
 Español
Español  Italiano
Italiano  Deutsch
Deutsch  Français
Français  Português
Português  العربية
العربية  Türkçe
Türkçe  Русский
Русский  Tiếng Việt
Tiếng Việt  한국어
한국어  日本語
日本語  简体中文
简体中文 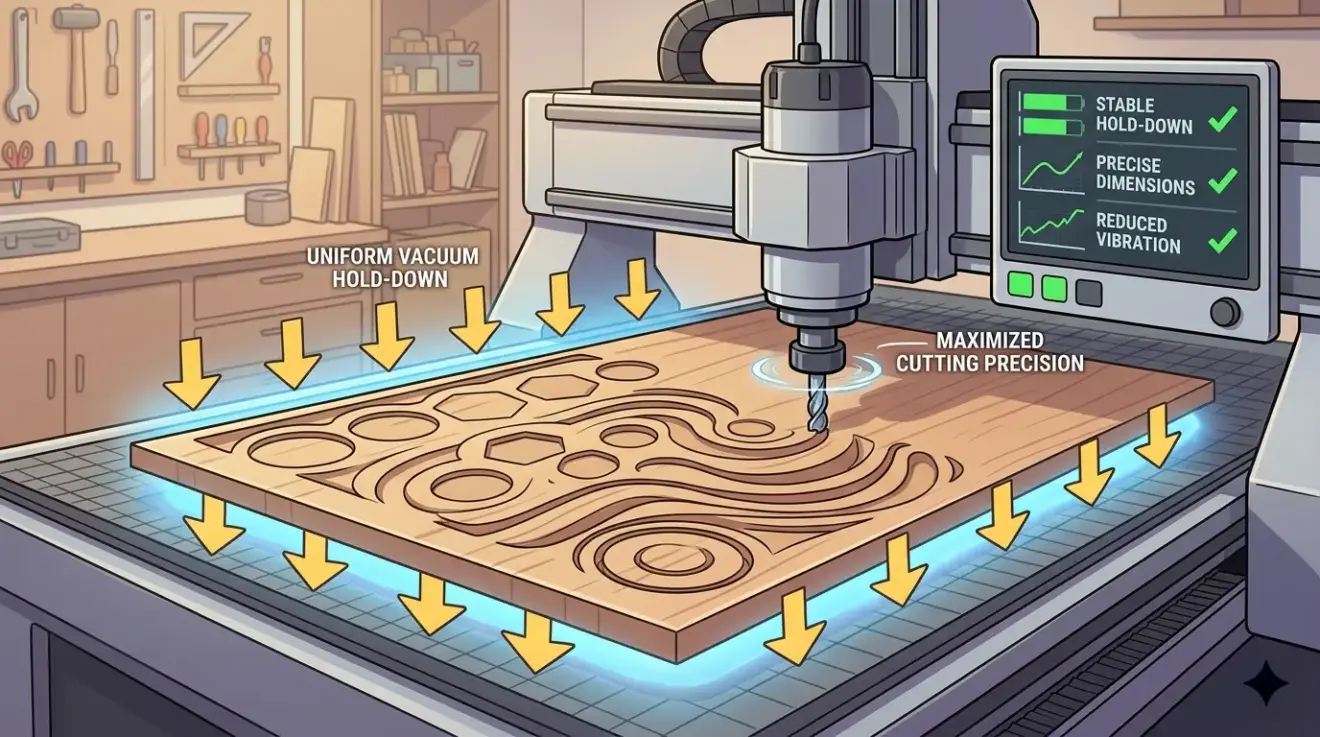
CNC Vacuum Table Guide: How Better Hold-Down Improves Accuracy
Wednesday, 29 April 2026
Routing problems are often diagnosed too late in the chain. Operators see chips, hear the spindle, check the program, and look at the tool. Meanwhile the real problem may be sitting underneath the sheet: the panel was never held securely enough to begin with. If the material lifts, flexes, leaks air around a damaged gasket,
- Published in Blog
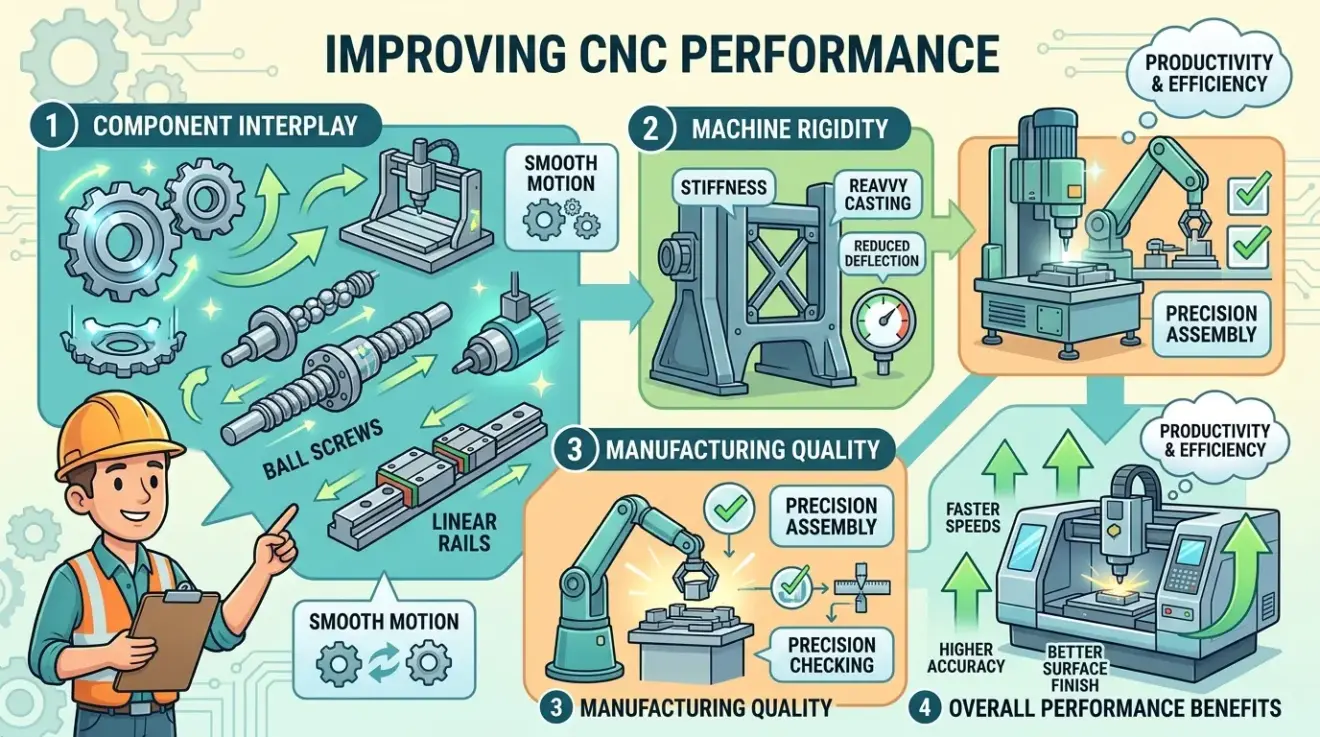
Ball Screws, Linear Rails, and Machine Rigidity: What Actually Improves CNC Performance
Wednesday, 29 April 2026
When a machine leaves a bad finish, chatters under load, or forces the operator to slow the program down, buyers often blame the wrong part first. They hear the cut sound unstable and start asking whether the machine should have had ball screws, larger rails, or a heavier frame. Those components matter, but the usual
- Published in Blog
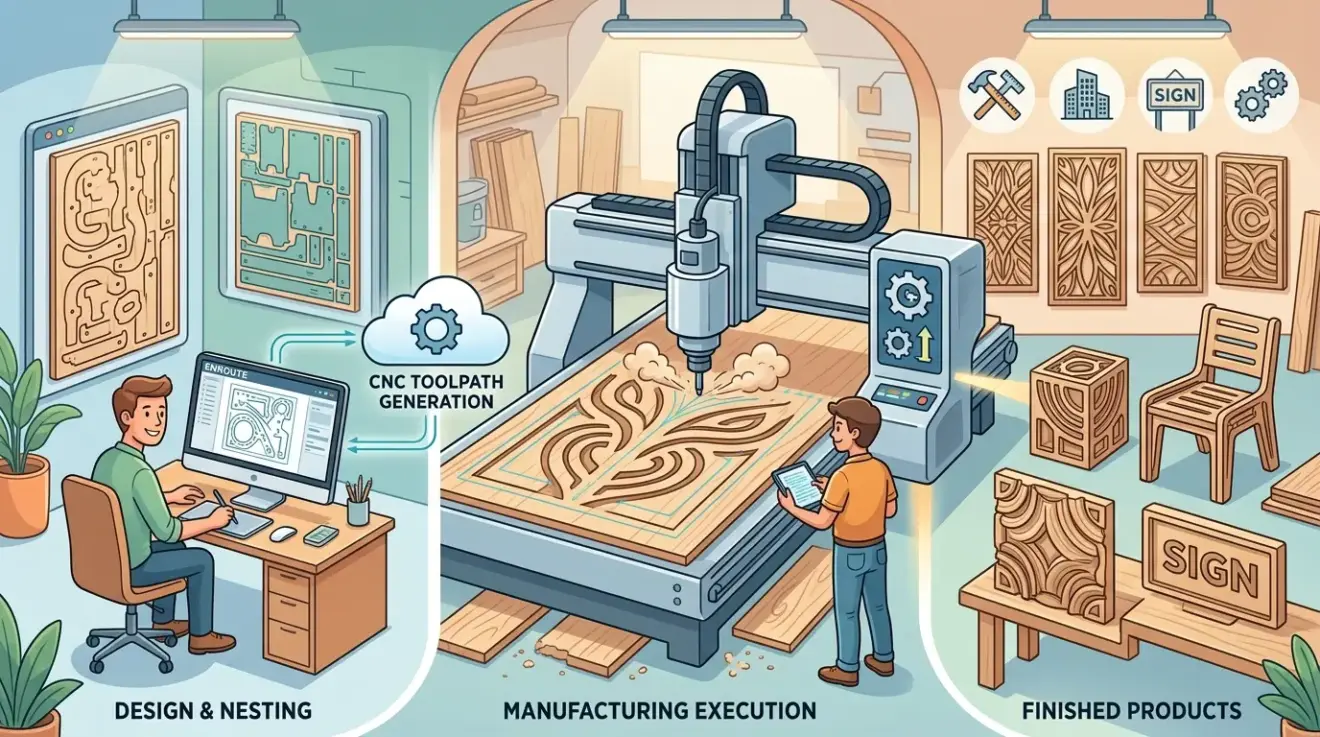
What Is EnRoute CNC Software Used For?
Wednesday, 29 April 2026
EnRoute CNC software is usually discussed by shops that do not struggle first at the spindle. They struggle earlier, when artwork, layouts, nested parts, text, profiles, and customer revisions have to be cleaned, organized, and converted into toolpaths without wasting half the shift before cutting starts. That is the real reason the software comes up.
- Published in Blog
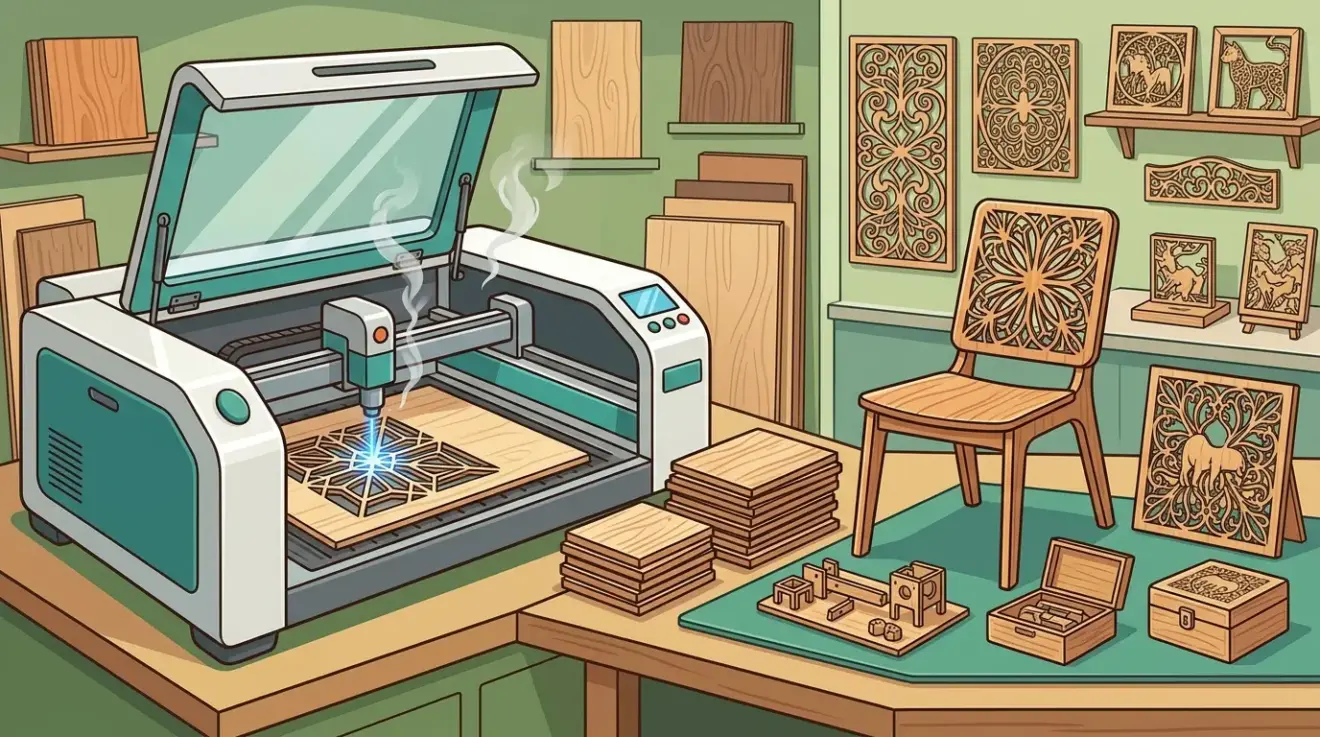
Wood Laser Cutter for Furniture, Decor, and Craft Production: Where It Fits Best
Wednesday, 29 April 2026
The term wood laser cutter sounds more specific than it really is. A furniture factory may use it to mean decorative components that need clean detail without slowing the main panel line. A decor producer may care most about visible-face quality, contour complexity, and repeatable cut patterns. A craft business may be looking for short-run
- Published in Blog
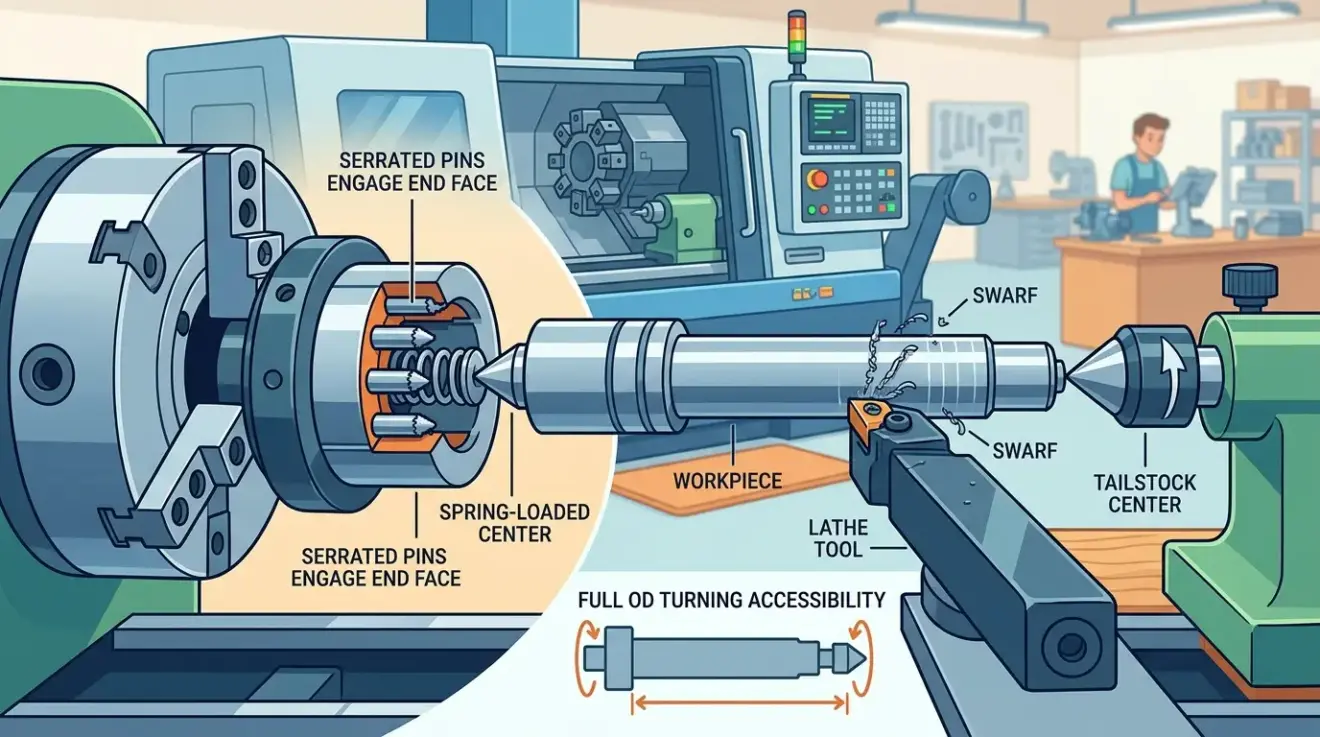
What Is a Face Driver for a CNC Lathe?
Wednesday, 29 April 2026
When a turning process depends on keeping most of the outside diameter open in one setup, ordinary chucking can become part of the problem. The jaws that hold the part also block sections of the OD, and every time the work is re-gripped the risk of runout, alignment shift, or lost concentricity rises. A face
- Published in Blog
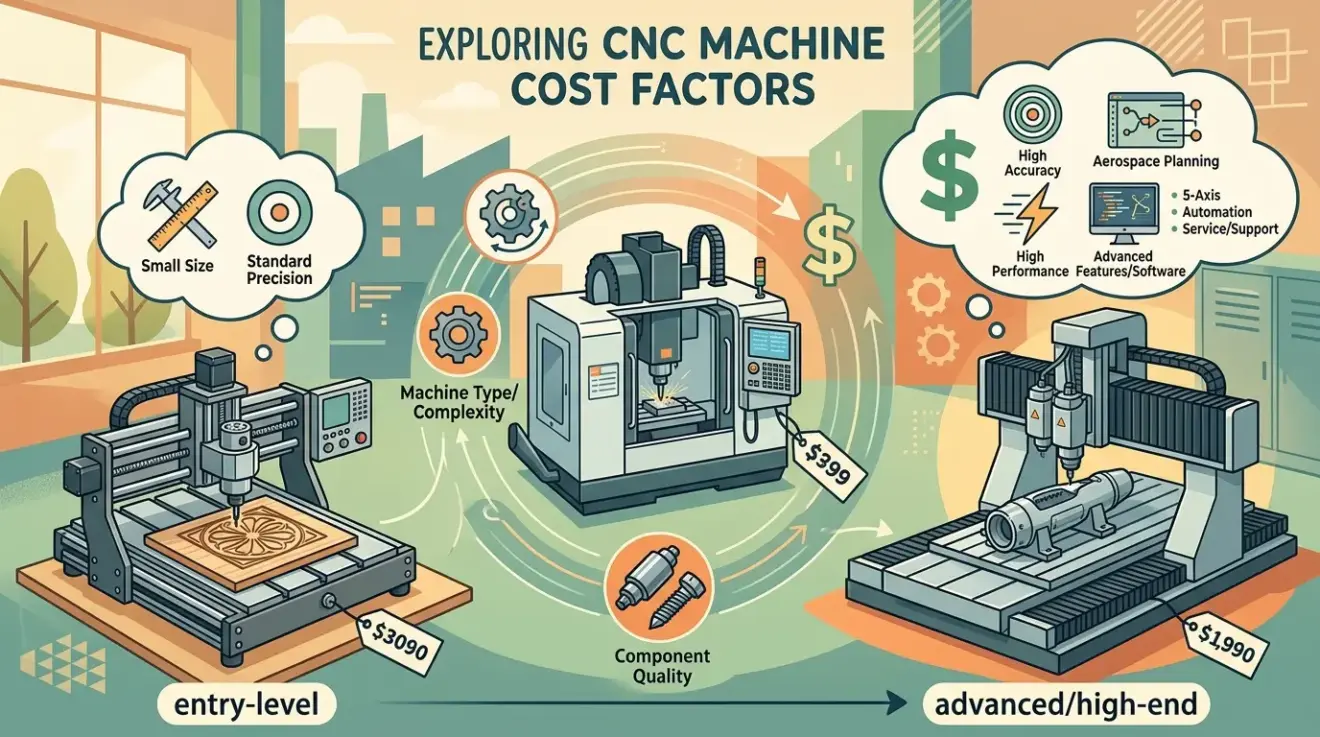
CNC Machine Price Guide: What Affects Cost Across Different Machine Types
Wednesday, 29 April 2026
A CNC machine price guide is only useful when it explains what kind of burden the buyer is paying to remove. That is the part most broad guides get wrong. They try to answer “what does a CNC machine cost?” as if routers, machining centers, lathes, stone-processing systems, laser systems, and integrated line equipment were
- Published in Blog
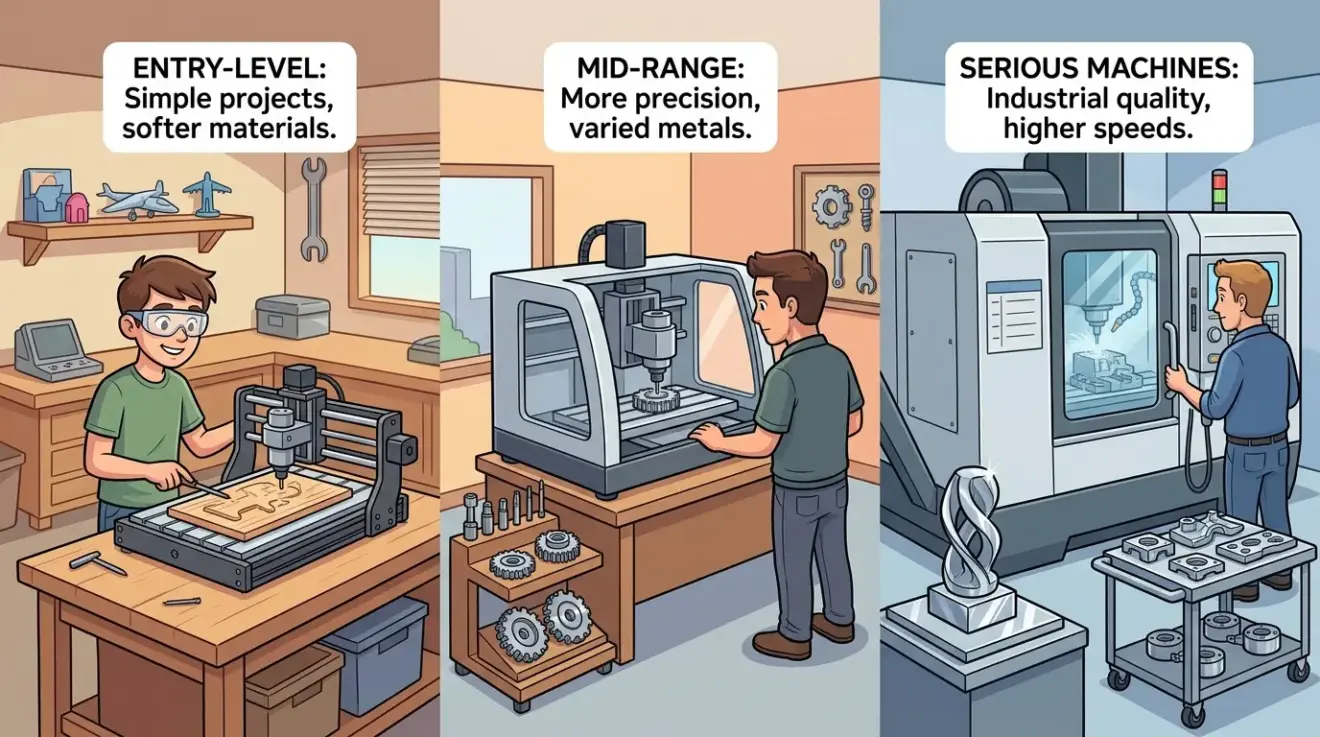
Budget CNC Mill Price Tiers: What Changes Between Entry-Level and Serious Machines
Wednesday, 29 April 2026
Mill buyers often talk about price tiers as if they are shopping a single machine that simply gets larger, faster, and more expensive as the quote climbs. That is not what usually happens in real ownership. The bigger change is that the machine asks less of the workflow as the tier rises. Setup becomes more
- Published in Blog
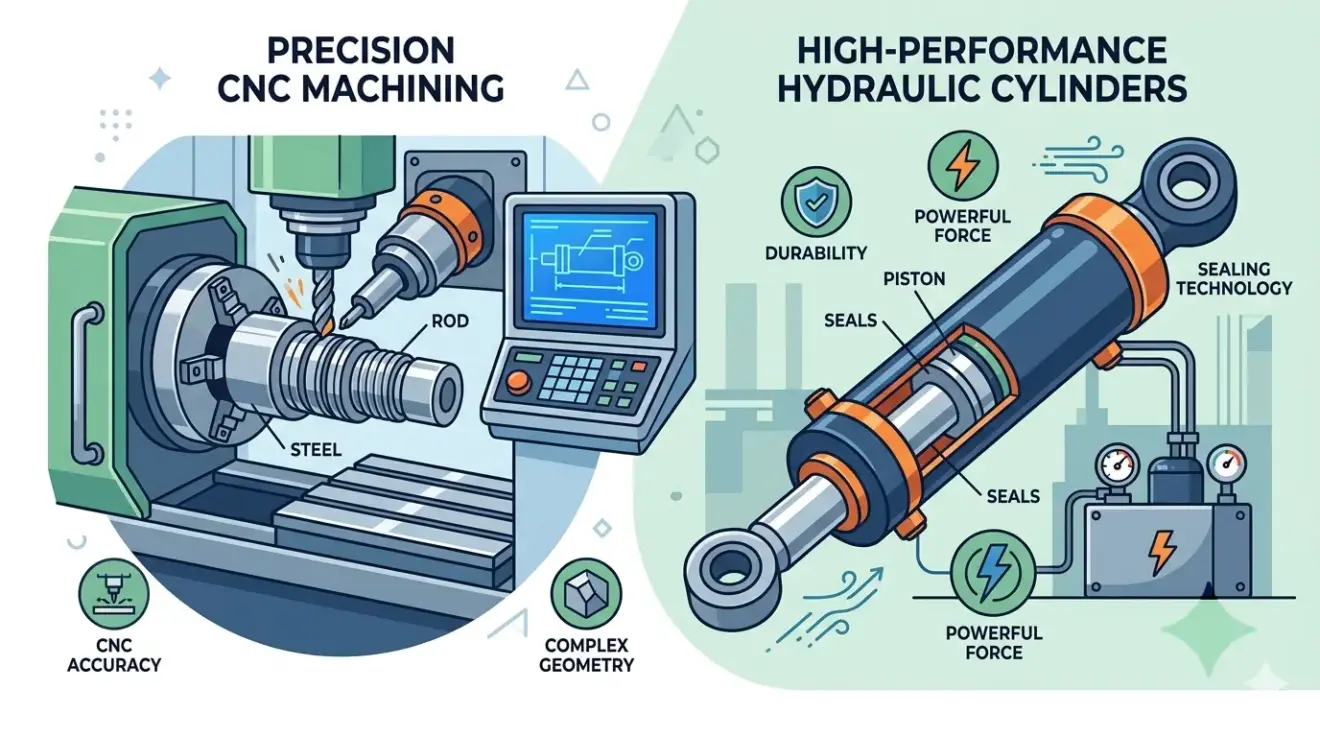
What Is a CNC Hydraulic Cylinder and How Is It Machined?
Tuesday, 28 April 2026
At first glance, a hydraulic cylinder looks like straightforward metalwork: a barrel, a rod, some threads, a few ports, sealing elements, and mounting features. In service, though, it behaves like two things at the same time. It is a pressure-containing component, and it is a guided-motion component. That means the cylinder does not succeed because
- Published in Blog

Precision Turned Components Manufacturers: How to Compare CNC Supply Partners
Tuesday, 28 April 2026
Buyers sourcing precision turned components often face a familiar problem: many suppliers appear capable on paper, but the risk only becomes visible after quotes are compared, first articles arrive, or assembly issues start showing up. Turned parts can look simple, especially when the geometry is mostly cylindrical. In reality, these parts often sit in applications
- Published in Blog
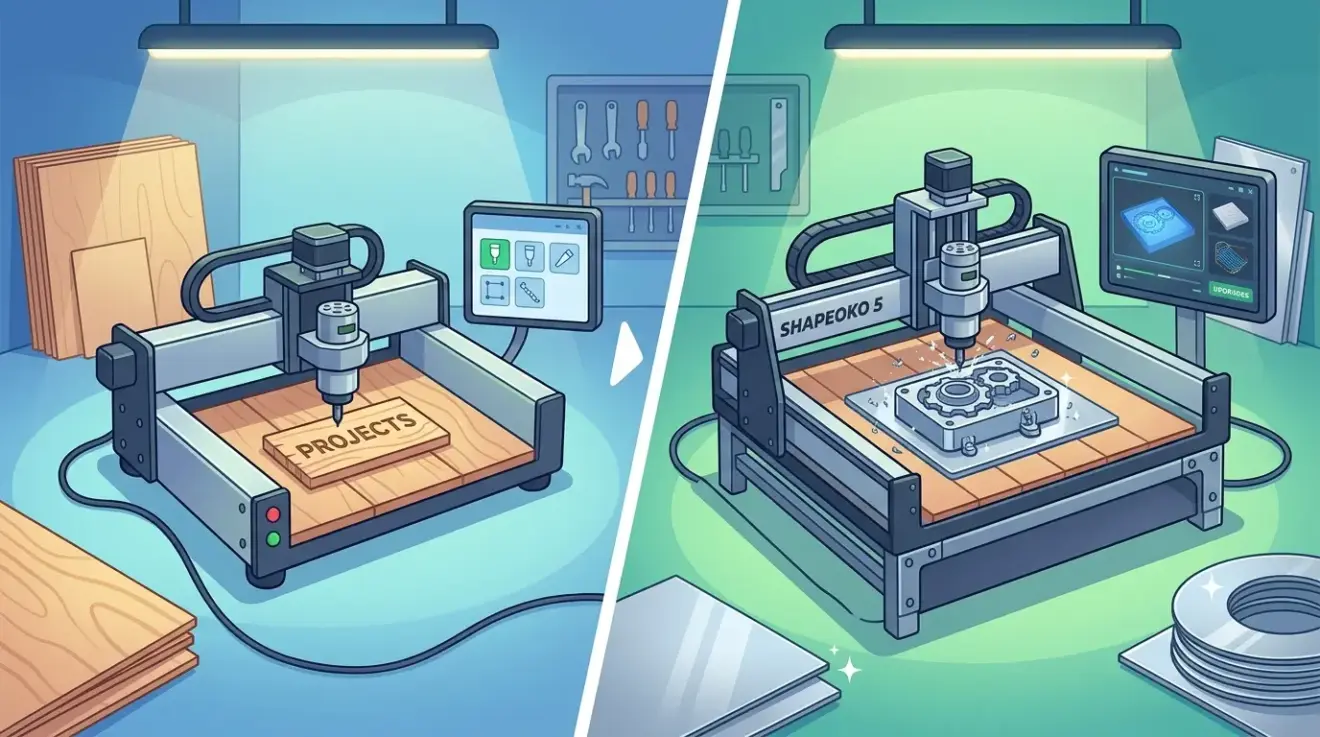
Shapeoko 4 vs Shapeoko 5 Pro: Which Upgrade Makes Sense?
Tuesday, 28 April 2026
Buyers comparing the Shapeoko 4 and Shapeoko 5 Pro are usually not deciding between good and bad machines. They are deciding how much extra machine, stability, and future breathing room their workload genuinely needs. That is a more useful framing than chasing the idea of a universally superior model. The upgrade question tends to appear
- Published in Blog
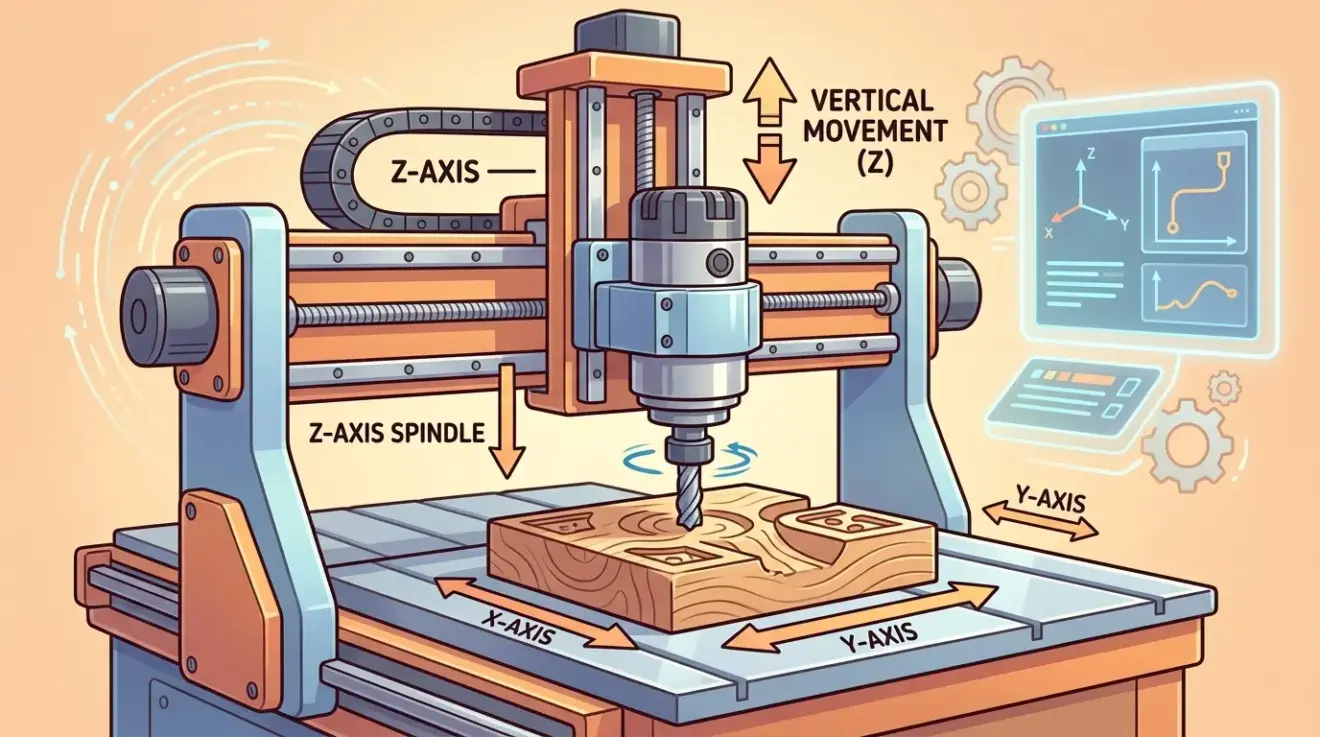
What Is a Z-Axis Spindle in CNC Routing and Milling?
Tuesday, 28 April 2026
“Z-axis spindle” sounds like a component name, but in most routing and vertical milling conversations it is really a shortcut for something bigger: the spindle plus the entire vertical structure that carries it into the cut. That difference matters because buyers who treat the phrase like a product category often miss the practical issue it
- Published in Blog
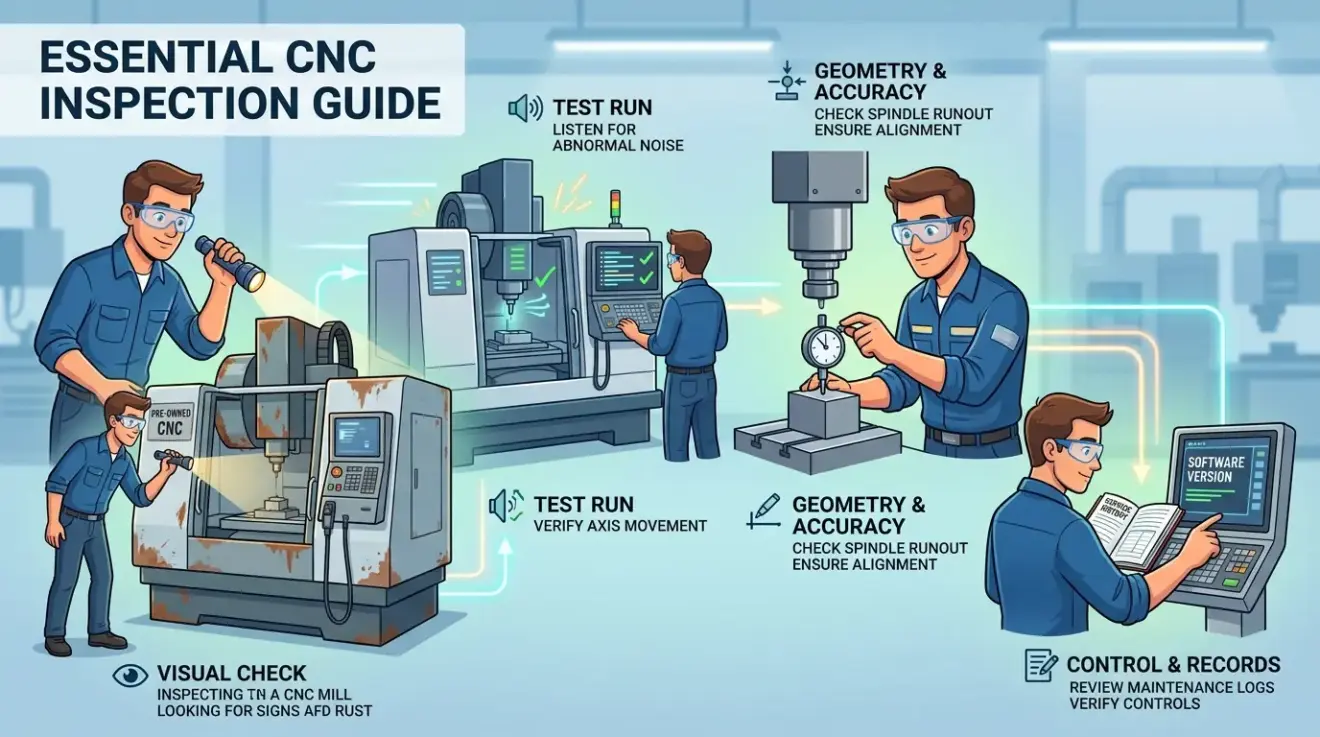
Second-Hand CNC Machine Buying Checklist: What to Inspect Before You Pay
Tuesday, 28 April 2026
A second-hand CNC purchase usually looks attractive on the spreadsheet long before it proves itself on the shop floor. A used machine can shorten payback, expand capacity, and give a growing factory access to an equipment class that would otherwise sit outside the capital budget. It can also drag a team into months of alignment
- Published in Blog
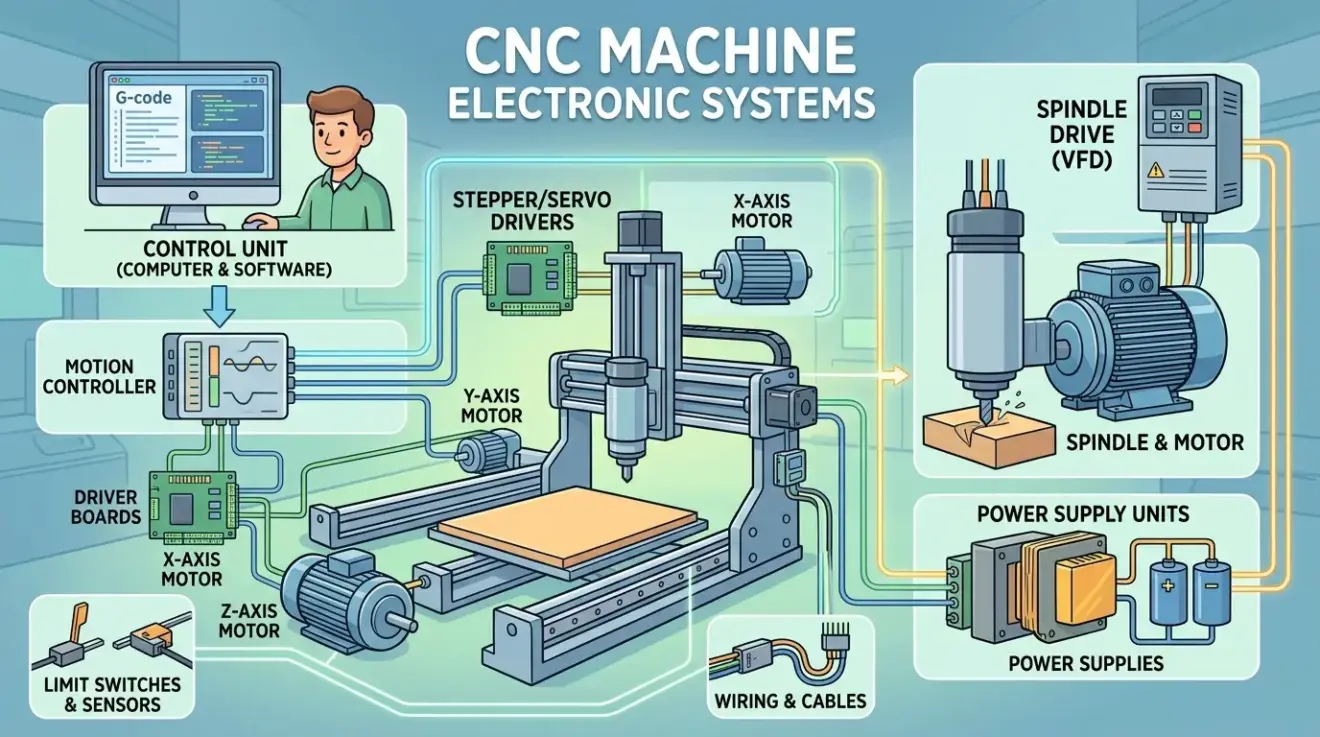
What Are Electronic Components in a CNC Machine?
Tuesday, 28 April 2026
Electronic components in a CNC machine rarely become a topic because somebody wants a lecture on cabinets and boards. The topic usually appears when the machine starts behaving in a way operators describe with words like random, intermittent, haunted, or impossible to reproduce. One day the axis faults. The next day it runs. A sensor
- Published in Blog
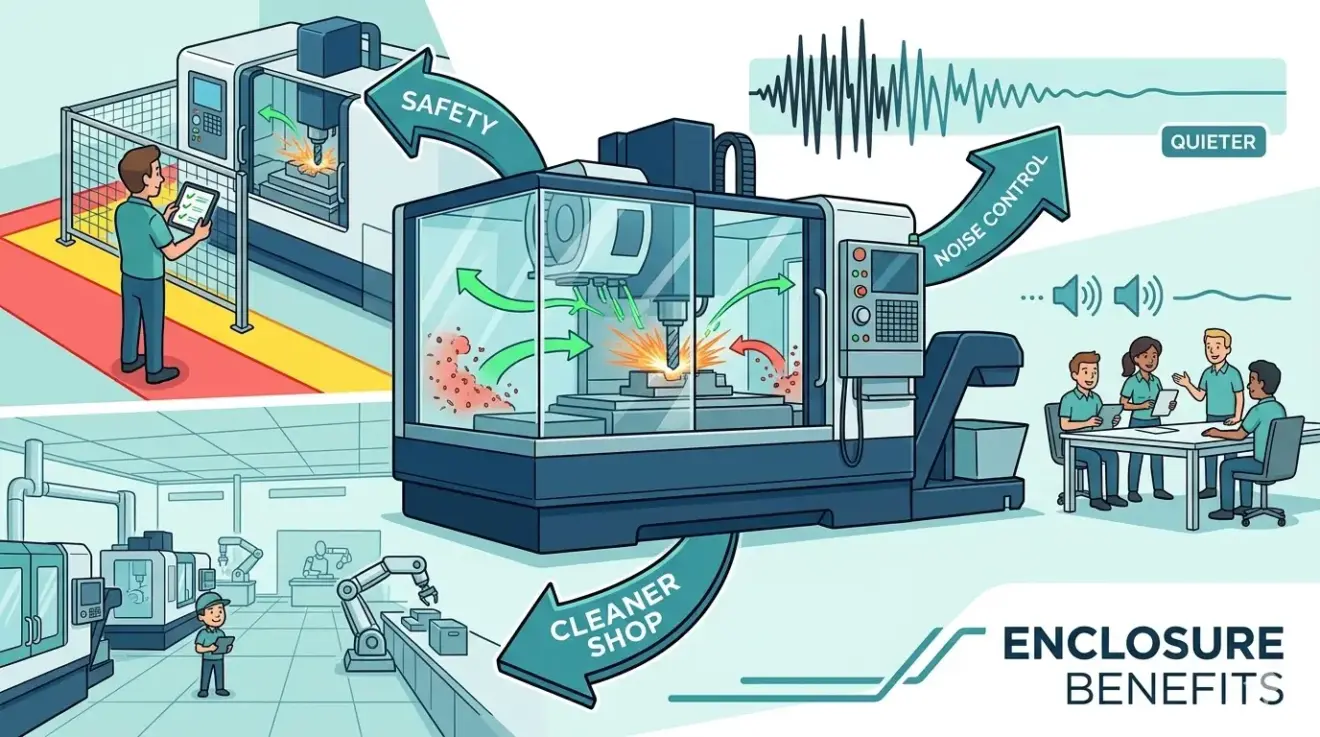
CNC Machine Enclosures: When They Improve Safety, Cleanliness, and Noise Control
Tuesday, 28 April 2026
Machine enclosures are often judged too late in the buying process. By the time the conversation reaches them, the team has already spent hours on spindle power, feed rates, table size, automation, and software. In practice, that order is often backward. The enclosure decides what escapes the process, how much contamination reaches nearby work, how
- Published in Blog
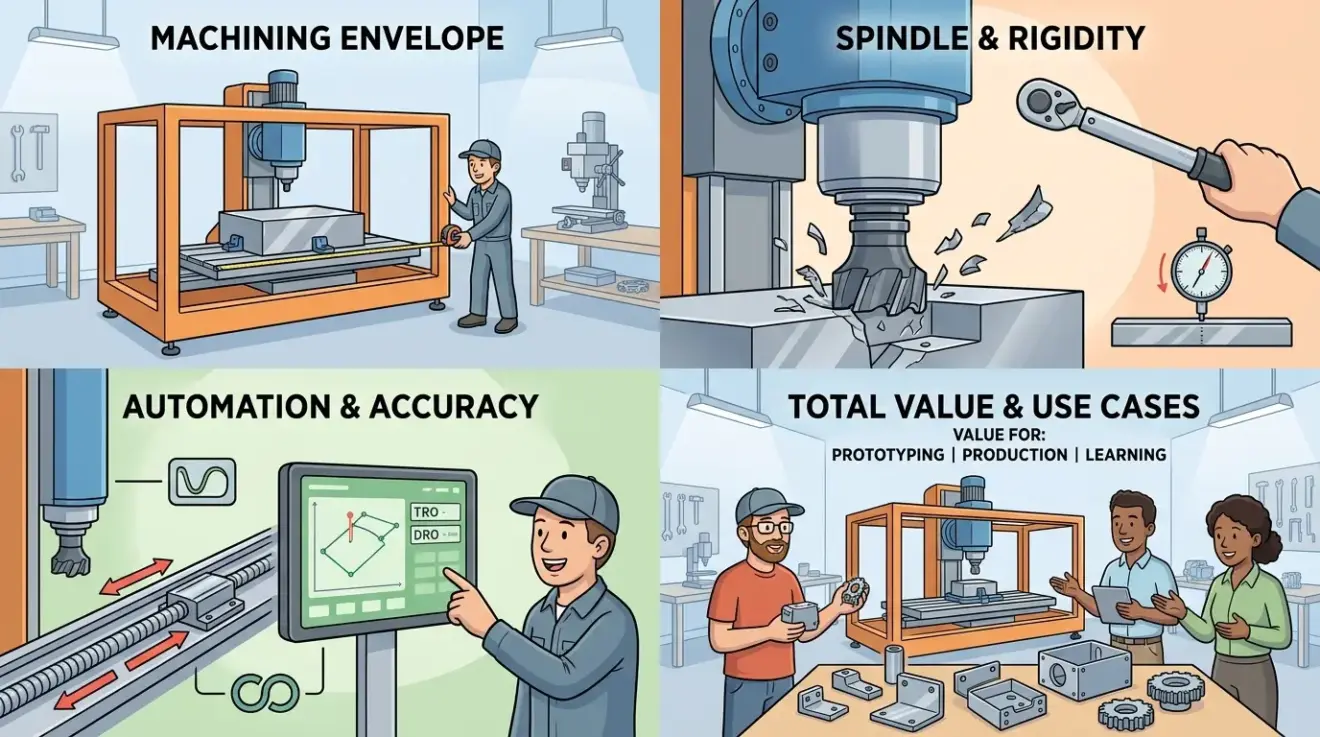
Langmuir Systems MR-1 vs Other Benchtop Mills: What Buyers Should Compare
Tuesday, 28 April 2026
Comparing the Langmuir MR-1 to other benchtop mills only becomes useful when the machines are judged inside the same decision frame. Too many comparisons mix hobby mills, compact prototype-oriented machines, and small production-leaning mills into one emotional category called “benchtop.” That produces weak buying logic because the machines may share size language while serving very
- Published in Blog

What Is a Spiral Carbide Engraving Bit?
Tuesday, 28 April 2026
A spiral carbide engraving bit is a fine-detail cutter used for lettering, narrow grooves, decorative lines, and other engraved features where visual cleanliness matters as much as the fact that the groove was cut at all. What makes the tool different from a simpler straight engraving form is the helical flute geometry. That spiral form
- Published in Blog
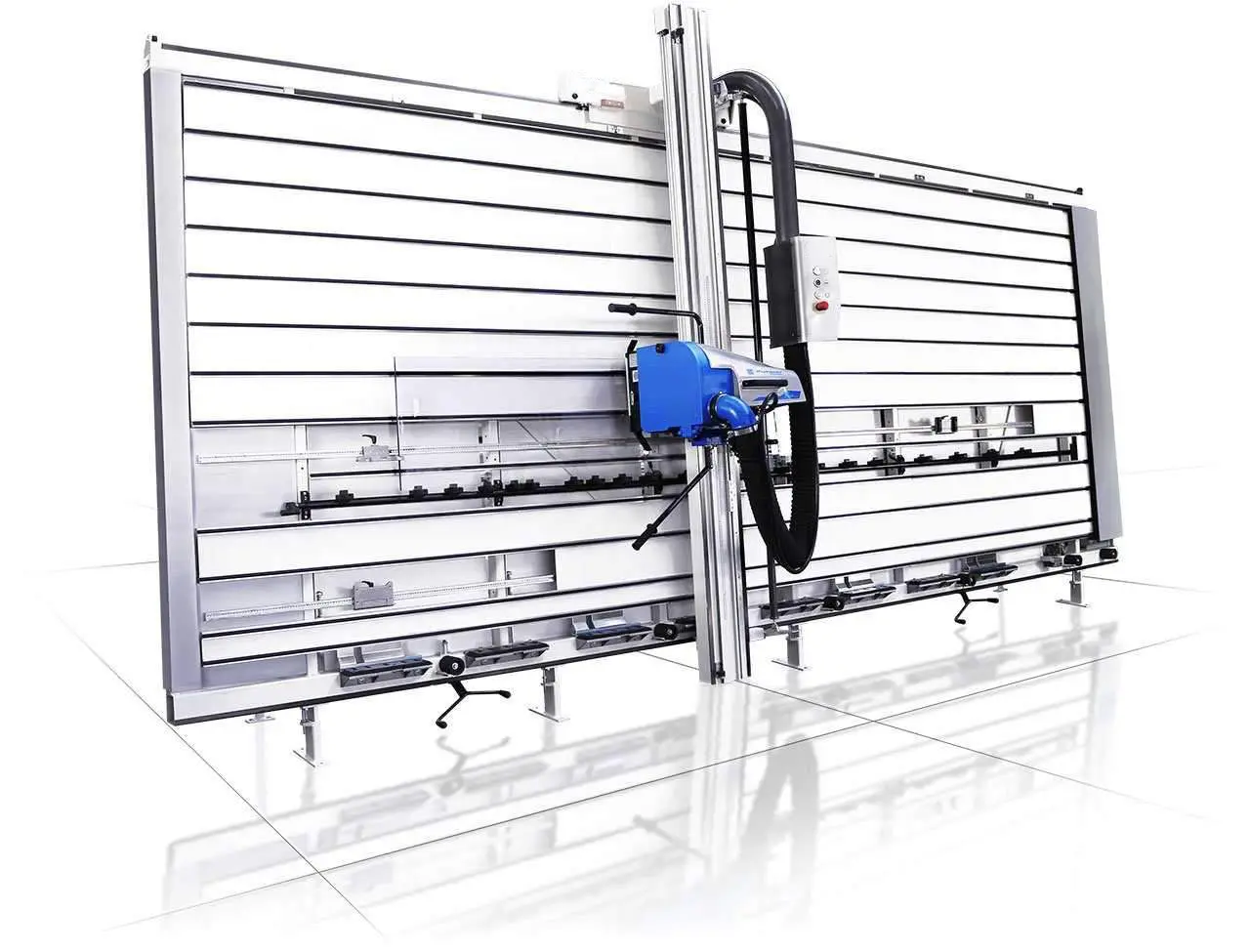
Best Applications for a Vertical Panel Saw in Small and Mid-Sized Shops
Tuesday, 28 April 2026
In small and mid-sized shops, the cutting problem often starts as a layout problem. The team may need accurate full-sheet breakdown for MDF, plywood, particleboard, melamine-faced board, and similar sheet materials, but the workshop may not have the floor space, labor structure, or daily volume for a larger dedicated horizontal cutting cell. That is where
- Published in Blog

CNC Milling Cost Per Hour: What Shops Include in the Rate
Tuesday, 28 April 2026
An hourly milling rate looks precise. That is why buyers lean on it so hard. It appears to promise an easy comparison: Shop A is at one number, Shop B is at another, so the lower rate must be the cheaper option. In real sourcing, that is often the wrong conclusion. The problem is simple.
- Published in Blog
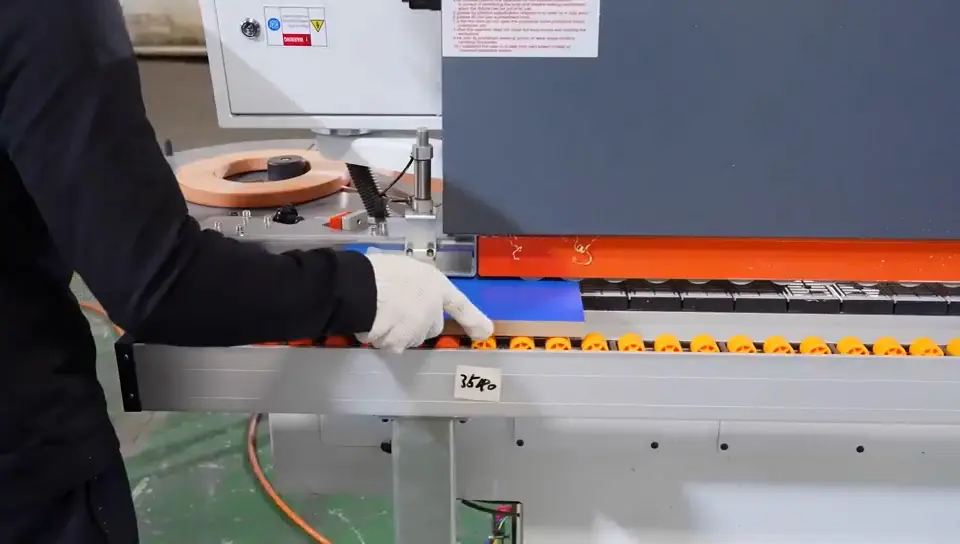
Automatic Edgebander vs. Semi-Automatic Edgebander: Which One Fits Your Workflow?
Tuesday, 28 April 2026
When cutting, drilling, and panel handling start moving faster, edge banding often becomes the station that quietly slows the whole line down. Panels wait for finishing, operators spend more time repositioning parts, and small inconsistencies at the edge show up later as assembly fit problems, visible glue-line issues, or extra touch-up work. That is why
- Published in Blog

Panel Saw vs. CNC Nesting Machine: Which One Fits Panel Furniture Factories Better?
Monday, 27 April 2026
If a panel furniture factory is deciding between a panel saw and a CNC nesting machine, the real issue is not which machine sounds more advanced. The real issue is what kind of production problem the factory needs to solve first. Some factories need a fast, stable front end for large volumes of rectangular cabinet
- Published in Blog
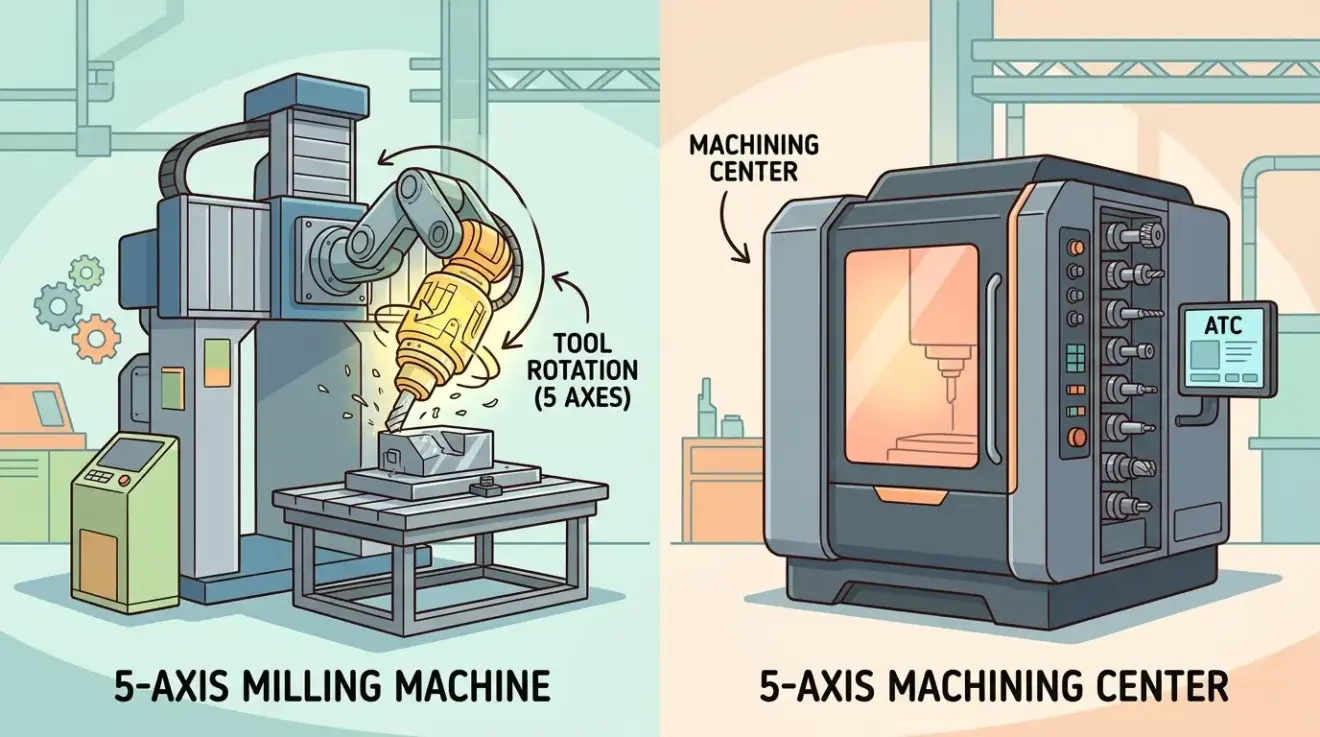
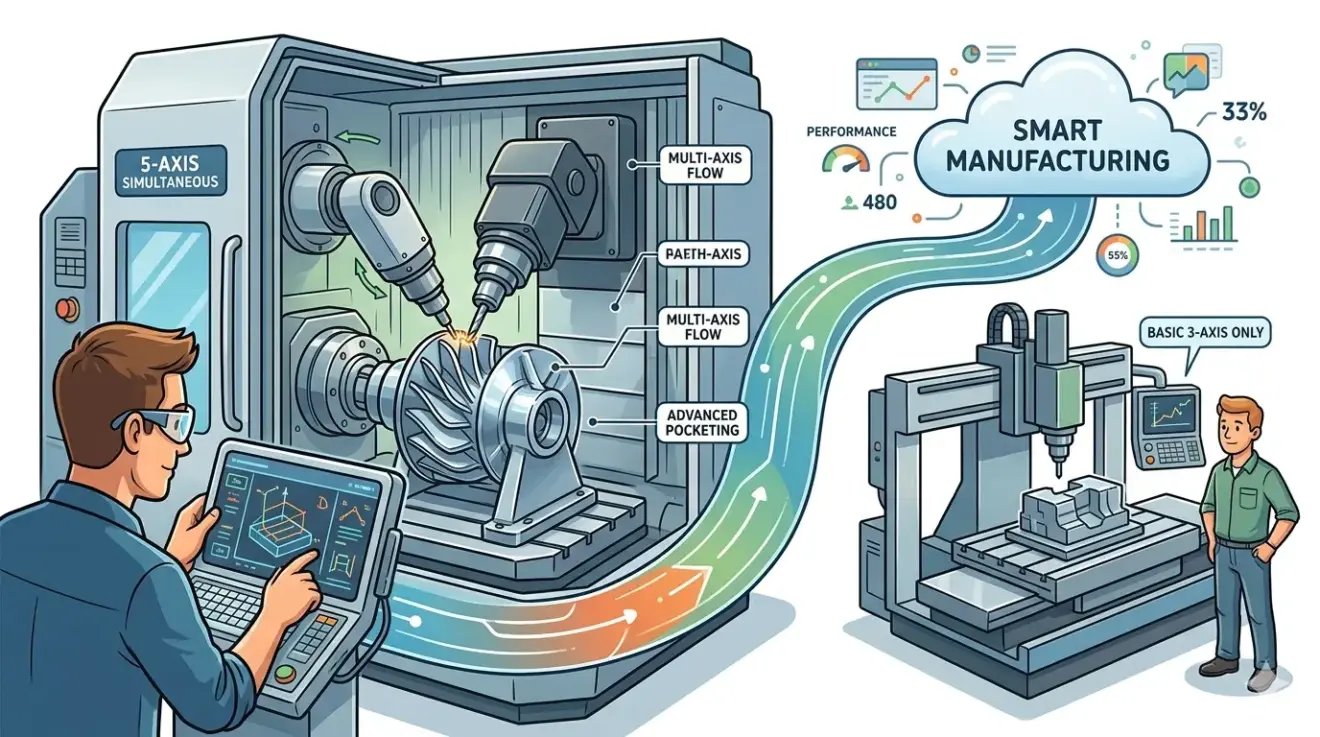
5 Axis Milling Machine vs 5 Axis Machining Center: What Buyers Should Know?
Monday, 27 April 2026
This label causes more confusion than the machine itself. A supplier may call one offer a 5 axis milling machine and another a 5 axis machining center even though both technically provide five-axis motion. Buyers then start debating terminology when they should be asking a more useful question: what kind of production behavior is this
- Published in Blog
Custom Machining for Low-Volume and High-Mix Production
Monday, 27 April 2026
Low-volume and high-mix production creates a very different machining environment from stable batch work. In a steady high-volume setting, the route improves around repetition. Dedicated fixtures pay back quickly, setup costs are spread across large quantities, tooling stabilizes, and every small process improvement repeats often enough to matter. In low-volume and high-mix work, that repetition
- Published in Blog

Fiber Laser Cutter vs CO2 Laser Cutter for Metal Fabrication: Which One Fits Your Workflow?
Monday, 27 April 2026
When a fabrication shop compares a fiber laser cutter with a CO2 laser cutter, the real question is rarely just beam source. The decision usually comes from a production constraint: rising power costs, inconsistent throughput across different metals, pressure to reduce maintenance downtime, or the need to quote metal jobs more confidently. For most metal-focused
- Published in Blog
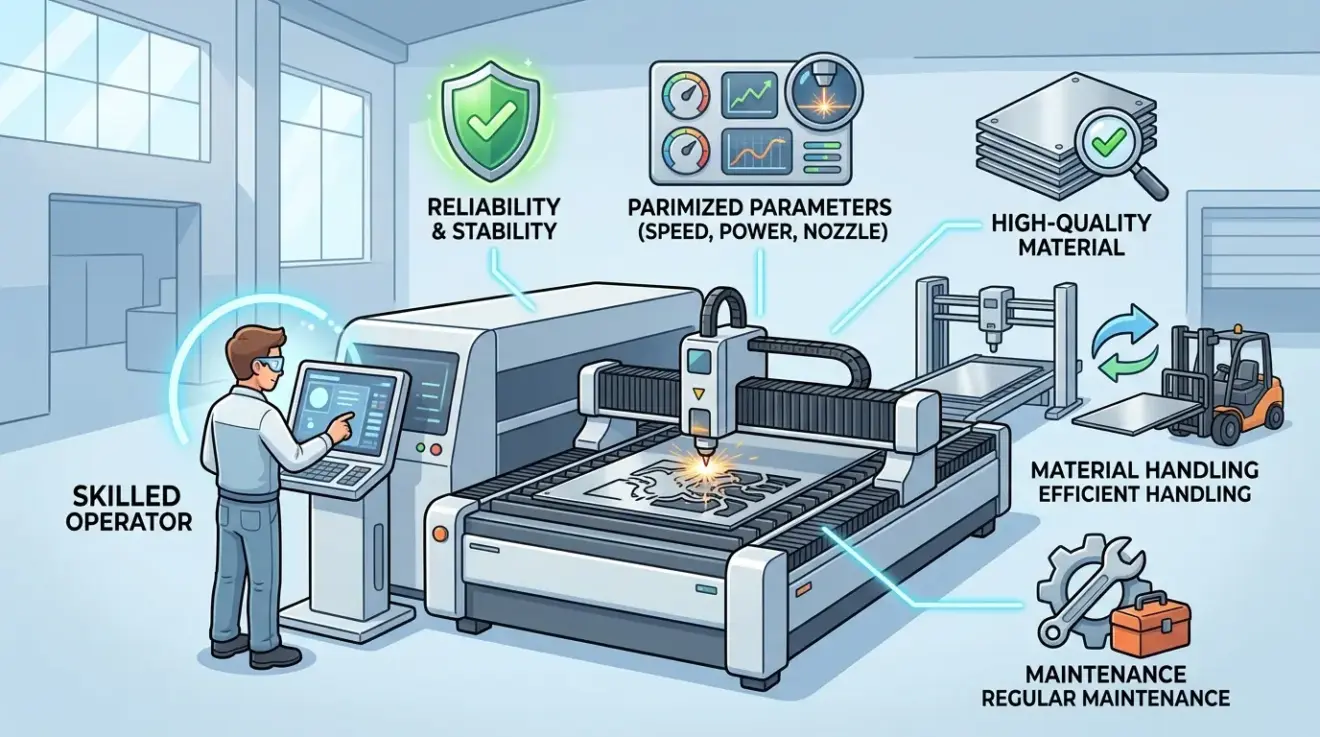
Sheet Metal Laser Cutting Machine Setup: What Really Affects Productivity?
Monday, 27 April 2026
A sheet metal laser cutting machine can post impressive cutting speeds on a sample job and still underperform on the factory floor. In most plants, productivity falls short because setup time, job sequencing, gas stability, first-off approval, consumable condition, and unloading flow are not controlled tightly enough to support steady output. That is why setup
- Published in Blog
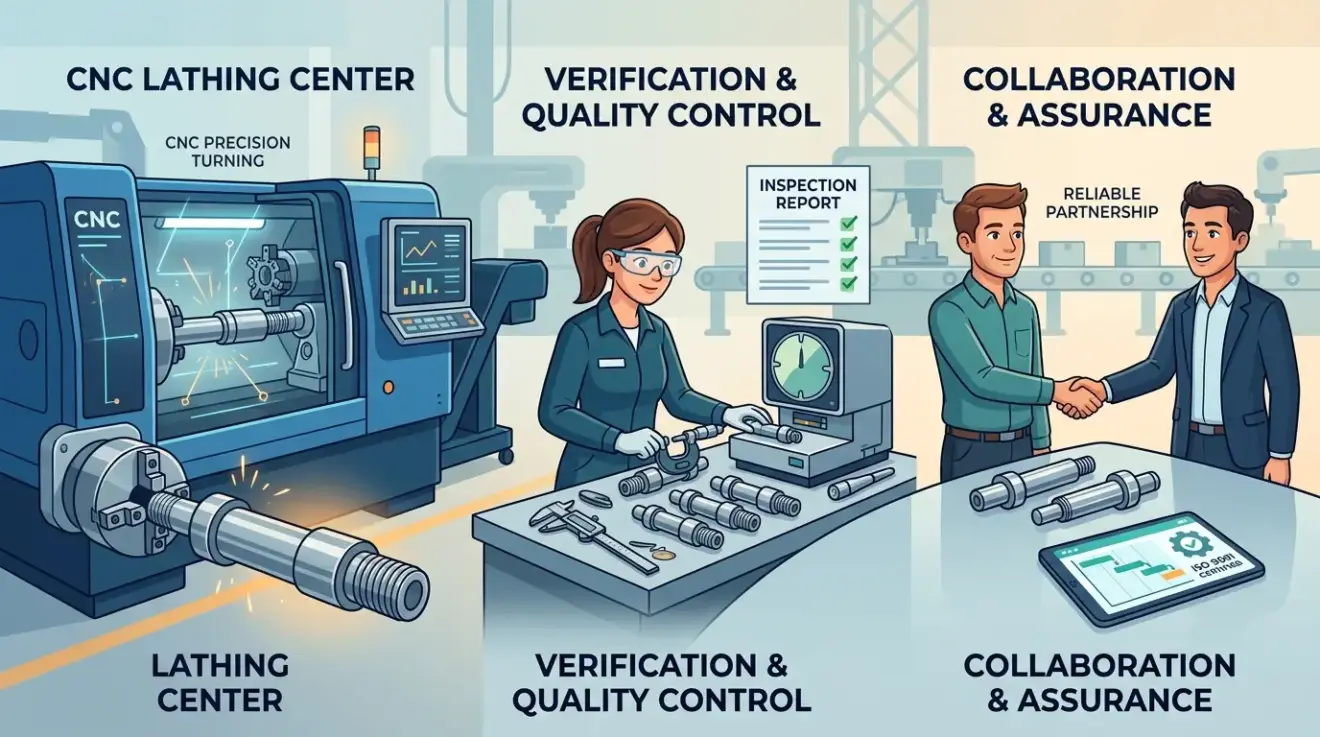
CNC Turning Parts Suppliers: What Buyers Should Verify Before Ordering
Monday, 27 April 2026
Ordering turned parts often feels like a low-risk purchase because turning is familiar, the prints can look simple, and many suppliers are willing to quote quickly. That is exactly why buyers get caught by avoidable problems. The part looks routine, so the purchase order goes out before the supplier and buyer have actually aligned on
- Published in Blog
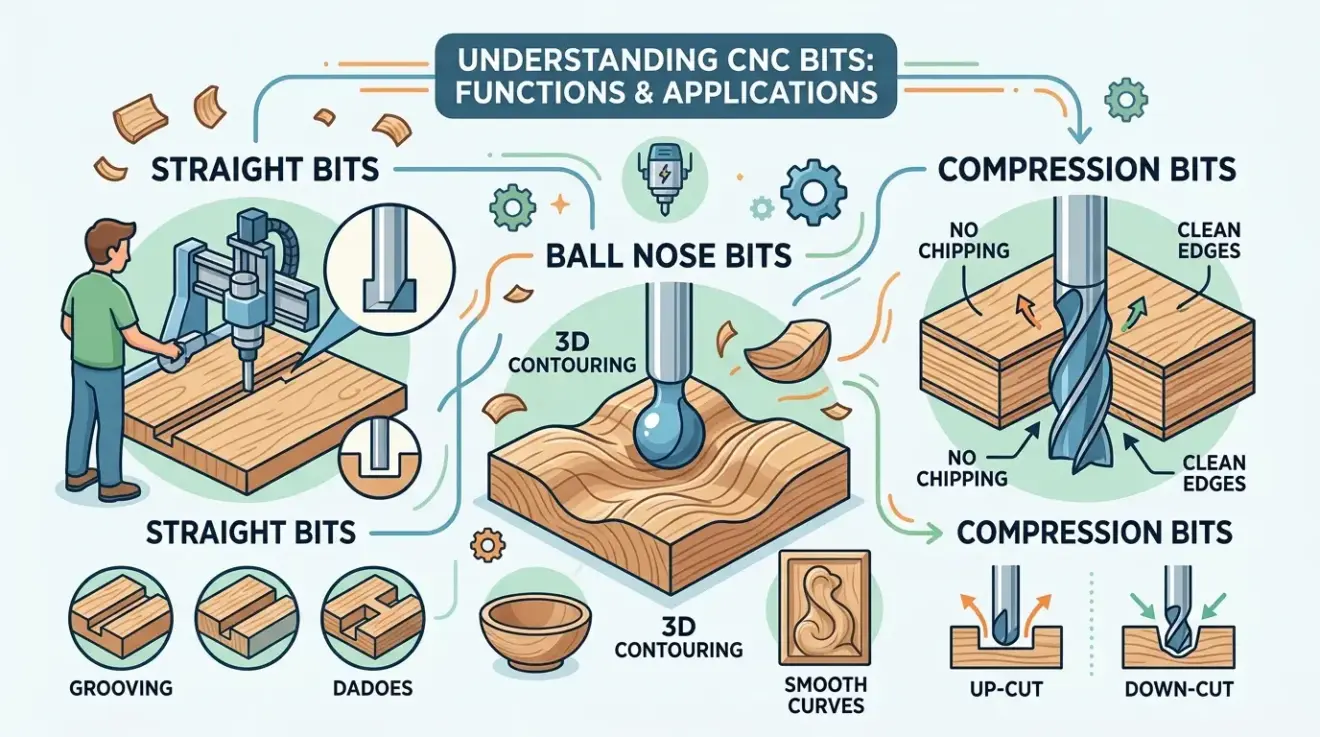
CNC Bit Types Explained: Straight, Compression, Ball Nose, and More
Monday, 27 April 2026
Most shops do not get serious about CNC bit selection until the first poor batch forces the issue. A laminated edge chips on the visible face. MDF fibers lift where the customer expected a clean painted edge. Acrylic comes off warm and ugly instead of clear and crisp. A 3D surface leaves so much hand
- Published in Blog

3018 CNC Router Buying Guide: Best Uses, Limits, and Common Upgrades
Monday, 27 April 2026
A 3018 is attractive because it moves a buyer from curiosity to action very quickly. You can clear a bench, assemble the machine, load a simple file, and start learning fast. That is its real strength. It is also why many buyers misjudge it. The machine is not just a low-cost CNC. It is a
- Published in Blog
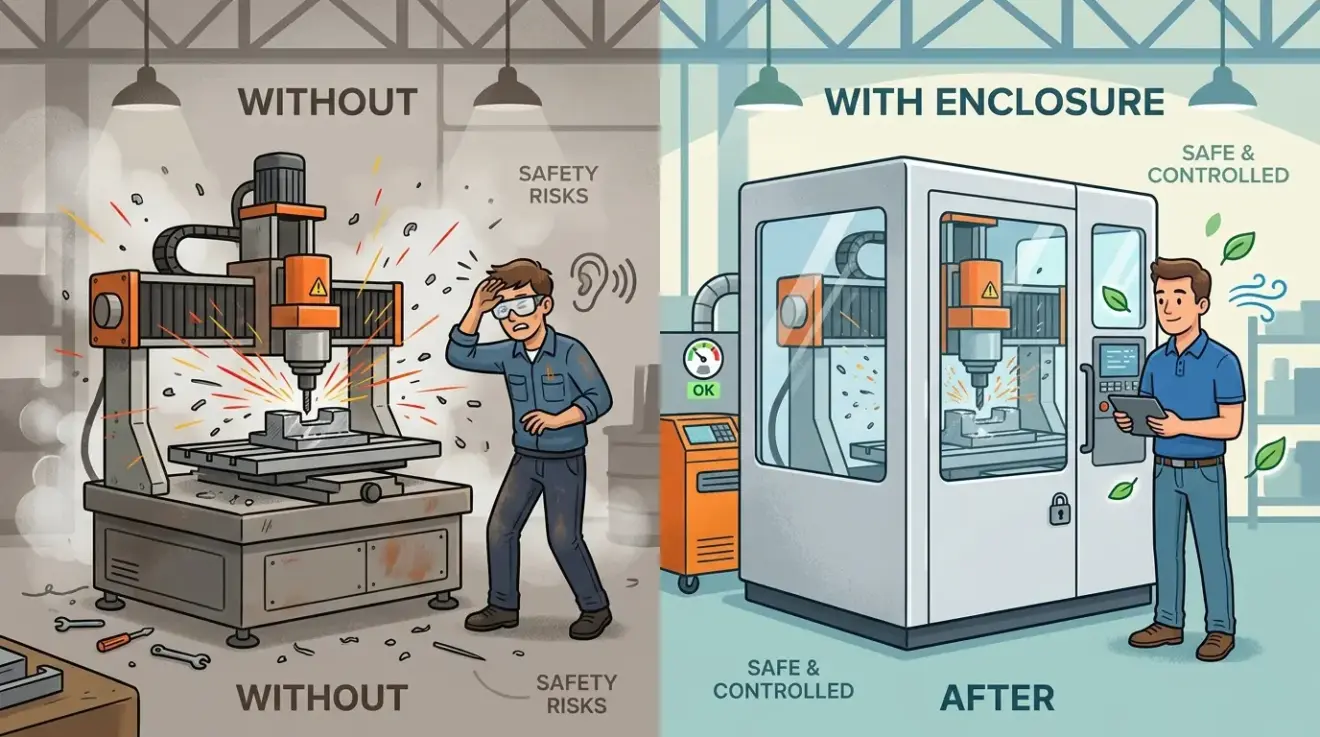
What Is a CNC Machine Enclosure and Do You Need One?
Monday, 27 April 2026
Many buyers think about CNC enclosures too late. The machine is shortlisted for spindle power, travel, table size, or cutting capacity, and the enclosure is treated like optional sheet metal around the outside. Then the machine starts real work and the complaints begin. Chips travel farther than expected. Dust settles where assembly or inspection happens.
- Published in Blog
Mastercam for CNC Machining: When It Makes Sense Over Simpler CAM Tools
Monday, 27 April 2026
Shops often talk about CAM software as if the decision were mainly about brand preference. In practice, the better question is much more operational: what level of programming complexity, reuse, machine diversity, post-control discipline, and staffing resilience does the shop actually need? Mastercam is a recognized name because it often appears where machining becomes more
- Published in Blog
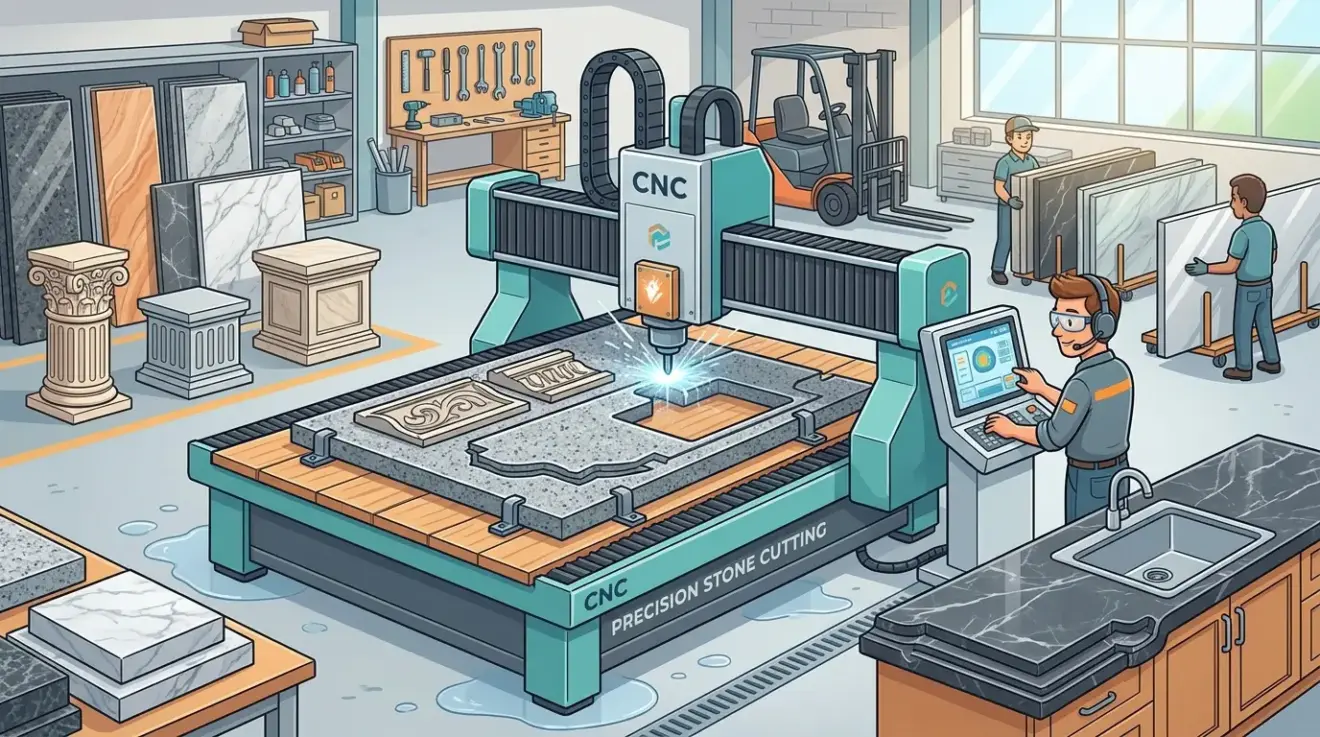
How Stone CNC Machines Improve Countertop And Architectural Fabrication
Monday, 27 April 2026
In stone fabrication, the biggest costs usually do not come from one dramatic machine failure. They come from smaller problems that keep repeating: sink cutouts that need extra cleanup, edge details that vary from piece to piece, seams that take too long to tune during installation, and architectural parts that stop matching once production moves
- Published in Blog
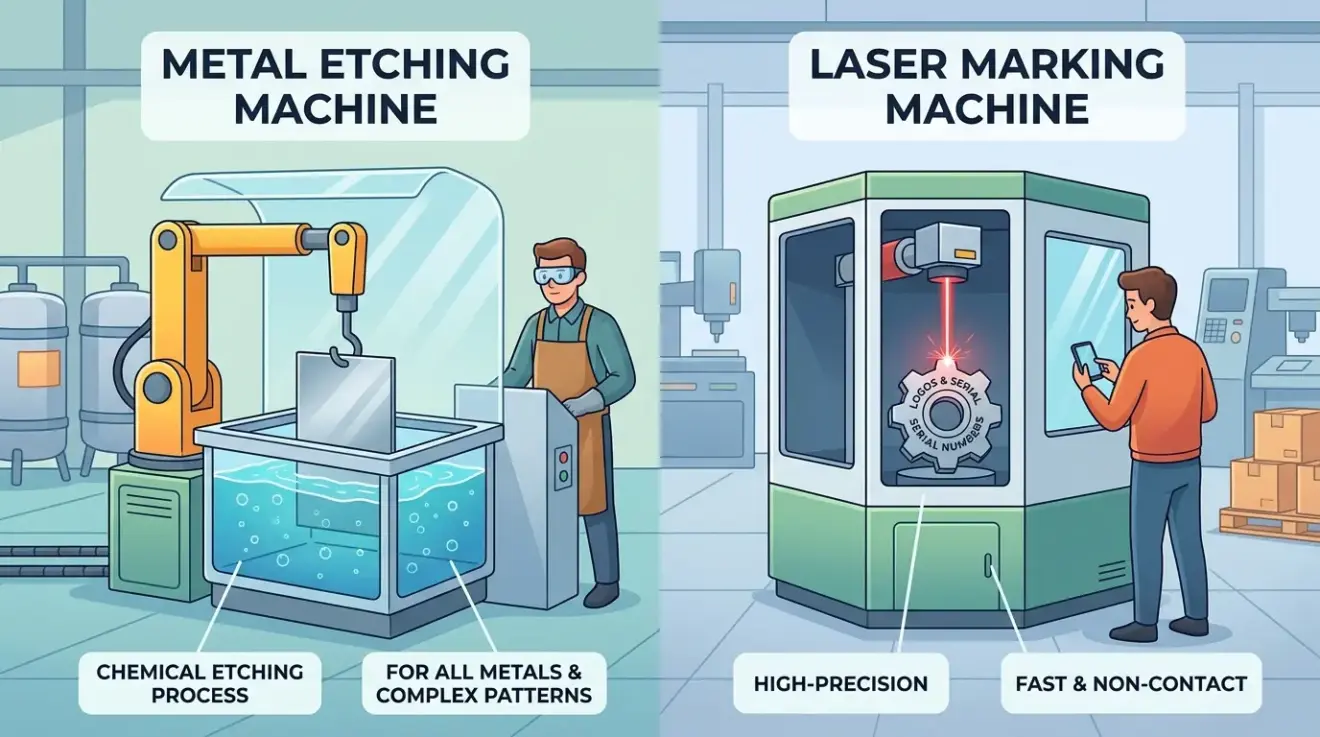
Metal Etching Machine vs Laser Marking Machine: Which One Fits Industrial Production?
Monday, 27 April 2026
When a factory needs permanent identification, decorative detail, or branded marks on metal parts, the wrong process does more than affect appearance. It can slow changeovers, add handling steps, create inconsistent contrast, or make downstream traceability harder. That is why a metal etching machine and a laser marking machine should not be treated as interchangeable
- Published in Blog

How CNC Drilling Improves Accuracy And Throughput In Cabinet Production
Monday, 27 April 2026
In cabinet production, drilling errors rarely announce themselves at the machine. They usually appear later, when shelf pins do not align cleanly, hinges need adjustment, connector holes slow assembly, or drawer components need extra checking before hardware installation. By the time those issues show up, the cost is already moving through the line as rework,
- Published in Blog
Mach4 CNC Setup Guide: Who Should Use This Control Software?
Monday, 27 April 2026
Mach4 appeals to a very specific kind of CNC user: someone who values configurability enough to accept responsibility for it. As a PC-based control path, it can be flexible, capable, and attractive for retrofitters, custom machine builders, and technically confident users who want deeper control over how the machine behaves. That same flexibility is exactly
- Published in Blog
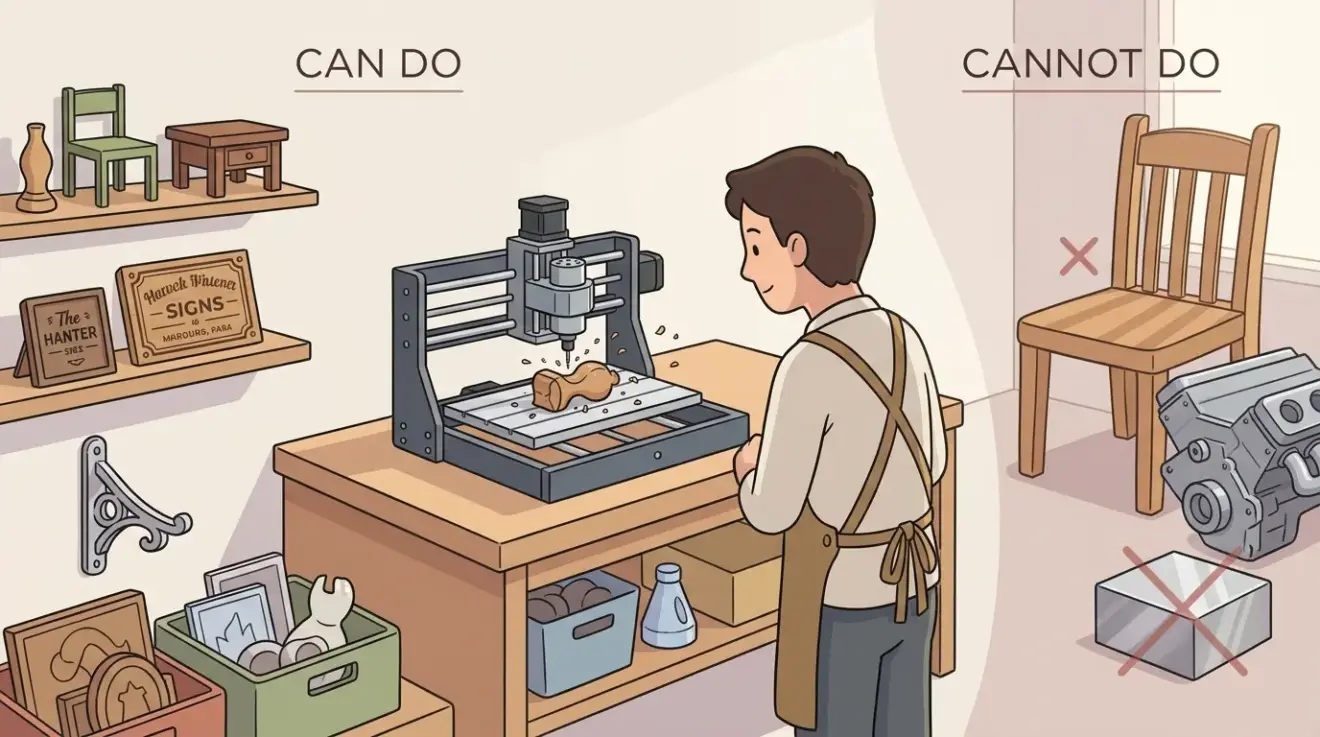
Desktop CNC Machine Buying Guide: What It Can and Cannot Do
Monday, 27 April 2026
Desktop CNC machines attract buyers because they appear to offer a practical middle ground. They are more capable and repeatable than purely manual tools, yet far smaller and cheaper than industrial CNC platforms. That makes them appealing to startups, small workshops, design studios, educational environments, prototyping teams, product developers, and serious owners who want digital
- Published in Blog

Portable Laser Engravers for Events and On-Site Customization: Matching Mobility to Throughput and Safety
Monday, 27 April 2026
At trade shows, retail pop-ups, hotel activations, and branded gifting events, the bottleneck is rarely engraving capability alone. The real constraint is whether the setup can travel cleanly, operate safely in a public-facing environment, and finish each item fast enough to keep the line moving. That is why a portable laser engraver should be evaluated
- Published in Blog
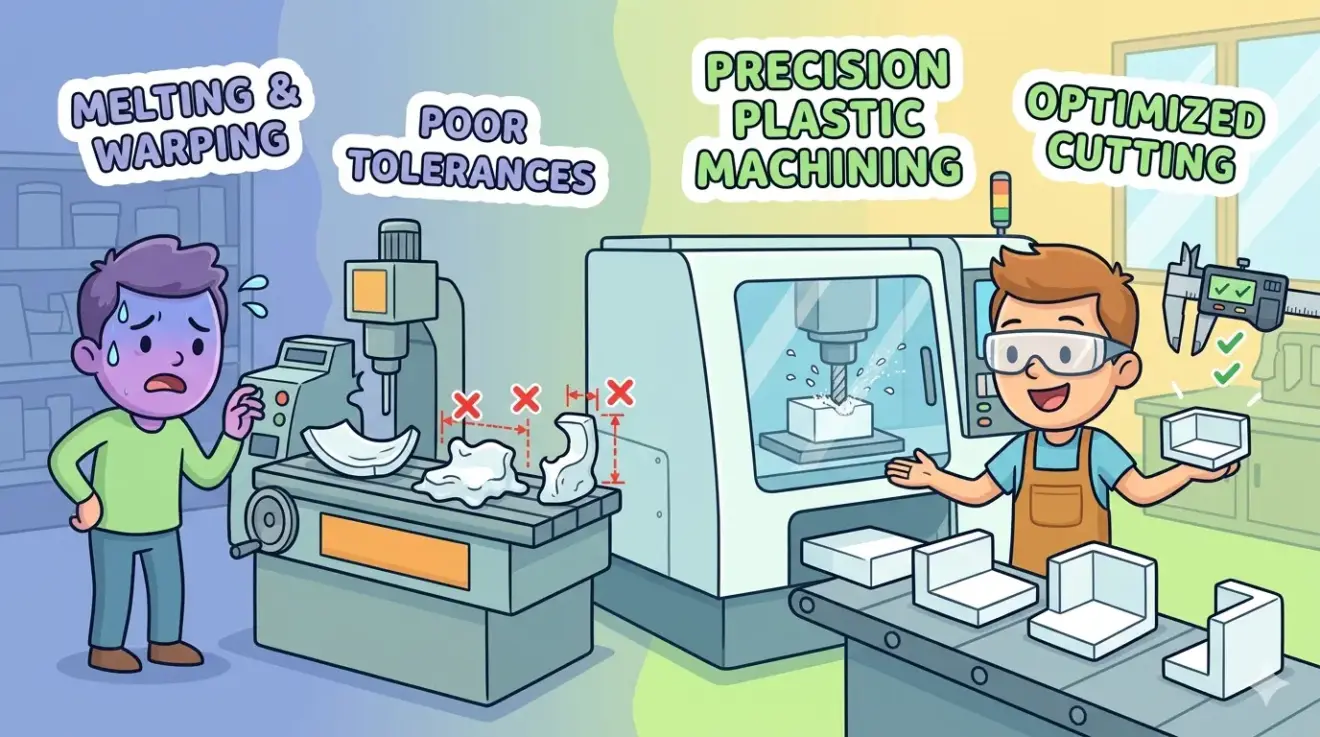
CNC Plastic Machining: How to Avoid Melt, Warp, and Tolerance Problems
Monday, 27 April 2026
Plastic machining becomes expensive when teams diagnose it with metalworking instincts. The visible problems look familiar enough – smeared edges, warped parts, drifting dimensions, chatter, and unstable finish – that people often reach for the wrong fix first. They slow the spindle blindly, clamp harder, or blame the base machine before they have read what
- Published in Blog
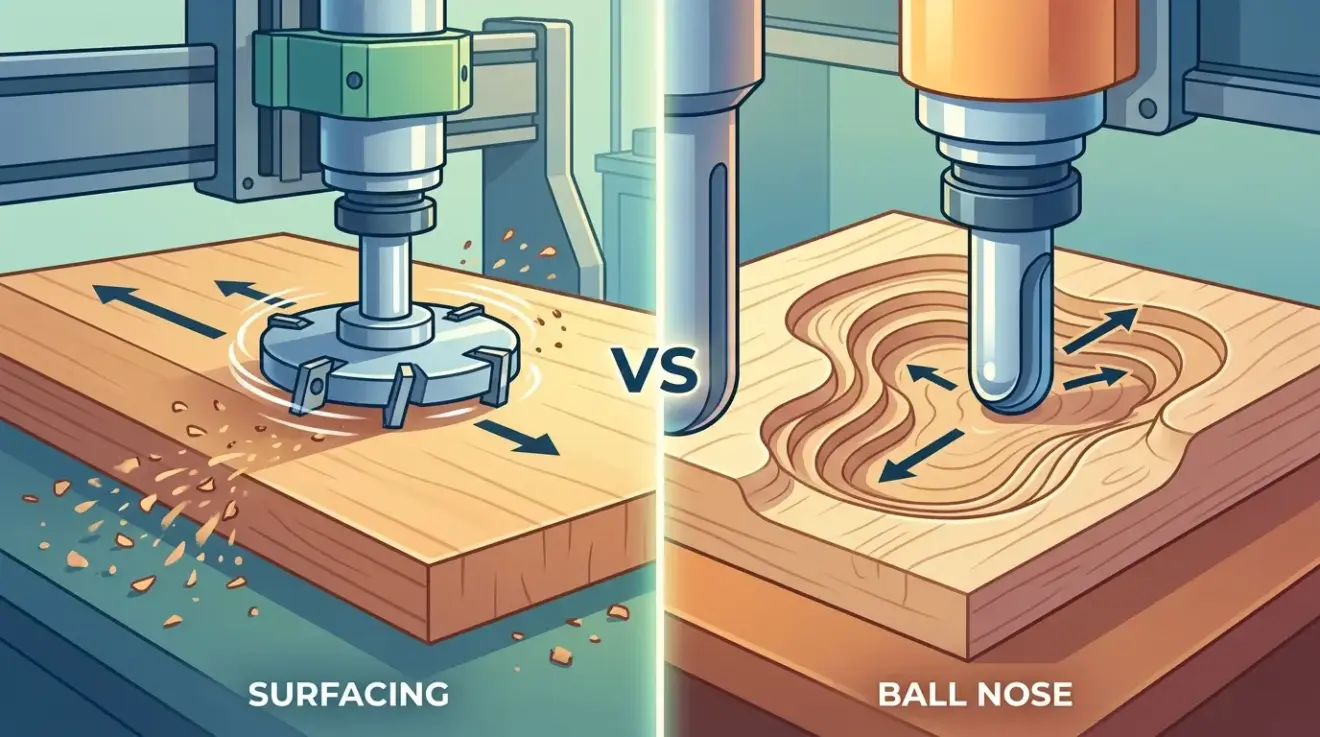
CNC Surfacing Bits vs Ball Nose Router Bits: Which Tool Fits the Job?
Monday, 27 April 2026
Surfacing bits and ball nose router bits are often compared as if one is the superior cutter and the other is a compromise. That is the wrong starting point. These tools are not rivals in the usual sense. They solve different stages of a routing problem. One is built to create a plane. The other
- Published in Blog
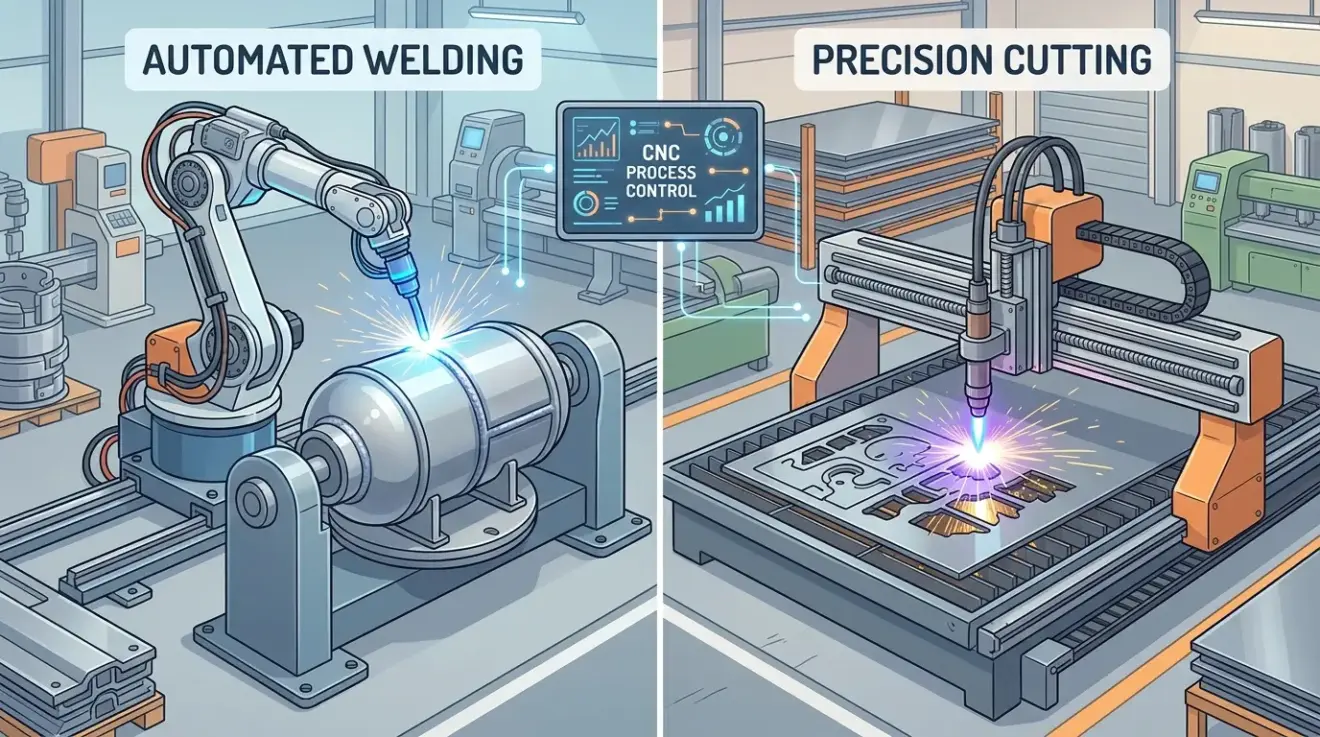
CNC Welding Machine vs CNC Cutting Machine: What Problems Each One Solves
Sunday, 26 April 2026
Buyers sometimes compare welding machines and CNC cutting machines as if they are competing ways to do the same job. They are not. They sit at different points in the production route and solve different failures. A cutting machine creates the shapes, blanks, holes, bevels, and profiles that later steps depend on. A welding machine
- Published in Blog
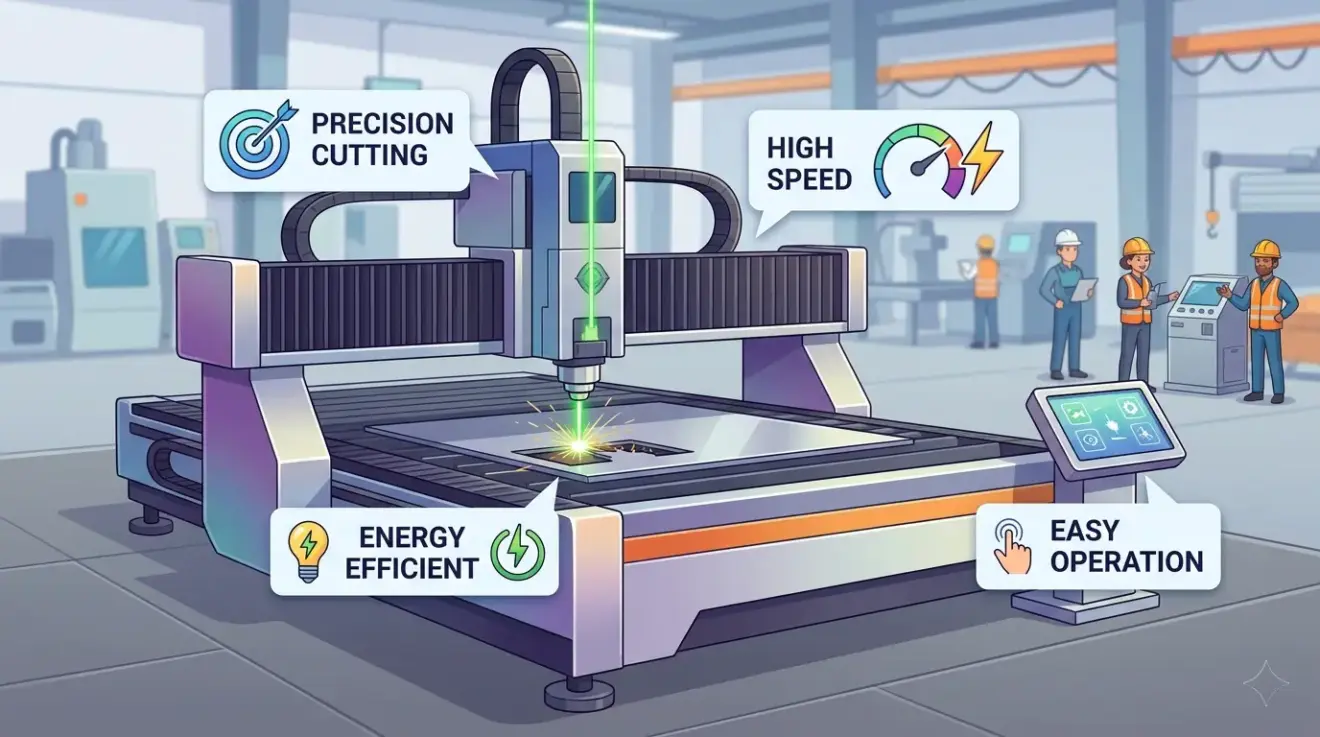
Fiber Laser Cutting Machine: Key Features Industrial Buyers Should Evaluate
Sunday, 26 April 2026
When industrial buyers compare fiber laser cutting machines, the discussion often gets reduced to power level, top speed, and price. In practice, those headline points rarely explain how the machine will perform inside a real production flow. What matters more is whether the system can hold cut quality across shifts, support stable throughput, reduce manual
- Published in Blog
Edge Banding Machine Maintenance Tips for Smoother, More Stable Production
Sunday, 26 April 2026
In panel furniture production, edge banding problems usually show up before the machine fully stops. Glue lines start looking less even, end trimming needs more correction, feed marks appear more often, or corners need extra touch-up near the end of the shift. That is not just a maintenance nuisance. It is a sign that the
- Published in Blog