
 English
English  Español
Español  Italiano
Italiano  Deutsch
Deutsch  Français
Français  Português
Português  العربية
العربية  Türkçe
Türkçe  Русский
Русский  Tiếng Việt
Tiếng Việt  한국어
한국어  简体中文
简体中文 
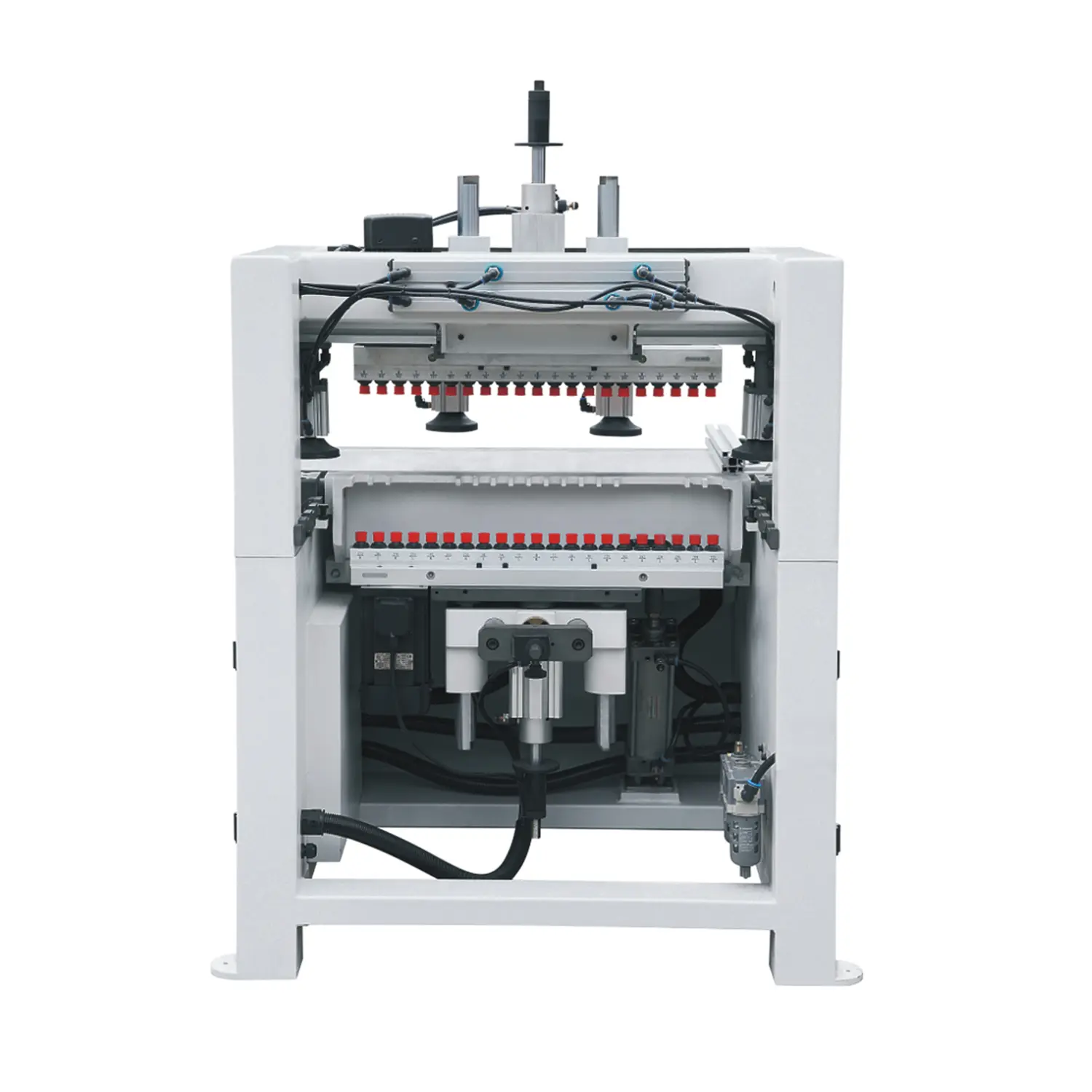
キャビネット部品が穴あけステーションで待機を始めるとき、最大のロスとなるのは通常、穴を開けるのに必要な秒数ではありません。それは、基準点の再確認、レイアウトの再設定、初品の検証、そして後工程の組立でのフィット問題の修正に費やされる時間です。そのため、CNC穴あけ盤とマルチスピンドルボーリング盤の選択は、どちらの機械がより先進的に聞こえるかではなく、工程の安定性に基づいて行うべきです。
ボーリング盤と穴あけ盤を比較するメーカーにとって、実用的な違いは明確です。マルチスピンドルボーリング盤は、安定した部品ファミリーで穴グループが繰り返される場合に、通常はより適しています。CNC穴あけ盤は、部品のロジックが頻繁に変更され、穴あけがプログラム駆動の生産に従い、手動による再設定が少なくて済む場合に、通常はより適しています。どちらも正確な穴加工を実現できます。本当の問題は、日常の生産モデルからどの機器がより多くの摩擦を取り除くかということです。
各機械が本当に最適化されていること
多くの工場では、「ボーリング」と「穴あけ」という用語が重複して使用されています。サプライヤーによっては、市場や用途に応じて、同様の設備をマルチスピンドル穴あけ盤、ライン穿孔盤、またはボーリング盤と表現することもあります。選定の目的では、より有用な区別は用語だけではありません。それは、機械の背後にある生産ロジックです。
マルチスピンドルボーリング盤は、棚ピン列、コネクタ用穴、丁番関連パターンなど、標準化されたキャビネット部品操作といった反復的な穴グループに一般的に使用されます。その主な利点は、使い慣れたレイアウトでの反復位置決めにあります。
CNC穴あけ盤は、穴位置、パネルサイズ、または穴あけシーケンスがより頻繁に変更される場合に一般的に使用されます。その主な利点は、穴あけロジックが主に固定された機械的セットアップに依存するのではなく、部品プログラムに従うことができることです。
そのため、これは単純な技術と高度な技術の比較ではありません。繰り返し実行するために作られた機械と、適応するために作られた機械との比較です。
核心となるトレードオフ:反復と変更
多くの購入ミスは、工場が実際の遅延の原因を特定せずに機械のカテゴリを比較してしまうことで発生します。日々の生産量のほとんどが繰り返しのキャビネット側板、棚板、引き出し部品、またはその他の安定したコンポーネントで構成されている場合、生産上の問題は通常、長時間の連続運転でいかに穴あけを高速かつ再現性高く維持するかです。注文がサイズ、金具レイアウト、製品ファミリーにわたって絶えず変動する場合、問題は通常、段取り替えがスループットを低下させないようにする方法です。
これにより、実際の比較がより明確になります:
- マルチスピンドルボーリング盤は、通常、安定した作業でリズムを維持します。
- CNC穴あけ盤は、通常、変化する作業で柔軟性を維持します。
- どちらの機械も、サポートすることを意図されたワークフローの外では自動的に優れているわけではありません。
これは重要なことです。なぜなら、柔軟な機械は高度に標準化された工場では十分に活用されない可能性があり、一方で反復パターンの機械は変更の多い環境ではボトルネックになる可能性があるからです。
比較判断表
| 意思決定要因 | マルチスピンドルボーリング盤 | CNC穴あけ盤 | より適した方 |
|---|---|---|---|
| 32mmシステムまたは類似の標準キャビネットパターンの反復 | 穴あけパターンが多くの部品で一貫しているため、通常はより強力 | 作業は処理できるが、柔軟性の多くが未使用になる可能性がある | マルチスピンドルボーリング |
| 注文ごとの頻繁な穴バリエーション | セットアップロジックの変更が頻繁になるため、通常は弱い | パターン変更がプログラムに追随できるため、通常はより強力 | CNC穴あけ |
| 安定した部品ファミリーでのスループット | 同じ穴あけグループがシフト全体で稼働する場合、一般的に強力 | 強いが、反復作業に対する最も単純な生産ソリューションとは限らない | マルチスピンドルボーリング |
| 異なる部品種間の段取り替え | レイアウトが頻繁に変わる場合、しばしばより多くの混乱を引き起こす | 生産が定期的に部品プログラム間で切り替わる場合、通常は優れている | CNC穴あけ |
| 標準化された作業におけるオペレーターのルーチン | 基準とパターンが固定されれば、安定化が容易なことが多い | 非常に効果的であり得るが、ワークフローにより多くのデジタル規律が必要になる場合がある | マルチスピンドルボーリング |
| エンジニアリング改訂と製品更新 | 穴ロジックが頻繁に変わる場合、利便性が低い | 穴あけ指示を素早く変更する必要がある場合、通常はより強力 | CNC穴あけ |
| 最適な使用例 | 安定したレイアウトでの繰り返しキャビネット部品の穴あけ | 混合バッチ、カスタムワーク、プログラム駆動のバリエーション | ジョブミックスによる |
この表は、この決定が機械のラベルではなく、生産構造に結び付けられるべき理由を示しています。一方の機械は通常、反復出力を保護することに優れています。もう一方は通常、変更を保護することに優れています。
安定した部品が生産量を牽引する場合、マルチスピンドルボーリング盤を選択
マルチスピンドルボーリング盤は、工場が既に穴パターンを把握しており、それを日々の生産量の大部分で繰り返すことが予想される場合、通常はより強力な選択肢です。
これは、通常以下の場合に当てはまります:
- キャビネットコンポーネントが安定した金具のロジックに従う。
- 棚ピン、コネクタ、または丁番の穴グループが部品ファミリー間で繰り返される。
- 生産量が絶え間ないプログラム変更よりも工程リズムに依存する。
- 穴あけセルが専用生産ステーションとして稼働することを意図している。
- 広範なパターン柔軟性よりも、より単純なセットアップ規律が価値がある。
そのような環境では、実用的な利点は単に穴を開けることだけではありません。それは工程管理が容易になることです。チームは基準を安定させ、不要なセットアップの解釈を減らし、より予測可能な穴あけ部品を組立に供給できます。ダウンストリームの金具取り付けが繰り返しの使い慣れたパターンに依存する場合、マルチスピンドルボーリング盤は、日々の混乱を減らしてラインを動かし続けることがよくあります。
パターンのバリエーションがコストを生む場合、CNC穴あけ盤を選択
CNC穴あけ盤は、最大の生産ロスが作業の反復ではなく変更から生じる場合、通常はより強力な選択肢です。
これは、通常以下の場合に当てはまります:
- 部品サイズと穴レイアウトが頻繁に変更される。
- 工場が混合バッチまたはカスタムキャビネットを生産する。
- エンジニアリング改訂を迅速に生産に反映する必要がある。
- ジョブ間の手動再設定が生産速度を低下させている。
- 穴あけがデジタル生産データと密接に連携する必要がある。
これらの条件下では、CNC穴あけの主な価値は、個々の部品をより速く穴あけできることではありません。価値は、穴あけロジックが機械周辺での物理的な再加工を減らして変更できることです。製品ミックスが不安定な場合、プログラム駆動の穴あけは、注文が変わるたびにオペレーターにセットアップの再構築を強制することなく、再現性を保護できます。
最良の答えが二者択一ではない場合
一部の工場では、これを純粋な二者択一の問題と捉えるべきではありません。ビジネスの一部が高度に標準化されている一方で、別の部分が絶えず変化する場合、最も実用的な答えは、パターンの安定性によって作業を分離することかもしれません。
例えば、繰り返しのキャビネット側板、棚板、一般的な金具部品はマルチスピンドルボーリングステーションに適している一方、特殊品、カスタムパネル、頻繁に改訂される部品はCNC穴あけに適している可能性があります。このアプローチにより、各機械が最も得意とするタイプの作業を処理するため、妥協を減らすことができます。
これは、標準量産品が工程速度で利益を生むが、柔軟な作業が依然として利益率や顧客構成にとって重要である工場で特に重要です。そのような状況では、間違った決定は、1つの機械カテゴリに両方の役割を均等に担わせようとすることであることが多いです。
購入前に答えるべき質問
この2つを選択する前に、いくつかの工程上の質問に明確に答えることが役立ちます:
- 日常的に穴あけする部品のほとんどは、安定した繰り返しの穴グループを中心に構成されていますか?
- 注文、SKU、または設計改訂の間で、穴レイアウトはどのくらいの頻度で変わりますか?
- 実際のボトルネックは、穴あけサイクル自体ですか、それともその周辺の段取り替えですか?
- 組立の問題は、繰り返しパターンのズレから生じていますか、それとも混合部品のバリエーションからですか?
- 穴あけは専用ステーションのままであるべきですか、それともよりデジタル化されたパネル加工フローの一部になるべきですか?
最後の質問が、専用の穴加工ステーションではなく、より広範な切断-ルーティング-穴あけ戦略を指向している場合、一部のメーカーは、全体のラインにおいてどこに柔軟性を持たせるべきかを判断するために、スタンドアロンの穴あけ設備をCNCネスティングマシンと比較することもあります。
重要なのは、購入前にさらに複雑さを生み出すことではなく、機械が生産ロスの真の原因と一致することを確実にすることです。
実用的なまとめ
工場で繰り返しの穴パターンを持つ安定したキャビネット部品を生産する場合、マルチスピンドルボーリング盤は、穴あけをシンプルかつ再現性高く維持し、生産ペースを保持しやすいため、しばしばより良い選択です。工場で頻繁な注文変更、混合バッチ、パターンのバリエーションを扱う場合、CNC穴あけ盤は、段取り替えの速さと穴あけの一貫性を同時に保護できるため、しばしばより良い選択です。
どちらの機械も普遍的に優れているわけではありません。一方は通常、反復に優れています。もう一方は通常、バリエーションに優れています。また、一部の工場では、最も賢い選択は、各機械に最も適した作業を処理させることです。
「どちらの機械がより先進的か」ではなく、「どちらが実際のワークフローにおけるより大きな制約を取り除くか」を問い始めれば、正しい決定ははるかに明確になります。


