
 Español
Español  Italiano
Italiano  Deutsch
Deutsch  Français
Français  Português
Português  العربية
العربية  Türkçe
Türkçe  Русский
Русский  Tiếng Việt
Tiếng Việt  한국어
한국어  日本語
日本語  简体中文
简体中文 
New vs. Used Sliding Table Saw: Upfront Savings vs. Service Risk Over Time
Tuesday, 07 April 2026
When a shop needs more cutting capacity, a used sliding table saw can look like the fastest way to save money. The price gap can be hard to ignore, especially when production is already busy and management wants to add capacity without tying up too much capital. But on a sliding table saw, the real
- Published in Blog

CNC Drilling Machine Configuration Guide For Furniture Factories
Tuesday, 07 April 2026
In furniture production, drilling problems rarely start with a lack of machine capacity. They usually start with poor configuration. Cabinets reach assembly with mismatched connector holes, shelf-pin lines drift from one batch to the next, drawer parts arrive mirrored the wrong way, and hardware fitting turns into manual correction instead of repeatable flow. A CNC
- Published in Blog
CNC Routing Services for Custom Panels, Signs, and Wood Parts
Tuesday, 07 April 2026
Outsourcing CNC routing is not just a way to avoid machine ownership. It is a way to hand a production step to someone else and trust that they will interpret the drawing correctly, choose a sensible cutting strategy, protect the difficult geometry, maintain the right edge quality, and ship the parts in a condition your
- Published in Blog
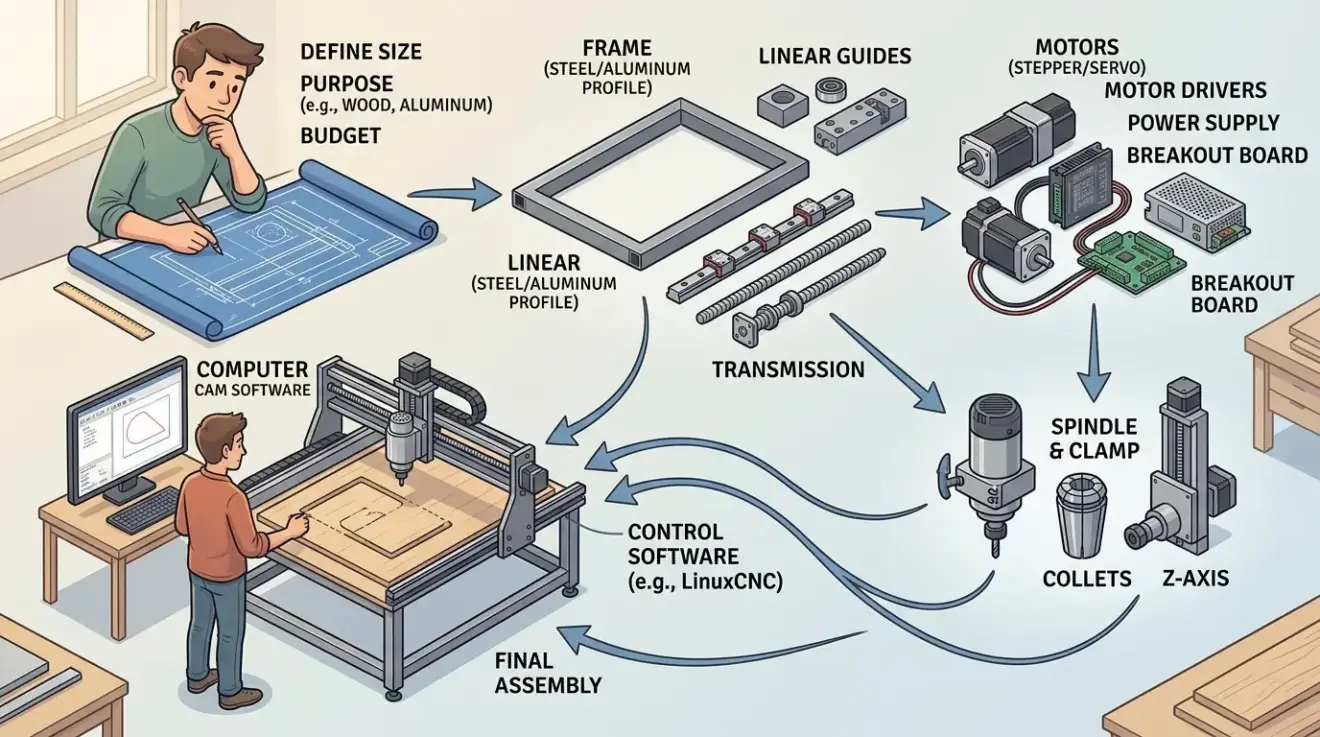
Build Your Own CNC Router: What to Plan Before You Start
Tuesday, 07 April 2026
Building a CNC router usually looks easier at the beginning than it feels halfway through. Early on, the project seems like a parts list: frame, rails, drive system, spindle, controller, table, software. Later, it becomes clear that the challenge is not ordering those pieces. The challenge is getting them to behave like one machine with
- Published in Blog
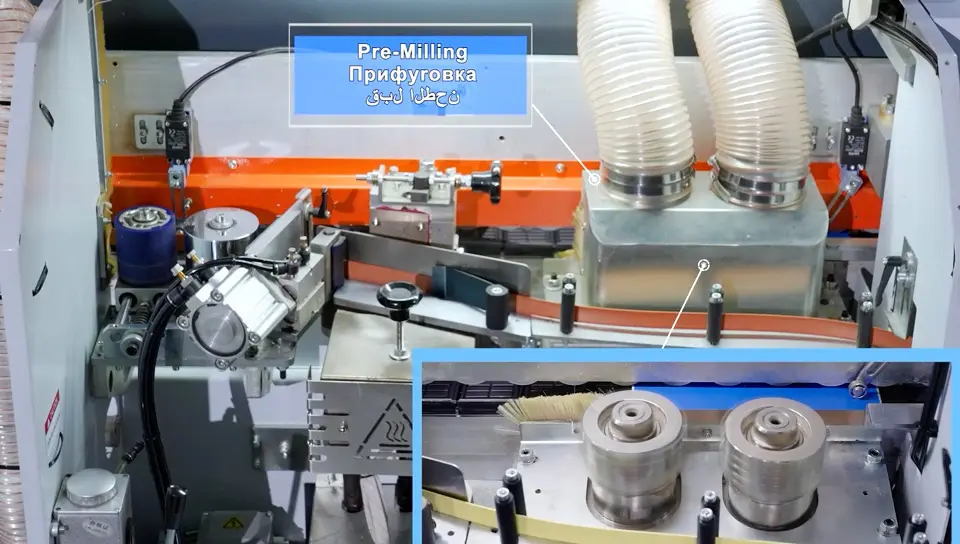
Pre-Milling Edgebander vs Standard Edgebander: Is the Upgrade Worth It?
Tuesday, 07 April 2026
The upgrade question usually starts when a standard edge-banding line is still producing acceptable parts, but not without too much correction. Glue lines look clean on some batches and uneven on others. Operators keep scraping, polishing, or stopping to check visible panels. Assembly teams begin noticing that parts from the same run do not always
- Published in Blog
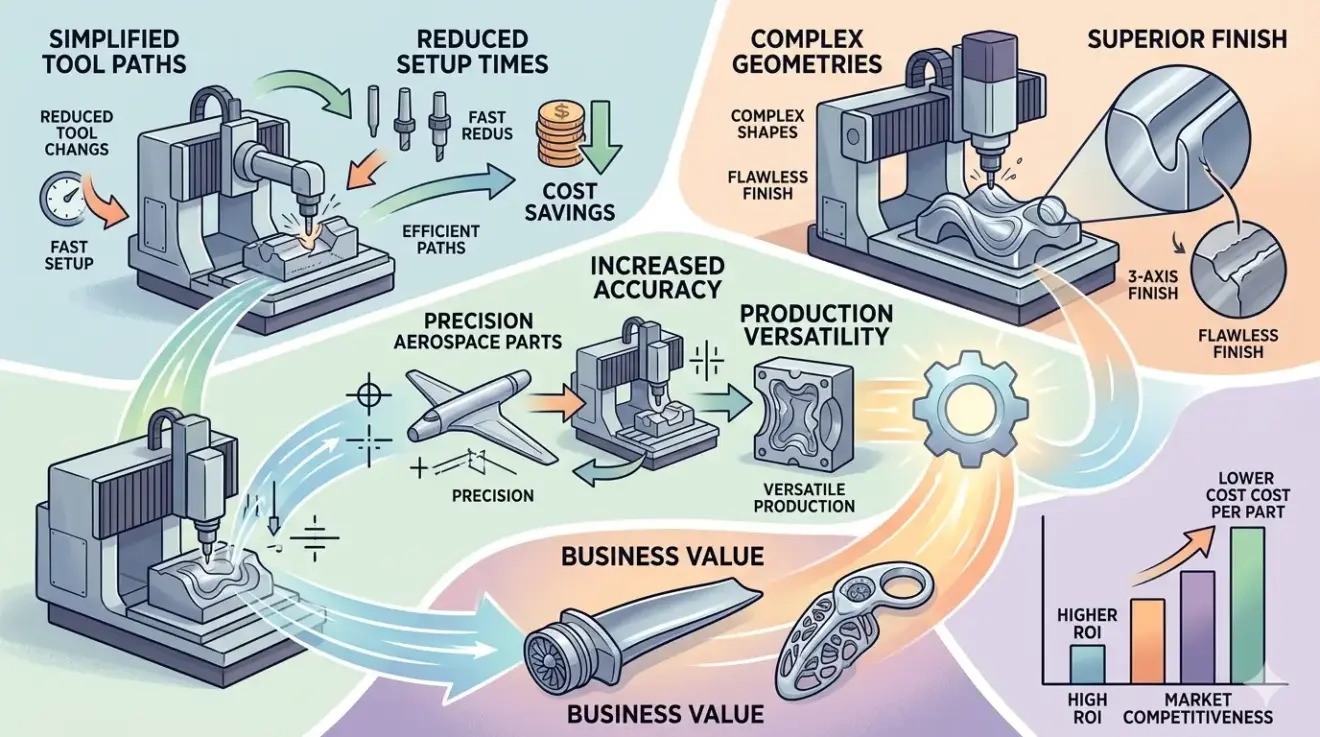
6 Axis CNC Machines: When Does Extra Motion Add Real Value?
Tuesday, 07 April 2026
Six-axis CNC machines only make commercial sense when the extra motion removes a penalty the factory can already measure. If the current route keeps paying for manual flips, repeated re-clamps, awkward repositioning, or too much idle time between operations, the sixth axis may have a real job. If the pain is still vague, the extra
- Published in Blog
CNC Surface Grinder Buying Guide: When Flatness and Finish Matter
Tuesday, 07 April 2026
Surface grinding usually enters the conversation after a shop has already tried to avoid it. Milling has been tuned. Finishing passes have been slowed down. Operators have stoned edges by hand. Inspection has been repeated. A part looks close enough dimensionally, yet the downstream process still does not trust the face. Seal surfaces do not
- Published in Blog
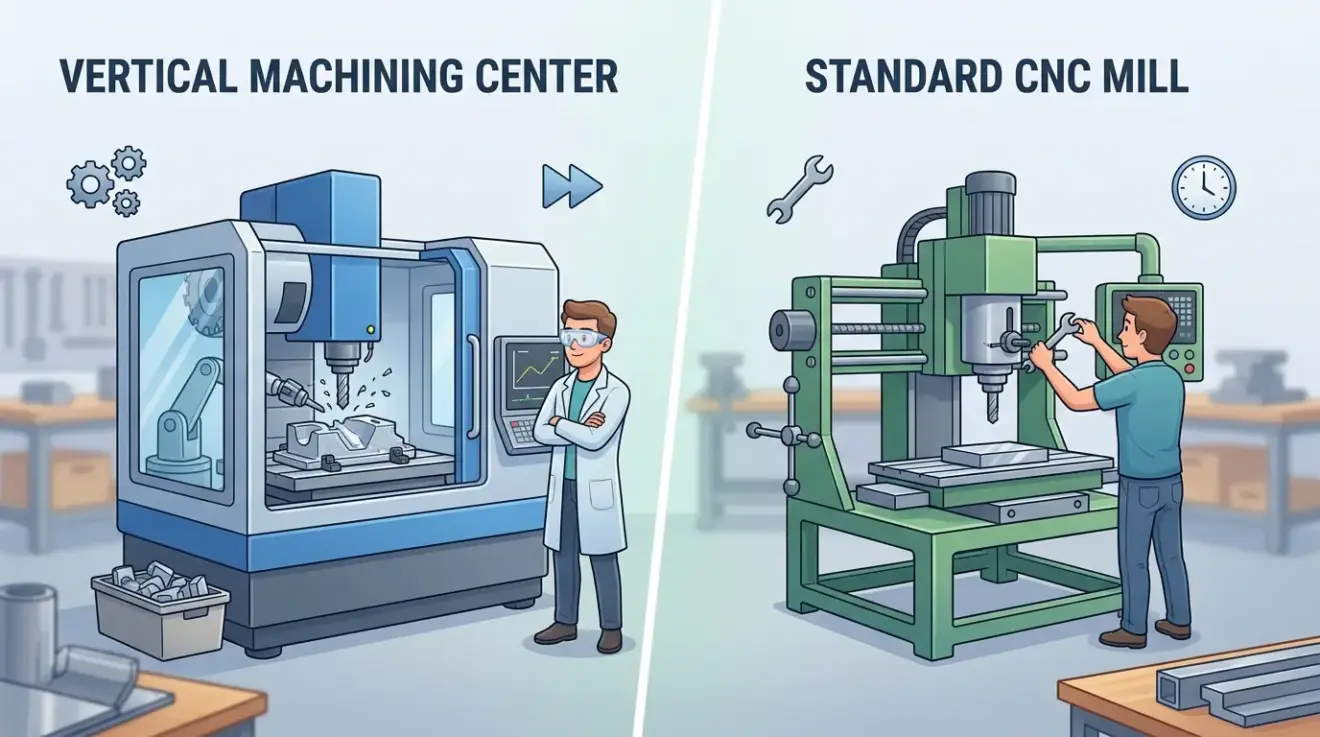
Vertical Machining Center vs Standard CNC Mill: What’s the Difference?
Tuesday, 07 April 2026
Many buying conversations use “CNC mill” as if it were a complete answer. It is not. It is a broad label that can describe anything from a relatively simple CNC-equipped vertical mill to a much more integrated vertical machining center built for repeatable production. Once the budget becomes serious, that difference matters because the plant
- Published in Blog
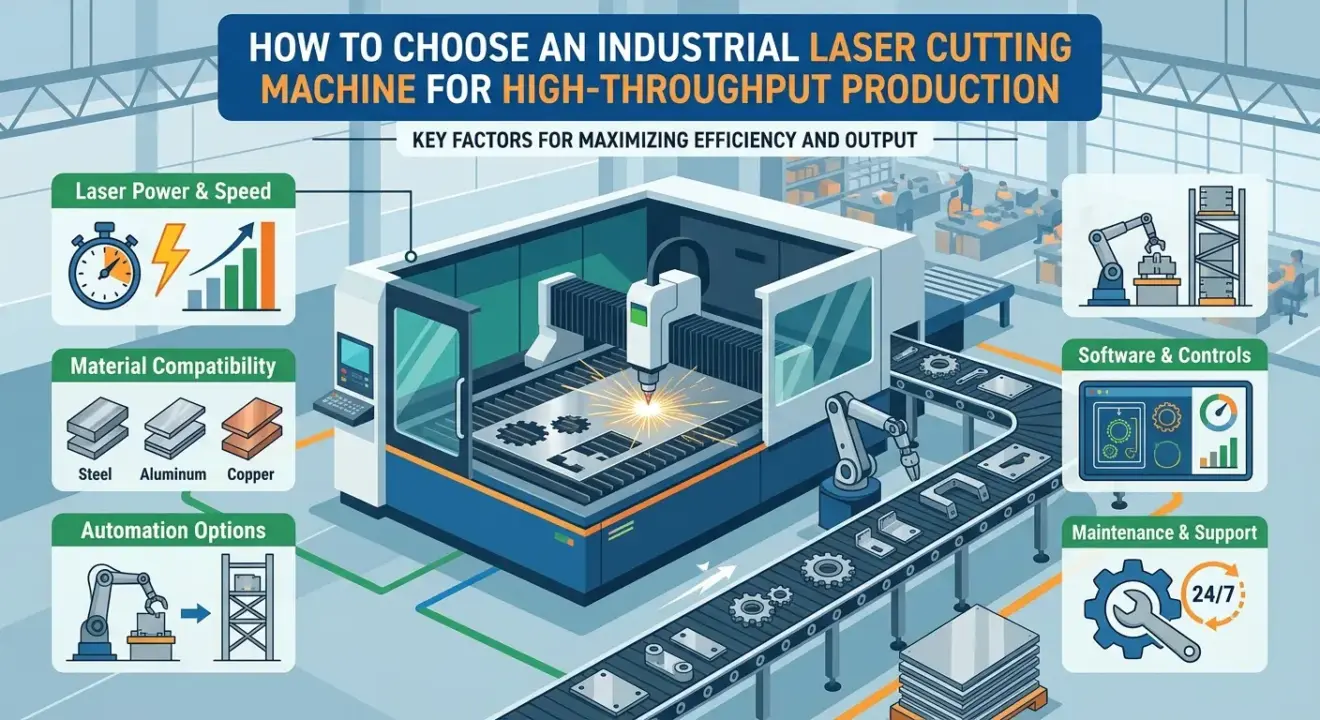
How to Choose an Industrial Laser Cutting Machine for High-Throughput Production
Tuesday, 07 April 2026
If output targets are slipping, the issue is rarely the beam alone. High-throughput laser production depends on how fast jobs are prepared, how consistently sheets are loaded, how cleanly parts are separated, and how reliably the next process can keep moving. That is why an industrial laser cutting machine should be evaluated as a production
- Published in Blog

CNC Machine for Sale: How to Compare Listings Without Missing Critical Details
Tuesday, 07 April 2026
The difficult part of shopping a CNC machine for sale is not finding listings. Marketplaces are full of them. The difficult part is deciding which listings deserve serious technical time and which ones should be eliminated in minutes. New factory-direct offers, dealer stock, owner-operated used machines, liquidation assets, and half-restored projects are often presented under
- Published in Blog
CNC Small Parts Manufacturing: How to Balance Tolerance, Throughput, and Cost
Tuesday, 07 April 2026
Small parts are expensive for reasons that do not show up clearly on a drawing thumbnail. Buyers look at the component and see very little material. Suppliers look at the component and may quote from a short spindle cycle. Both sides can still miss the real burden. Tiny parts become costly when machining stops being
- Published in Blog
Wood CNC Machine vs CNC Milling Machine: What’s the Difference?
Tuesday, 07 April 2026
The confusion usually starts with search behavior. A buyer types “CNC mill” because they mean “computer-controlled cutting machine.” Another types “wood CNC” because the machine has a gantry and a spindle. A marketplace mixes both labels in one category because traffic matters more than manufacturing accuracy. By the time the buyer is comparing quotations, two
- Published in Blog
Touch Plate CNC Setup: Faster and More Accurate Zeroing
Tuesday, 07 April 2026
Touch plates look simple enough that many CNC users treat them like minor accessories. In reality, they often solve one of the most expensive small-shop problems: ordinary setup inconsistency. A few tenths or a few hundredths in the wrong direction can mean a broken tool, a gouged top surface, a wasted blank, or an operator
- Published in Blog
What Is a CNC VTL Machine?
Tuesday, 07 April 2026
A CNC VTL is a vertical turning lathe. The part sits on a horizontal table, rotates around a vertical axis, and is machined by turning tools that approach from the side or above depending on the machine layout. It is still a turning machine, not a vertical mill with lathe vocabulary attached to it. The
- Published in Blog
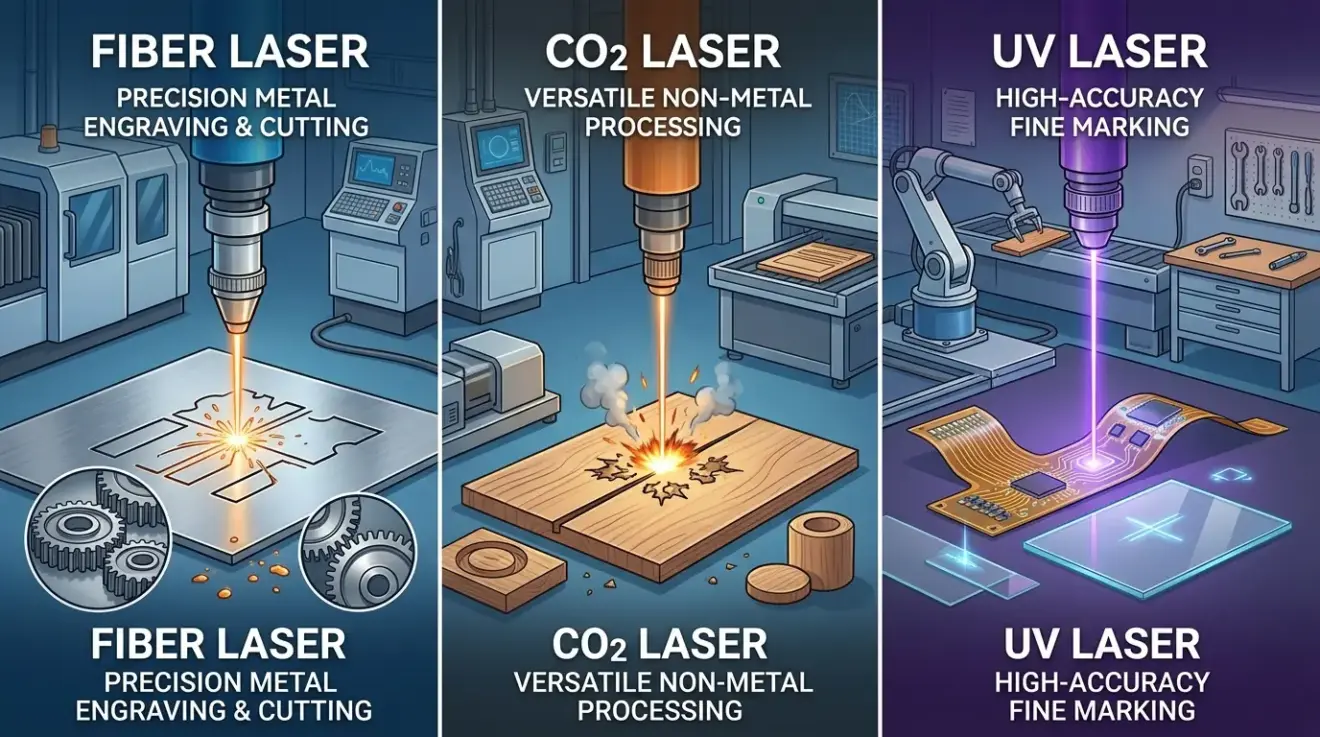
Fiber Laser vs CO2 Laser vs UV Laser: A Practical Comparison for Industrial Buyers
Tuesday, 07 April 2026
Many buyers put these three laser types into the same shortlist before they have defined the real production task. That is usually where the confusion starts. In real factories, fiber, CO2, and UV are not simply three versions of the same machine. They are usually chosen to solve different material, finish, and workflow problems. If
- Published in Blog
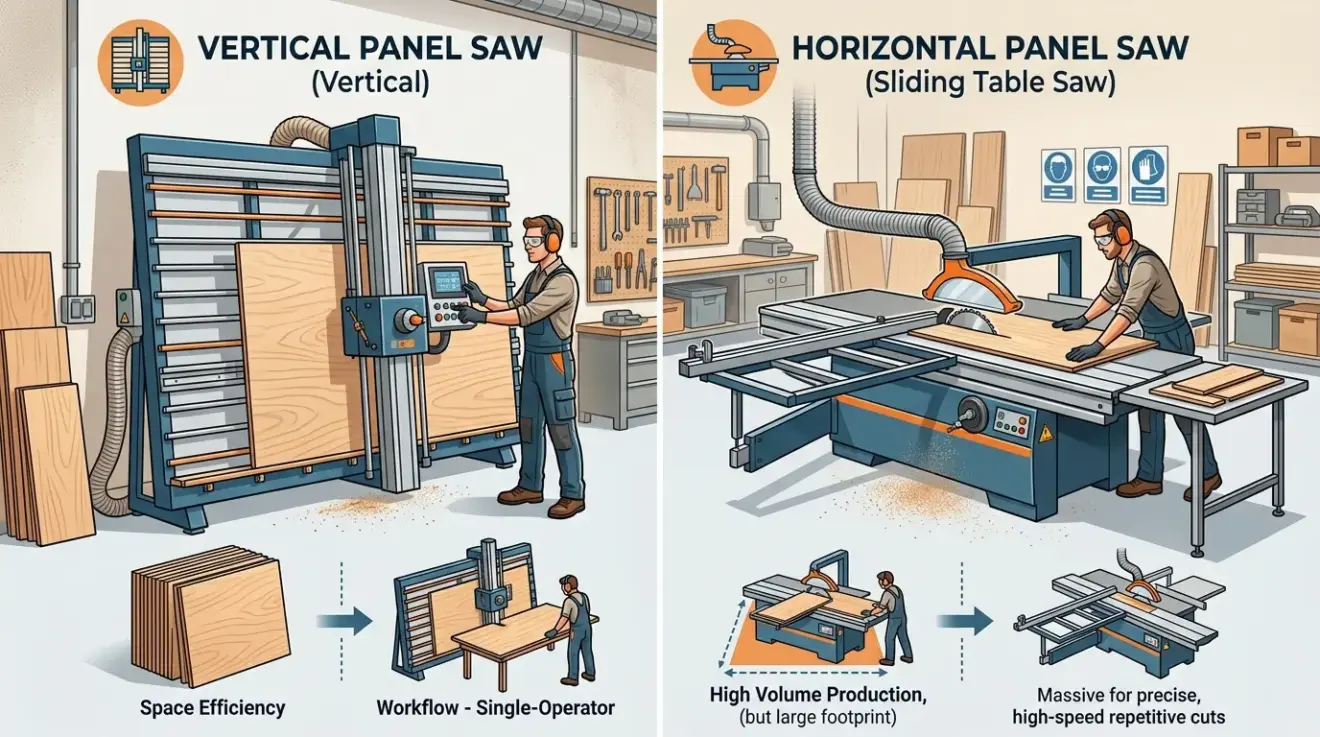
Vertical Panel Saw vs Horizontal Panel Saw: Pros, Cons, and Workflow Fit
Monday, 06 April 2026
Many shops compare these two machines only after panel cutting starts slowing the rest of production. At that point, the real issue is usually not whether both saws can produce straight, accurate cuts. It is whether the cutting method fits the shop’s floor plan, job mix, labor model, and downstream workflow. A vertical panel saw
- Published in Blog
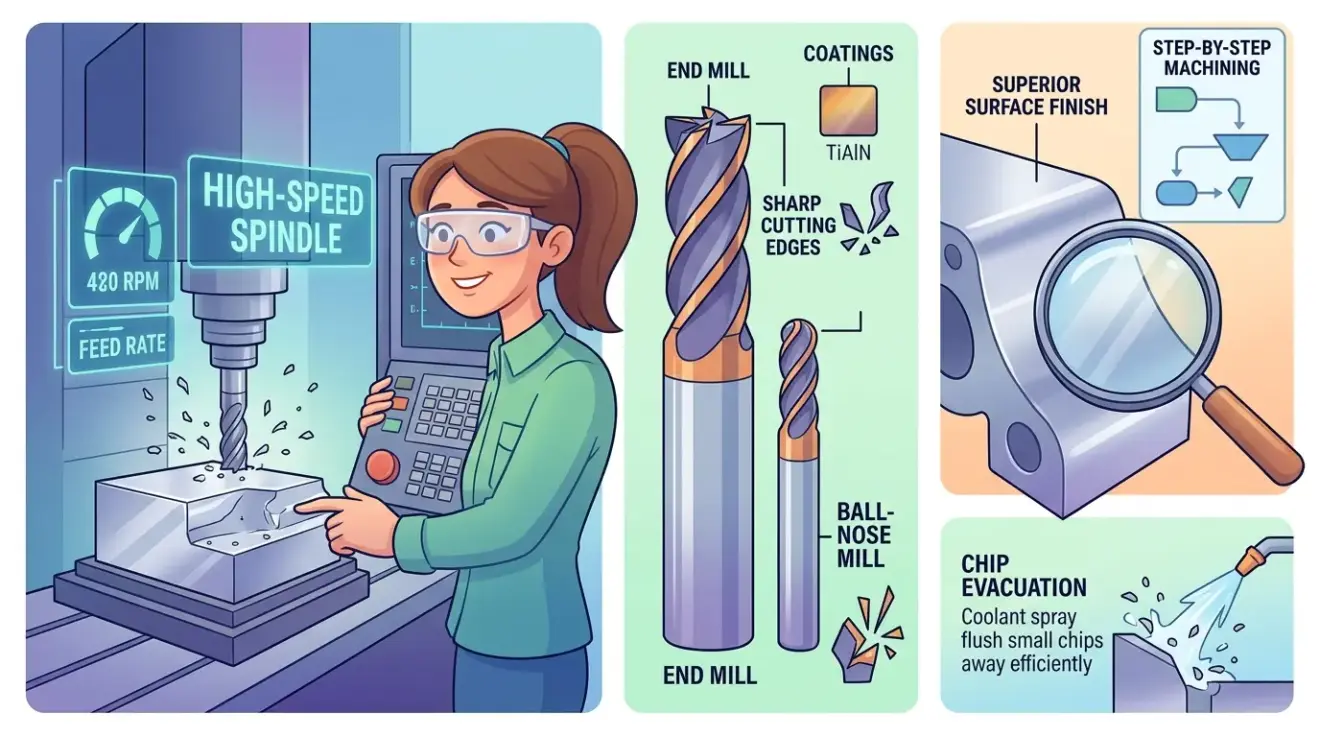
CNC Aluminum Machining: What to Watch for in Tooling, Speed, and Finish
Monday, 06 April 2026
Aluminum is one of the easiest materials to underestimate. It looks approachable, machines faster than many people expect, and is common enough that teams often assume the process will be forgiving. In reality, aluminum rewards disciplined cutting and exposes weak process control quickly. When the route is healthy, the chips clear, the edge stays sharp,
- Published in Blog
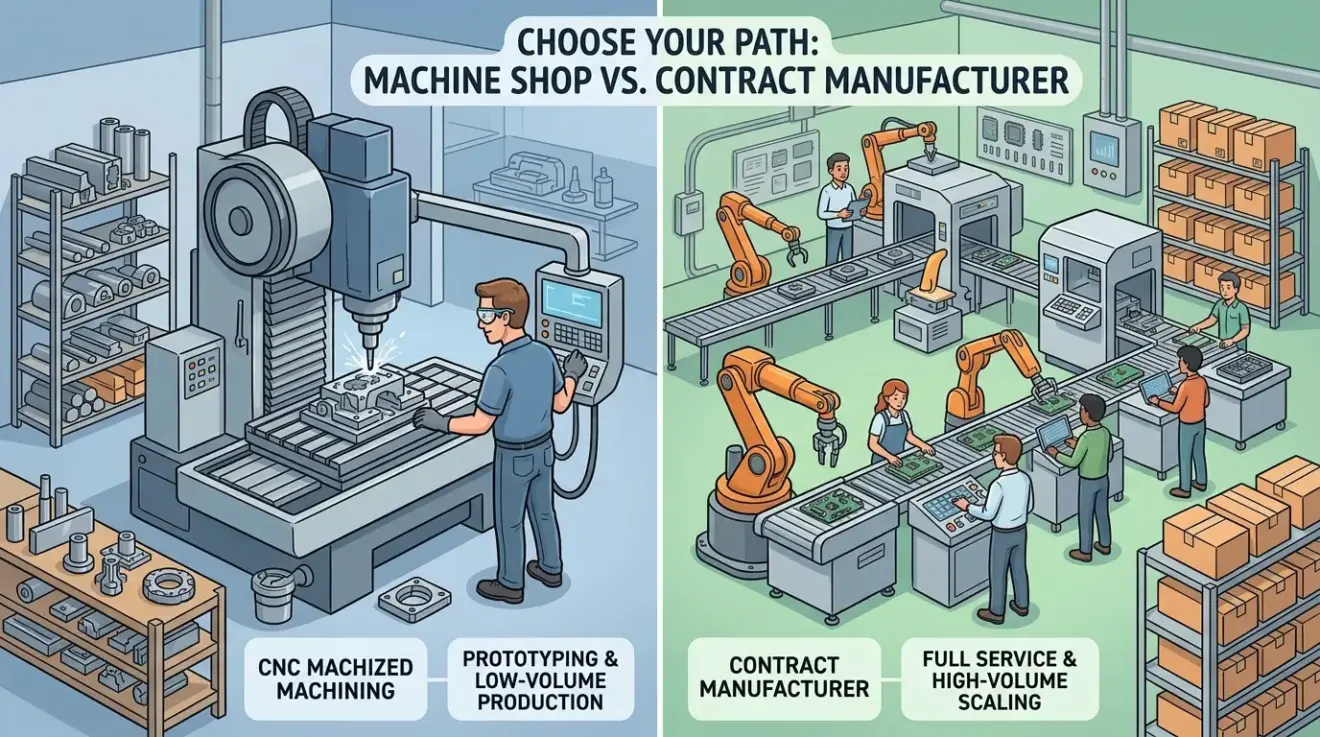
CNC Machine Shops vs Contract Manufacturers: Which Is Right for Your Project?
Monday, 06 April 2026
Buyers often treat CNC machine shops and contract manufacturers as two names for the same commercial choice. That shortcut creates expensive sourcing mistakes. A capable machine shop and a capable contract manufacturer can both quote the same drawing, but they do not remove the same burden from the customer. One usually creates value when the
- Published in Blog
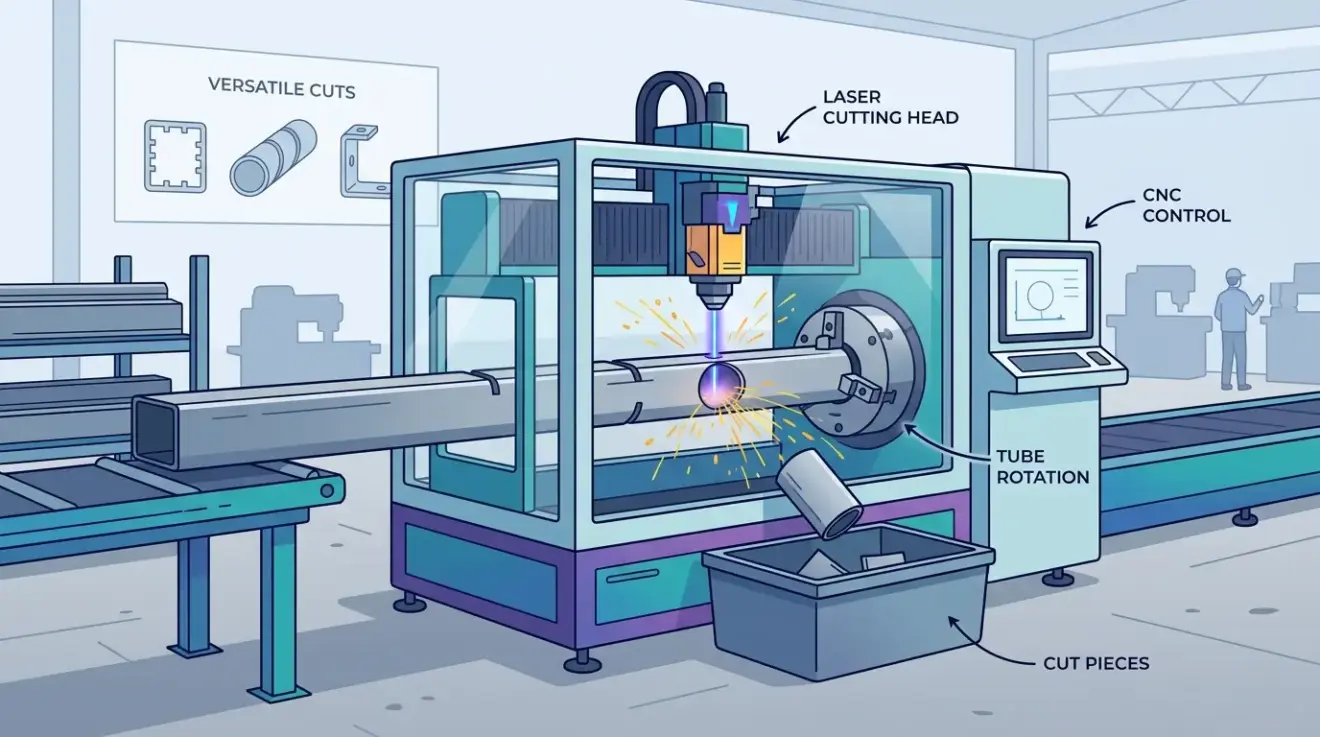
Laser Pipe Cutting Machine: How Tube Laser Cutting Works in Production
Monday, 06 April 2026
In many fabrication environments, the real bottleneck is not simply cutting tube to length. It is getting repeated holes, slots, end cuts, and fit-up geometry into round, square, and rectangular profiles without stacking up manual layout, re-clamping, and secondary operations. That is why tube laser cutting is usually evaluated as a workflow tool, not just
- Published in Blog

Mini Laser Engraving Machines for Personalized Products: How To Choose the Right Compact Setup
Monday, 06 April 2026
Personalized product work looks simple from the outside, but the production logic is not simple at all. Orders are often short-run, artwork changes constantly, delivery windows are tight, and margins disappear quickly if setup time, rework, or material handling gets out of control. That is why many buyers start looking at mini laser engraving machines.
- Published in Blog
G10 CNC Machining: Tool Wear, Dust Control, and Best Practices
Monday, 06 April 2026
G10 is one of those materials that looks manageable until a shop starts machining it seriously. It is useful, dimensionally dependable for many applications, and well known in industries that care about electrical insulation, structural stability, or composite-like behavior. But from a machining perspective, it can be punishing. Shops quickly discover that G10 is not
- Published in Blog
Laser Cutter vs Plasma Cutter: Which Process Fits Your Fabrication Workflow?
Monday, 06 April 2026
Many fabrication teams start this comparison at the quote stage, when the more important question should have been answered earlier: what does the shipped part need to look like when it leaves the cutting cell? If your bottleneck is downstream grinding, hole cleanup, fit-up at assembly, or visible edge quality, a rough process match can
- Published in Blog

Best Laser Engraver for Beginners: What Actually Matters Before You Buy
Monday, 06 April 2026
Most beginners do not end up with the wrong laser engraver because they misunderstand what engraving is. They end up with the wrong machine because they start with wattage, social-media demos, and generic rankings before they define the work the machine must handle every week. For first-time buyers comparing laser cutters and engravers for wood,
- Published in Blog

Machined Part Cost Estimators: How to Use Them Without Misreading the Quote
Monday, 06 April 2026
Machined-part cost estimators are useful for one thing and dangerous for many others. They are useful when buyers want a quick order-of-magnitude check before deciding whether a part concept looks broadly feasible. They become dangerous when those same buyers start treating the output like a real quote, a supplier commitment, or proof that a machining
- Published in Blog
4×4 CNC Router Buying Guide: Best Fit for Small Shops and Custom Work
Monday, 06 April 2026
A 4×4 CNC router is not just the smaller option in the catalog. In the right shop, it is the bed size that keeps the whole routing cell calm. In the wrong shop, it becomes a daily reminder that stock is being broken down too early and handled too many times. The key question is
- Published in Blog
What Is PowerMill in CNC Programming?
Monday, 06 April 2026
PowerMill usually enters the conversation when a shop starts feeling that ordinary CAM comfort is no longer enough. The programmer can still produce a path, but the path takes too much manual intervention. Difficult surfaces need extra cleanup. Multi-axis motion feels harder to control than it should. Collision risk begins dominating planning discussion. Rest machining
- Published in Blog
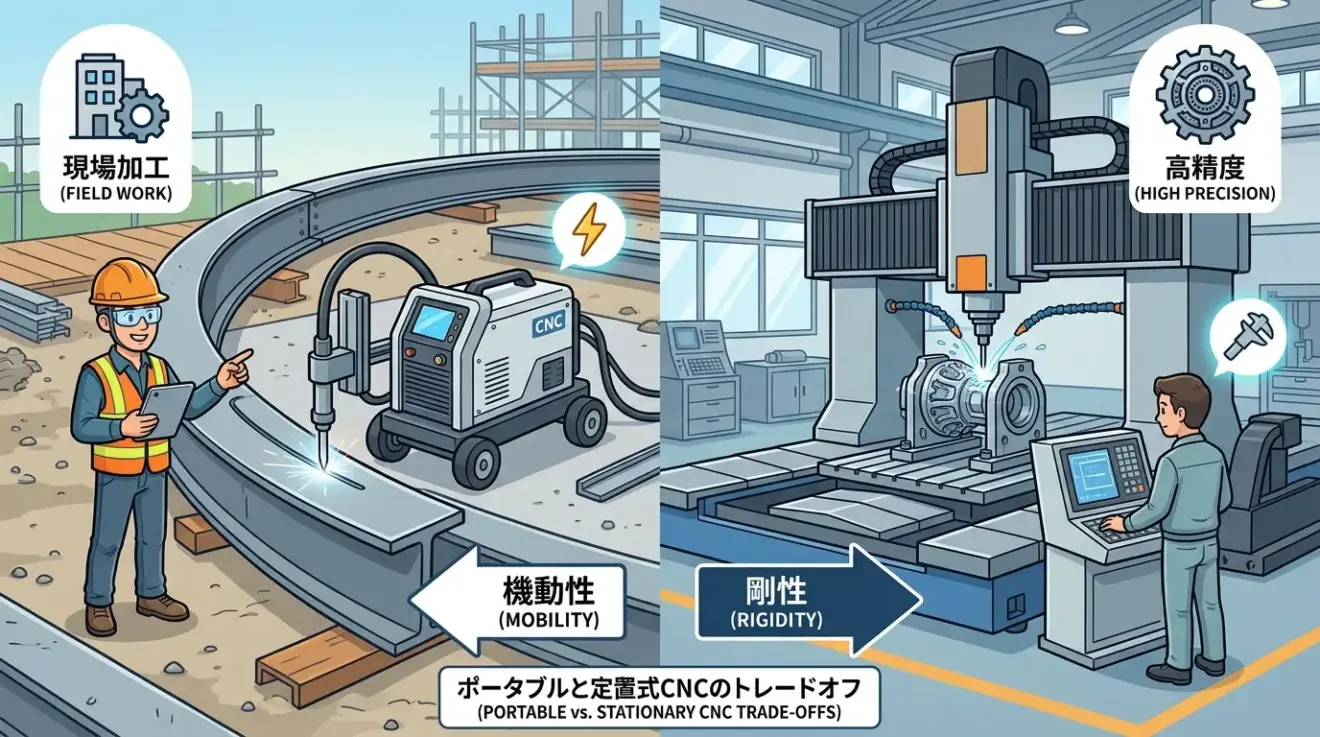
Portable CNC Machines: Where Mobility Helps and Where It Creates Trade-Offs
Monday, 06 April 2026
Portable CNC machines attract buyers because they appear to solve a difficult practical problem: what if the workpiece is too large, too awkward, too installed, or too inconvenient to bring to a fixed machine? In certain workflows, that mobility is genuinely valuable. Field trimming, on-site fitting, built-in architectural work, temporary fabrication tasks, and oversized material
- Published in Blog
What Is a CNC Machine Interface?
Monday, 06 April 2026
Most machine brochures sell hardware first. Buyers see spindle power, travel, table size, rail type, tool count, servo package, or the control brand. Once the machine is installed, operators do not work directly with any of those things. They work through the interface. If the interface is confusing, inconsistent, or unclear about machine state, strong
- Published in Blog
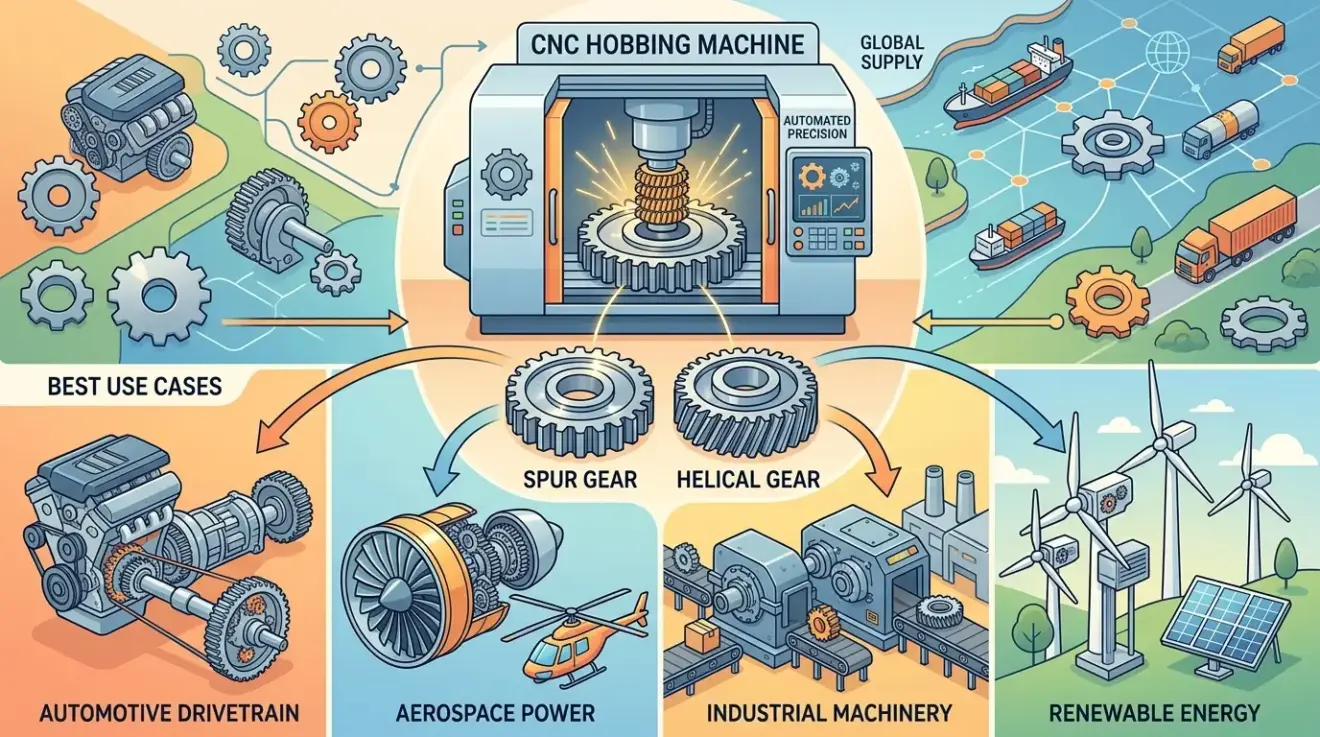
CNC Hobbing Machines Explained: Best Use Cases in Gear Production
Monday, 06 April 2026
Hobbing starts making sense when gear work stops being occasional and starts behaving like a repeat production stream. A shop may be able to mill a prototype gear, repair one damaged tooth form, or cut a limited number of splined parts on a general machining center. That does not automatically mean it owns a real
- Published in Blog
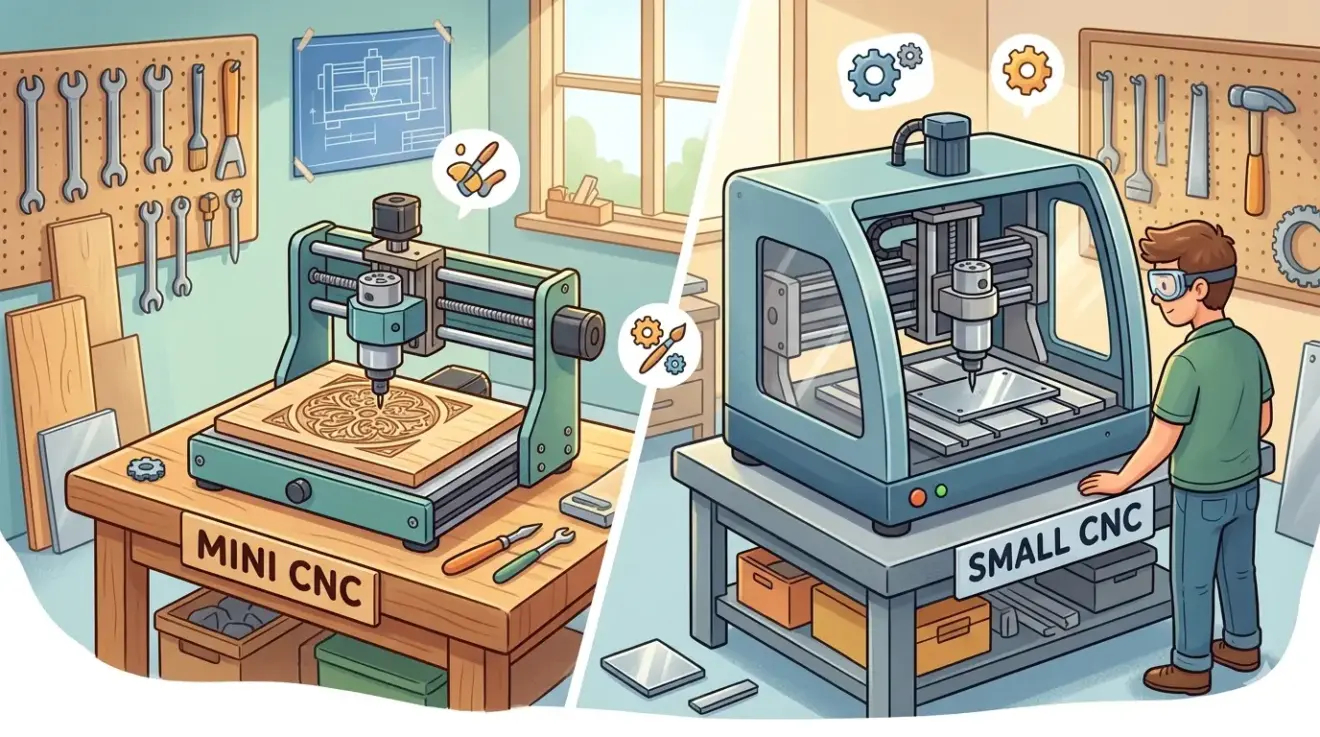
Mini CNC Machine vs Small CNC Machine: What’s the Real Difference?
Monday, 06 April 2026
Mini and small sound like minor variations of the same buying category, but in real machine selection they often describe meaningfully different limits. The difference is not just footprint. It affects work envelope, rigidity, spindle behavior, fixturing freedom, dust or chip management, and whether the machine can serve as a genuine commercial tool or only
- Published in Blog
What Is Fusion CNC? Common Meanings in CAD/CAM and Machine Search
Monday, 06 April 2026
Fusion CNC is one of those phrases that sounds clear until several people use it in the same meeting. One person means the CAD/CAM software environment. Another means the convenience of keeping design and toolpaths together. Another is simply typing familiar software language into a search bar while looking for machines, posts, or programming help.
- Published in Blog
When to Upgrade Your Edgebanding Process
Monday, 06 April 2026
The upgrade question usually appears before the current setup fully breaks down. Panels may still leave the line with acceptable edges on good days, but the factory starts seeing a different pattern: operators spend more time touching up glue lines, visible parts need extra polishing, repeated cabinet jobs begin stacking up in front of the
- Published in Blog
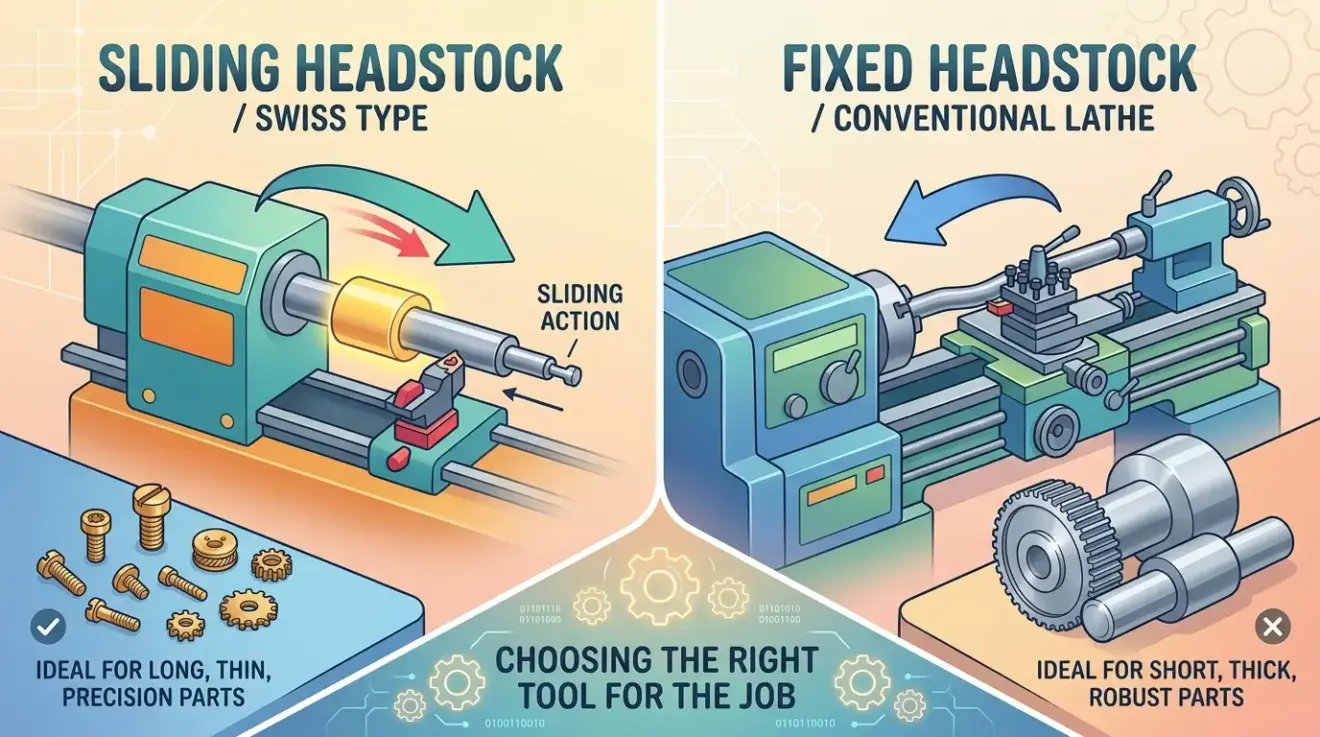
Sliding Headstock Lathe vs Swiss Lathe: Are They the Same Thing?
Monday, 06 April 2026
In most buying conversations, yes, a sliding headstock lathe and a Swiss lathe are effectively the same machine family. Both terms point to the same core production idea: bar stock is supported close to the cut so long, slender parts can be turned with better control than they would get on a conventional chucking lathe.
- Published in Blog
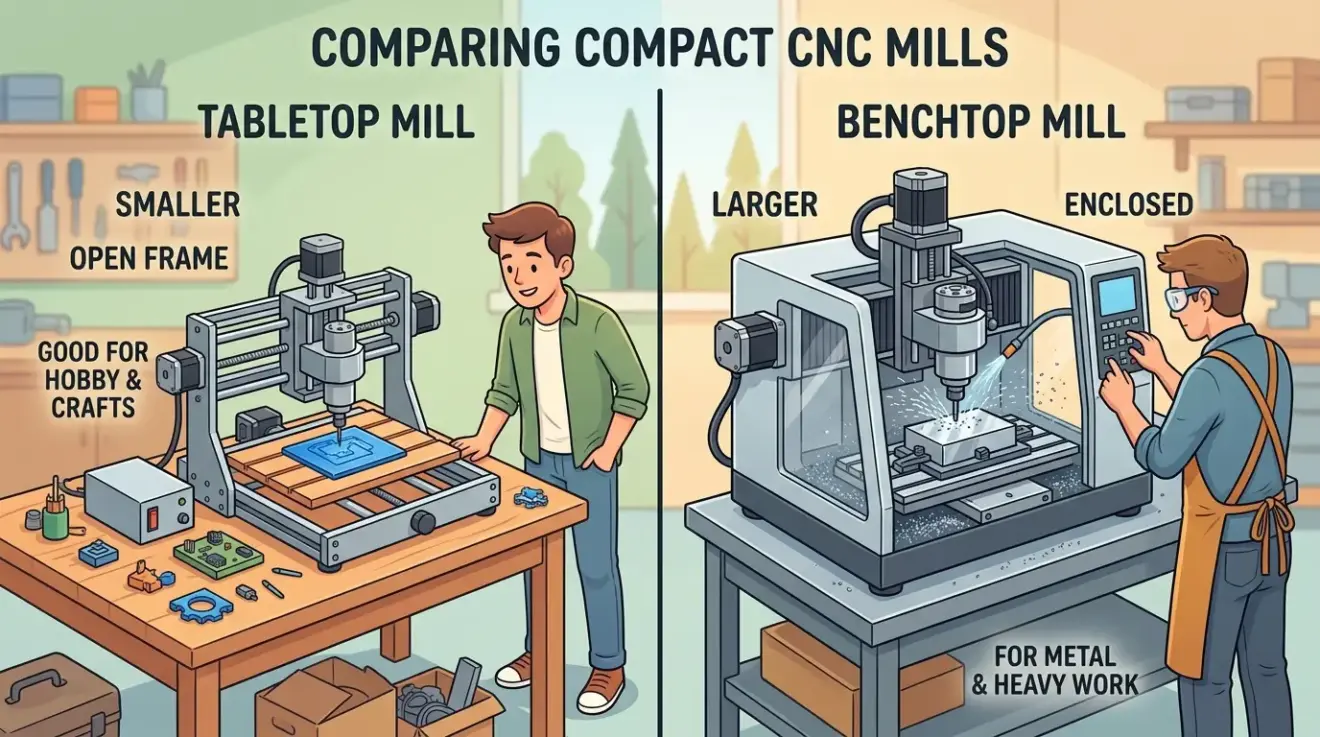
Tabletop CNC Mill vs Benchtop CNC Mill: What Buyers Mean and What to Compare
Monday, 06 April 2026
“Tabletop” and “benchtop” sound like precise categories, but buyers usually use them as convenience labels rather than strict technical definitions. That is why these terms create so much confusion. One seller uses “tabletop” to describe a compact machine that still needs a substantial dedicated stand. Another uses “benchtop” for equipment that lives comfortably on a
- Published in Blog
What Is a CC Machine? CNC Naming Confusion Explained
Monday, 06 April 2026
When someone searches for a CC machine, the issue is usually not missing supply. The issue is broken intent. In most real factory, distributor, and procurement contexts, the person almost certainly means CNC machine and either typed too quickly, copied a mistaken label, or never had the terminology corrected in the first place. That sounds
- Published in Blog
How CNC Automation Improves Accuracy, Throughput, and Repeatability
Monday, 06 April 2026
People often talk about CNC automation as if it begins only when robots appear. That is too narrow to be useful. On most production floors, automation starts much earlier. It begins when manual positioning decisions become stored routines, when offsets are managed systematically, when probing replaces guesswork, and when the machine can move from one
- Published in Blog
CNC G41 and Cutter Compensation Explained
Sunday, 05 April 2026
G41 usually stops feeling academic the first time a contour comes out wrong even though the path looked right on-screen and the cutter diameter seemed close enough to nominal. That is the moment cutter compensation stops being a programming term and becomes a production-control question. The shop is no longer asking what the code means
- Published in Blog
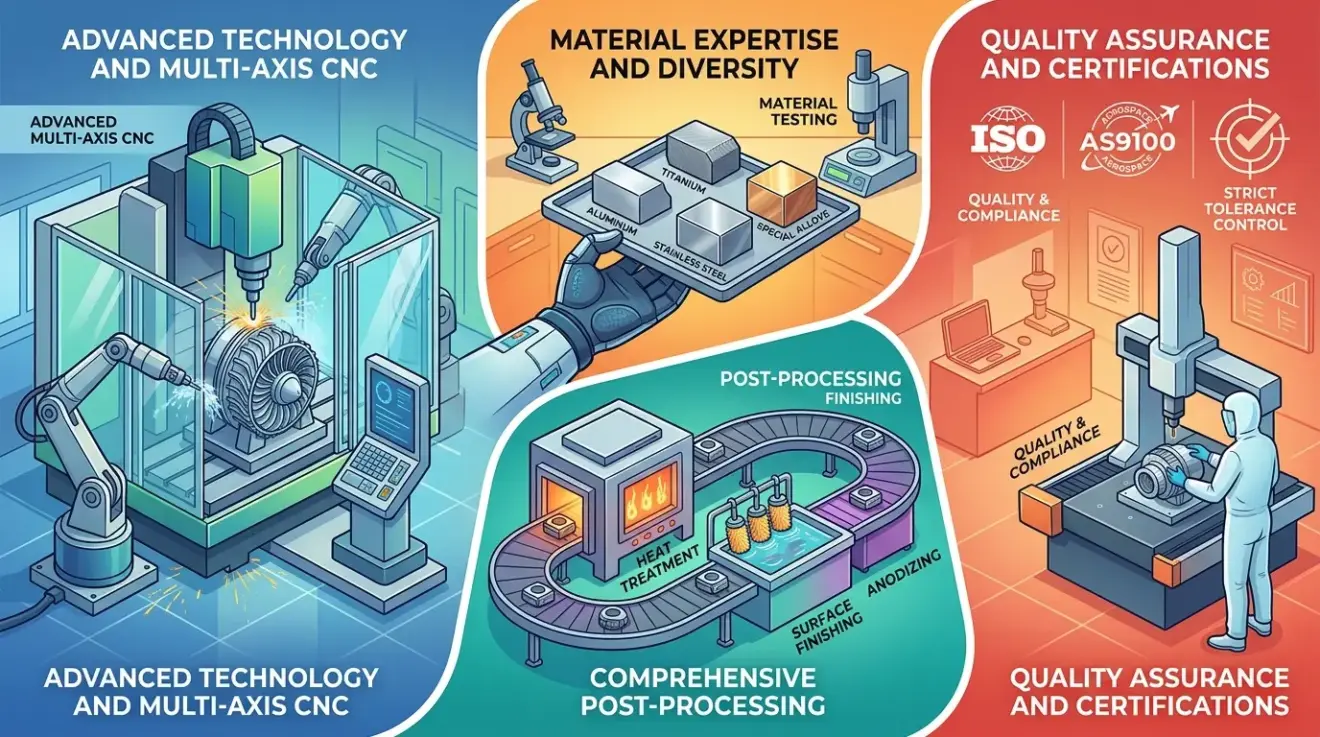
CNC Precision Components Manufacturers: What Capabilities Actually Matter
Sunday, 05 April 2026
Nearly every capable CNC supplier can claim it manufactures precision components. That phrase sounds impressive and tells the buyer almost nothing on its own. The real issue is not whether a supplier can produce one attractive first sample under close supervision. The real issue is whether precision survives every handoff between quotation, process planning, machining,
- Published in Blog

How To Choose a Desktop Laser Cutter for Prototyping and Education
Sunday, 05 April 2026
A desktop laser cutter sounds like a straightforward bench-top purchase until it has to serve several roles at once: quick design mockups, classroom exercises, engineering proof parts, and small batches of presentation-ready samples. In those environments, the real decision is not whether a smaller laser can fit into the room. It is whether the machine
- Published in Blog
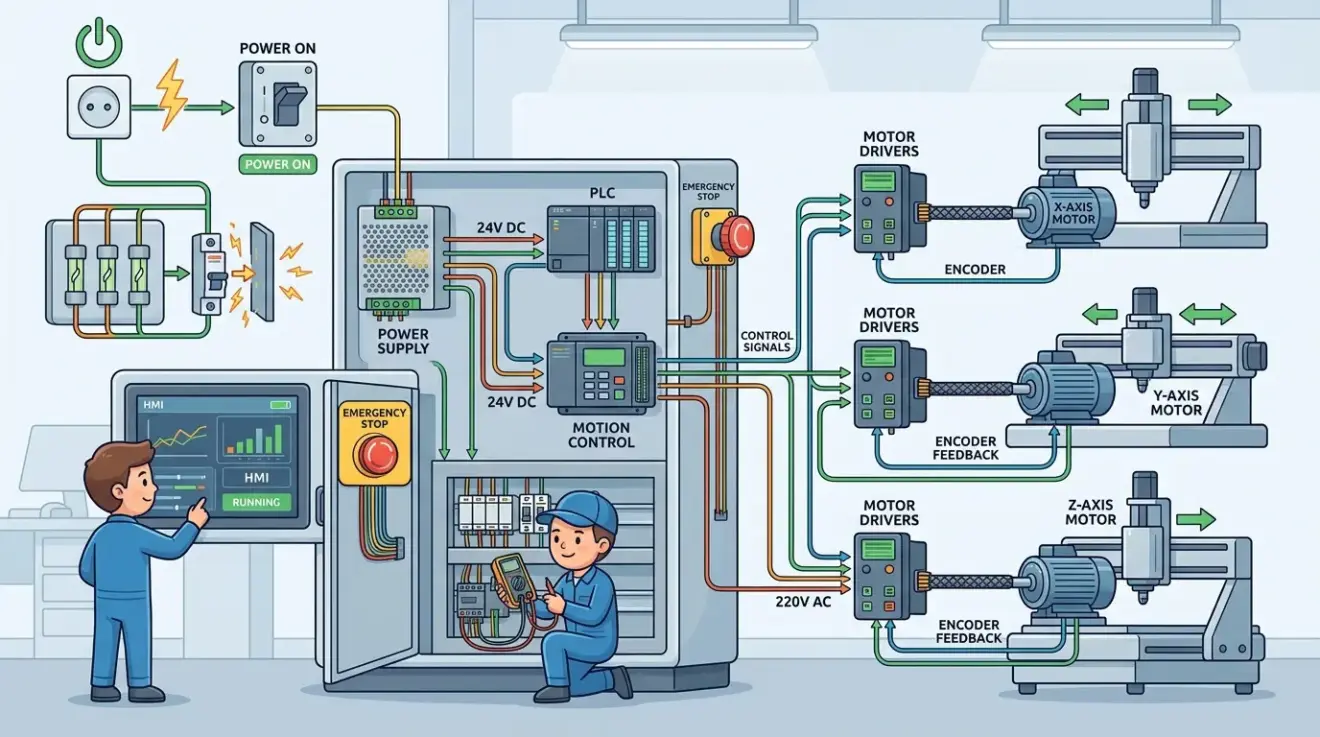
CNC Electrical Systems Basics: Power, Safety, and Control Components
Sunday, 05 April 2026
A CNC machine does not become reliable because the cabinet looks full, the HMI looks modern, or the quote mentions recognizable component brands. It becomes reliable when electrical power, protection, safety logic, signal quality, motion hardware, and documentation all support the same daily production goal. If one layer is weak, the machine may still cut
- Published in Blog