 باحثين عن شيء واحد قبل كل شيء: الراحة. إنهم يريدون طاولة تتوقف عن

يدو ماكينة التفريز (حامل العجلة اليدوية MPG) لماكينات التحكم الرقمي: عندما تساعد المولدات النبضية اليدوية
السبت, 04 أبريل 2026
عجلة اليد MPG تبدو بسيطة، وهذا هو بالضبط سبب التقليل من قيمتها في كثير من الأحيان أو شراؤها لأسباب خاطئة. في أفضل الحالات، فهي تُحسّن التحكم الدقيق في الحركة (fine jogging)، وتجعل الإعداد أكثر تحكمًا، وتقلل من التفاعل المحرج مع شاشات اللمس بالقرب من منطقة العمل، وتجعل عمليات التحقق من أول قطعة (first-article prove-outs) تبدو
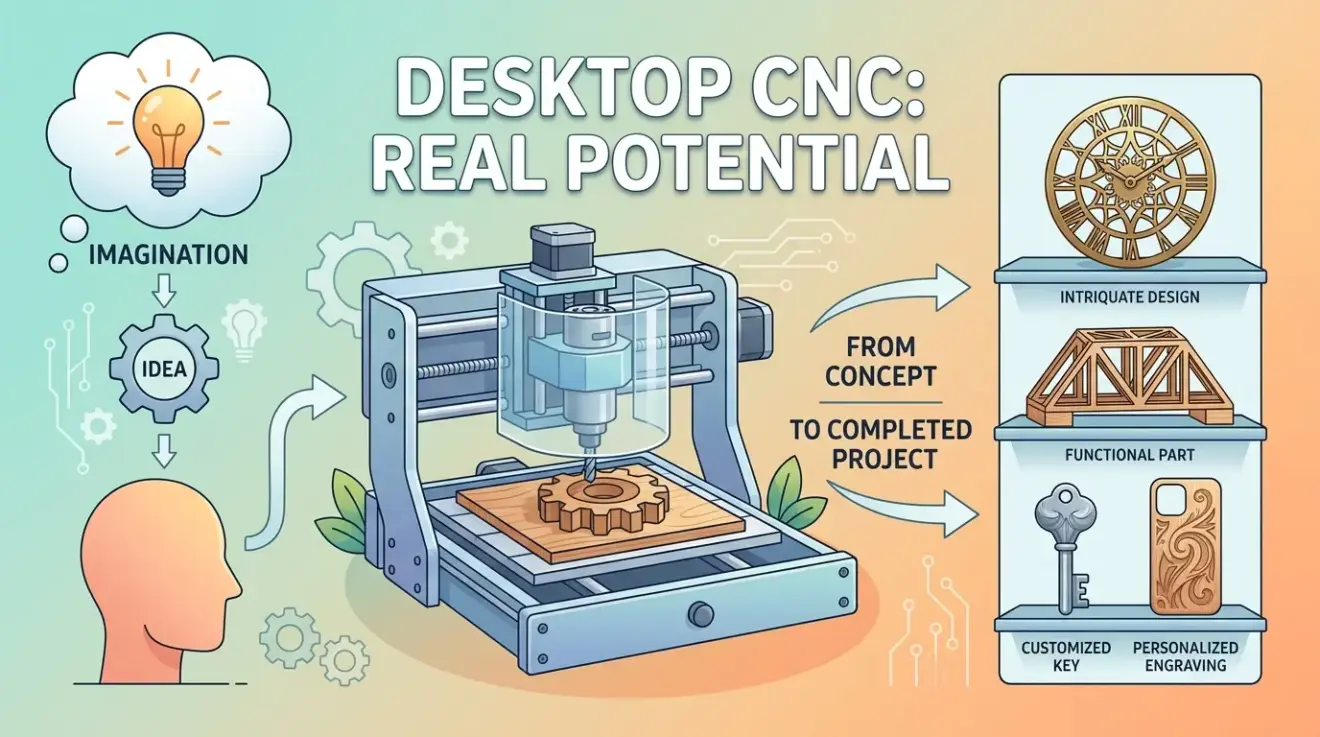
دليل ماكينة الحفر باستخدام الحاسب الآلي (CNC) المكتبية: ما يمكن أن تفعله المطاحن الصغيرة حقًا
السبت, 04 أبريل 2026
ماكينات التفريز ذات التحكم الرقمي (CNC) التي توضع على الطاولة تجذب المشترين لأنها تقدم طريقة محكومة لدخول عالم التصنيع دون الحاجة إلى مساحة الأرضية، أو المرافق، أو ثقافة التشغيل الخاصة بالمطاحن الصناعية الكاملة. هذا الوعد مشروع. يمكن للمطاحن الصغيرة أن تقوم بأعمال حقيقية، وتساعد فرق المنتجات على العمل بسرعة أكبر، وتدعم مهام الإصلاح والتركيبات، وتعلم
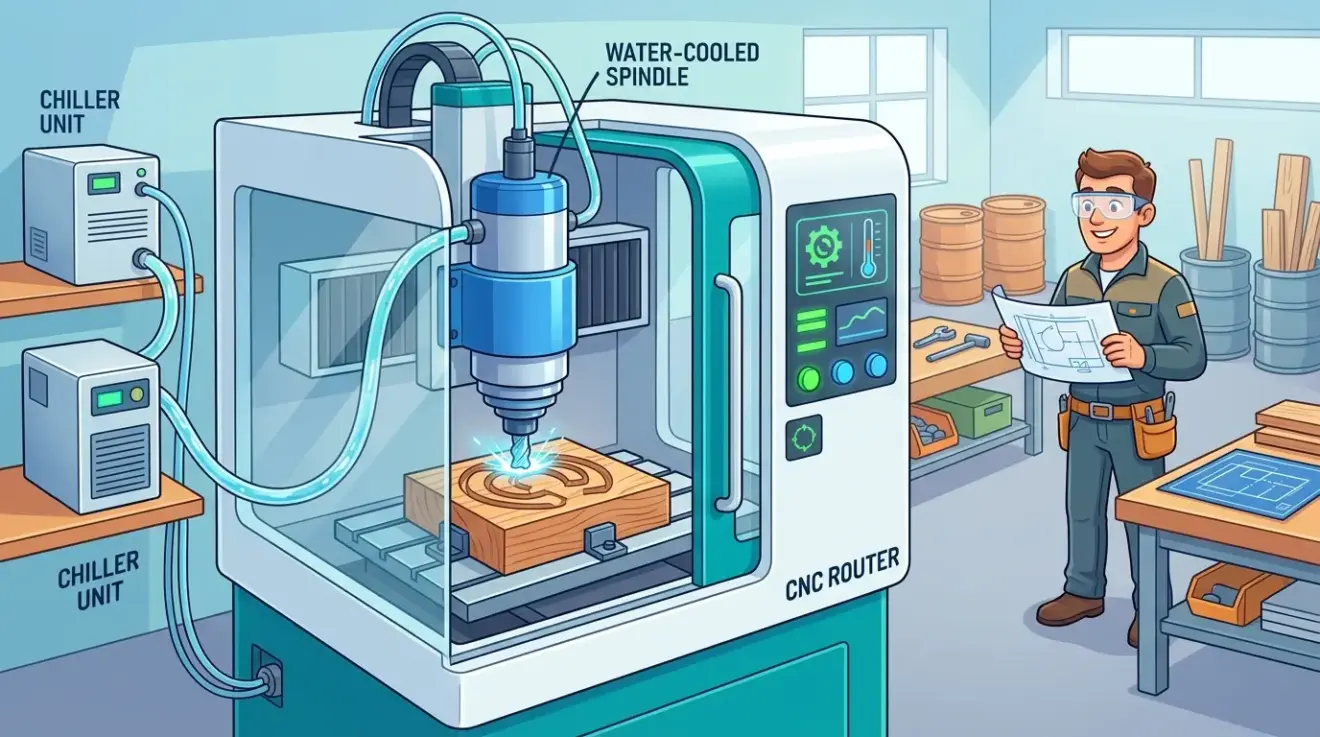
ما هو المغزل المبرد بالماء في ماكينات التحكم الرقمي (CNC)؟
السبت, 04 أبريل 2026
إذا أمضى المغزل معظم اليوم في وضعية الخمول، أو تشغيل أعمال قصيرة، أو انتظار تأخيرات تجهيز العمل، فإن التبريد المائي عادة لا يكون هو ما يعيق الإنتاجية. أما إذا كان نفس المغزل يعمل لفترات طويلة، أو يبقى تحت الحمل، أو يعمل في ورشة حيث يهم الضوضاء والثبات الحراري في كل وردية، فإن الإجابة يمكن أن
- Published in Blog
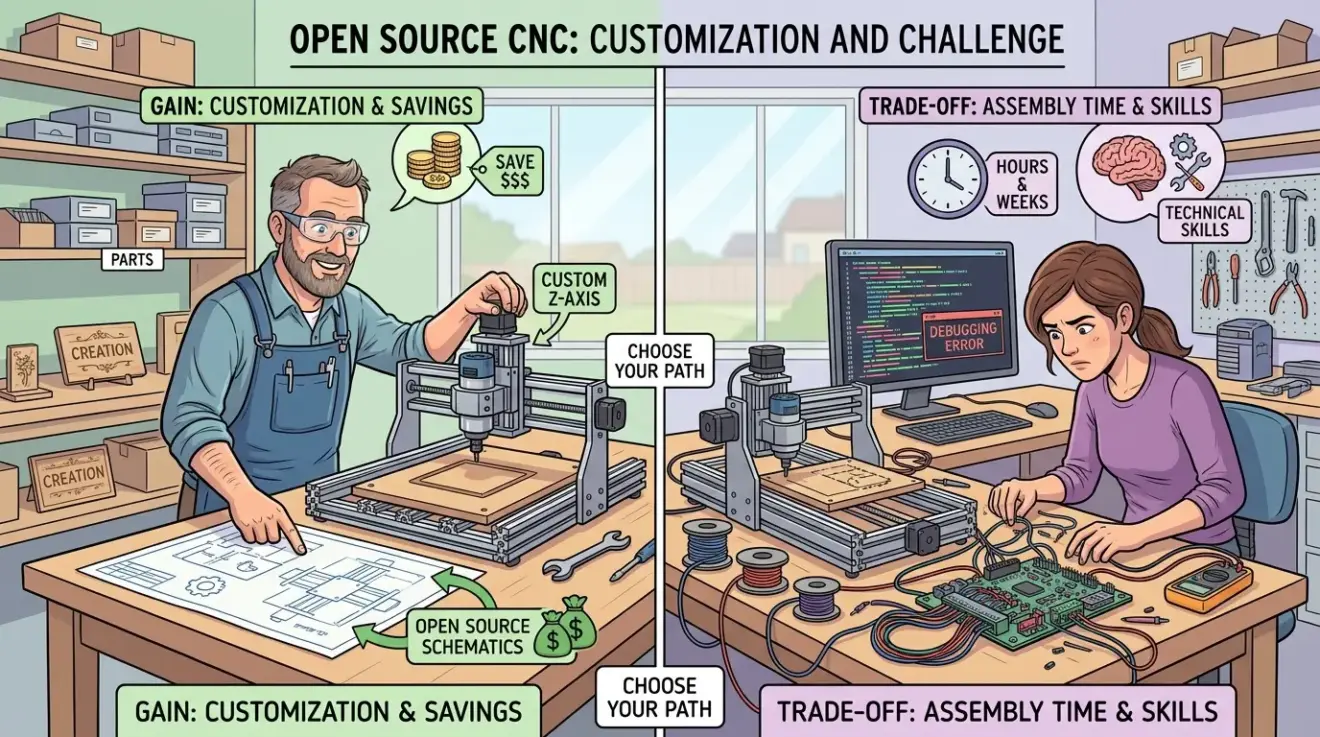
ماكينات الطحن بنظام التحكم الرقمي مفتوحة المصدر: ما يكسبه البناؤون وما يتنازلون عنه
السبت, 04 أبريل 2026
ماكينات الطحن ذات التحكم الرقمي مفتوحة المصدر تجذب نوعًا معينًا من المشترين: الشخص الذي يريد التحكم، الشفافية، المرونة، وعلاقة أعمق مع الماكينة مقارنة بما تقدمه المنتجات التجارية المغلقة عادةً. هذا الجاذب مشروع. يمكن للمشاريع المفتوحة تقليل الاحتكار التقني، وكشف بنية النظام بشكل أكثر وضوحًا، وإنشاء مجتمعات يشارك فيها البناؤون التعديلات والإصلاحات والدروس المستفادة. بالنسبة للمستخدم

آلة الحفر باستخدام الحاسب الآلي مقابل آلة الثقب متعددة المغزل: أيهما تختار؟
الجمعة, 03 أبريل 2026
عندما تبدأ مكونات الخزانات في الانتظار في محطة الثقب، فإن أكبر خسارة لا تكون عادةً الثواني اللازمة لعمل الثقب. بل الوقت الذي يُقضى في إعادة التحقق من المراجع، وإعادة ضبط التخطيطات، والتحقق من القطع الأولى، وتصحيح مشاكل التركيب لاحقًا في التجميع. لهذا السبب، يجب أن يتم الاختيار بين ماكينة الثقب بنظام التحكم الرقمي CNC وماكينة
كيفية اختيار خيارات قاطع الليزر بتكلفة معقولة للورش التجارية
الجمعة, 03 أبريل 2026
شراء قطاعة ليزر بأسعار معقولة لورشة عمل تجارية لا يتعلق حقًا بالحصول على أقل سعر مقتبس. إنه يتعلق بإيجاد آلة تتوافق مع مزيج المواد لديك، والإنتاج اليومي، ومستوى الجودة الذي تطلبه بشكل كافٍ بحيث تخفض التكلفة لكل قطعة تامة الصنع بدلاً من خلق اختناقات جديدة. هذا الفرق مهم لأن العديد من الورش تبالغ في الإنفاق
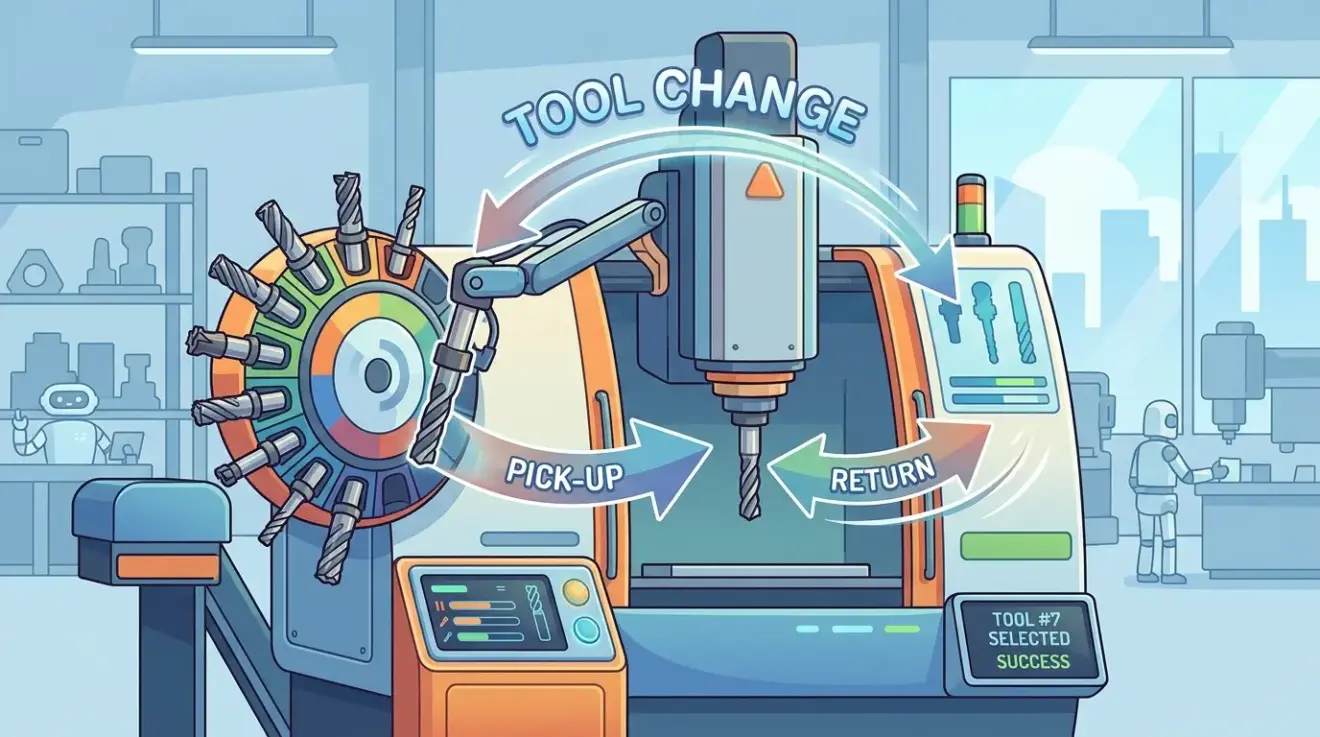
ما هو نظام تغيير الأدوات التلقائي في التحكم الرقمي باستخدام الحاسوب؟ أساسيات مغير الأدوات الأوتوماتيكي
الجمعة, 03 أبريل 2026
يشير مصطلح ATC في ماكينات التحكم الرقمي بالحاسوب (CNC) إلى مبدل الأدوات الأوتوماتيكي، وهو آلية ومنطق تحكم يسمح للماكينة بتغيير الأدوات بناءً على أوامر البرنامج دون الحاجة إلى التوقف ليقوم المشغل بفك الحامل وتحميل أداة جديدة وتأكيد التعويضات وإعادة الدورة يدويًا. بعبارات الإنتاج البسيطة، الغرض من ATC هو حماية استمرارية عمل المغزل، ويكون ذلك مهمًا
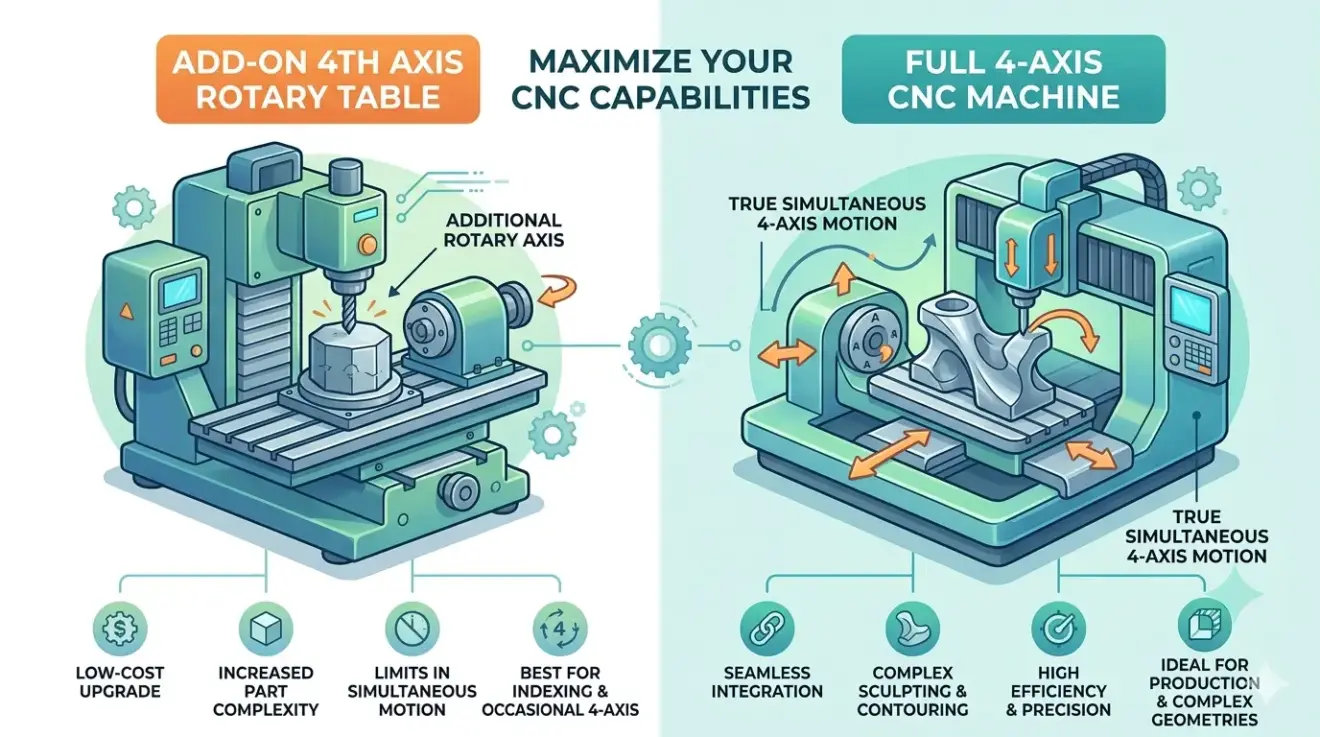
جدول الدوران للمحور الرابع مقابل ماكينة CNC كاملة بأربعة محاور: ما الذي تحتاجه فعليًا؟
الجمعة, 03 أبريل 2026
هذا القرار لا يتعلق حقًا بالخيار الأرخص مقابل الأكثر تطورًا. إنه يتعلق بما إذا كانت الأعمال الدوارة عرضية بما يكفي لتوسيع إمكانيات آلة موجودة، أو متكررة بما يكفي لبناء الآلة حول الحركة الدورانية منذ البداية. محور رابع إضافي يمنحك وصولًا. آلة كاملة بأربعة محاور تمنحك استقرارًا إنتاجيًا ثابتًا. ابدأ بتكرار الأعمال الدوارة يجب أن يكون
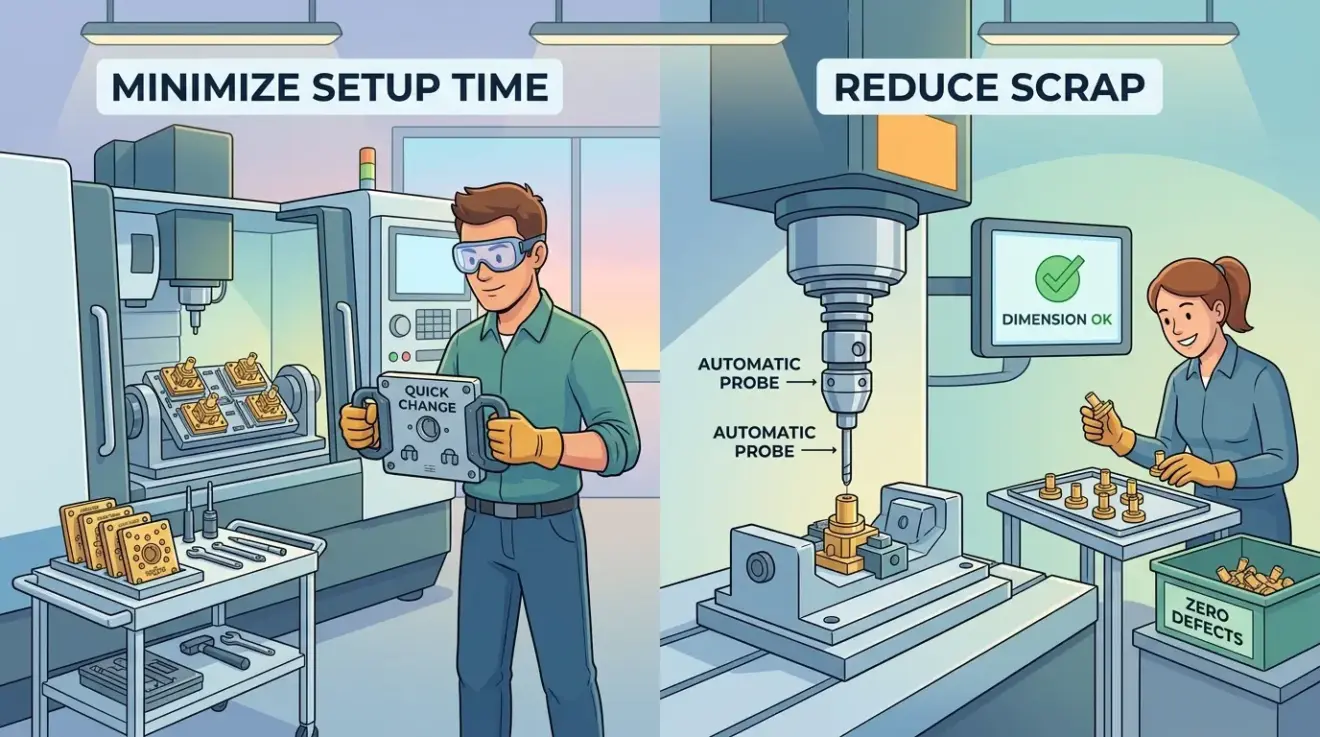
تثبيت قطع العمل الصغيرة باستخدام ماكينات التحكم الرقمي: كيفية تقليل وقت الإعداد والهدر
الجمعة, 03 أبريل 2026
تُخلِّف الأجزاء الصغيرة نوعًا مضللاً من الثقة. فهي خفيفة ومدمجة، وغالبًا ما تكون رخيصة الثمن كمواد خام، لذا تبدو عملية التجهيز بسيطة للوهلة الأولى. ثم يبدأ الإنتاج وتظهر عبء التثبيت الحقيقي. ترتفع الأجزاء تحت أداة القطع. تترك الهندسة الرقيقة علامات أو تتشوه. يقضي المشغلون وقتًا طويلاً في التحميل والفحص. لا يظهر الخردة دائمًا عند الماكينة
- Published in Blog

وضع العلامات بالليزر على الأجزاء المعدنية: كيفية تحسين التباين والدوام
الجمعة, 03 أبريل 2026
في العديد من خطوط الإنتاج، تبدو العلامة المعدنية مقبولة في محطة الوسم لكنها تفشل لاحقًا في سير العمل. قد يصبح الرقم التسلسلي الذي يبدو واضحًا تحت إضاءة الطاولة صعب القراءة بعد التنظيف، أو الطلاء، أو المناولة، أو التحقق بواسطة الماسح الضوئي. عندما يحدث ذلك، فإن المشكلة ليست تجميلية. بل تؤثر على إمكانية التتبع، وسرعة الفحص،

بدائل جهاز Shapeoko CNC Router للورش الصغيرة والحرفيين المبدعين
الجمعة, 03 أبريل 2026
البحث عن بدائل لـ Shapeoko يعني عادةً واحداً من ثلاثة أشياء. إما أن المشتري يريد توازناً مختلفاً بين التكلفة، والصلابة، وحرية الترقية في نفس السوق العام للهواة إلى الورش الصغيرة، أو أن المشتري قد سئم من نموذج الملكية حول القواطع الخفيفة ويريد شيئاً أكثر هدوءاً، أو أن المشتري قد تجاوز ذلك السوق تماماً ويحتاج إلى