
 English
English  Español
Español  Italiano
Italiano  Deutsch
Deutsch  Français
Français  Português
Português  Türkçe
Türkçe  Русский
Русский  Tiếng Việt
Tiếng Việt  한국어
한국어  日本語
日本語  简体中文
简体中文 
عندما تبدأ مكونات الخزانات في الانتظار في محطة الثقب، فإن أكبر خسارة لا تكون عادةً الثواني اللازمة لعمل الثقب. بل الوقت الذي يُقضى في إعادة التحقق من المراجع، وإعادة ضبط التخطيطات، والتحقق من القطع الأولى، وتصحيح مشاكل التركيب لاحقًا في التجميع. لهذا السبب، يجب أن يتم الاختيار بين ماكينة الثقب بنظام التحكم الرقمي CNC وماكينة الثقب متعددة المغازل بناءً على استقرار سير العمل، وليس بناءً على أي الماكينتين تبدو أكثر تقدمًا.
بالنسبة للمصنعين الذين يقارنون بين ماكينات الثقب والتخريم، فإن الفرق العملي واضح ومباشر. عادةً ما تكون ماكينة الثقب متعددة المغازل الخيار الأمثل عندما تتكرر مجموعات الثقب عبر عائلات القطع الثابتة. بينما تكون ماكينة الثقب بنظام التحكم الرقمي CNC الخيار الأمثل عندما يتغير منطق القطع بشكل متكرر ويحتاج الثقب إلى اتباع إنتاج يعتمد على البرامج مع إعادة ضبط يدوي أقل. كلاهما يمكنه تقديم معالجة دقيقة للثقوب. السؤال الحقيقي هو أي منهما يزيل المزيد من الاحتكاك من نموذج الإنتاج اليومي الخاص بك.
ما تم تحسين كل ماكينة لفعله حقًا
في العديد من المصانع، تتداخل مصطلحات الثقب والتخريم. قد يصف الموردون معدات مماثلة على أنها ماكينات ثقب متعددة المغازل، أو ماكينات ثقب صفوف، أو ماكينات تخريم اعتمادًا على السوق والتطبيق. ولأغراض الاختيار، فإن التمييز الأكثر فائدة ليس مجرد المفردات. بل هو منطق الإنتاج وراء الماكينة.
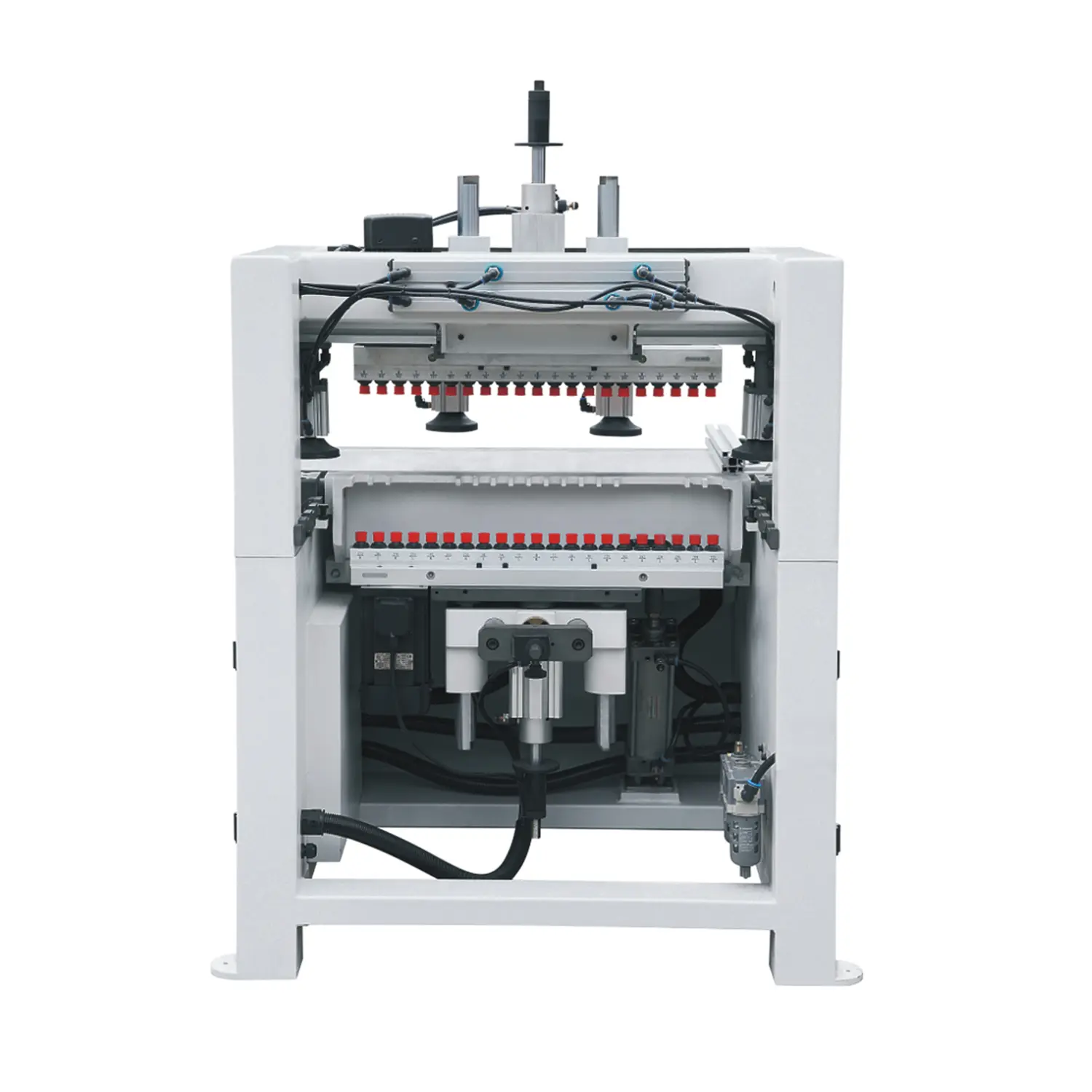
تُستخدم ماكينة الثقب متعددة المغازل بشكل شائع لمجموعات الثقب المتكررة مثل صفوف مسامير الرفوف، وثقب الموصلات، وأنماط المفصلات، وعمليات الأجزاء القياسية الأخرى للخزانات. ميزتها الرئيسية هي التحديد المتكرر للمواقع على التخطيطات المألوفة.
تُستخدم ماكينة الثقب بنظام التحكم الرقمي CNC بشكل شائع عندما تتغير مواقع الثقوب أو أحجام الألواح أو تسلسلات الثقب بشكل متكرر. ميزتها الرئيسية هي أن منطق الثقب يمكنه اتباع برنامج القطع بدلاً من الاعتماد في الغالب على إعداد ميكانيكي ثابت.
لهذا السبب، هذه ليست مقارنة بين تقنية بسيطة وأخرى متطورة. إنها مقارنة بين ماكينة مصممة للتكرار وماكينة مصممة للتكيف.
المقايضة الأساسية هي التكرار مقابل التغيير
تحدث الكثير من أخطاء الشراء لأن المصانع تقارن فئات الماكينات دون تحديد مصدر التأخير الحقيقي أولاً. إذا كان معظم الإنتاج اليومي يتكون من جوانب خزانات متكررة، أو أرفف، أو أجزاء أدراج، أو مكونات ثابتة أخرى، فإن مشكلة الإنتاج عادةً ما تكون كيفية الحفاظ على سرعة الثقب وقابليته للتكرار عبر فترات التشغيل الطويلة. إذا كانت الطلبات تتغير باستمرار عبر الأحجام وتخطيطات الأجهزة وعائلات المنتجات، فإن المشكلة عادةً ما تكون كيفية منع أوقات التحويل من تآكل الطاقة الإنتاجية.
وهذا يجعل المقارنة الحقيقية أكثر وضوحًا:
- ماكينة الثقب متعددة المغازل عادةً ما تحمي الإيقاع في العمل الثابت.
- ماكينة الثقب بنظام التحكم الرقمي CNC عادةً ما تحمي المرونة في العمل المتغير.
- لا توجد ماكينة أفضل تلقائيًا خارج سير العمل الذي صُممت لدعمه.
هذا مهم لأن الماكينة المرنة يمكن أن تُستخدم بشكل ناقص في مصنع شديد التوحيد القياسي، بينما يمكن لماكينة الأنماط المتكررة أن تصبح عنق زجاجة في بيئة كثيرة التغيير.
جدول القرار جنبًا إلى جنب
| عامل القرار | ماكينة الثقب متعددة المغازل | ماكينة الثقب بنظام التحكم الرقمي CNC | الخيار الأقوى |
|---|---|---|---|
| أنماط نظام 32 مم المتكررة أو أنماط الخزانات القياسية المماثلة | عادةً أقوى لأن نمط الثقب يظل ثابتًا عبر العديد من القطع | يمكنها التعامل مع العمل، لكن قد لا تُستخدم الكثير من مرونتها | الثقب متعدد المغازل |
| التباين المتكرر في الثقوب من طلب لآخر | عادةً أضعف لأن منطق الإعداد يتغير في كثير من الأحيان | عادةً أقوى لأن تغييرات النمط يمكن أن تتبع البرنامج | CNC |
| الطاقة الإنتاجية لعائلات القطع الثابتة | قوية بشكل عام عندما تعمل نفس مجموعات الثقب طوال الوردية | قوية، لكنها ليست دائمًا أبسط إجابة إنتاجية للعمل المتكرر | الثقب متعدد المغازل |
| وقت التحويل بين أنواع القطع المختلفة | غالبًا ما يكون أكثر اضطرابًا عندما تختلف التخطيطات كثيرًا | عادةً أفضل عندما يتحول الإنتاج بين برامج القطع بانتظام | CNC |
| روتين المشغل على العمل الموحد | غالبًا ما يكون من الأسهل تثبيته بمجرد تثبيت المراجع والأنماط | يمكن أن يكون فعالاً جدًا، لكن سير العمل قد يتطلب انضباطًا رقميًا أكثر | الثقب متعدد المغازل |
| التعديلات الهندسية وتحديثات المنتج | أقل ملاءمة عندما يتغير منطق الثقب كثيرًا | عادةً أقوى عندما تحتاج تعليمات الثقب إلى التغيير بسرعة | CNC |
| حالة الاستخدام المثلى | ثقب أجزاء الخزانات المتكررة بتخطيطات ثابتة | دفعات مختلطة، وأعمال مخصصة، وتنوع يعتمد على البرنامج | يعتمد على مزيج العمل |
يظهر الجدول لماذا يجب ربط هذا القرار بهيكل الإنتاج بدلاً من تسميات الماكينة. ماكينة واحدة تفوز عادةً بحماية الإخراج المتكرر. الأخرى تفوز عادةً بحماية التغيير.
اختر ماكينة الثقب متعددة المغازل عندما تدفع القطع الثابتة الإخراج
عادةً ما تكون ماكينة الثقب متعددة المغازل الخيار الأقوى عندما يعرف المصنع بالفعل نمط الثقب ويتوقع تكراره عبر حصة كبيرة من الإخراج اليومي.
ينطبق هذا عادةً عندما:
- تتبع مكونات الخزانة منطق أجهزة ثابتًا.
- تتكرر مجموعات مسامير الرفوف أو الموصلات أو ثقوب المفصلات عبر عائلات القطع.
- يعتمد الإخراج على إيقاع العملية أكثر من اعتماده على تغييرات البرنامج المستمرة.
- من المقرر أن تعمل خلية الثقب كمحطة إنتاج مخصصة.
- انضباط الإعداد الأبسط له قيمة أكبر من مرونة النمط الواسعة.
في تلك البيئة، المكسب العملي ليس مجرد عمل الثقوب. بل هو التحكم الأسهل في العملية. يمكن للفريق الحفاظ على استقرار المراجع، وتقليل التفسير غير الضروري للإعداد، وتغذية التجميع بقطع مثقوبة أكثر قابلية للتنبؤ. إذا كان تركيب الأجهزة في المراحل النهائية يعتمد على أنماط متكررة ومألوفة، فإن ماكينة الثقب متعددة المغازل غالبًا ما تحافظ على حركة الخط مع اضطراب يومي أقل.
اختر ماكينة الثقب بنظام التحكم الرقمي CNC عندما يدفع تباين النمط التكلفة
عادةً ما تكون ماكينة الثقب بنظام التحكم الرقمي CNC الخيار الأقوى عندما يأتي أكبر خسارة إنتاجية من تغيير المهام بدلاً من تكرارها.
ينطبق هذا عادةً عندما:
- تتغير أحجام القطع وتخطيطات الثقوب بشكل متكرر.
- ينتج المصنع دفعات مختلطة أو خزائن مخصصة.
- تحتاج التعديلات الهندسية إلى الوصول إلى الإنتاج بسرعة.
- إعادة الضبط اليدوي بين المهام يؤدي إلى إبطاء الإخراج.
- يجب أن يظل الثقب متوافقًا بشكل وثيق مع بيانات الإنتاج الرقمية.
في تلك الظروف، القيمة الرئيسية للثقب CNC ليست أن كل قطعة تُثقب بشكل أسرع بشكل منفرد. القيمة هي أن منطق الثقب يمكن أن يتغير مع إعادة عمل مادي أقل حول الماكينة. عندما يكون مزيج المنتج غير مستقر، يمكن للثقب المدفوع بالبرنامج حماية قابلية التكرار دون إجبار المشغل على إعادة بناء الإعداد في كل مرة يتغير فيها الطلب.
عندما لا تكون أفضل إجابة إما/أو
لا ينبغي لبعض المصانع أن تؤطر هذا كقرار إما/أو بحت. إذا كان جزء من العمل موحدًا بشكل كبير بينما يتغير جزء آخر باستمرار، فإن الإجابة الأكثر عملية قد تكون فصل العمل حسب استقرار النمط.
على سبيل المثال، قد تكون جوانب الخزانات المتكررة والأرفف وأجزاء الأجهزة الشائعة أكثر ملاءمة لمحطة الثقب متعدد المغازل، بينما قد تكون القطع الخاصة والألواح المخصصة والقطع المنقحة بشكل متكرر أكثر ملاءمة للثقب بنظام التحكم الرقمي CNC. يمكن لهذا النهج تقليل التنازلات لأن كل ماكينة تتعامل مع نوع العمل الذي تدعمه بشكل أفضل.
هذا مهم بشكل خاص في المصانع حيث يدفع العمل القياسي كبير الحجم مقابل سرعة العملية، لكن العمل المرن لا يزال مهمًا للهامش أو لمزيج العملاء. في هذه الحالة، غالبًا ما يكون القرار الخاطئ هو محاولة إجبار فئة ماكينة واحدة على أداء كلا الدورين بشكل جيد على قدم المساواة.
أسئلة للإجابة قبل الشراء
قبل الاختيار بين الاثنين، من المفيد الإجابة بوضوح على بعض أسئلة العملية:
- هل معظم قطعك اليومية المثقوبة مبنية حول مجموعات ثقوب ثابتة ومتكررة؟
- كم مرة يتغير تخطيط الثقب بين الطلبات أو وحدات SKU أو المراجعات التصميمية؟
- هل عنق الزجاجة الحقيقي هو دورة الثقب نفسها أم وقت التحويل المحيط بها؟
- هل تأتي مشاكل التجميع من انحراف النمط المتكرر أم من تباين القطع المختلطة؟
- هل يجب أن يظل الثقب محطة مخصصة أم يصبح جزءًا من تدفق معالجة ألواح رقمية أوسع؟
إذا كان السؤال الأخير يشير نحو استراتيجية أوسع للقص والتوجيه والثقب (cut-route-drill) بدلاً من محطة معالجة ثقوب مخصصة، فإن بعض المصنعين يقارنون أيضًا معدات الثقب المستقلة مع ماكينات التجميع CNC لتحديد أين يجب أن تعيش المرونة في الخط الإجمالي.
الهدف ليس خلق المزيد من التعقيد قبل الشراء. بل هو التأكد من أن الماكينة تطابق المصدر الحقيقي للخسارة الإنتاجية.
ملخص عملي
إذا كان مصنعك يدير أجزاء خزانات ثابتة بأنماط ثقوب متكررة، فإن ماكينة الثقب متعددة المغازل غالبًا ما تكون الخيار الأفضل لأنها تحافظ على بساطة الثقب وقابليته للتكرار وسهولة الحفاظ عليه بوتيرة الإنتاج. إذا كان مصنعك يتعامل مع تغييرات متكررة في الطلبات، ودفعات مختلطة، وتباين في الأنماط، فإن ماكينة الثقب بنظام التحكم الرقمي CNC غالبًا ما تكون الخيار الأفضل لأنها تحمي سرعة التحويل واتساق الثقب في نفس الوقت.
لا توجد ماكينة أفضل عالميًا. إحداهما عادةً ما تكون أقوى للتكرار. والأخرى عادةً ما تكون أقوى للتباين. وفي بعض المصانع، يكون الاختيار الأذكى هو ترك كل ماكينة تتعامل مع العمل الذي يناسبها بشكل أفضل.
يصبح القرار الصحيح أكثر وضوحًا بمجرد أن تتوقف عن السؤال عن أي ماكينة أكثر تقدمًا وتبدأ في السؤال عن أي منها يزيل القيد الأكبر من سير عملك الفعلي.


