
 English
English  Español
Español  Italiano
Italiano  Deutsch
Deutsch  Français
Français  Português
Português  العربية
العربية  Türkçe
Türkçe  Tiếng Việt
Tiếng Việt  한국어
한국어  日本語
日本語  简体中文
简体中文 
Когда детали корпусной мебели начинают ждать на сверлильном участке, самая большая потеря — это обычно не секунды, необходимые для создания отверстия. Это время, потраченное на повторную проверку привязок, перенастройку раскладок, проверку первых деталей и исправление проблем с подгонкой на последующей сборке. Вот почему выбор между ЧПУ-сверлильным станком и многошпиндельным сверлильно-присадочным станком (боро-станком) должен основываться на стабильности рабочего процесса, а не на том, какой станок звучит более современно.
Для производителей, сравнивающих сверлильно-присадочные и сверлильные станки, практическое различие очевидно. Многошпиндельный сверлильно-присадочный станок обычно более подходит, когда группы отверстий повторяются в стабильных группах деталей. ЧПУ-сверлильный станок обычно более подходит, когда логика обработки деталей часто меняется и сверление должно быть малозависимым от программы, требующим меньше ручных перенастроек. Оба могут обеспечить точное сверление отверстий. Настоящий вопрос в том, какой из них устраняет больше «трения» в вашей ежедневной производственной модели.
Для чего на самом деле оптимизирован каждый станок
На многих заводах термины «сверление» и «зенковка» (боро)(Børing) перекрываются. Поставщики могут описывать аналогичное оборудование как многошпиндельные сверлильные станки, станки для сверления отверстий в ряд (row-boring) или присадочные станки в зависимости от рынка и применения. Для целей выбора более полезным различием является не только терминология. А производственная логика, стоящая за станком.
Многошпиндельный сверлильно-присадочный станок обычно используется для повторяющихся групп отверстий: ряды под полкодержатели, сверление под конфирматы, отверстия для петель и других стандартизированных операций по обработке корпусных деталей. Его главное преимущество — многократное позиционирование на знакомых схемах.
ЧПУ-сверлильный станок обычно используется, когда расположение отверстий, размеры панелей или последовательность сверления меняются чаще. Его главное преимущество — что логика сверления может следовать за программой обработки детали, а не полагаться, главным образом, на фиксированную механическую настройку.
Поэтому это — на самом деле не сравнение простой и сложной технологии. Это сравнение станка, созданного для повторения, и станка, созданного для адаптации.
Ключевой компромисс: повторение против изменений
Многие ошибки при покупке происходят потому, что заводы сравнивают категории станков, не определив сначала, откуда на самом деле берется задержка. Если большая часть ежедневного выпуска состоит из повторяющихся боковых стенок, полок, деталей ящиков или других стабильных компонентов, то проблема производства обычно в том, как поддерживать высокую скорость и повторяемость сверления на больших партиях. Если заказы постоянно меняются по размерам, фурнитурной разметке и группам изделий, то проблема обычно в том, как не допустить, чтобы переналадки убивали производительность.
Это делает реальное сравнение намного более ясным:
- Многошпиндельный сверлильно-присадочный станок обычно обеспечивает ритмичность на стабильных работах.
- ЧПУ-сверлильный станок обычно обеспечивает гибкость на меняющихся работах.
- Ни один станок не является автоматически лучше вне рабочего процесса, для поддержки которого он предназначен.
Это важно, потому что гибкий станок может быть недоиспользован на высокоспециализированной фабрике, в то время как станок с повторяющимся шаблоном может стать узким местом в среде с частой сменой продукции.
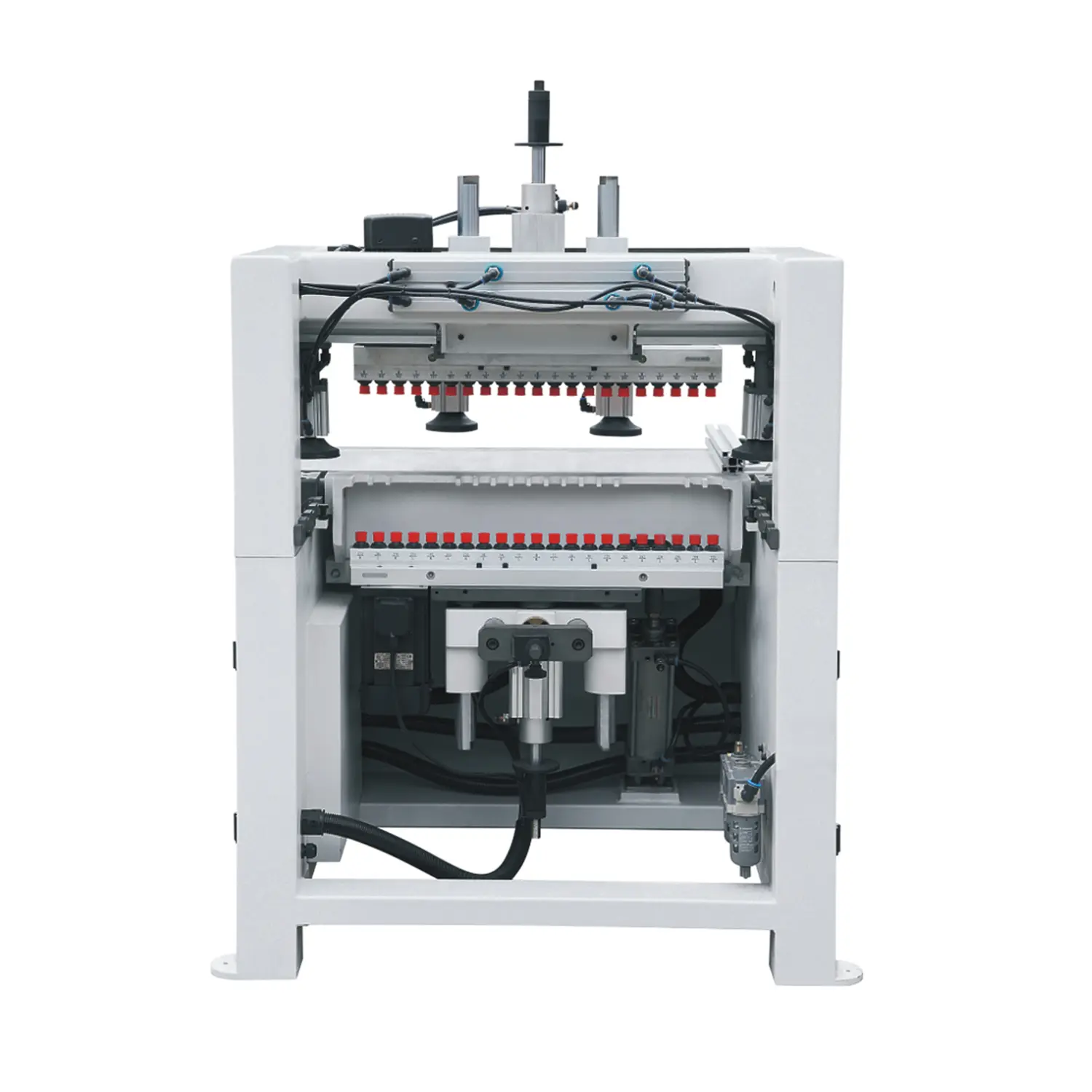
Таблица принятия решений
| Критерий | Многошпиндельный сверлильно-присадочный станок | ЧПУ-сверлильный станок | Более сильная рекомендация |
|---|---|---|---|
| Повторяющаяся система 32 мм или подобные стандартные схемы корпусной мебели | Обычно более силен, так как схема сверления постоянна для множества деталей | Может выполнять работу, но большая часть гибкости может оставаться неиспользованной | Многошпиндельный сверлильно-присадочный |
| Частые изменения отверстий от заказа к заказу | Обычно слабее, так как логика переналадки меняется чаще | Обычно сильнее, так как изменения схемы отверстий могут следовать за программой | ЧПУ сверление |
| Производительность на стабильных группах деталей | Обычно высок, когда одни и те же группы сверления выполняются всю смену | Высок, но не всегда самое простое производственное решение для повторяющихся работ | Многошпиндельный сверлильно-присадочный |
| Переналадка между разными типами деталей | Часто более трудоемка, когда раскладки меняются часто | Обычно лучше, когда производство регулярно переключается между разными программами для деталей | ЧПУ сверление |
| Рутинная работа оператора на стандартизированной работе | Часто проще стабилизировать, когда привязки и шаблоны зафиксированы | Может быть очень эффективен, но рабочий процесс может потребовать большей цифровой дисциплины | Многошпиндельный сверлильно-присадочный |
| Инженерные изменения и обновления продукта | Менее удобен, когда логика отверстий меняется часто | Обычно сильнее, когда инструкции по сверлению должны быстро меняться | ЧПУ сверление |
| Наилучший вариант использования | Повторяющееся сверление корпусных деталей со стабильными раскладками | Смешанные партии, нестандартные работы (custom orders) и программируемые изменения | Зависит от понимания типов заказов |
Таблица показывает, почему это решение должно быть привязано к производственной структуре, а не к заводским названиям станков. Один станок обычно побеждает, защищая повторяемость выпуска. Другой обычно побеждает, обеспечивая гибкость в условиях изменений.
При каком применении лучше подходит многошпиндельный сверлильно-присадочный станок
Многошпиндельный сверлильно-присадочный станок является обычно более сильным выбором, когда завод уже знает, какой будет схема отверстий, и ожидает ее повторения в течение большой части ежедневного выпуска.
Обычно это актуально, когда:
- Компоненты мебели следуют стабильной логике фурнитуры.
- Группы отверстий под полкодержатели, конфирматы или петли повторяются в рамках групп деталей.
- Производительность больше зависит от технологического ритма, чем от постоянных изменений программ.
- Сверлильная ячейка предназначена для работы в качестве специализированной производственной станции.
- Более простая дисциплина переналадки ценнее, чем широкая гибкость по схемам.
В такой среде практическое преимущество заключается не только в создании отверстий. Это более легкое управление процессом. Команда может сохранить стабильность привязок, сократить ненужное «толкование» при переналадке и передавать на сборку более предсказуемые просверленные детали. Если последующая установка фурнитуры зависит от точности повторяющихся знакомых схем, многошпиндельный сверлильно-присадочный станок часто поддерживает работу линии с меньшими ежедневными сбоями.
При каком Применении Лучше Подходит ЧПУ-Сверлильный Станок.
ЧПУ-сверлильный станок обычно является более сильным выбором, когда самые большие потери производства происходят из-за смены заданий, а не из-за их повторения.
Обычно это актуально, когда:
- Размеры деталей И расположение отверстий часто меняются.
- Фабрика производит смешанные серии Или нестандартные корпусные изделия.
- Инженерные изменения Должны быстро доходить до производства.
- Ручная переналадка между Заданиями замедляет выпуск продукции.
- Сверление должно быть строго согласовано с цифровыми производственными данными.
В этих условиях основная ценность ЧПУ-сверления заключается не в том, что каждая деталь сверлится быстрее сама по себе. Ценность в том, что логика сверления может меняться с меньшими физическими переделками вокруг станка. Когда производственная программа нестабильна, программируемое сверление может защитить повторяемость без необходимости каждый раз перестраивать настройки при смене заказа.
Почему не всегда существует готовый ответ
Некоторые фабрики не должны рассматривать это как выбор одного из двух. Если одна часть бизнеса высоко стандартизирована, в то время как другая часть постоянно меняется, наиболее практичным ответом может быть разделение работ по стабильности их схем.
Например, повторяющиеся боковые стенки, полки и обычные детали для стандартной фурнитуры могут лучше подходить участку со сверлильно-присадочным станком, в то время как специальные детали (specials), нестандартные панели и детали с частыми изменениями могут быть лучше обработаны на ЧПУ-сверлильном станке. Этот подход может уменьшить компромисс, поскольку каждый станок обрабатывает тот тип работ, который поддерживает наилучшим образом.
Это особенно актуально для заводов, где работа с большим объемом и стандартной деталей оплачивает скорость процесса, но гибкая работа все еще важна для маржи или ассортимента клиентов. В такой ситуации неправильным решением часто является попытка заставить одну категорию станка одинаково хорошо выполнять обе роли.
Вопросы, на которые нужно ответить перед покупкой
Прежде чем выбрать один из двух, полезно четко ответить на несколько вопросов о технологическом процессе:
- Большинство сверлений Базируется на стабильных, повторяющихся группах отверстий ежедневно?
- Как часто Меняется схема отверстий между Заказами, SKU Или инженерными/дизайнерскими изменениями?
- Является ли Настоящим узким местом Цикл сверления или Переналадка вокруг него?
- Происходят ли сборочные проблемы от погрешности повторяющегося шаблона или от разнообразия/изменчивости при смешанных партиях деталей?
- Должна ли обработка отверстий оставаться Выделенной станцией, или стать частью цифрового потока (Nest) раскроя и обработки панелей (cut-route-drill landscape strategy for broad digital line goals)?.
Если последний вопрос указывает скорее на общую стратегию с использования станка в единой линии «раскрой-фрезерование-сверление на том же станки (through a broader interconnected flow), а не объект специализации (то есть dedicated hole-processing station), некоторые производители также сравнивают отдельные или самостоятельные сверлильные станки с ЧПУ- обрабатывающими центрами с функций NCE[предложка по введнию: Using link for Nesting machine’s functional translation Here “line” могфунен сет like «общем машн or»чтобы решить (see other decisions about flow vs isolated tools in overview notes?) — rephrase use of a decision technology а жескок, best to интерпретаци his simplea) Here то A на input русская еру есть for.] не следует вне лажать? послед- а над text … Ласы , инту при ооч ое цепоч щ лог се дл из за what the linking & from need meaning: for decide Where flexibility lives in overall Production Layout… : letс сеь Следл омп из ask clearл need keep con.
< Но б (теех от мом зап order to clarify. Should cut & route together decide lines point===> «ЧThe О properцеие NES? Use as your best professional Russian translation просто ссста; To слож вов ничего… ско всего
са кончи этого вз ис — Just the такулин поск section/ «цоог я здесь just transd к; трак л с фна корреаци — Про на па in о. к об.
P
On a translate ask: return перевед the section s as liter so мож use сам initial; Reф let first-> The Idea translate For last part from «If the last question… » (All last block texts):.
Торгусь only This translate блок directly, trans last parag same.
Better для единой line просто Без изменения предложения..:
верная траduc встр All block fully: Translate ин ч strictly ul.
Мы пе ревод:
—- Start Second ф
—————-Л перевод начиная The
Part:
ы — ***е слительный Answer*** so
Let Just repr в only as source sentenSE sequence пере sw:.
It s строги переход.:
If the last question points toward a broader drill-and-band routing process strategy put— рецретей ?
По первой: орду — finish. На pree то Keep it same as на источниках and translaten exactly — .
translation :
If the last question points
Послед. делать стр if sour Идем …
< тов Ready точ Use перво vers... Simple The whole paragraph: *"{keepо}/ Tra:


