
 Español
Español  Italiano
Italiano  Deutsch
Deutsch  Français
Français  Português
Português  العربية
العربية  Türkçe
Türkçe  Русский
Русский  Tiếng Việt
Tiếng Việt  한국어
한국어  日本語
日本語  简体中文
简体中文 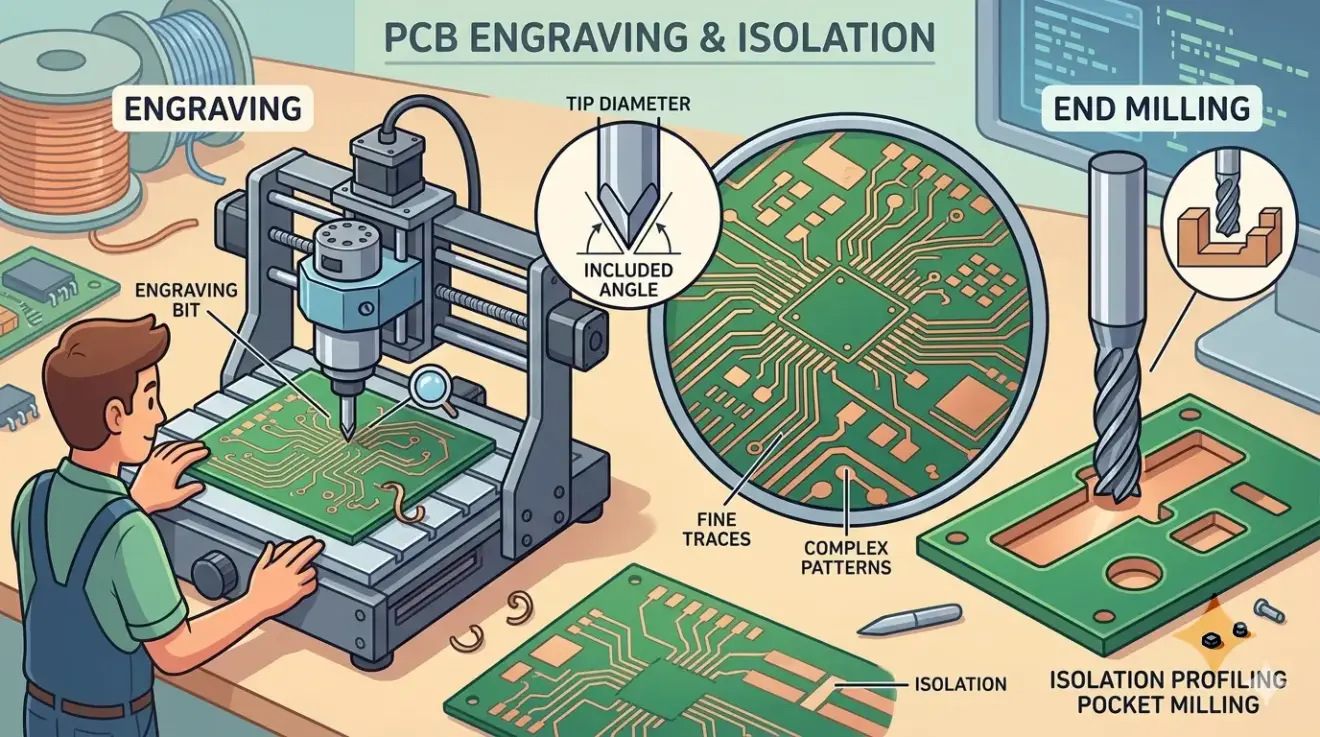
What Is a PCB Engraving Bit?
Sunday, 26 April 2026
A PCB engraving bit is a small precision cutter used to isolate copper traces on printed circuit board material by removing very narrow channels of copper between conductive paths. That sounds simple until you remember what the process is protecting: an electrical layout that works only if extremely small geometric boundaries stay where they belong.
- Published in Blog
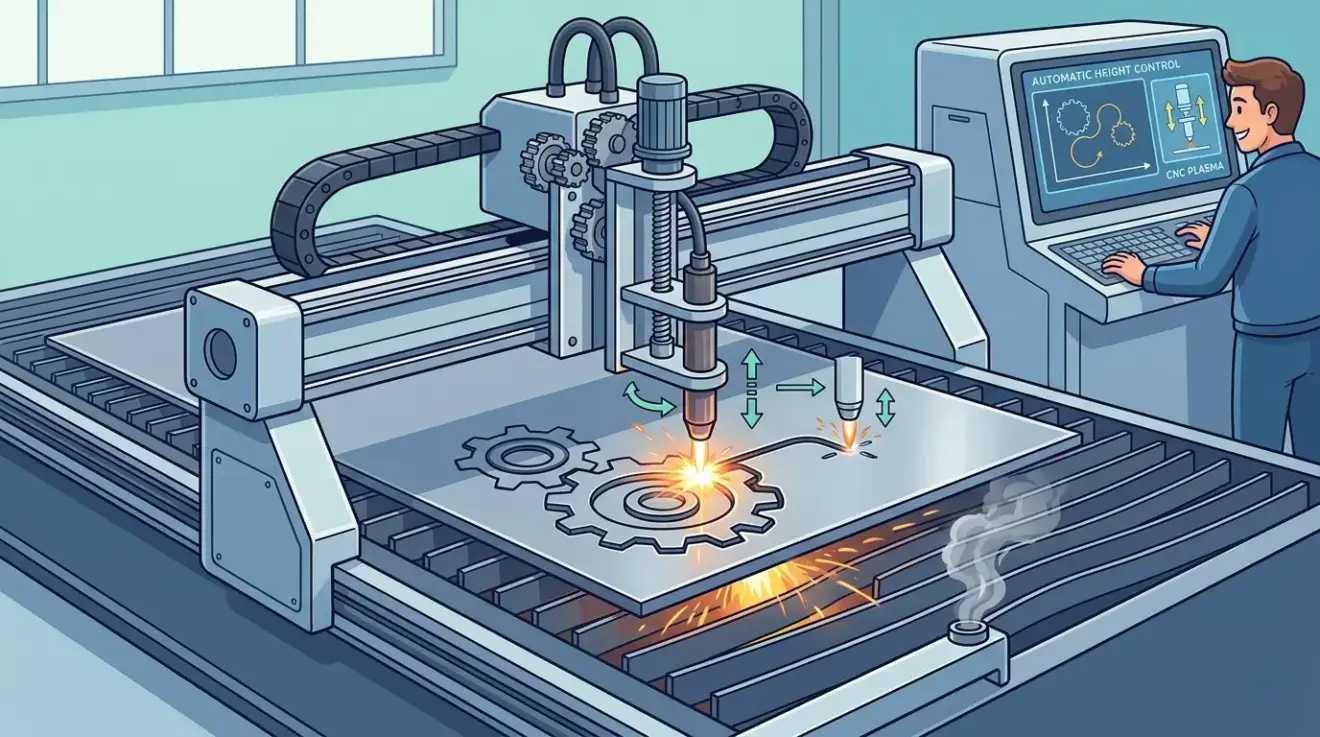
What Is a Plasma Torch Lifter on a CNC Table?
Sunday, 26 April 2026
A plasma table does not cut consistently just because the gantry moves to the right coordinates. It also needs the torch to stay at a workable distance from the material during piercing and cutting. That is where the torch lifter matters. On a CNC plasma table, the torch lifter is the mechanism that moves the
- Published in Blog

Sliding Table Saw vs. Beam Saw: Which One Fits Small Shops and Growing Factories?
Sunday, 26 April 2026
The wrong saw choice usually happens when buyers compare machine labels before they compare production reality. A small shop may assume a beam saw is the more advanced answer simply because it looks more industrial. A growing factory may stay too long with a sliding table saw because the team already knows how to work
- Published in Blog
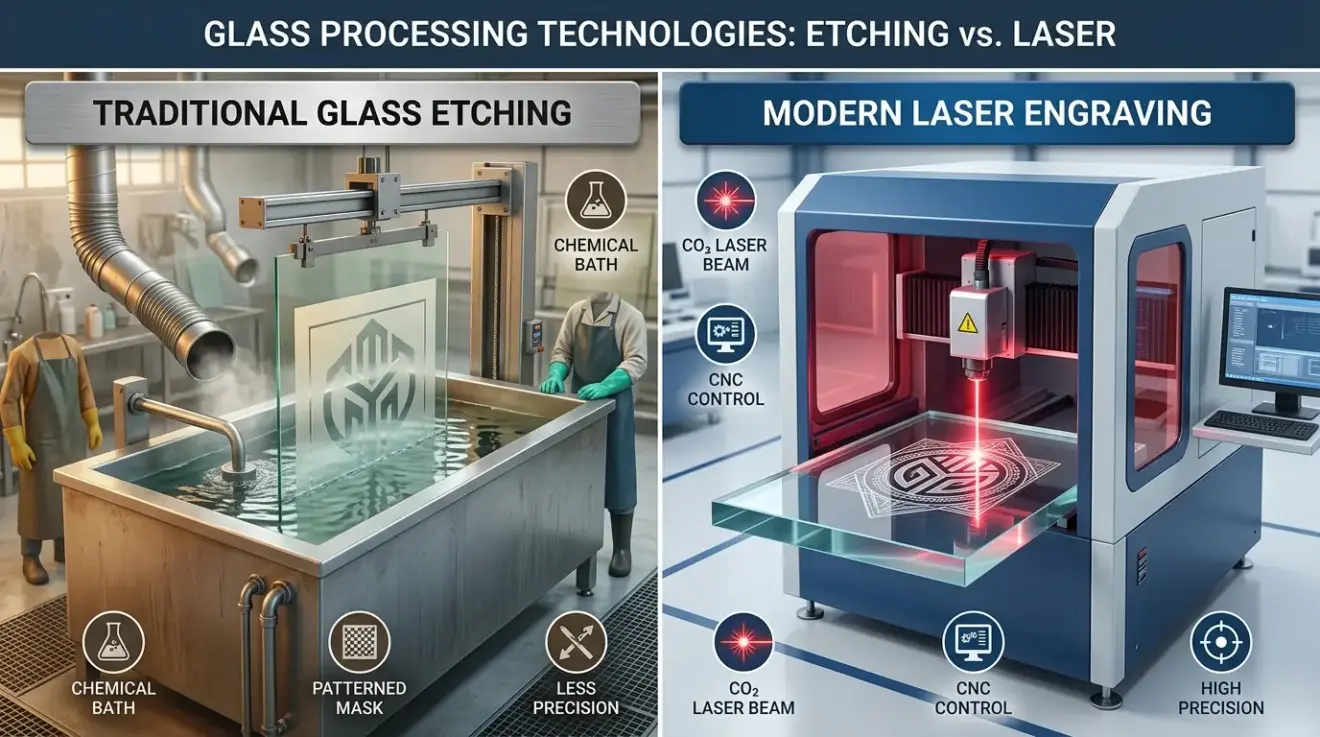
Glass Etching Machine vs Laser Engraver: What’s the Difference for Industrial Production?
Sunday, 26 April 2026
In many buying conversations, a glass etching machine and a laser engraver get treated as if they are interchangeable. They are not. One usually refers to a process built around creating an etched or frosted surface effect across glass, often through abrasive or similar surface-treatment methods. The other is a digitally controlled, non-contact system used
- Published in Blog
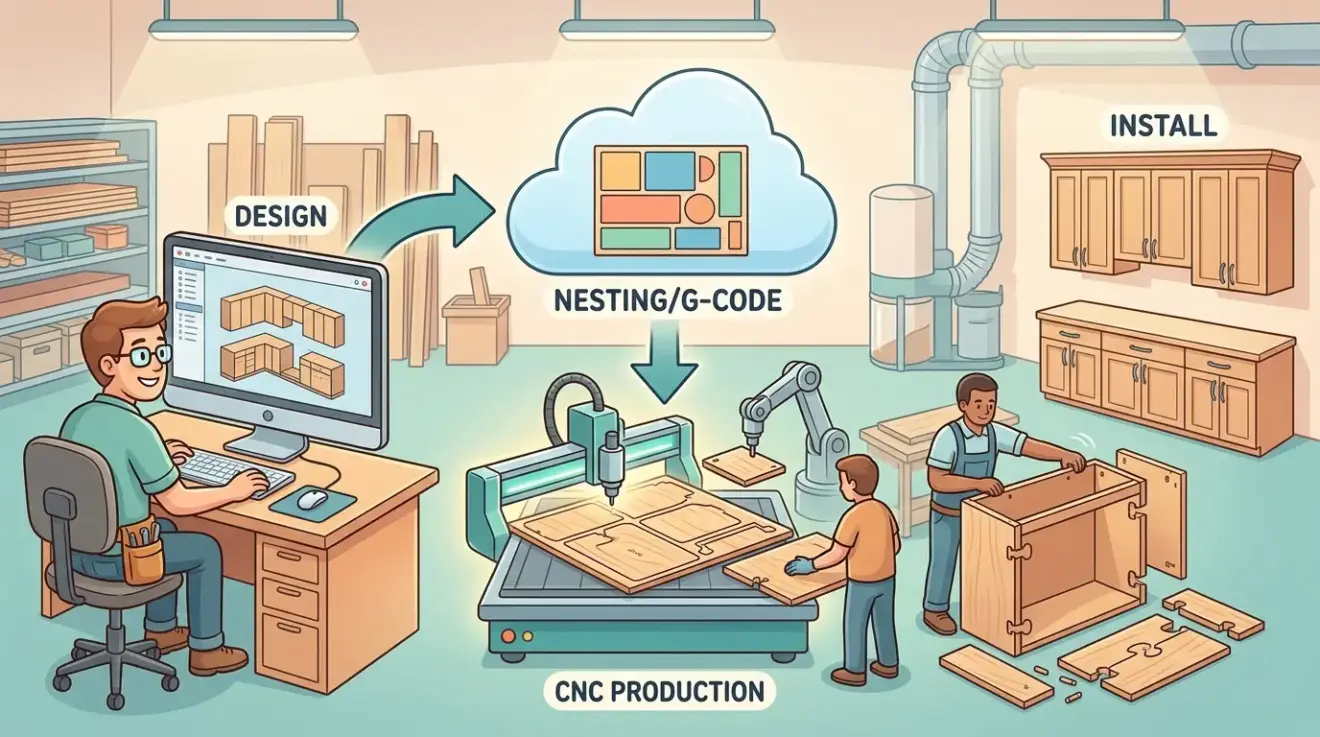
What Is Mozaik CNC Used For in Cabinet Production?
Sunday, 26 April 2026
Mozaik CNC matters in cabinet production because cabinet mistakes rarely begin at the spindle. They usually begin earlier, when the office defines a box one way, the cut list interprets it another way, the nesting file loses part intent, the drilling logic does not match the hardware assumption, or the label on the floor no
- Published in Blog

Metal Laser Cutter Buying Guide for Fabricators
Sunday, 26 April 2026
Buying a metal laser cutter is rarely just a question of cut quality. For most fabrication shops, the bigger issue is whether the machine can support the part mix, material flow, labor structure, and downstream processes that determine real production output. A machine that looks impressive in a short demonstration can still create problems if
- Published in Blog
What DIY Laser Cutter Projects Reveal About the Limits of Entry-Level Laser Machines
Sunday, 26 April 2026
DIY laser cutter projects are often where a buyer first learns what laser processing can do. Layered wood signs, tab-and-slot boxes, acrylic display pieces, custom tags, and decorative prototypes all make the technology feel accessible. That early experience is useful, but it can also hide an important distinction: finishing a one-off project is not the
- Published in Blog
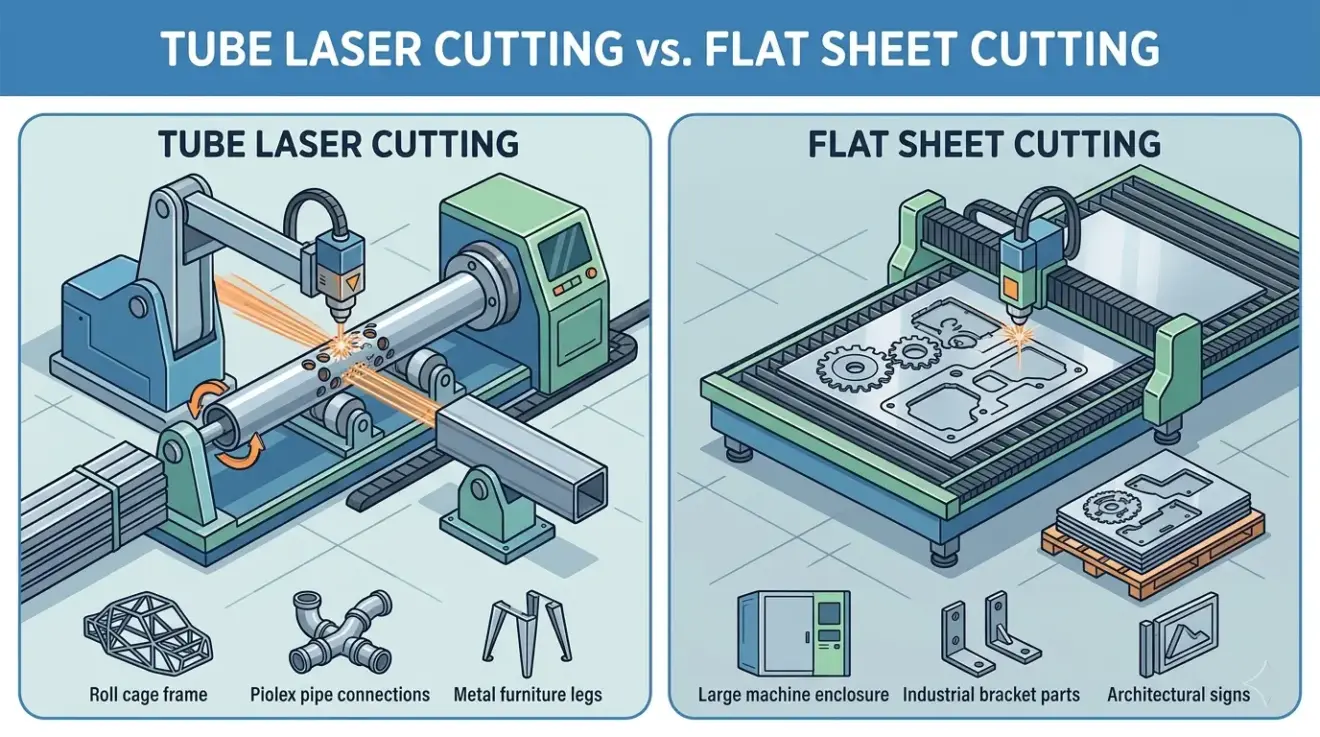
Tube Laser Cutting vs Flat Sheet Cutting: Choosing the Right Setup for Your Production Mix
Sunday, 26 April 2026
For many fabricators, the real question is not whether laser processing makes sense. It is which laser setup solves the actual production bottleneck first. A shop building frames, supports, welded assemblies, brackets, covers, and enclosures may handle both tube stock and flat sheet every day, but those jobs do not create the same handling, programming,
- Published in Blog
Jaster CNC, Raven CNC, Mysweety CNC, Wright CNC, and Pratic CNC: Which Budget CNC Brands Are Worth a Closer Look?
Sunday, 26 April 2026
Budget CNC brands show up where price sensitivity is high and expectations vary wildly. Some buyers want a low-risk learning tool. Others want a machine that can help launch a side business. Some are looking at compact marketplace routers as a stepping stone before moving to something more serious. The problem is that listings for
- Published in Blog
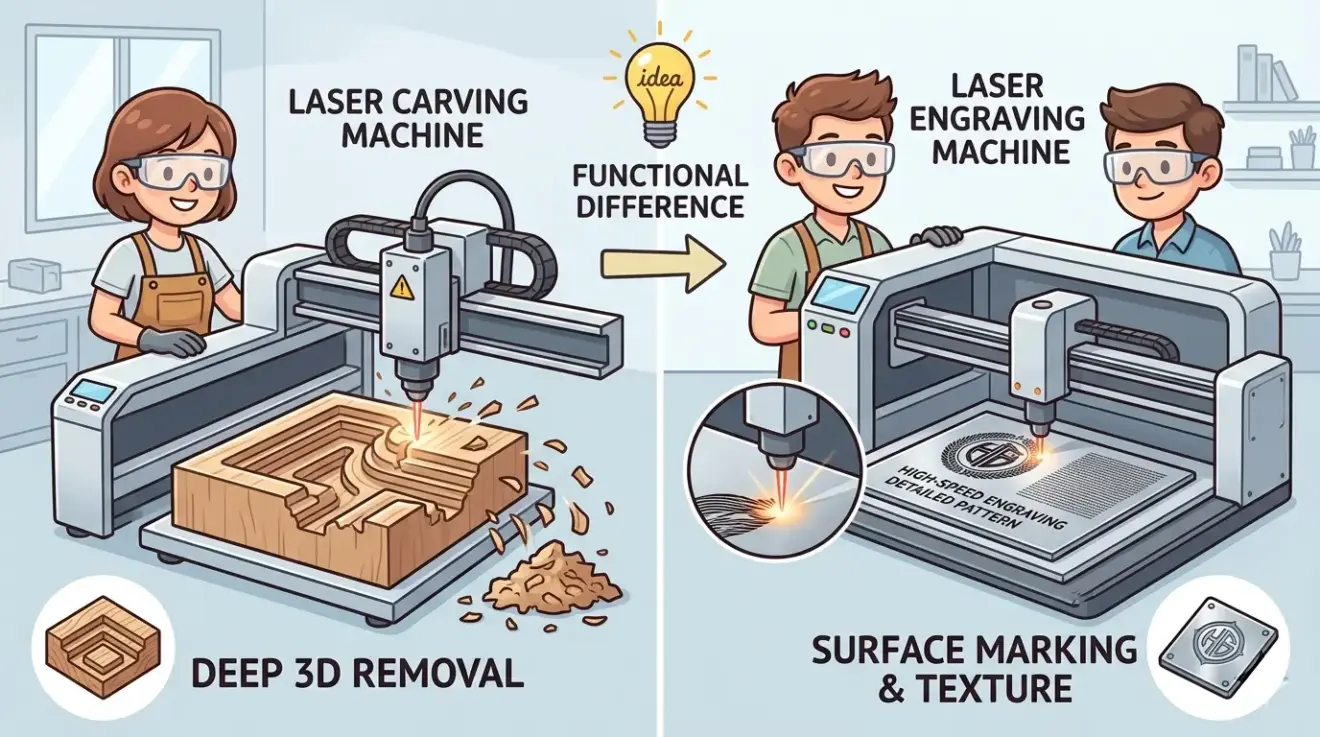
Laser Carving Machine vs Laser Engraving Machine: Is There a Real Difference in Production?
Sunday, 26 April 2026
Buyers often assume that a laser carving machine and a laser engraving machine must be two clearly different categories. In actual production, the difference is usually less about a separate machine class and more about the finished result the job requires. The real decision is whether the workflow depends on shallow surface marking, deeper relief-style
- Published in Blog
What Is a CNC Handwheel or MPG?
Sunday, 26 April 2026
A CNC handwheel, usually called an MPG or manual pulse generator, looks small compared with the spindle, control, or servo package. On a real machine, though, it often becomes one of the most important operator tools available. That is because the highest-risk mistakes on a CNC do not usually happen during a stable automatic cycle.
- Published in Blog

Busellato, Bacci, and KDT CNC Machines: Which Woodworking CNC Brand Fits Your Factory?
Sunday, 26 April 2026
When Busellato, Bacci, and KDT show up on the same shortlist, many factories assume they are comparing clean substitutes. That is usually the first mistake. In woodworking, a brand does not fit because it is respected. It fits because the machine family, workflow logic, support path, and expansion direction match the factory’s real production problem.
- Published in Blog
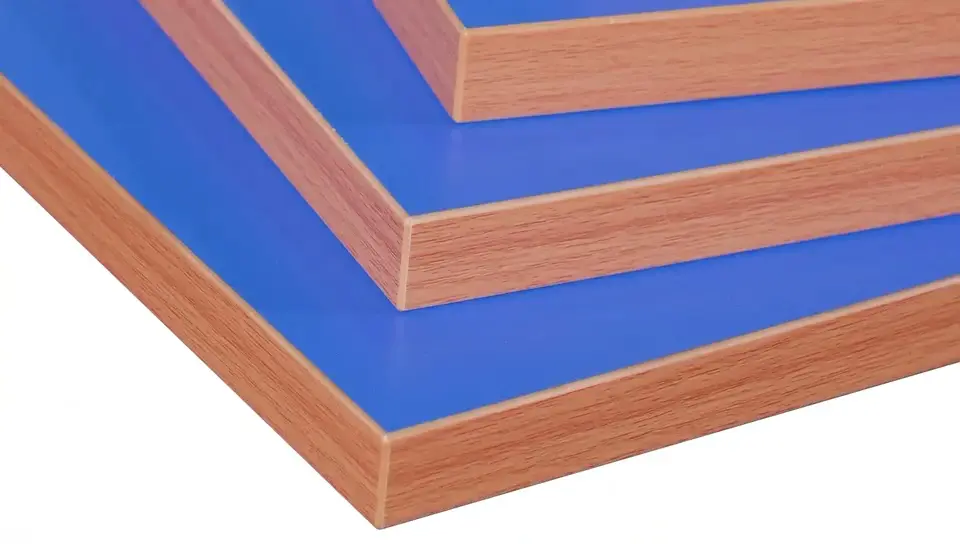
Common Edge Banding Defects in Furniture Production and How to Fix Them
Sunday, 26 April 2026
In cabinet and furniture production, edge banding defects rarely look serious at first. They usually appear as a visible glue line, a chipped corner, a loose edge, excess glue on the face, or a panel that needs touch-up before assembly. But once those defects start repeating, they slow the entire line. Operators begin sorting parts
- Published in Blog
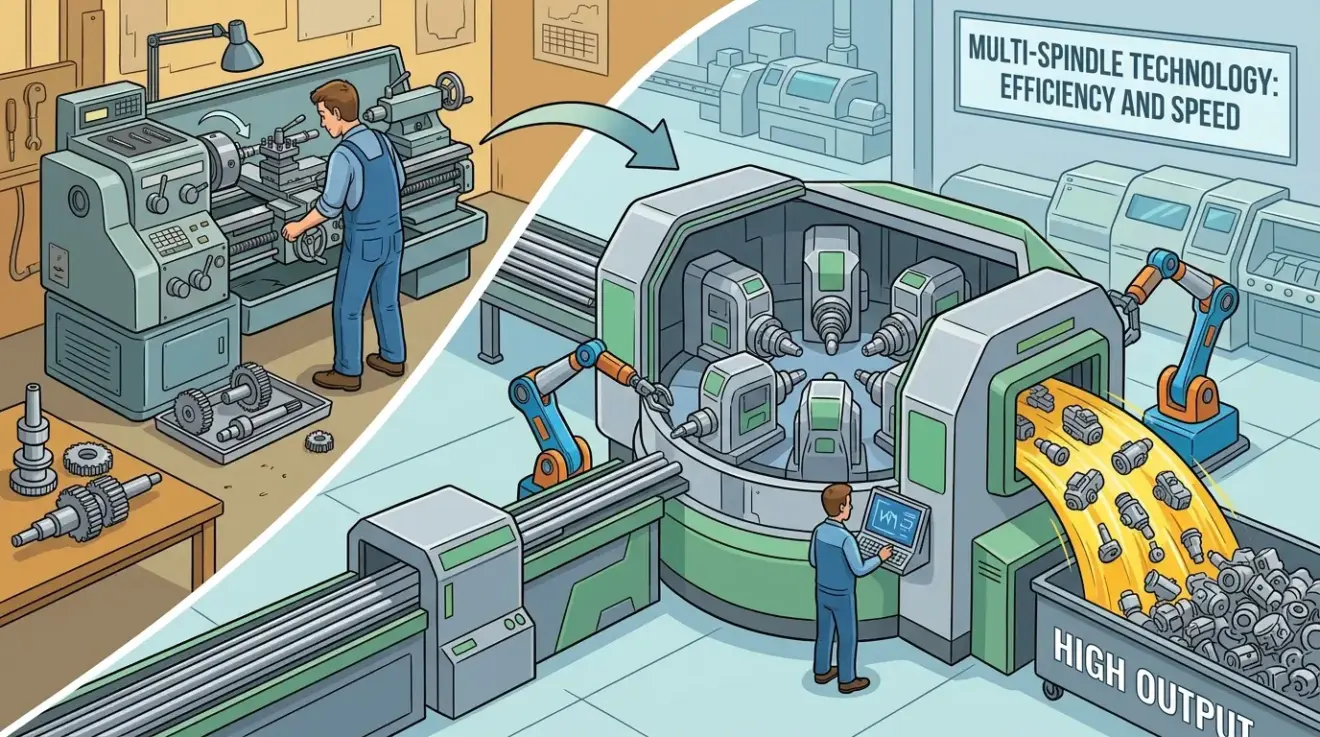
Index Multi-Spindle Machines Explained: When Very High Output Justifies the Investment
Sunday, 26 April 2026
Index multi-spindle machines are built for one economic purpose: turning relatively stable part families into finished output at very low cycle time per piece. They do that by spreading operations across indexed stations instead of asking one spindle to execute the whole job in sequence. When buyers understand the volume logic behind that architecture, the
- Published in Blog
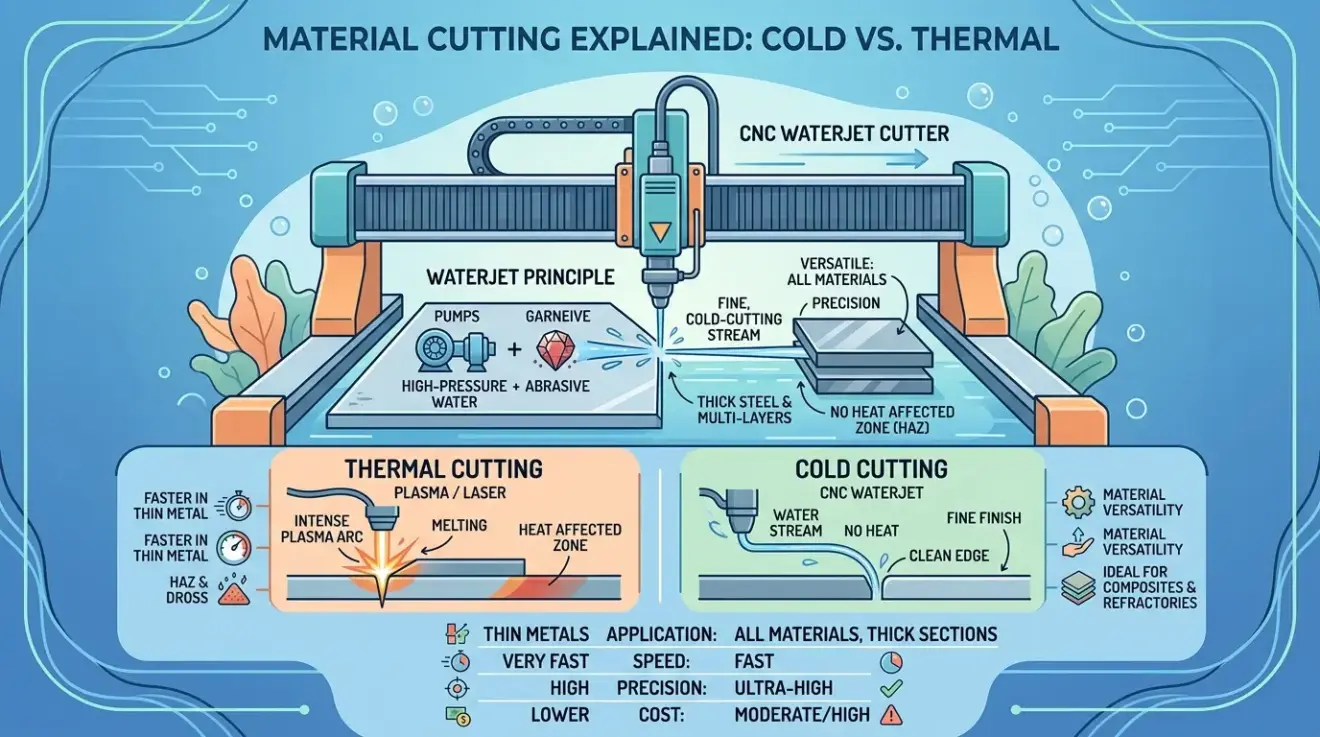
CNC Water Jet Cutter Explained: When Cold Cutting Beats Thermal Cutting
Sunday, 26 April 2026
Cutting processes are often compared as if they differ mainly in machine price and raw speed. In production, the more decisive difference is often what the process does to the material while it cuts. Some methods rely on heat, and in the right application that is perfectly acceptable. In other cases, heat becomes the reason
- Published in Blog

4×8 CNC Router Buying Guide for Cabinet and Furniture Production
Sunday, 26 April 2026
A 4×8 CNC router looks like the obvious machine for cabinet and furniture production because the bed matches standard panel stock. That part is easy. The harder question is whether the machine will shorten the route from sheet to assembly-ready parts, or simply turn one cutting problem into a sorting problem. The strongest buying case
- Published in Blog
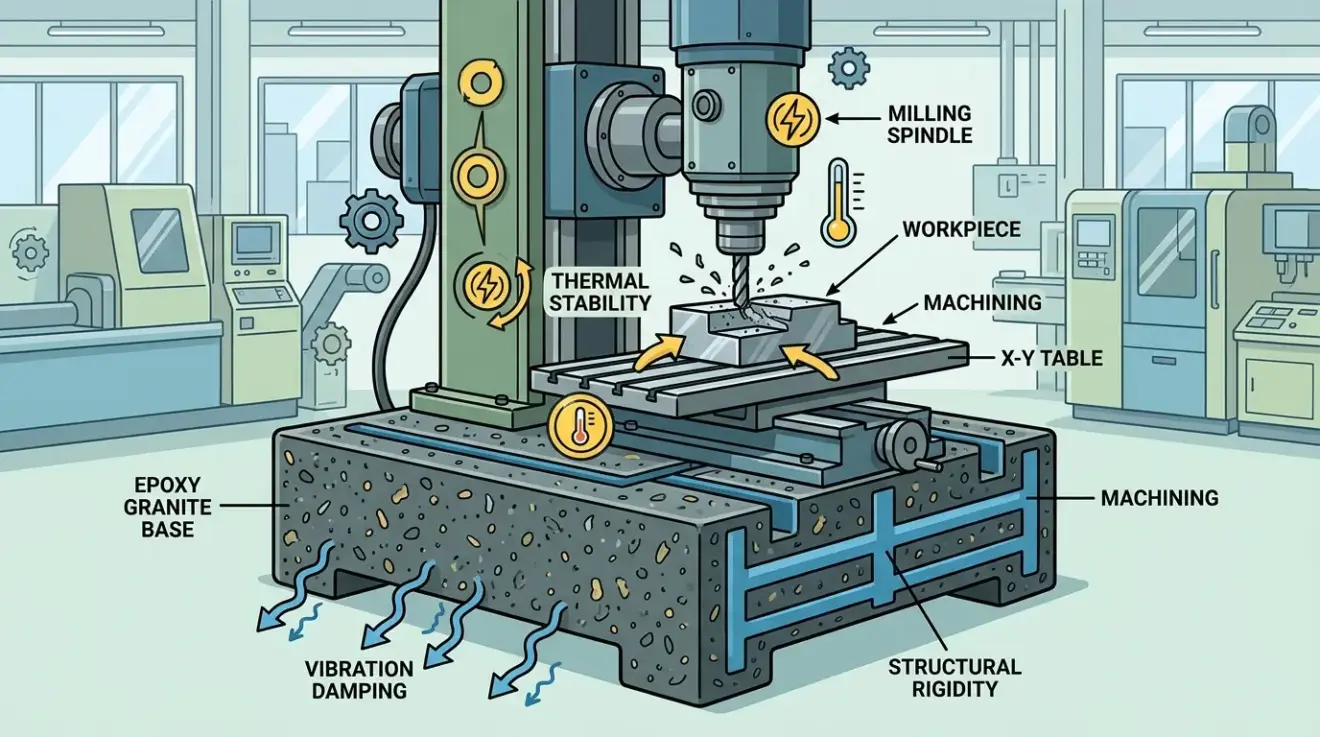
What Is an Epoxy Granite Mill Base?
Sunday, 26 April 2026
An epoxy granite mill base, often discussed under the broader label polymer concrete, is a machine base made from mineral aggregate bound with epoxy resin instead of relying only on a conventional all-metal casting or weldment. The reason builders use it is not because it sounds futuristic. The reason is that, in the right design,
- Published in Blog
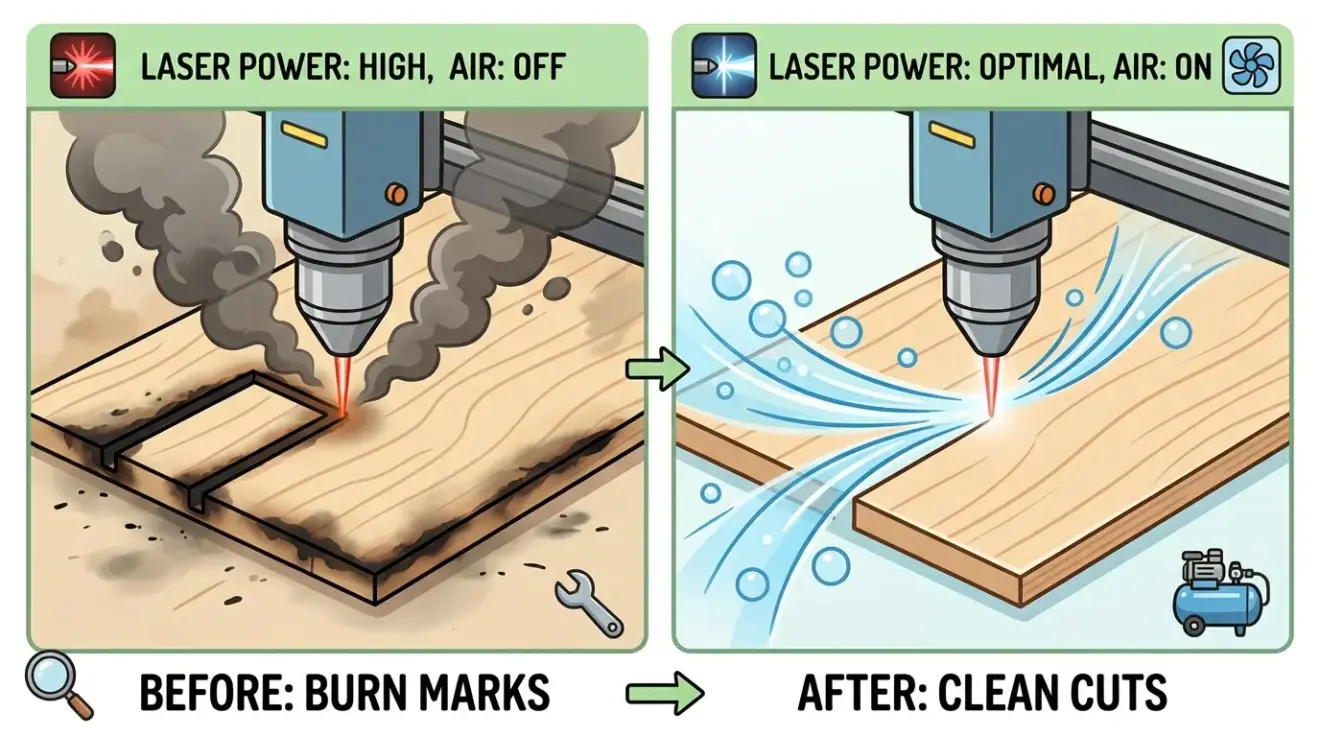
Laser Cut Plywood: How to Reduce Burn Marks and Improve Cut Quality
Sunday, 26 April 2026
Burn marks on laser-cut plywood rarely stay isolated to appearance. Once edges darken too much or face veneers pick up smoke staining, the shop usually pays for it again through slower unloading, extra sanding, rejected decorative parts, or inconsistent assembly quality. The problem becomes more expensive when operators respond by slowing every job down instead
- Published in Blog
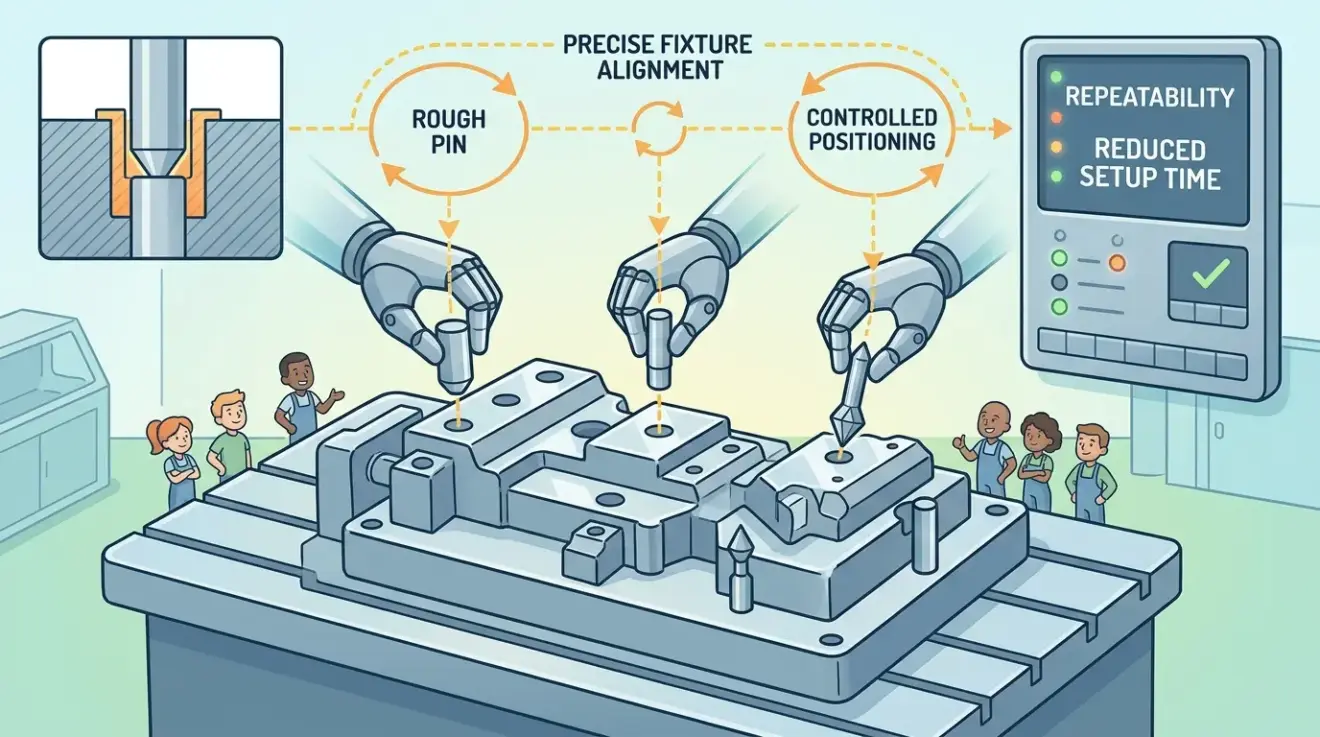
What Are CNC Locating Pins Used For?
Sunday, 26 April 2026
Shops usually start asking about locating pins when repeatability begins slipping in a way that is hard to explain. The fixture still looks solid. Clamps still tighten. The same program still runs. Yet the part no longer seems to return to exactly the same place from one cycle to the next. Operators start compensating. Inspection
- Published in Blog

Portable Laser Marking Machines: Use Cases, Limits, and Selection Tips
Sunday, 26 April 2026
Many buyers focus on portability too early. They ask whether a portable laser marking machine is the better choice before they define what problem the marking step is actually supposed to solve. In real production, portability only creates value when moving the part to a fixed station is slower, riskier, or less practical than moving
- Published in Blog

Get CNC Parts Made: A Practical Guide to RFQs, Drawings, and Supplier Selection
Saturday, 25 April 2026
Getting CNC parts made successfully is much less about finding the cheapest machine hour and much more about reducing ambiguity before money moves. Most sourcing failures do not begin when the spindle starts. They begin earlier, in incomplete drawings, vague tolerance language, unclear finish expectations, and RFQs that show what the part looks like without
- Published in Blog
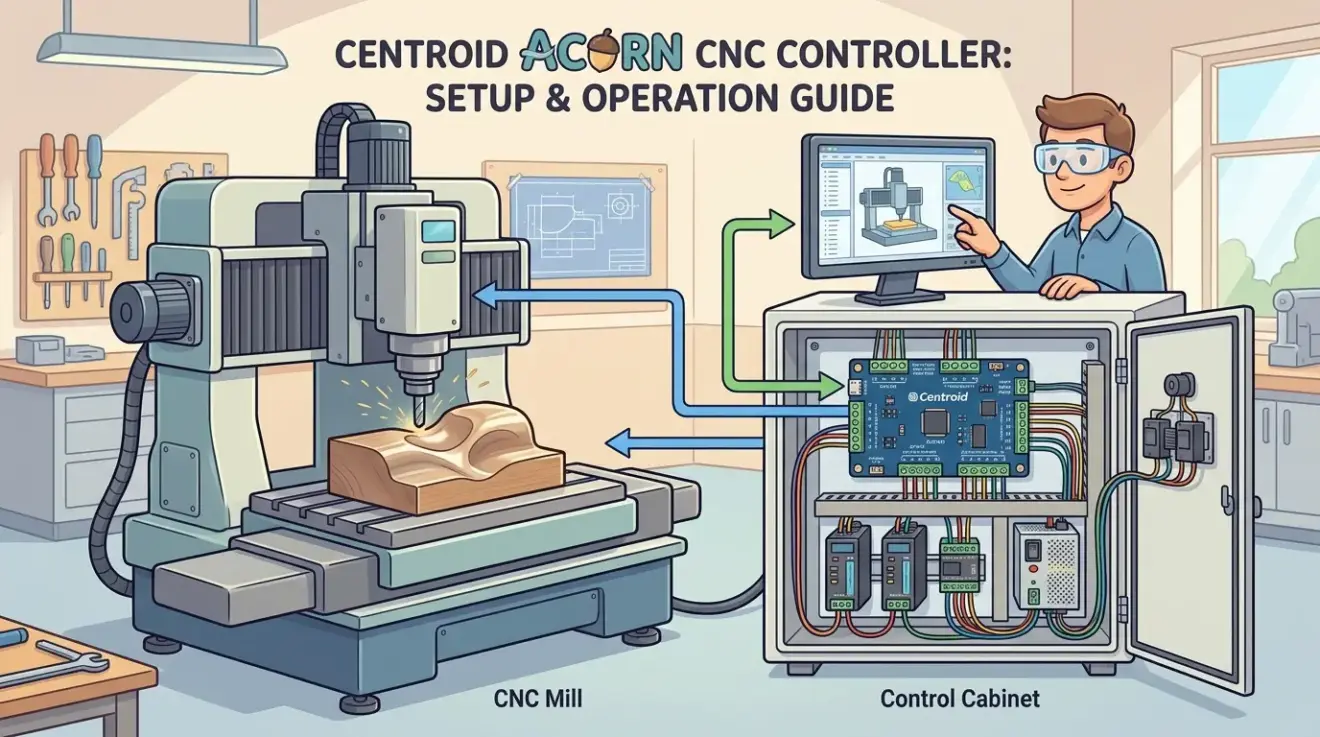
Centroid Acorn CNC Controller Guide: Features, Setup, and Best Use Cases
Saturday, 25 April 2026
Centroid Acorn keeps appearing in retrofit and small-shop conversations for one reason: people want a control layer that feels more modern than an aging machine’s current behavior, but they do not necessarily want to replace the whole machine yet. That can be a rational goal. It can also be the wrong fix entirely. The difference
- Published in Blog
3D Printed CNC Machines: What You Gain and Where Rigidity Becomes a Limit
Saturday, 25 April 2026
3D printed CNC machines attract serious builders because they make machine behavior visible. They lower the cost of experimentation, let a team learn motion systems and CAM with less capital, and turn machine building itself into part of the education. Those are real advantages. The mistake is expecting the same operating window as a heavier
- Published in Blog
3018 Pro CNC Router Guide: What It Can Cut, Engrave, and Upgrade
Saturday, 25 April 2026
The 3018 Pro is best understood as a more polished desktop router, not as a jump into production-class CNC. That distinction matters because this machine can touch more materials than it can process comfortably. Buyers who read “Pro” as a category change often expect calm throughput from a machine that still behaves like a close-attention
- Published in Blog
Desktop CNC Mill vs Desktop CNC Router: Which One Should You Start With?
Saturday, 25 April 2026
Buyers shopping for a first desktop CNC system often get stuck between mills and routers because both seem to promise the same broad benefit: compact digital fabrication on a manageable budget. That shared promise hides a fundamental difference. A desktop CNC mill and a desktop CNC router may both be small, computer-controlled machines, but they
- Published in Blog
How to Reduce Material Waste With a Modern Panel Saw Machine
Saturday, 25 April 2026
In panel furniture production, material waste is rarely caused by one dramatic mistake. More often, it builds up through small losses repeated all day: oversized trim allowances, recuts from size variation, chipped finished surfaces, poorly planned sheet breakdown, and batches that get mixed before they reach the next operation. That is why waste reduction is
- Published in Blog
CNC Servo Systems Explained: When Servos Beat Steppers
Saturday, 25 April 2026
Servo-versus-stepper debates often sound simpler than the real decision. Buyers hear that servos are more advanced, steppers are cheaper, and the rest is just a budget question. In practice, the better answer depends on what kind of motion trouble the machine is actually experiencing. If the axis is losing confidence under changing load, if acceleration
- Published in Blog
What Is CNC Cleaning and How Often Should Machines Be Cleaned?
Saturday, 25 April 2026
CNC cleaning is the planned control of contamination around the machine: chips, dust, coolant residue, adhesive buildup, stone slurry, oil film, and the fine debris that settles where operators stop looking. It is not cosmetic work. It is part of keeping the machine readable, safe, and consistent between maintenance events. The second half of the
- Published in Blog
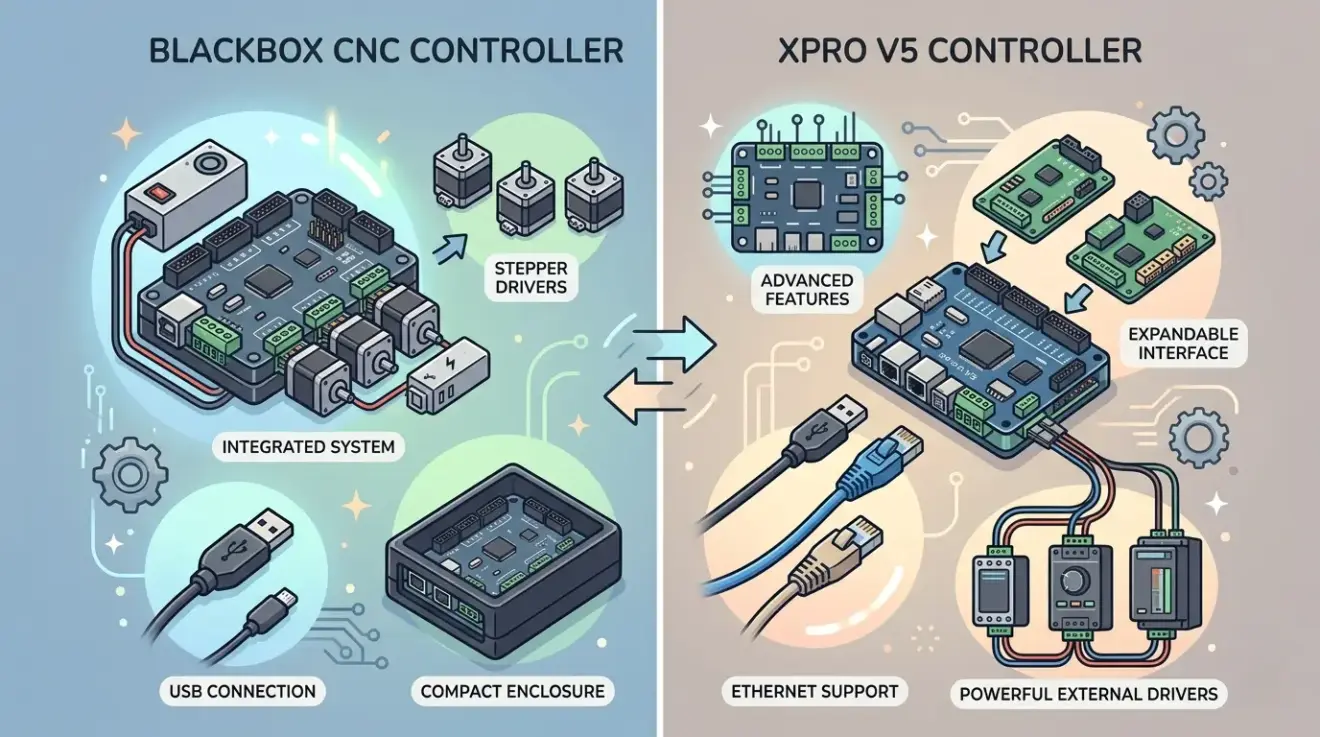
BlackBox CNC vs XPro V5: Which DIY CNC Controller Should You Choose?
Saturday, 25 April 2026
DIY CNC builders often choose the frame, rails, spindle, motors, and motion format first, then discover late that the controller determines whether the whole machine feels coherent or permanently half-finished. That happens because the controller does more than drive motion. It influences wiring clarity, calibration discipline, error recovery, upgrade stress, and how quickly the machine
- Published in Blog
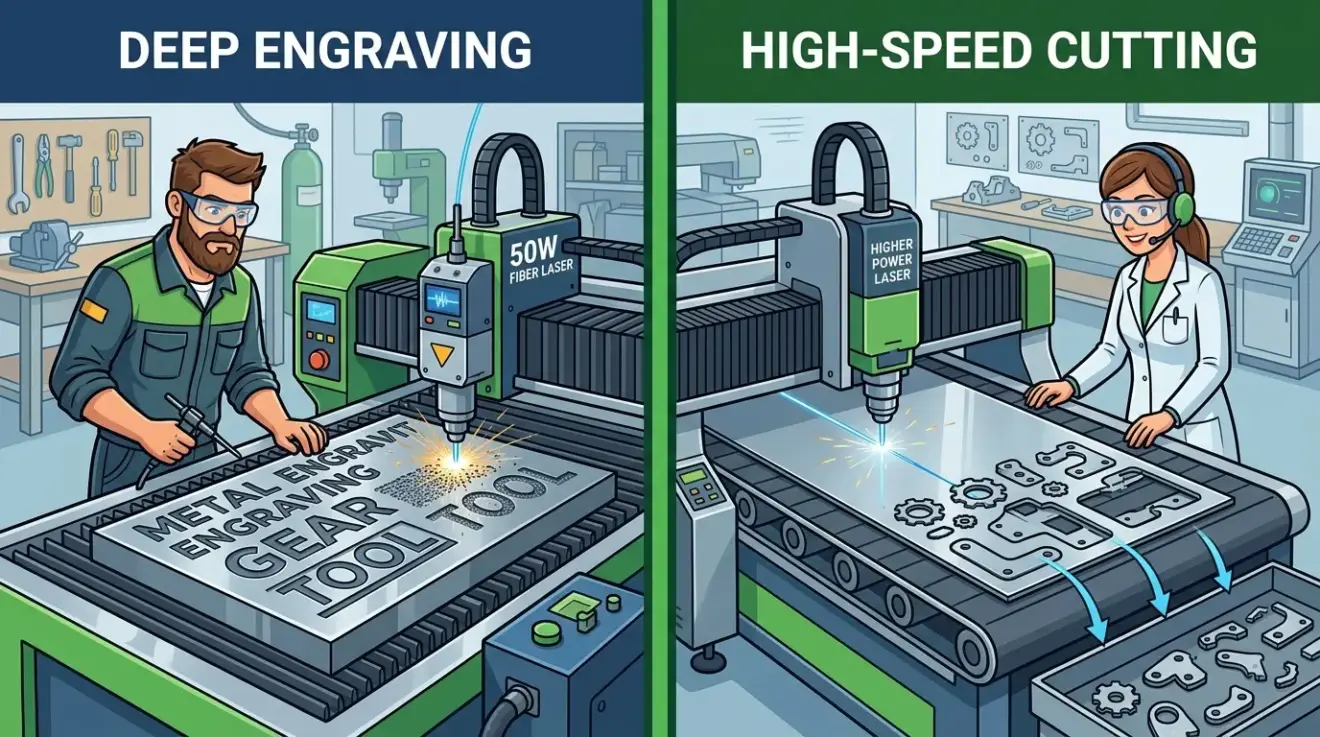
50W Fiber Laser vs Higher-Power Fiber Laser: Which Is Right for Your Workflow?
Saturday, 25 April 2026
In many factories, the wrong laser-power decision does not fail on the sample plate. It fails later, when cycle times drag, small codes lose edge definition, thin parts show too much heat, or the buyer pays for output the line never actually uses. That is why the real question is rarely whether higher power sounds
- Published in Blog

Factory-Direct Machinery Buying: Pros, Risks, And What To Verify Before You Commit
Saturday, 25 April 2026
In machinery buying, the visible machine price is only one part of the decision. The bigger cost often shows up later, when a line runs below target, installation takes longer than expected, spare parts are unclear, or the machine that looked competitive on paper turns out to be a poor fit for the actual workflow.
- Published in Blog
Laser Etching Machine for Metal: How to Improve Mark Quality in Production
Saturday, 25 April 2026
Metal marks often fail for a simple reason: the sample looked good, but the production process was never really under control. A logo may appear sharp on a flat test coupon, then lose contrast on actual parts with oil residue, mixed finishes, or slight height variation. A data matrix code may read well at the
- Published in Blog
How to Evaluate Fabric Laser Cutting Machines for Textile and Soft Material Workflows
Saturday, 25 April 2026
Textile and soft-material manufacturers rarely struggle because no process can cut the shape at all. The real bottleneck is usually elsewhere: frequent pattern changes, frayed edges, inconsistent low-ply accuracy, slow setup between jobs, or too much manual correction after cutting. That is why a fabric laser cutting machine should be evaluated as a workflow tool,
- Published in Blog
Hanten CNC, Jinsu CNC, Haitian CNC, and Other Regional CNC Brands: How to Evaluate Lesser-Known Suppliers
Saturday, 25 April 2026
Buyers often waste time debating whether an unfamiliar brand name is “good” or “bad” before asking the more useful question: what kind of supplier sits behind the badge? Regional and low-visibility CNC brands can represent very different realities. Some are actual manufacturers with narrow export footprints. Some are trading companies applying different names to similar
- Published in Blog
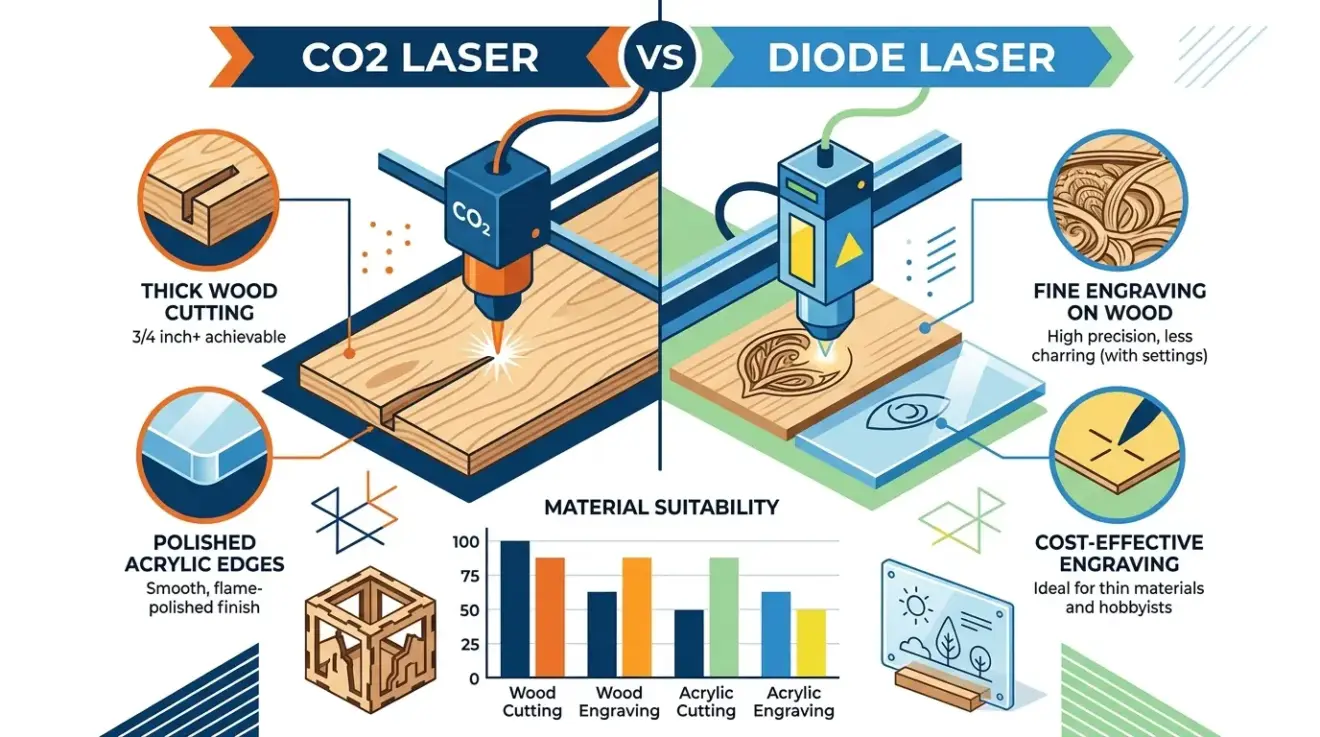
CO2 Laser vs Diode Laser: Which One Fits Wood and Acrylic Production Better?
Saturday, 25 April 2026
The phrase “better” only becomes useful once a shop defines the real job. For light wood engraving, both CO2 and diode systems can be workable. For acrylic cutting, repeatable output, and mixed-material production, the decision usually becomes much less balanced. A diode machine may look attractive because the entry cost is lower and the footprint
- Published in Blog

How To Choose the Right Laser Machine for Your Material Mix
Saturday, 25 April 2026
Choosing a laser machine sounds straightforward until the material list gets longer than one ideal sample. A system that performs well on acrylic display parts may not be the right fit for sheet metal cutting, low-heat plastic marking, or mixed jobs that shift between engraving and contour work across the same week. That is why
- Published in Blog
Laser Engraving Machine for Metal: Which Specs Actually Change Results
Saturday, 25 April 2026
In metal engraving, two machines can share similar headline power and still produce very different results on the same part. One leaves crisp, scanner-readable codes with stable contrast. The other creates wider heat tint, softer edges, inconsistent depth, or longer-than-expected cycle times. In production, that gap usually comes from the supporting specifications, not the brochure
- Published in Blog
What Is a Corn Milling Cutter?
Saturday, 25 April 2026
A corn milling cutter, often called a corn cob roughing cutter, is a milling tool built for one specific part of the job: removing stock during roughing without pretending to leave a finish-ready surface behind. Its most recognizable feature is the serrated or interrupted cutting geometry along the flute. That geometry changes how the tool
- Published in Blog
Benchtop CNC Mill Buying Guide for Prototyping and Education
Saturday, 25 April 2026
Benchtop CNC mills are often bought for two reasons that sound similar from a distance and behave very differently in practice. One buyer wants fast prototyping: direct access to small parts, fixture ideas, and development revisions without sending every change outside. Another buyer wants education: repeatable hands-on exposure to CAD, CAM, tooling, workholding, zeroing, and
- Published in Blog
Types of CNC Machines Explained: Mills, Lathes, Routers, Lasers, and More
Saturday, 25 April 2026
Factories do not really buy “a CNC machine.” They buy a process. The acronym only tells you that motion is controlled numerically. It does not tell you whether the machine removes metal with a spindle, turns bar stock around a spindle axis, cuts sheet with heat, profiles stone with flood-cooled tooling, or sizes furniture panels
- Published in Blog