
 English
English  Español
Español  Italiano
Italiano  Deutsch
Deutsch  Français
Français  Português
Português  Türkçe
Türkçe  Русский
Русский  Tiếng Việt
Tiếng Việt  한국어
한국어  日本語
日本語  简体中文
简体中文 
منشار الطاولة المنزلق الجديد مقابل المستعمل: الادخار المقدم مقابل مخاطر الصيانة بمرور الوقت
الثلاثاء, 07 أبريل 2026
عندما تحتاج ورشة عمل إلى قدرة قطع أكبر، قد يبدو منشار الطاولة المنزلق المستخدم أسرع وسيلة لتوفير المال. يصعب تجاهل فجوة السعر، خاصة عندما يكون الإنتاج مشغولًا بالفعل وتريد الإدارة إضافة سعة دون تقييد الكثير من رأس المال. لكن في منشار الطاولة المنزلق، لا تأتي القيمة الحقيقية من الملكية وحدها. بل تأتي من حركة العربة

دليل تكوين ماكينة الحفر CNC لمصانع الأثاث
الثلاثاء, 07 أبريل 2026
في إنتاج الأثاث، نادرًا ما تبدأ مشاكل الحفر بنقص قدرة الماكينة. بل تبدأ عادةً بسوء الإعداد. تصل الخزائن إلى التجميع بفتحات موصل غير متطابقة، وتنحرف خطوط أرفف المسامير من دفعة إلى أخرى، وتصل أجزاء الأدراج معكوسة بالاتجاه الخاطئ، ويتحول تركيب التجهيزات إلى تصحيح يدوي بدلاً من تدفق قابل للتكرار. يمكن لآلة الحفر بنظام التحكم الرقمي
خدمات التوجيه باستخدام الحاسب الآلي للألواح واللافتات وقطع الخشب المخصصة
الثلاثاء, 07 أبريل 2026
الاستعانة بمصادر خارجية لتشغيل ماكينات التحكم الرقمي باستخدام الحاسوب (CNC) ليس مجرد وسيلة لتجنب امتلاك الآلات، بل هو طريقة لتسليم خطوة إنتاجية لشخص آخر والثقة في أنه سيفسر الرسم بشكل صحيح، ويختار استراتيجية قطع منطقية، ويحمي الهندسة الصعبة، ويحافظ على جودة الحواف المناسبة، ويشحن القطع بحالة تمكن عمليتك التالية من استخدامها فعليًا. هذا شراء أكبر
اصنع آلة CNC بنفسك: ما الذي تخطط له قبل البداية
الثلاثاء, 07 أبريل 2026
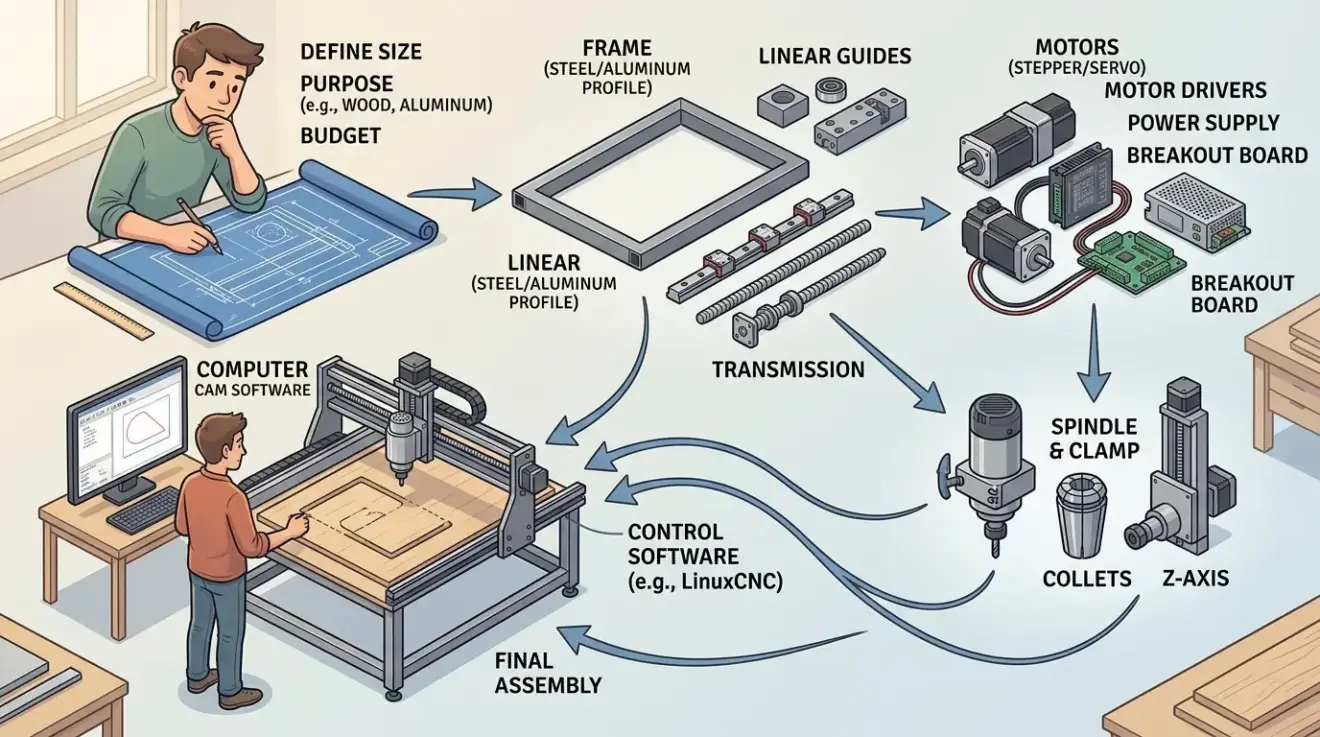
بناء آلة CNC Router عادةً ما يبدو أسهل في البداية مما تشعر به في منتصف الطريق. في المراحل المبكرة، يبدو المشروع وكأنه قائمة قطع: هيكل، قضبان، نظام دفع، محور دوار (سبيندل)، وحدة تحكم، طاولة، برامج. في وقت لاحق، يتضح أن التحدي لا يكمن في طلب هذه القطع. التحدي هو جعلها تتصرف كآلة واحدة ذات سلوك
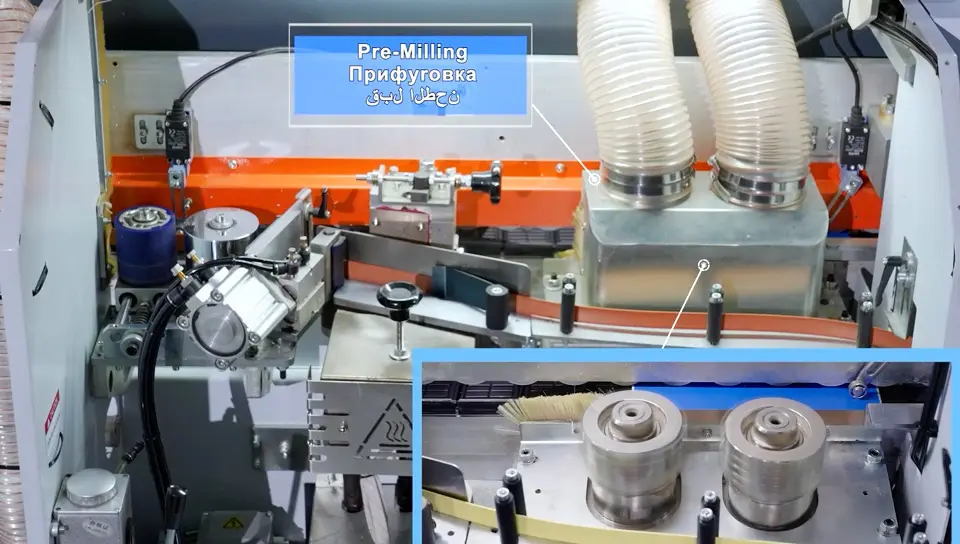
آلة الطحن قبل التجليد مقابل آلة التجليد القياسية: هل تستحق الترقية؟
الثلاثاء, 07 أبريل 2026
عادةً ما تبدأ مسألة الترقية عندما لا يزال خط تغليف الحواف القياسي ينتج أجزاءً مقبولة، ولكن ليس دون الكثير من التصحيح. تبدو خطوط الغراء نظيفة في بعض الدفعات وغير متساوية في دفعات أخرى. يستمر المشغلون في الكشط أو التلميع أو التوقف لفحص الألواح المرئية. تبدأ فرق التجميع في ملاحظة أن الأجزاء من نفس الدورة لا
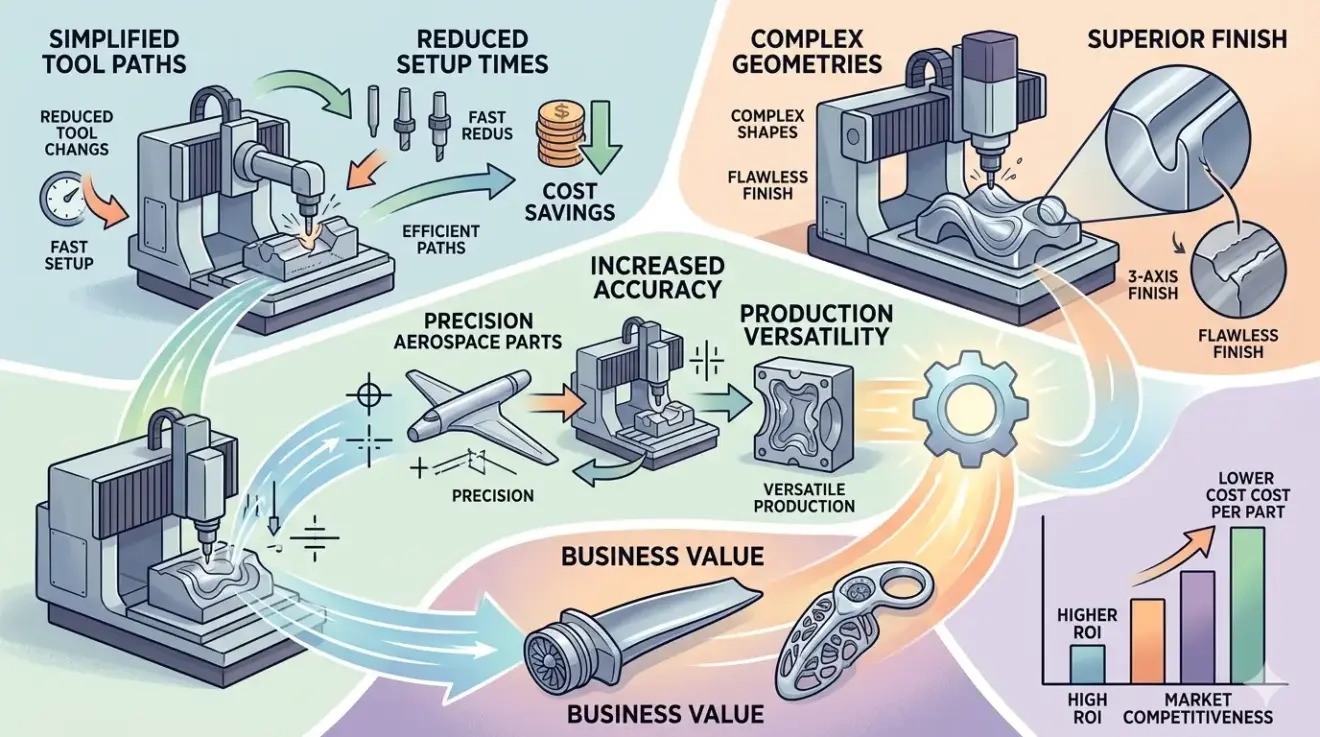
آلات CNC ذات 6 محاور: متى تضيف الحركة الإضافية قيمة حقيقية؟
الثلاثاء, 07 أبريل 2026
ماكينات CNC ذات الستة محاور تحقق جدوى تجارية فقط عندما تعمل الحركة الإضافية على إزالة عائق سبق للمصنع قياسه بدقة. إذا كان المسار الحالي يظل يتكبد تكاليف عمليات قلب يدوية متكررة، أو إعادة تثبيت متكررة، أو إعادة وضع صعبة، أو فترات توقف طويلة بين العمليات، فإن المحور السادس قد يكون له دور حقيقي. أما إذا
- Published in Blog
دليل شراء ماكينة تجليخ السطوح CNC: عندما تكون الاستواء والنعومة مهمين
الثلاثاء, 07 أبريل 2026
عادة ما يُطرح موضوع التجليخ السطحي بعد أن تحاول الورشة تجنبه بكل الطرق. تم ضبط عملية التفريز. تم إبطاء تمريرات التشطيب. قام المشغلون بسن الحواف يدويًا. تكررت عملية الفحص. يبدو الجزء قريبًا من الأبعاد المطلوبة، ومع ذلك فإن العملية اللاحقة لا تثق في السطح. أسطح السدادات لا تتلامس بشكل متساوٍ. تحتاج قواعد التركيبات إلى تصحيح
مركز التشغيل العمودي مقابل مطحنة CNC القياسية: ما الفرق؟
الثلاثاء, 07 أبريل 2026
العديد من محادثات الشراء تستخدم مصطلح “ماكينة تفريز CNC” وكأنه إجابة كاملة. وهو ليس كذلك. إنه تصنيف واسع يمكن أن يصف أي شيء بدءًا من ماكينة تفريز رأسية بسيطة مزودة بنظام CNC وحتى مركز تفريز رأسي متكامل مصمم للإنتاج المتكرر. عندما تصبح الميزانية جادة، يصبح هذا الاختلاف مهمًا لأن المصنع لم يعد يشتري مجرد حركة
كيفية اختيار آلة قطع ليزري صناعية للإنتاج عالي الإنتاجية
الثلاثاء, 07 أبريل 2026
إذا كانت أهداف الإنتاج تتراجع، فقلّما يكون السبب هو الشعاع وحده. يعتمد الإنتاج عالي الإنتاجية بالليزر على سرعة تجهيز المهام، وانتظام تحميل الصفائح، ونظافة فصل القطع، ومدى موثوقية استمرارية العملية التالية. لهذا السبب يجب تقييم آلة القطع بالليزر الصناعية كنظام إنتاجي، وليس مجرد رأس قطع. بالنسبة للمصنعين الذين يعالجون الخشب والأكريليك والمواد الصفائحية المماثلة، يمكن

آلة CNC للبيع: كيفية مقارنة القوائم دون تفويت التفاصيل الهامة
الثلاثاء, 07 أبريل 2026
الجزء الصعب في شراء آلة CNC معروضة للبيع ليس العثور على القوائم؛ فالأسواق مليئة بها. الجزء الصعب هو تحديد القوائم التي تستحق وقتًا تقنيًا جادًا وأيها يجب استبعادها في دقائق. العروض الجديدة المباشرة من المصنع، والمخزون لدى الوكلاء، والآلات المستعملة التي يديرها المالكون، وأصول التصفية، والمشاريع نصف المُرمّمة، غالبًا ما تُعرض تحت نفس عبارة البحث.
تصنيع الأجزاء الصغيرة باستخدام الحاسب الآلي (CNC): كيفية الموازنة بين التفاوتات المسموح بها والإنتاجية والتكلفة
الثلاثاء, 07 أبريل 2026
قطع الغيار الصغيرة تكون مكلفة لأسباب لا تظهر بوضوح في الصور المصغرة للرسومات الهندسية. ينظر المشترون إلى المكون ويرون كمية قليلة جداً من المواد. ينظر الموردون إلى المكون وقد يقدمون عرض سعر بناءً على دورة قصيرة لعمود الدوران. كلا الطرفين قد يغفل عن العبء الحقيقي. تصبح القطع الصغيرة مكلفة عندما يتوقف التصنيع الآلي عن كونه
مقارنة بين ماكينة الـ CNC الخشبية وماكينة الـ CNC للطحن: ما الفرق؟
الثلاثاء, 07 أبريل 2026
عادةً ما يبدأ الارتباك بسلوك البحث. يكتب المشتري “CNC mill” لأنه يقصد “آلة قطع يتم التحكم فيها بالكمبيوتر”. ويكتب آخر “CNC خشب” لأن الماكينة تحتوي على بوابة ومغزل. يخلط السوق بين التصنيفين في فئة واحدة لأن حركة المرور أهم من دقة التصنيع. وعندما يصل المشتري إلى مرحلة مقارنة عروض الأسعار، قد تكون عائلتان مختلفتان جدًا
إعداد CNC لوحة اللمس: ضبط الصفر بشكل أسرع وأكثر دقة
الثلاثاء, 07 أبريل 2026
لوحات اللمس تبدو بسيطة بما يكفي لدرجة أن العديد من مستخدمي ماكينات التحكم الرقمي (CNC) يتعاملون معها كملحقات ثانوية. في الواقع، غالباً ما تحل واحدة من أغلى مشكلات الورش الصغيرة: عدم الاتساق المعتاد في الإعداد. قد تعني بضعة أجزاء من عشرة أو بضعة أجزاء من مائة في الاتجاه الخاطئ كسر أداة، أو تجريح سطح علوي،
- Published in Blog
ما هي آلة CNC VTL؟
الثلاثاء, 07 أبريل 2026
مخرطة CNC عمودية (VTL) هي مخرطة تحول رأسية. يثبت الجزء على طاولة أفقية، ويدور حول محور رأسي، ويتم تشكيله بواسطة أدوات تحول تقترب من الجانب أو من الأعلى حسب تصميم الماكينة. لا تزال ماكينة تحول، ليست ماكينة تفريز رأسية بعلامات خاصة بالمخارط. سبب اهتمام المشترين بالتصميم بسيط: بعض الأجزاء تستقر بشكل أكثر صدقًا من تعليقها.
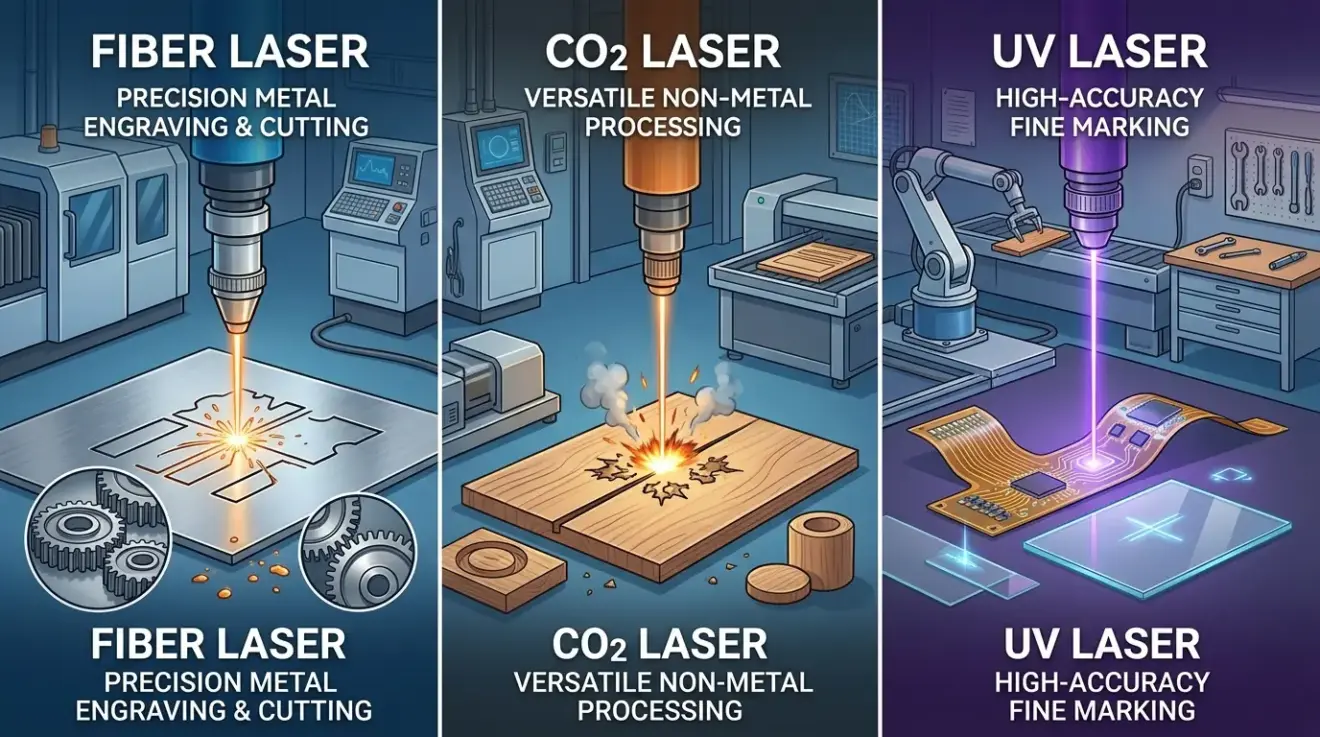
مقارنة عملية بين ليزر الألياف وليزر ثاني أكسيد الكربون وليزر الأشعة فوق البنفسجية للمشترين الصناعيين
الثلاثاء, 07 أبريل 2026
العديد من المشترين يضعون هذه الأنواع الثلاثة من الليزر في نفس القائمة المختصرة قبل أن يحددوا المهمة الإنتاجية الفعلية. وهنا يبدأ الارتباك عادةً. في المصانع الحقيقية، لا تُعتبر ألياف الليزر، وثاني أكسيد الكربون، والأشعة فوق البنفسجية مجرد ثلاثة إصدارات من نفس الآلة. بل يتم اختيارها عادةً لحل مشكلات مختلفة تتعلق بالمواد، والتشطيب، وسير العمل. إذا
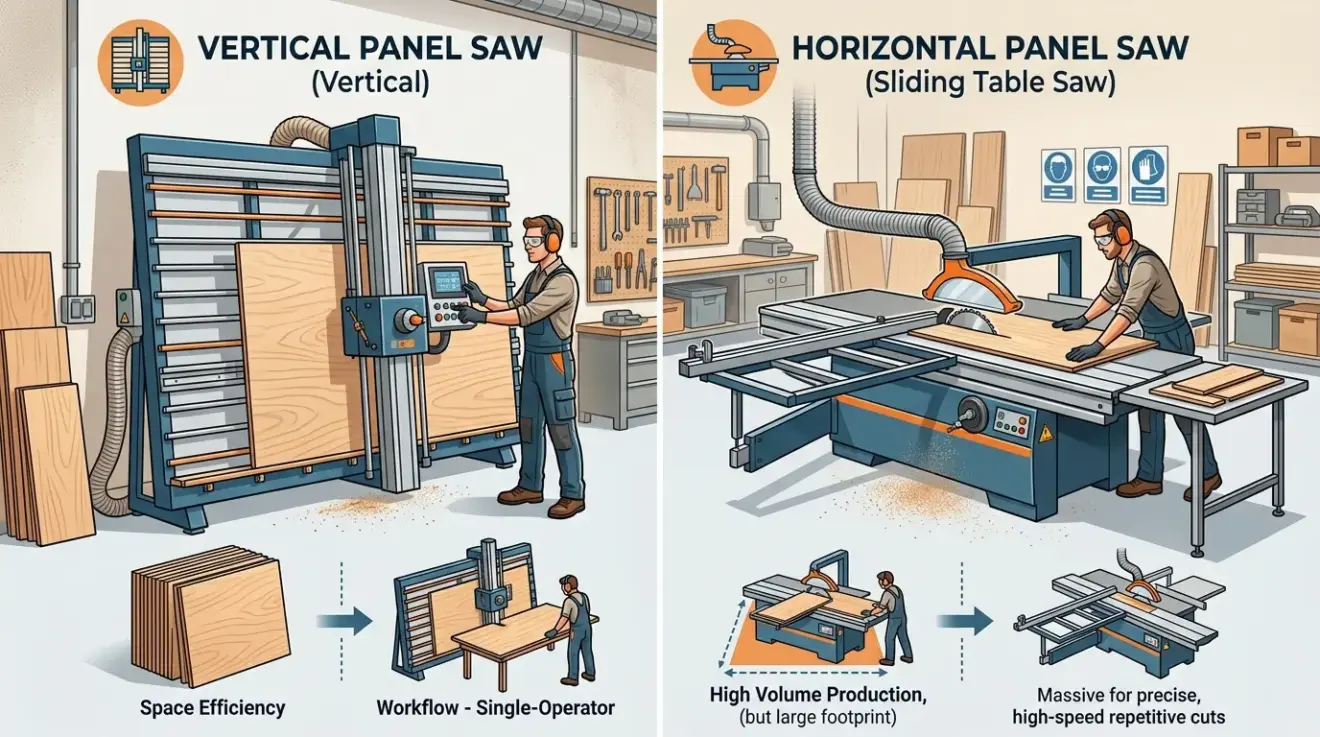
منشار الألواح العمودي مقابل منشار الألواح الأفقي: المزايا، العيوب، وملاءمة سير العمل
الإثنين, 06 أبريل 2026
تقوم العديد من الورش بمقارنة هاتين الماكينتين فقط بعد أن يبدأ قص الألواح في إبطاء بقية الإنتاج. في تلك المرحلة، لا تتعلق المشكلة الحقيقية عادةً بما إذا كان كلا المنشارين قادرين على إنتاج قص دقيق ومستقيم. بل تتعلق بما إذا كانت طريقة القص تناسب مخطط الورشة الأرضي، ومزيج المهام، ونموذج العمل، وسير العمل في المراحل
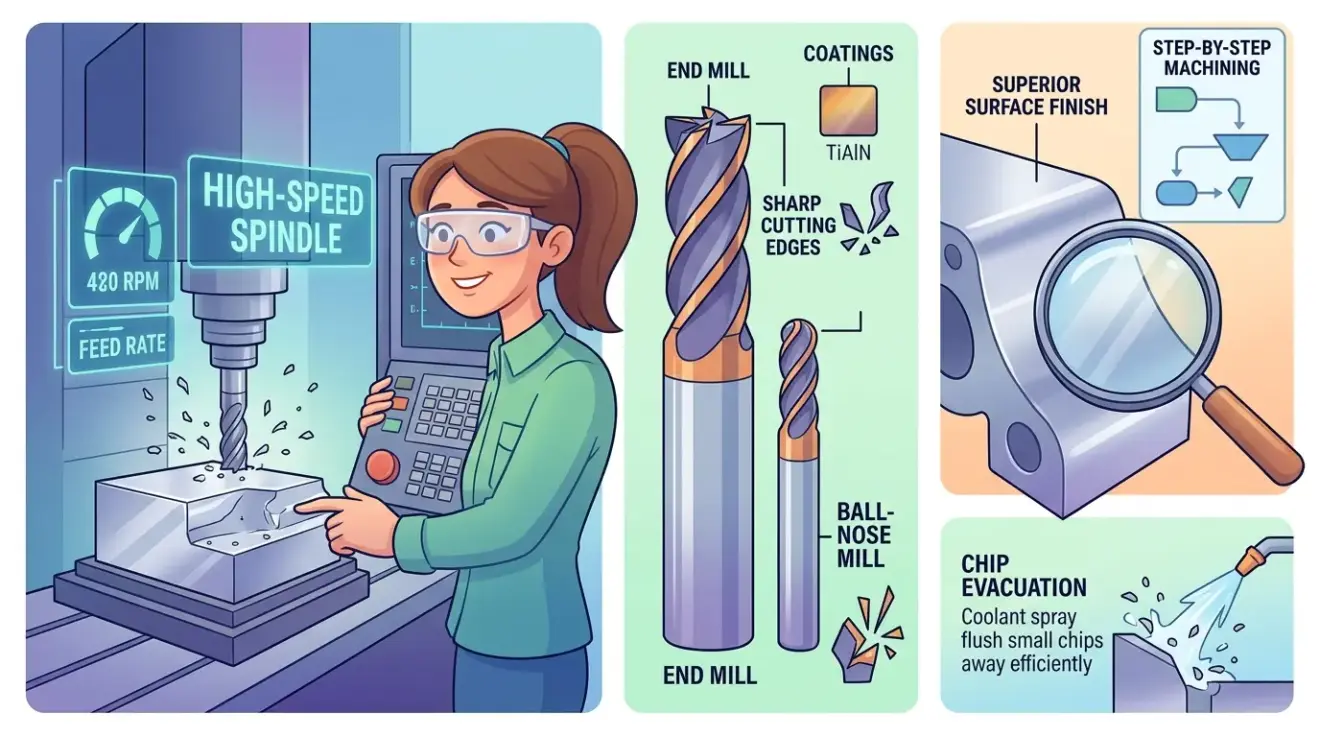
معالجة الألومنيوم باستخدام الحاسب الآلي: ما يجب مراقبته في الأدوات والسرعة والتشطيب
الإثنين, 06 أبريل 2026
الألومنيوم يُعد واحداً من أسهل المواد التي يُستهان بها. يبدو متاحًا، ويُشغل بسرعة أسرع مما يتوقع الكثيرون، وهو شائع لدرجة أن الفرق غالبًا ما تفترض أن العملية ستكون متسامحة. في الواقع، يكافئ الألومنيوم القطع المنضبط ويكشف بسرعة عن ضعف التحكم في العملية. عندما يكون المسار سليمًا، تتصفى الرقائق، وتظل الحافة حادة، ويكون السطح واضحًا، وتظل
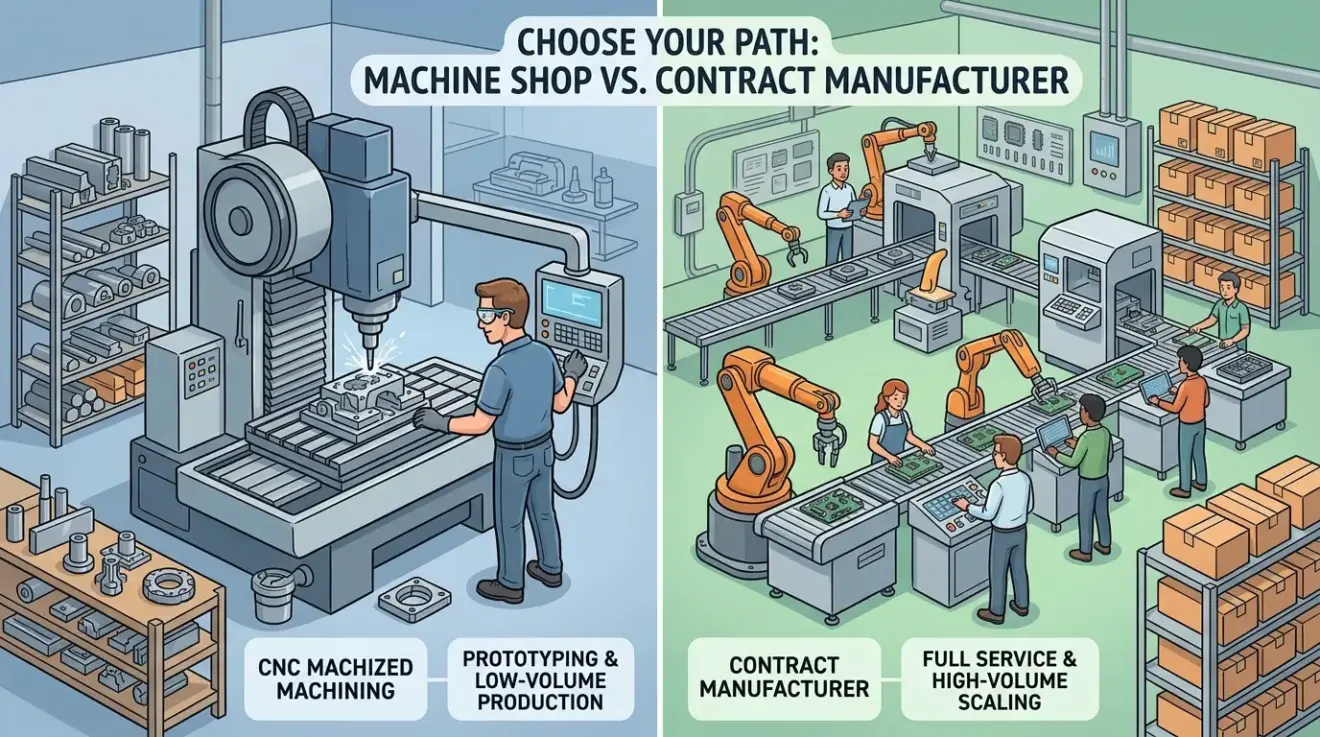
ورش الماكينات ذات التحكم الرقمي مقابل الشركات المصنعة المتعاقدة: أيهما مناسب لمشروعك؟
الإثنين, 06 أبريل 2026
غالباً ما يتعامل المشترون مع متاجر التصنيع باستخدام الحاسوب (CNC) والمصنعين المتعاقدين كاسمين لنفس الخيار التجاري. هذا الاختصار يخلق أخطاء مكلفة في التوريد. بإمكان متجر تصنيع ماهر ومصنع متعاقد ماهر كلاهما تقديم عرض سعر لنفس الرسم، لكنهما لا يزيلان نفس العبء عن العميل. أحدهما عادةً ما يخلق قيمة عندما يكون الجزء نفسه لا يزال أصعب
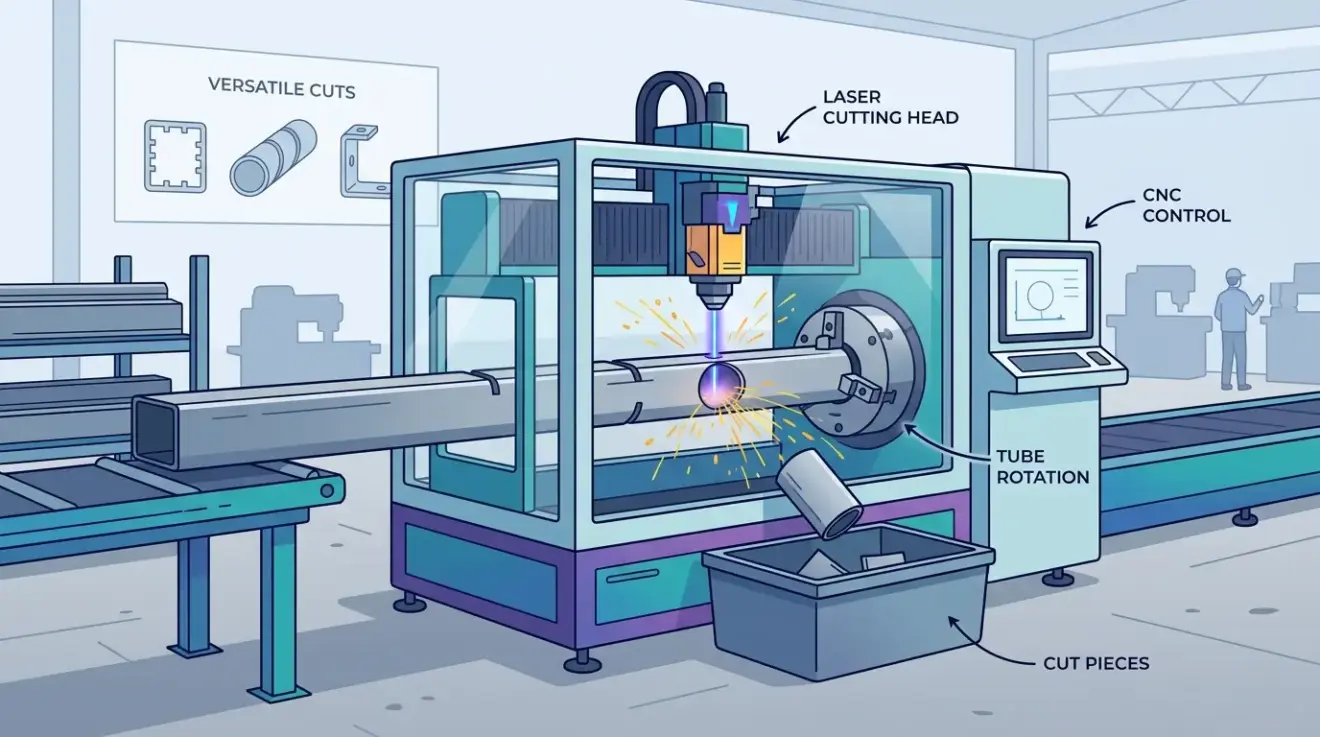
آلة قطع الأنابيب بالليزر: كيف تعمل تقنية القطع بالليزر للأنابيب في الإنتاج
الإثنين, 06 أبريل 2026
في العديد من بيئات التصنيع، لا يكمن الاختناق الحقيقي في مجرد قص الأنابيب إلى الطول المطلوب، بل في الحصول على الثقوب والفتحات وقص النهايات وهندسة التجميع المتكررة في المقاطع الدائرية والمربعة والمستطيلة دون تراكم عمليات التخطيط اليدوي وإعادة التثبيت والعمليات الثانوية. لهذا السبب، عادةً ما يتم تقييم القطع بالليزر للأنابيب كأداة لسير العمل، وليس مجرد

آلات النقش بالليزر المصغرة للمنتجات المخصصة: كيفية اختيار الإعداد المدمج المناسب
الإثنين, 06 أبريل 2026
منتجات العمل المخصص تبدو بسيطة من الخارج، لكن منطق الإنتاج ليس بسيطًا على الإطلاق. غالبًا ما تكون الطلبات قصيرة الأجل، وتتغير التصاميم باستمرار، وتكون فترات التسليم ضيقة، وتختفي الهوامش الربحية بسرعة إذا خرج زمن الإعداد أو إعادة العمل أو مناولة المواد عن السيطرة. ولهذا السبب يبدأ العديد من المشترين في البحث عن آلات النقش بالليزر
تصنيع التحكم الرقمي بالحاسوب G10: تآكل الأدوات، التحكم في الغبار، وأفضل الممارسات
الإثنين, 06 أبريل 2026
G10 هي واحدة من تلك المواد التي تبدو قابلة للإدارة حتى تبدأ ورشة العمل في تشغيلها بشكل جدي. إنها مادة مفيدة، وموثوقة الأبعاد في العديد من التطبيقات، ومعروفة جيدًا في الصناعات التي تهتم بالعزل الكهربائي، أو الثبات الهيكلي، أو السلوك الشبيه بالمواد المركبة. ولكن من منظور التصنيع، يمكن أن تكون عقابية. تكتشف الورش بسرعة أن
قاطعة الليزر مقابل قاطعة البلازما: أي عملية تناسب سير عمل التصنيع لديك؟
الإثنين, 06 أبريل 2026
تبدأ العديد من فرق التصنيع هذه المقارنة في مرحلة عرض الأسعار، بينما كان ينبغي الإجابة على السؤال الأكثر أهمية في وقت سابق: كيف يجب أن يبدو الجزء المشحون عند مغادرته خلية القطع؟ إذا كانت عنق الزجاجة لديك هي الطحن النهائي، أو تنظيف الثقوب، أو التلحيم في التجميع، أو جودة الحواف المرئية، فإن مطابقة العملية بشكل

أفضل آلة نقش بالليزر للمبتدئين: ما يهم حقًا قبل الشراء
الإثنين, 06 أبريل 2026
معظم المبتدئين لا يخطئون في اختيار آلة النقش بالليزر بسبب سوء فهمهم لماهية النقش، بل يخطئون لأنهم يبدأون بالتفكير في القدرة الكهربائية، والعروض التوضيحية على وسائل التواصل الاجتماعي، والتصنيفات العامة قبل تحديد طبيعة العمل الذي ستتعامل معه الآلة أسبوعياً. بالنسبة للمشترين首次يين الذين يقارنون قواطع وناقشات الليزر للخشب والأكريليك والمواد غير المعدنية المماثلة، السؤال الأفضل ليس

مقدّرو تكلفة الأجزاء الميكانيكية: كيفية استخدامهم دون إساءة قراءة عرض السعر
الإثنين, 06 أبريل 2026
مقدّرو تكلفة الأجزاء المُشغَّلة آلياً مفيدون لأمر واحد وخطيرون لأمور أخرى كثيرة. إنهم مفيدون عندما يرغب المشترون في إجراء فحص سريع لتقدير حجم التكلفة قبل اتخاذ قرار بشأن ما إذا كانت فكرة الجزء قابلة للتنفيذ بشكل عام. يصبحون خطرين عندما يبدأ هؤلاء المشترون أنفسهم في التعامل مع المخرجات على أنها عرض أسعار حقيقي، أو التزام
دليل شراء ماكينة CNC راوتر 4×4: الأنسب للورش الصغيرة والأعمال المخصصة
الإثنين, 06 أبريل 2026
جهاز التوجيه سي إن سي مقاس 4×4 ليس مجرد خيار أصغر في الكتالوج. في الورشة المناسبة، هو حجم السرير الذي يحافظ على هدوء خلية التوجيه بأكملها. في الورشة الخاطئة، يصبح تذكيرًا يوميًا بأن المواد الخام تُقسّم في وقت مبكر جدًا وتُعالج مرات كثيرة جدًا. السؤال الرئيسي بسيط: هل يتناسب تنسيق 4×4 مع طريقة تحرك العمل
- Published in Blog
ما هو برنامج PowerMill في البرمجة باستخدام الحاسب الآلي (CNC)؟
الإثنين, 06 أبريل 2026
تظهر باورميل عادة على الساحة عندما تبدأ الورشة في الشعور بأن راحة أنظمة CAM التقليدية لم تعد كافية. لا يزال بإمكان المبرمج إنتاج مسار، لكن المسار يتطلب تدخلاً يدوياً مفرطاً. الأسطح الصعبة تحتاج إلى تنظيف إضافي. الحركة متعددة المحاور تبدو أكثر صعوبة في التحكم مما ينبغي. يبدأ خطر التصادم في السيطرة على مناقشات التخطيط. وتصبح
آلات التحكم الرقمي المحمولة: أين تساعد الحركة وأين تخلق مفاضلات
الإثنين, 06 أبريل 2026
آلات التحكم الرقمي بالكمبيوتر المحمولة تجذب المشترين لأنها تبدو وكأنها تحل مشكلة عملية صعبة: ماذا لو كانت قطعة العمل كبيرة جدًا، أو غير ملائمة جدًا، أو مثبتة، أو غير مناسبة لنقلها إلى آلة ثابتة؟ في سير عمل معين، هذه القدرة على التنقل ذات قيمة حقيقية. التشذيب الميداني، التثبيت في الموقع، الأعمال المعمارية المدمجة، مهام التصنيع
ما هي واجهة آلة التحكم الرقمي بالكمبيوتر (CNC)؟
الإثنين, 06 أبريل 2026
معظم كتيبات الماكينات تبيع العتاد أولاً. يرى المشترون قوة المغزل، مسافة الحركة، حجم المنضدة، نوع السكة، عدد الأدوات، مجموعة السيرفو، أو ماركة جهاز التحكم. بمجرد تركيب الماكينة، لا يعمل المشغلون مباشرةً مع أيٍّ من تلك الأشياء. إنهم يعملون عبر الواجهة. إذا كانت الواجهة مربكة، أو غير متناسقة، أو غير واضحة بشأن حالة الماكينة، فإن العتاد
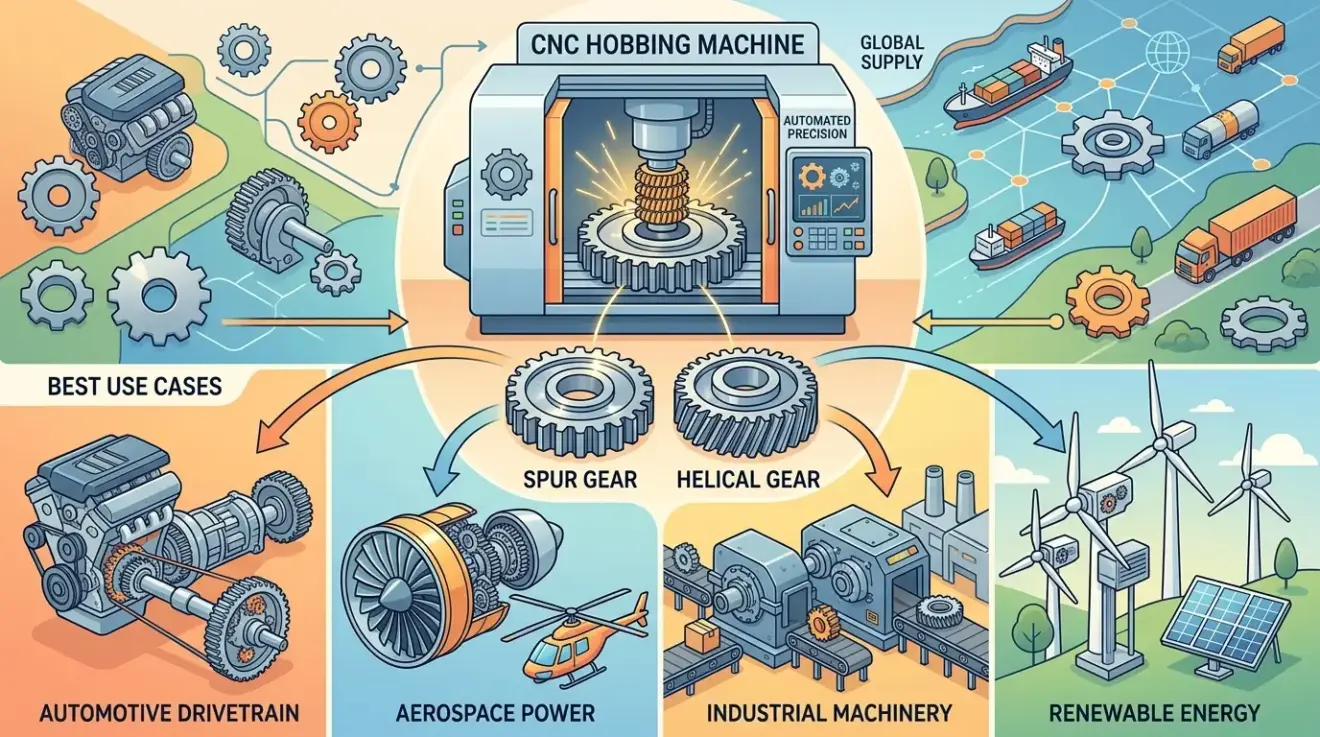
ماكينات التثقيب باستخدام الحاسب الآلي (CNC) شرح: أفضل حالات الاستخدام في إنتاج التروس
الإثنين, 06 أبريل 2026
تتضح أهمية التقطيع (التفريز) أو التشغيل بالهارب (Hobbing) عندما لا يعد عمل التروس مجرد أمر طارئ، بل يصبح تيار إنتاج متكررًا. يمكن للورشة أن تطحن تروسًا نموذجية، أو تصلح سنًا تالفًا منفردًا، أو تقطع عددًا محدودًا من الأجزاء المخطط لها، وذلك على مركز تصنيع عام. هذا لا يعني تلقائيًا أنها تمتلك خط إنتاج تروس حقيقيًا.
- Published in Blog
مقارنة بين آلة التحكم الرقمي الصغيرة وآلة التحكم الرقمي المصغرة: ما الفرق الحقيقي؟
الإثنين, 06 أبريل 2026
صغيرة وفائقة الصغر تبدو كتنوعات بسيطة ضمن نفس فئة الشراء، لكن في اختيار الماكينات الفعلي، غالبًا ما تصف حدودًا مختلفة بشكل ملحوظ. الفرق لا يقتصر على البصمة فقط. بل يؤثر على مساحة العمل، والصلابة، وسلوك المغزل، وحرية التثبيت، وإدارة الغبار أو الرقائق، وما إذا كانت الماكينة يمكن أن تكون أداة تجارية حقيقية أو مجرد منصة
ما هو فيوجن CNC؟ المعاني الشائعة في أنظمة CAD/CAM والبحث عن الآلات
الإثنين, 06 أبريل 2026
Fusion CNC هي إحدى تلك العبارات التي تبدو واضحة حتى يستخدمها عدة أشخاص في نفس الاجتماع. يقصد بها أحدهم بيئة برمجيات CAD/CAM. ويعني بها آخر سهولة جمع التصميم ومسارات الأدوات معًا. ويكتب ثالث ببساطة لغة برمجية مألوفة في شريط البحث أثناء البحث عن ماكينات أو ملفات تعريف (بوستات) أو مساعدة في البرمجة. يشعر الجميع وكأنهم
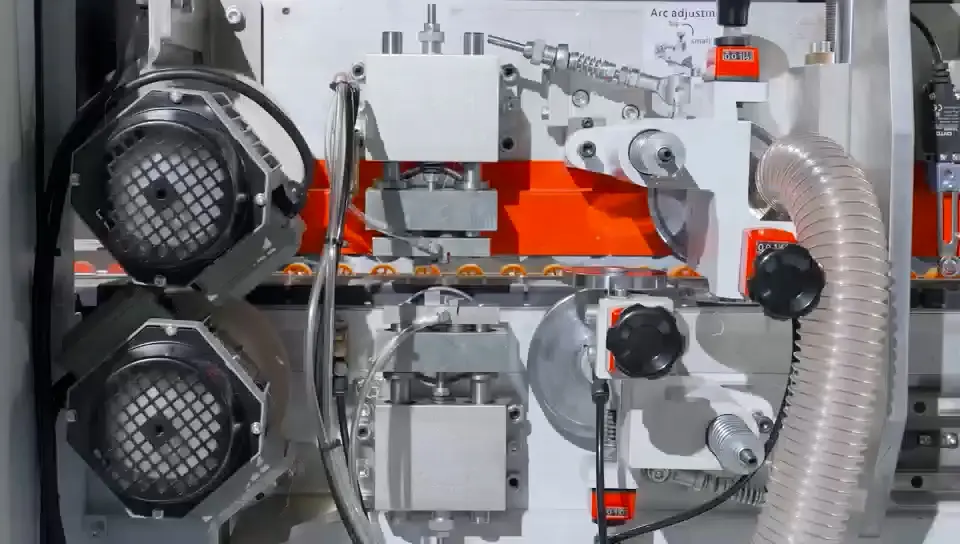
متى يجب تطوير عملية تجليد الحواف الخاصة بك؟
الإثنين, 06 أبريل 2026
غالبًا ما يظهر سؤال الترقية قبل أن ينهار الإعداد الحالي تمامًا. قد تستمر الألواح في مغادرة الخط بحواف مقبولة في الأيام الجيدة، لكن المصنع يبدأ في رؤية نمط مختلف: قضاء المشغلين وقتًا أطول في لمس خطوط اللاصق، وتحتاج الأجزاء المرئية إلى تلميع إضافي، وتبدأ مهام الخزائن المتكررة في التراكم أمام الماكينة، وتفقد الأقسام اللاحقة الثقة
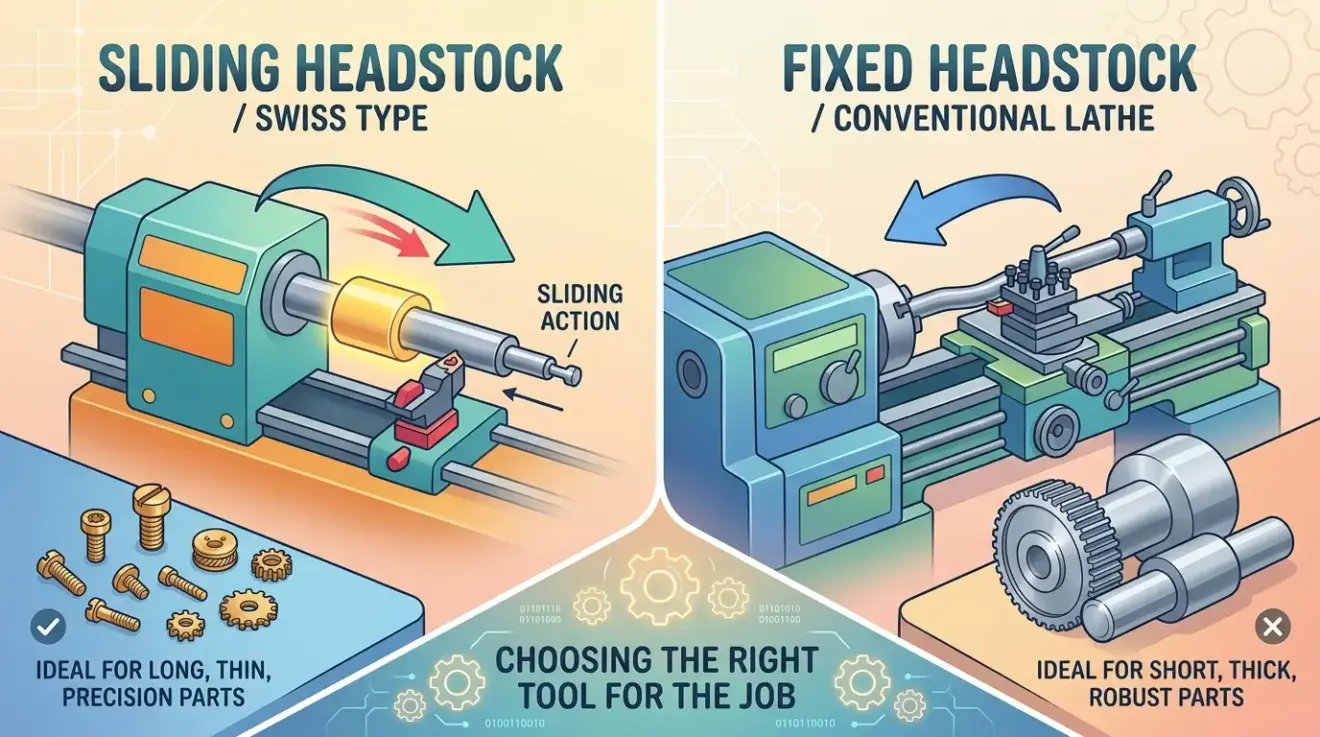
مخرطة غراب الرأس المنزلق مقابل المخرطة السويسرية: هل هما الشيء ذاته؟
الإثنين, 06 أبريل 2026
في معظم محادثات الشراء، نعم، فإن مخرطة رأس الانزلاق ومخرطة سويسرية هما في الواقع نفس عائلة الماكينات. يشير كلا المصطلحين إلى نفس الفكرة الإنتاجية الأساسية: يتم دعم قضيب المواد بالقرب من القطع بحيث يمكن خرط الأجزاء الطويلة والنحيفة بتحكم أفضل مما قد تحصل عليه في مخرطة تقليدية ذات ظرف. يظهر الالتباس لأن الاسمين يركزان على
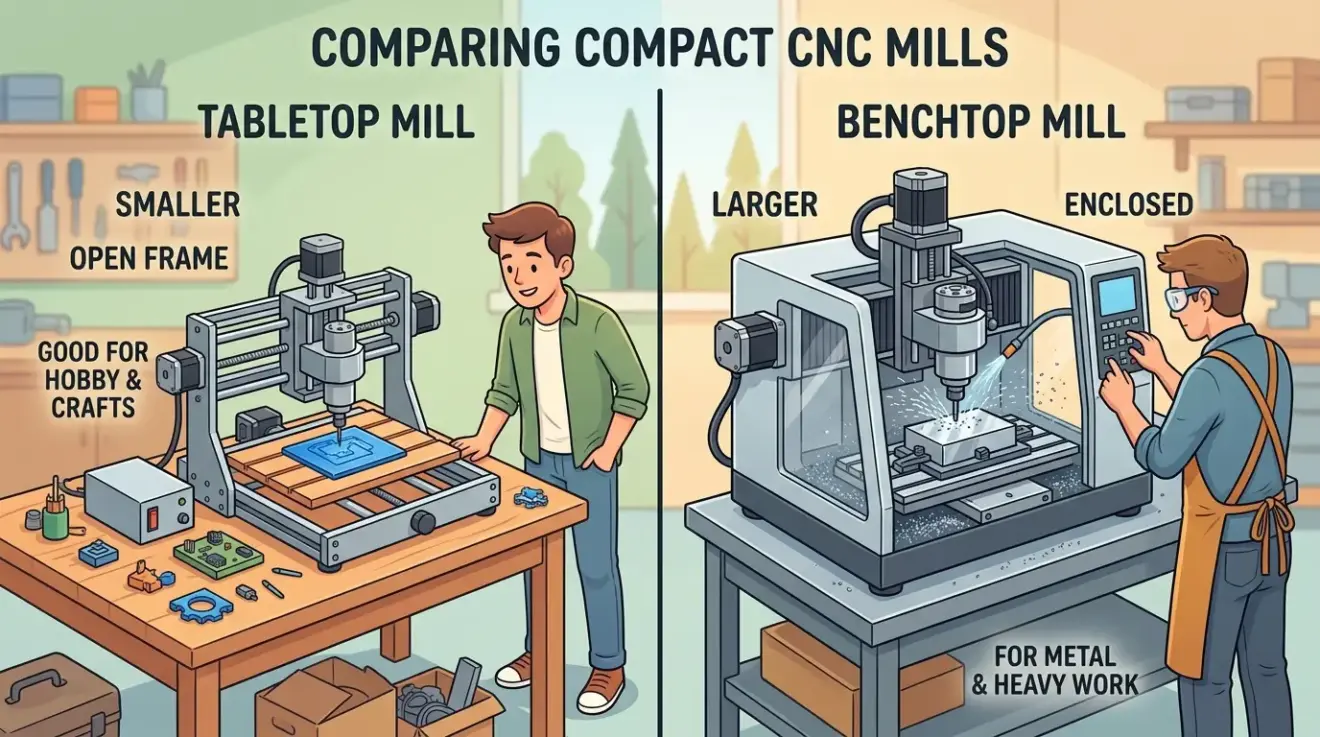
مطحنة التحكم الرقمي الحاسوبي المكتبية مقابل مطحنة التحكم الرقمي الحاسوبي المنضدية: ما يعنيه المشتريون وما يجب مقارنته
الإثنين, 06 أبريل 2026
“Tabletop” و”Benchtop” يبدوان كتصنيفات دقيقة، لكن المشترين عادةً ما يستخدمونها كتسميات تيسيرية بدلاً من تعريفات تقنية صارمة. ولهذا السبب تخلق هذه المصطلحات الكثير من الالتباس. أحد البائعين يستخدم “tabletop” لوصف آلة مدمجة لا تزال بحاجة إلى حامل مستقل كبير. وآخر يستخدم “benchtop” لمعدات توضع بشكل مريح على طاولة عمل قوية لكنها لا تزال جادة جدًا
- Published in Blog
ما هي آلة CC؟ شرح الارتباك في تسمية CNC
الإثنين, 06 أبريل 2026
عندما يبحث أحدهم عن “ماكينة CC”، فإن المشكلة عادةً لا تكون نقصًا في المعروض، بل خللًا في القصد المقصود. في معظم سياقات المصانع والموزعين والمشتريات الفعلية، فإن الشخص يقصد بالتأكيد “ماكينة CNC”، وغالبًا ما يكون قد كتب بسرعة، أو نسخ ملصقًا خاطئًا، أو لم يتم تصحيح المصطلح لديه منذ البداية. قد يبدو هذا أمرًا بسيطًا،
كيف تعزز الأتمتة باستخدام التحكم الرقمي الحاسوبي الدقة والإنتاجية والتكرارية
الإثنين, 06 أبريل 2026
غالبًا ما يتحدث الناس عن أتمتة التحكم الرقمي باستخدام الحاسوب (CNC) كما لو أنها تبدأ فقط عند ظهور الروبوتات. هذا مفهوم ضيق للغاية بحيث لا يكون مفيدًا. في معظم أرضيات الإنتاج، تبدأ الأتمتة في وقت أبكر بكثير. تبدأ عندما تتحول قرارات التموضع اليدوية إلى إجراءات روتينية مخزنة، وعندما تتم إدارة التعويضات بشكل منهجي، وعندما يحل
شرح تعويض القاطع و G41 في ماكينات التحكم الرقمي
الأحد, 05 أبريل 2026
في العادة، يتوقف مفهوم G41 عن كونه أكاديمياً في المرة الأولى التي يظهر فيها خطأ في الكنتور، رغم أن المسار بدا صحيحاً على الشاشة وكان قطر أداة القطع قريباً بما يكفي من القيمة الاسمية. تلك هي اللحظة التي يتحول فيها تعويض أداة القطع من مصطلح برمجي إلى مسألة تحكم في الإنتاج. لم تعد الورشة تتساءل
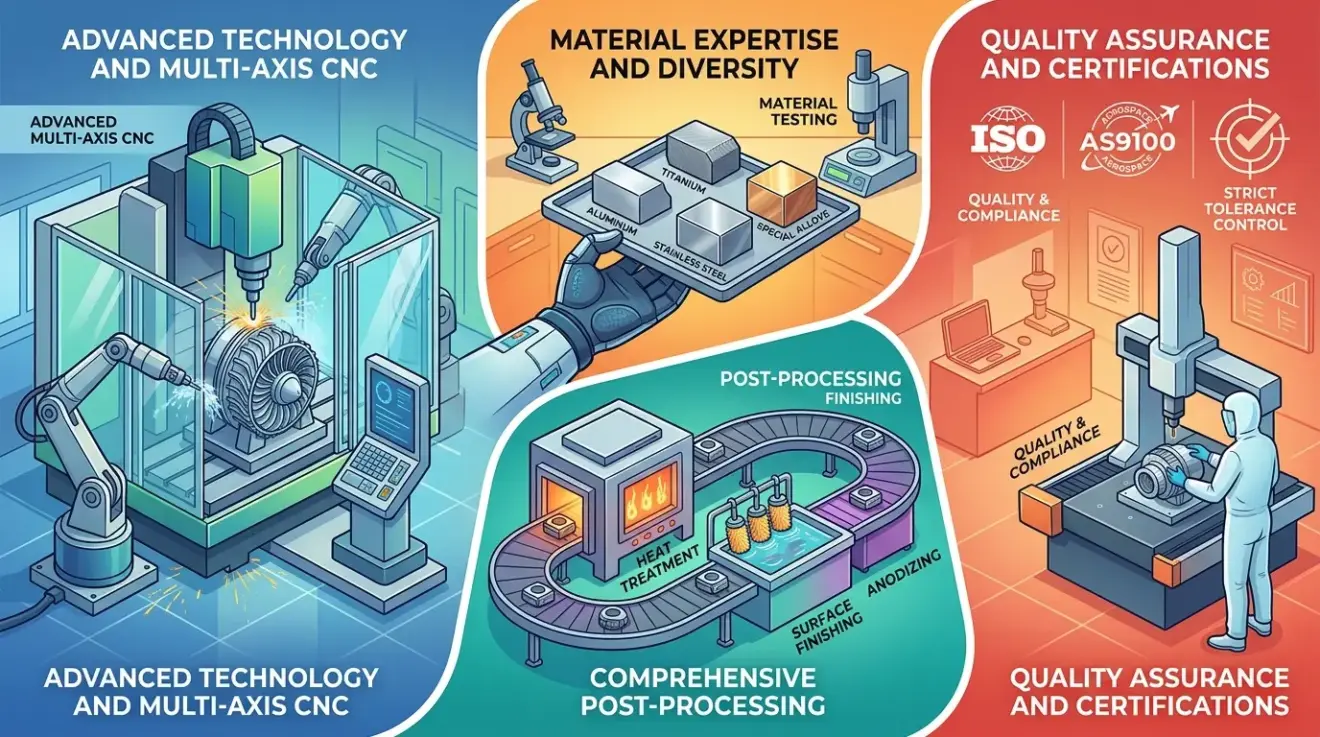
مصنعو المكونات الدقيقة باستخدام الحاسب الآلي (CNC): ما هي القدرات التي تهم حقًا
الأحد, 05 أبريل 2026
تقريبًا كل مورد CNC قادر يمكنه الادعاء بأنه يصنع مكونات دقيقة. هذه العبارة تبدو مثيرة للإعجاب ولكنها لا تخبر المشتري بأي شيء مفيد بمفردها. المشكلة الحقيقية ليست فيما إذا كان المورد قادرًا على إنتاج عينة أولى جذابة تحت إشراف دقيق. المشكلة الحقيقية هي ما إذا كانت الدقة تبقى قائمة عبر كل انتقال بين مراحل: عرض
- Published in Blog

كيفية اختيار قاطعة ليزر مكتبية للنماذج الأولية والتعليم
الأحد, 05 أبريل 2026
قد تبدو قاطعة الليزر المكتبية وكأنها شراء مباشر للمنضدة حتى تضطر إلى أداء عدة أدوار في وقت واحد: نماذج اولية سريعة للتصميم، تمارين صفية، أجزاء إثبات هندسية، ودفعات صغيرة من العينات الجاهزة للعرض. في تلك البيئات، القرار الحقيقي ليس ما إذا كان بإمكان ليزر أصغر أن يتسع في الغرفة. بل هو ما إذا كانت الآلة
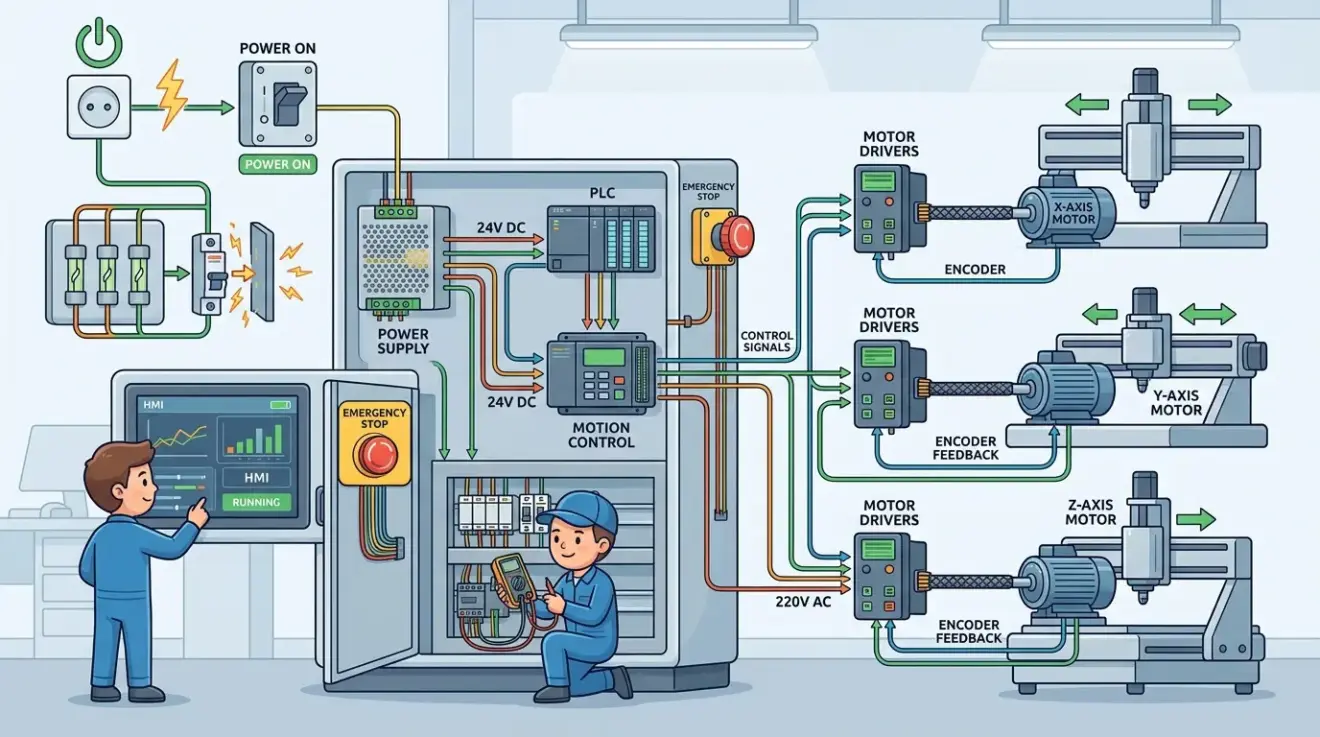
أساسيات الأنظمة الكهربائية للتحكم الرقمي الحاسوبي: مكونات الطاقة والسلامة والتحكم
الأحد, 05 أبريل 2026
آلة التحكم الرقمي لا تصبح موثوقة لمجرد أن الخزانة تبدو ممتلئة، أو أن واجهة التشغيل تبدو حديثة، أو أن عرض السعر يذكر علامات تجارية معروفة للمكونات. بل تصبح موثوقة عندما تدعم الطاقة الكهربائية، والحماية، ومنطق السلامة، وجودة الإشارات، وأجزاء الحركة الميكانيكية، والوثائق، جميعها نفس هدف الإنتاج اليومي. إذا كانت إحدى الطبقات ضعيفة، فقد تستمر الآلة