
 Español
Español  Italiano
Italiano  Deutsch
Deutsch  Français
Français  Português
Português  العربية
العربية  Türkçe
Türkçe  Русский
Русский  Tiếng Việt
Tiếng Việt  한국어
한국어  日本語
日本語  简体中文
简体中文 
Hobby Laser Cutter Vs. Commercial Laser Machine: When It Makes Sense To Upgrade
Friday, 10 April 2026
A hobby laser cutter can be a smart starting point for samples, short custom runs, and early product development. The upgrade question usually appears when the same machine is asked to support delivery dates, repeat orders, larger workpieces, and more predictable finish quality. That is the real dividing line. Moving from a hobby laser to
- Published in Blog
New vs Used Laser Cutter: Which Option Delivers Better Long-Term ROI?
Friday, 10 April 2026
The buying problem usually appears simple: a used laser cutter costs less today, while a new machine protects you against more unknowns tomorrow. In real production, that trade-off is rarely decided by purchase price alone. It is decided by how many acceptable parts the machine can produce over time, how often it interrupts the workflow,
- Published in Blog

When to Add a Wide Belt Sander to Your Woodworking Line
Friday, 10 April 2026
The decision usually shows up before the sanding area fully breaks down. Parts are still moving, operators are still getting panels ready, and orders are still shipping. But the signs start to collect: too much hand sanding before coating, visible variation from one batch to the next, and too many downstream corrections on parts that
- Published in Blog
3D Laser Engraving Machines: Applications, Limitations, and When They Make Sense
Friday, 10 April 2026
Many buyers first look at a 3D laser engraving machine after a standard flat engraving workflow starts to break down. The parts may no longer be flat. The product may need engraving on a curved face. A decorative panel may need a layered relief effect instead of a simple surface mark. Or the shop may
- Published in Blog
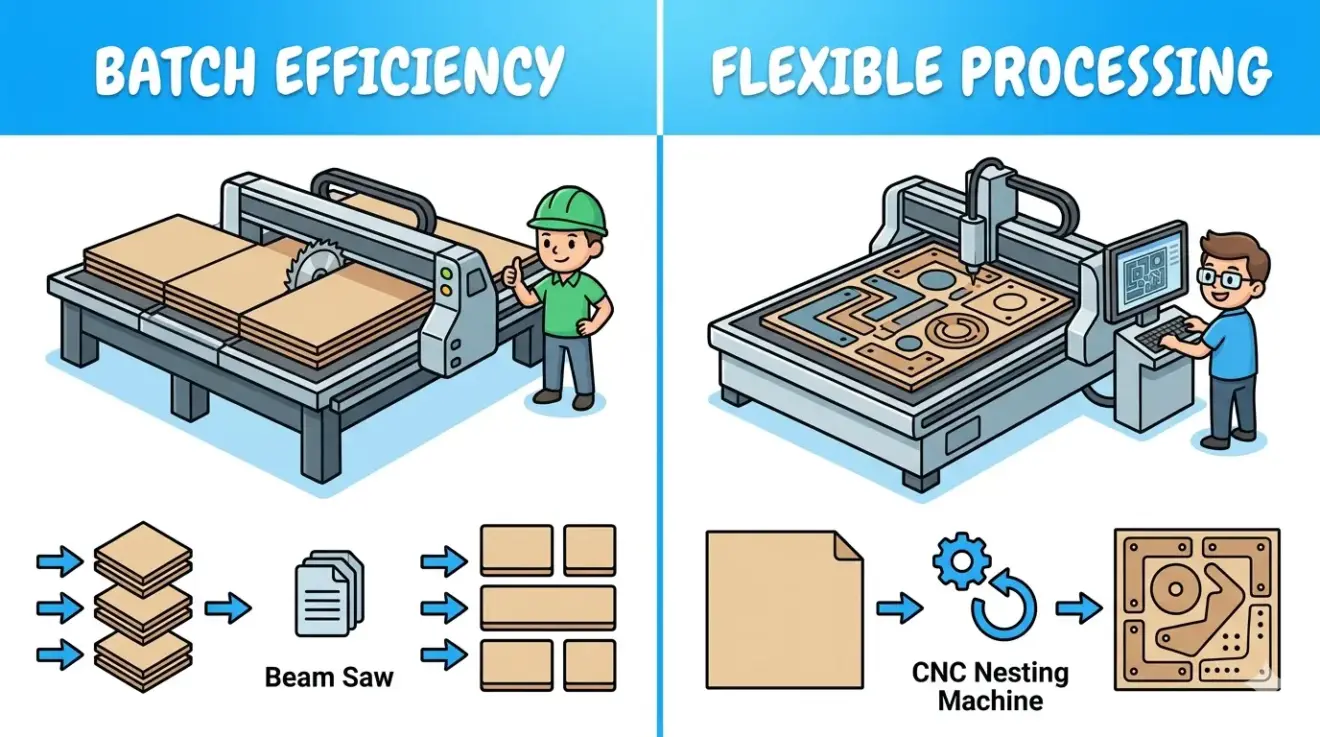
Beam Saw Vs. CNC Nesting Machine: Choosing Between Batch Efficiency and Flexible Processing
Friday, 10 April 2026
When a furniture or cabinet factory starts looking beyond manual cutting, the real question is rarely which machine looks more advanced. The harder question is whether the business needs a faster front end for repeated rectangular panels or a more adaptable processing cell for changing part designs. Factories that mainly need steadier panel breakdown often
- Published in Blog

CNC Titanium Machining: Why Tooling and Heat Control Matter
Friday, 10 April 2026
Titanium machining rarely fails for mysterious reasons. In most shops, the failure pattern is visible long before the batch becomes a pricing problem. The tool starts rubbing instead of cutting cleanly. Chips stop leaving the cut the way they should. Heat concentrates at the edge, the finish dulls, spindle load becomes less predictable, and a
- Published in Blog
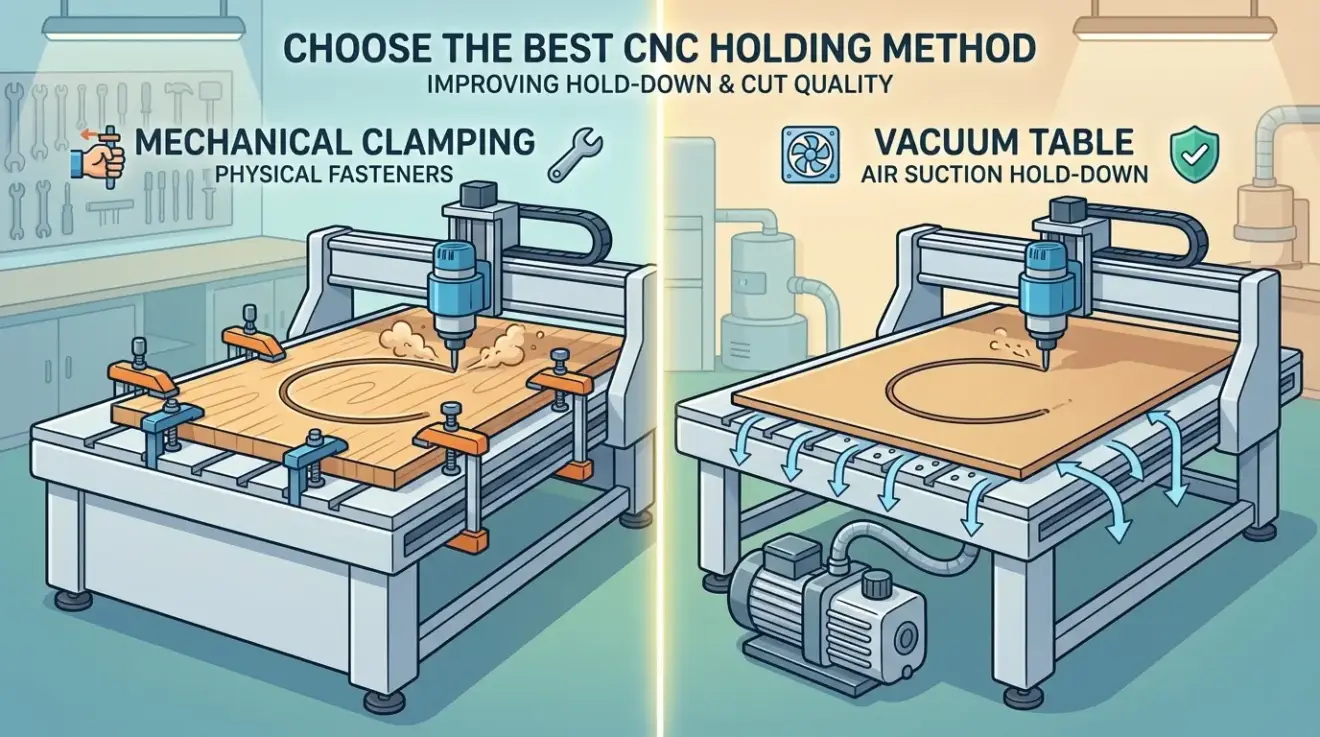
CNC Router Table vs Vacuum Table: What Improves Hold-Down and Cut Quality?
Friday, 10 April 2026
Hold-down trouble usually shows up as a quality complaint, not as a table complaint. The operator notices a fuzzy bottom edge, a chipped laminate corner, a small sign letter that snaps free before the program ends, or a panel that measures slightly differently after unloading than it did during setup. Tooling often gets blamed first
- Published in Blog
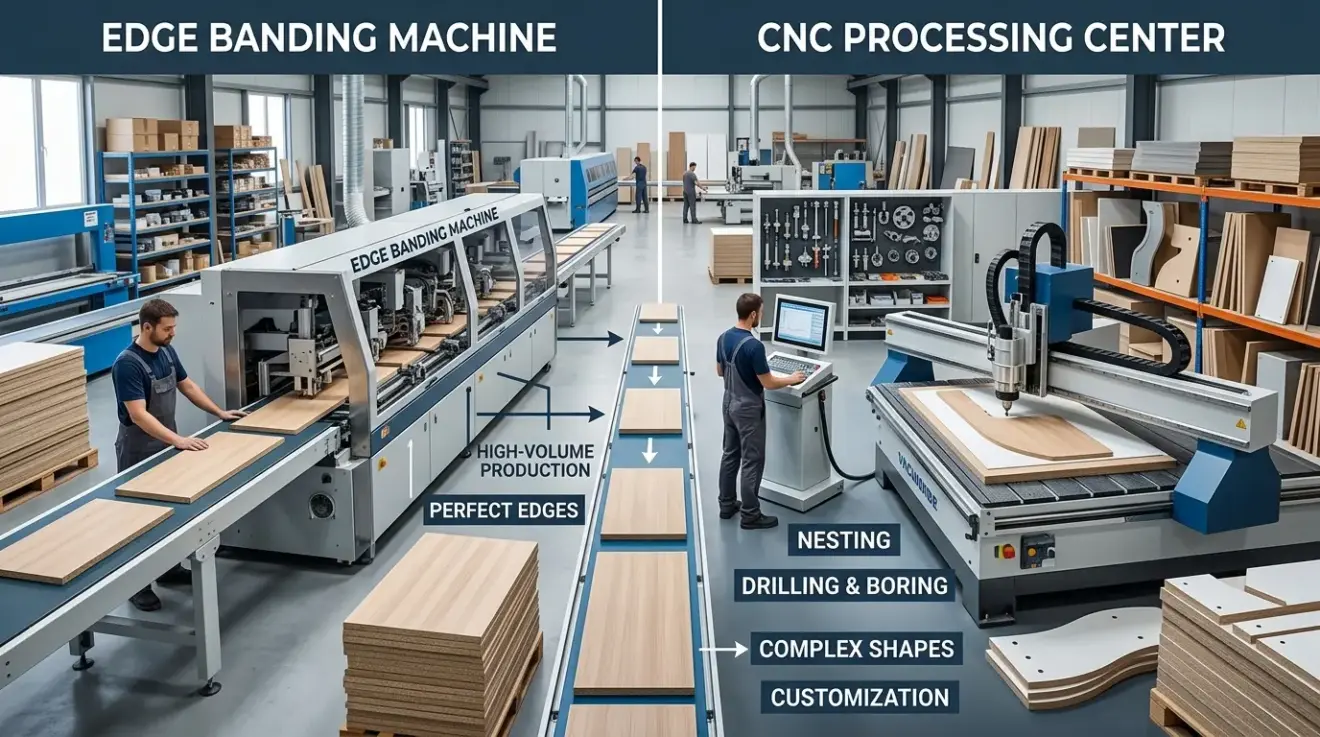
Edge Banding Machine Vs. CNC Processing Line: Where Each Fits Best In Panel Furniture Production
Friday, 10 April 2026
In many panel-furniture factories, these two options get compared because both are associated with automation, labor reduction, and cleaner workflow. But they do not solve the same problem. An edge banding machine is a dedicated finishing station. A CNC processing line is a broader production system that organizes how parts are cut, routed, drilled, transferred,
- Published in Blog

Vertical Panel Saw Maintenance Tips for Long-Term Cutting Accuracy
Thursday, 09 April 2026
A vertical panel saw can stay accurate for years, but only if the machine remains clean, square, and mechanically stable. In most workshops, accuracy loss does not begin with a complete breakdown. It starts with smaller signals: a sheet that no longer sits consistently on the support frame, a carriage that feels less smooth than
- Published in Blog
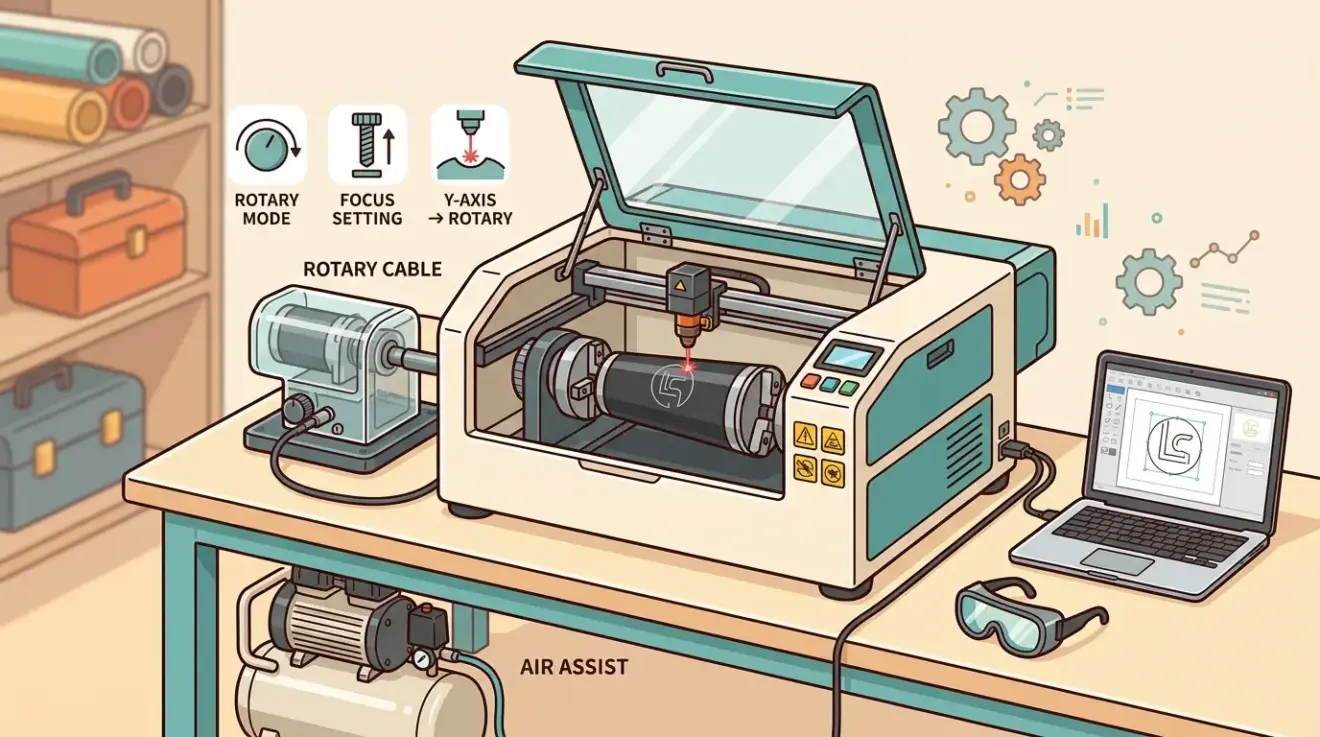
Laser Engraver for Tumblers: Rotary Attachment Requirements And Setup
Thursday, 09 April 2026
Many buyers assume tumbler engraving becomes simple as soon as a rotary attachment is added to a laser machine. In practice, most quality problems show up after that point. The tumbler slips, the artwork stretches across a tapered wall, the seam does not close cleanly, or the mark quality changes from one side of the
- Published in Blog
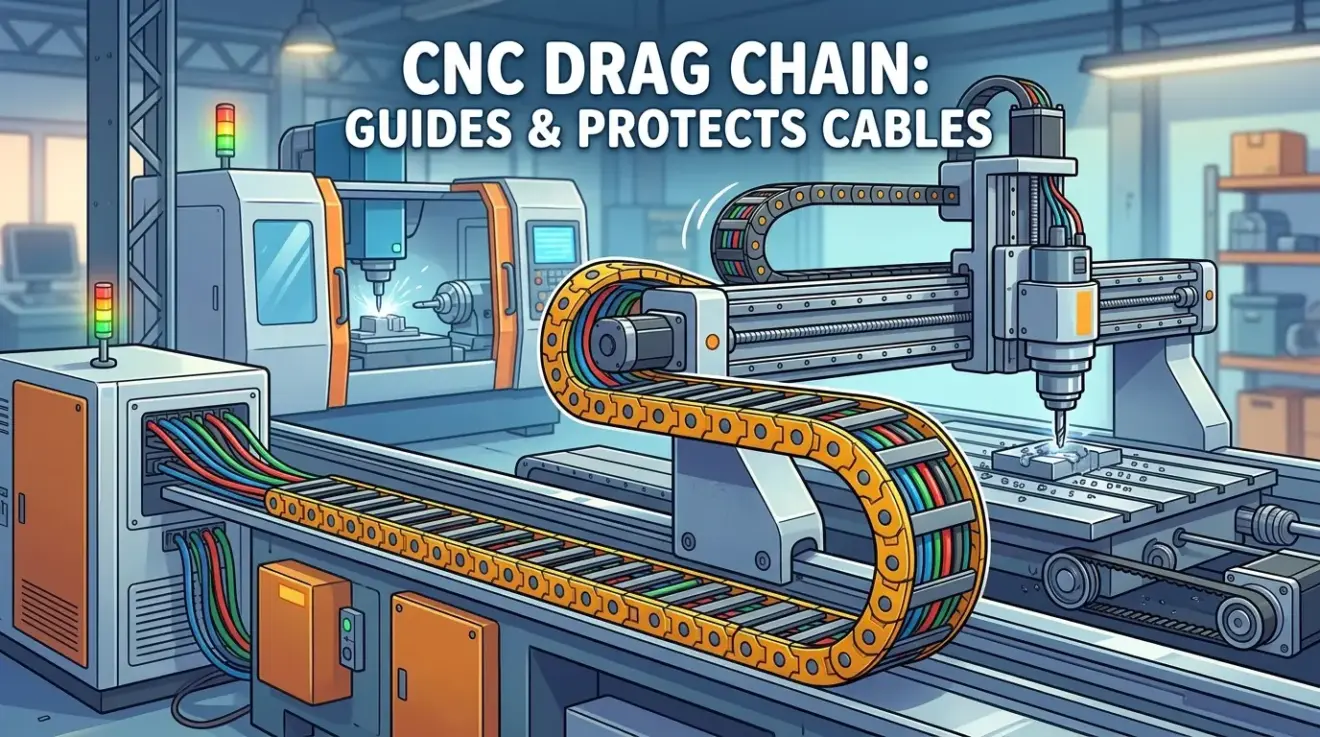
What Is a CNC Drag Chain?
Thursday, 09 April 2026
Intermittent machine faults waste time because they invite the wrong diagnosis. A limit switch alarm appears only when the gantry nears one end of travel. A spindle cable behaves normally during setup, then drops out halfway through a long job. A coolant hose starts leaking in a location no one first thinks to inspect. The
- Published in Blog
Edge Banding Machine Setup: How to Improve Glue Line Quality
Thursday, 09 April 2026
In panel furniture production, customers rarely measure glue spread or roller pressure, but they notice the result immediately. A dark glue line, a visible gap, squeeze-out on the top edge, or an edge band that lifts after machining makes the whole panel look lower grade, even when the substrate and banding material are acceptable. That
- Published in Blog
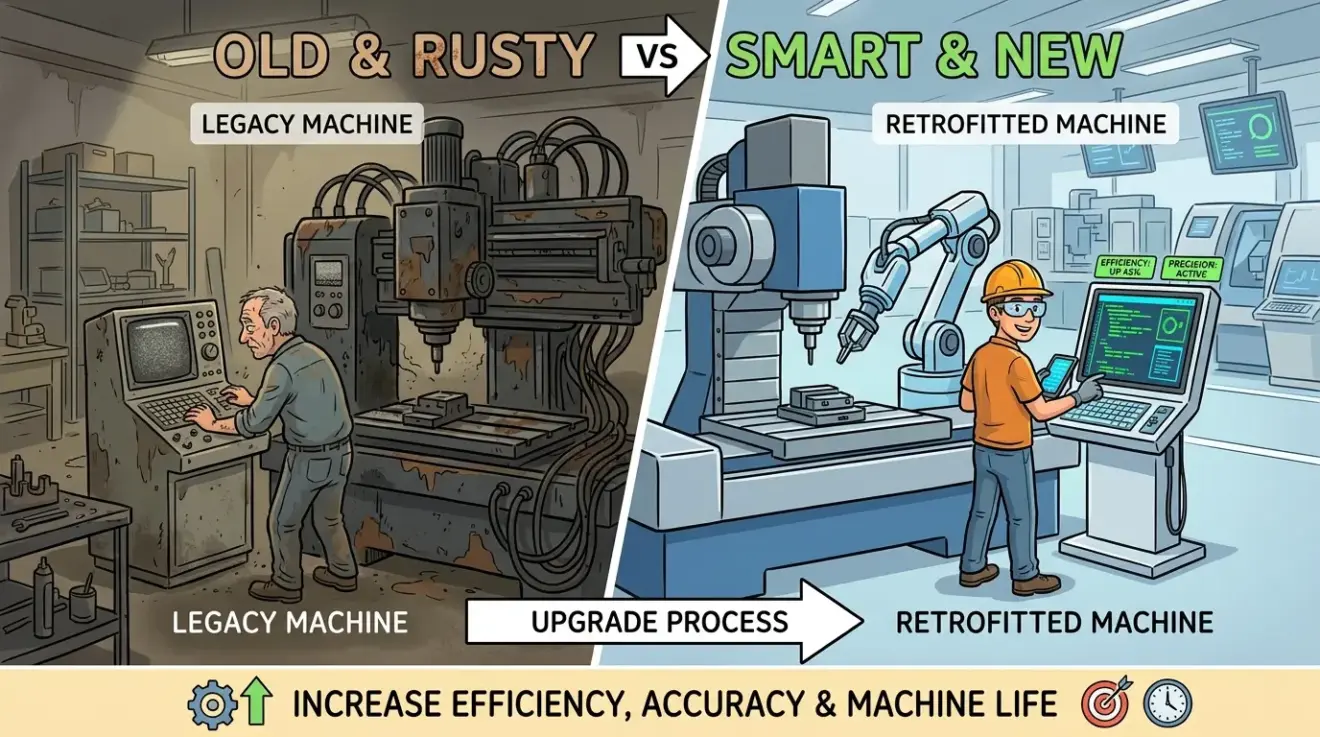
CNC Retrofit Guide: When Upgrading an Old Machine Makes Sense
Thursday, 09 April 2026
Retrofitting an older CNC machine sounds attractive because it promises modern usability without the capital cost of a full replacement. Sometimes that logic is exactly right. Sometimes it becomes a slow rescue attempt that uncovers worn motion components, unsafe electrical work, weak documentation, spare-parts risk, and more downtime than the original budget ever admitted. That
- Published in Blog
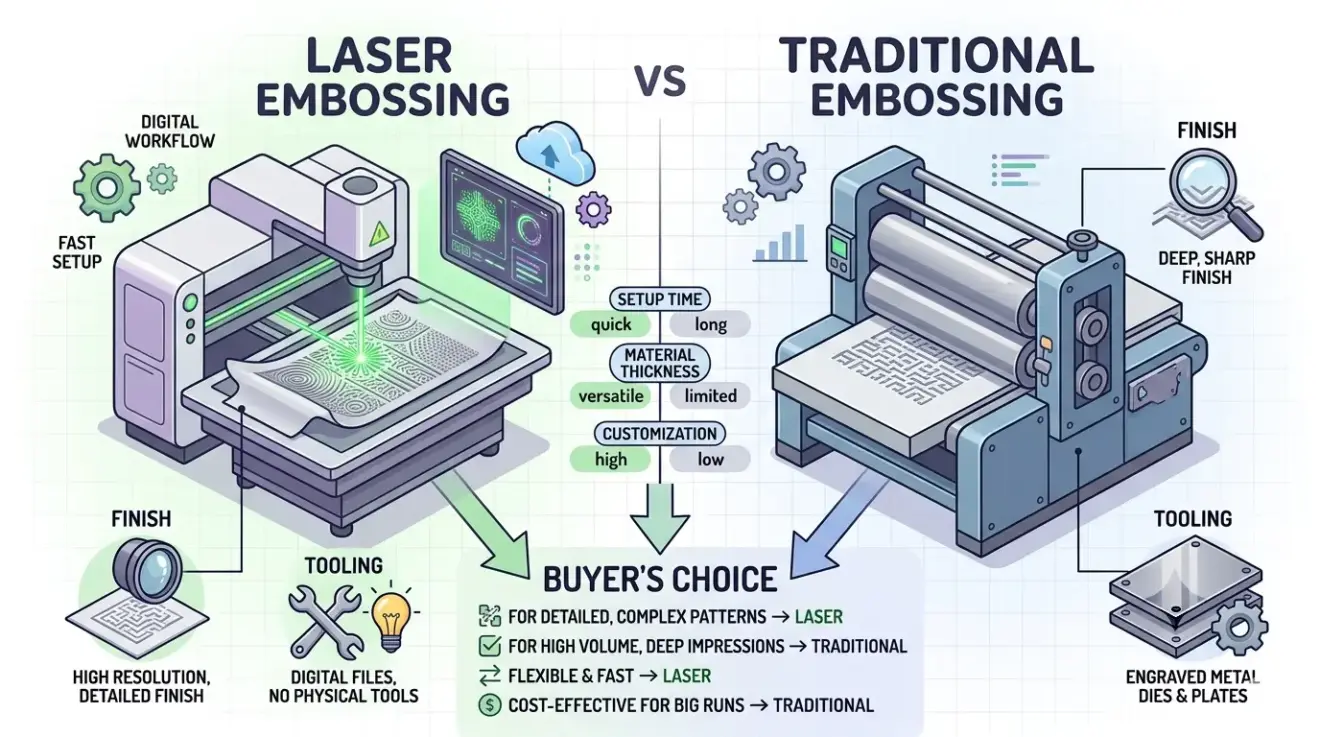
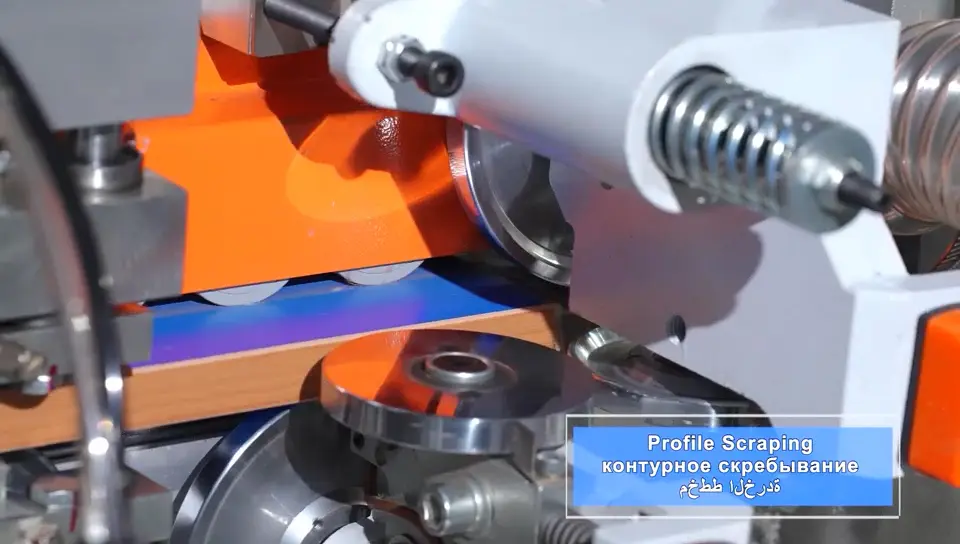
Laser Embossing Machine vs Traditional Embossing: What Buyers Should Know About Finish, Tooling, and Workflow Fit
Thursday, 09 April 2026
Buyers usually arrive at this comparison when they want a premium textured finish without locking the line into the wrong process. The problem is that the phrase “laser embossing machine” can blur two very different outcomes. Traditional embossing physically raises or depresses the substrate with tooling. Laser processing usually creates an embossed look through surface
- Published in Blog
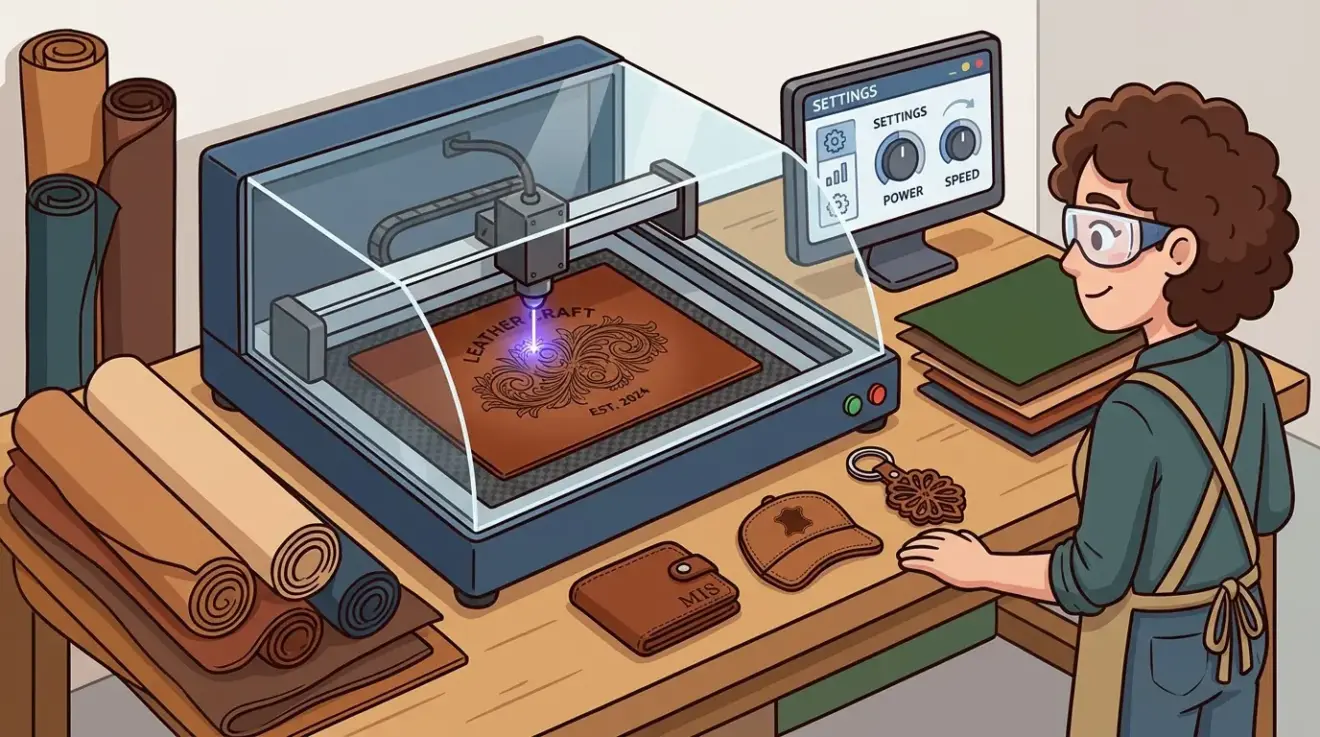
Laser Engraver for Leather: Settings, Applications, And How To Choose The Right Machine
Thursday, 09 April 2026
A leather engraving sample can look excellent on the bench and still fail in production. The reasons are usually not dramatic machine faults. They are process problems: inconsistent contrast across hides, dark heat halos around logos, residue on finished surfaces, slow cleanup between orders, or settings that work on one leather finish but not the
- Published in Blog

How To Integrate CNC Drilling Into An Automated Woodworking Line Without Creating New Bottlenecks
Thursday, 09 April 2026
In automated cabinet, wardrobe, and panel-furniture production, drilling problems rarely appear as a discussion about hole count alone. They show up as hinge plates that do not align cleanly, connectors that fight assembly, shelf-pin patterns that require rechecking, and operators stopping the line because the right part arrived with the wrong orientation or the wrong
- Published in Blog
Machine Edge Banding vs. Manual Edge Banding: Which One Fits Your Production?
Thursday, 09 April 2026
When panel finishing starts slowing the line, edge banding quickly becomes more than a cosmetic step. It affects how cleanly cabinet parts move into drilling and assembly, how much trimming operators have to do by hand, and how often visible edges come back for correction. Both machine edge banding and manual edge banding can produce
- Published in Blog
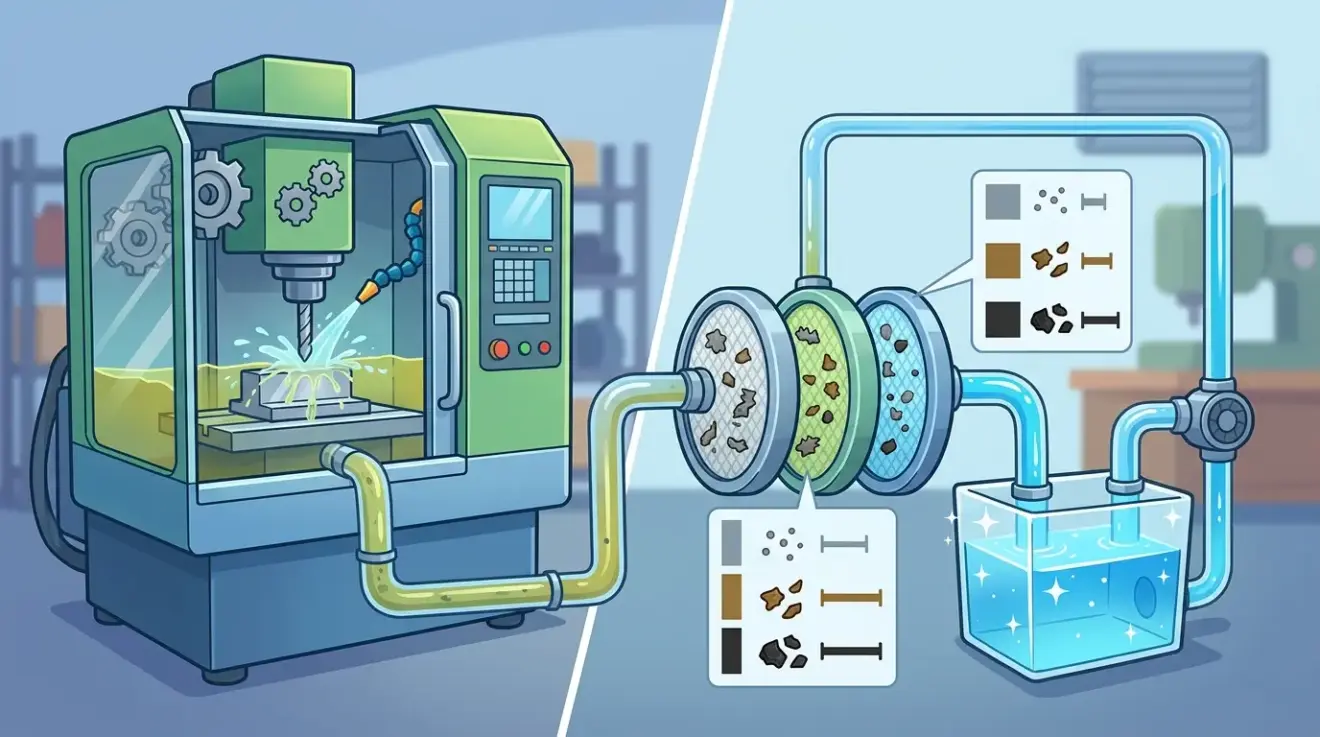
What Is a CNC Coolant Filter and Why Does Micron Rating Matter?
Thursday, 09 April 2026
Coolant problems usually announce themselves somewhere else first. Tool life gets shorter. Finish drifts on parts that used to cut cleanly. Nozzles start behaving unevenly. The pump sounds strained. Operators tweak speeds and feeds, change inserts, and question spindle condition before anyone asks the more basic loop question: what keeps sending contamination back into the
- Published in Blog
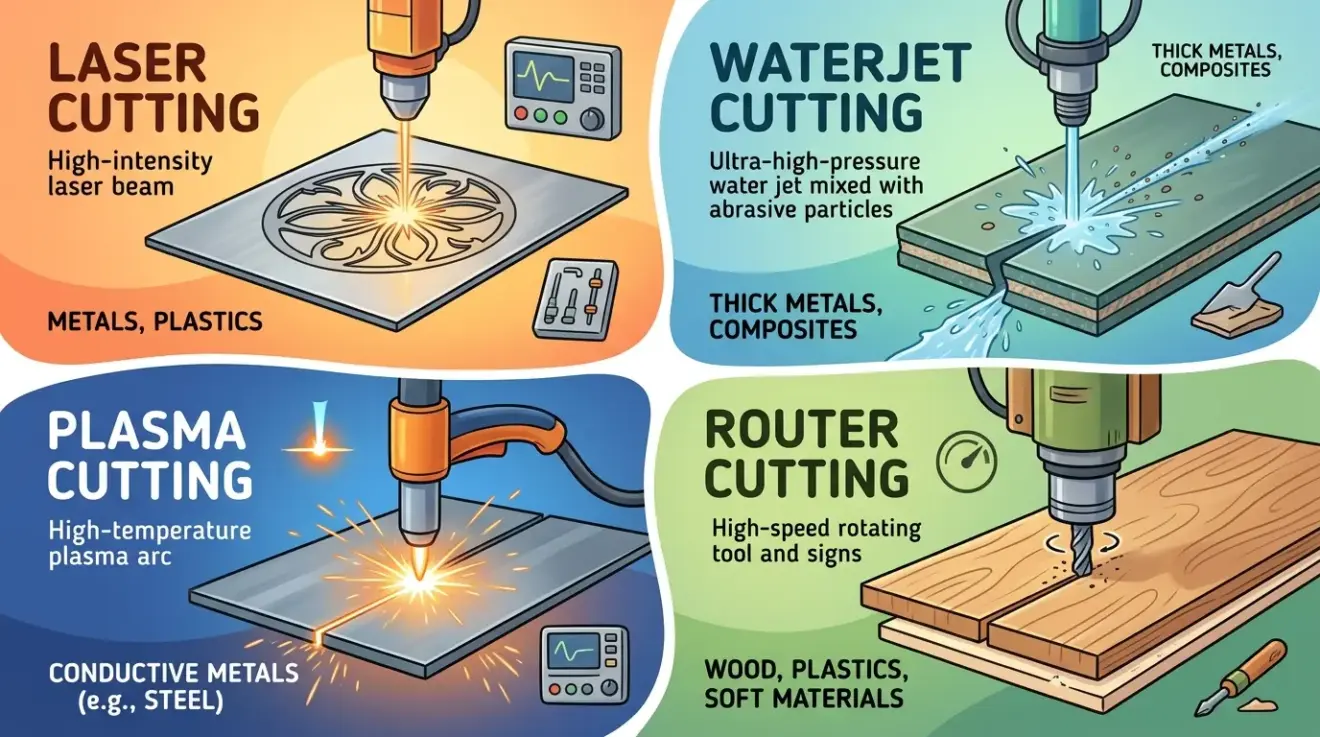
CNC Cutting Explained: Which Process Fits Which Material?
Thursday, 09 April 2026
CNC cutting sounds simple only when the buyer describes the job too vaguely. Once the material, part family, edge requirement, and daily output target are made specific, the shortlist changes fast. A process that looks attractive in general can become wasteful, slow, or quality-risky as soon as it is matched against the real work. That
- Published in Blog
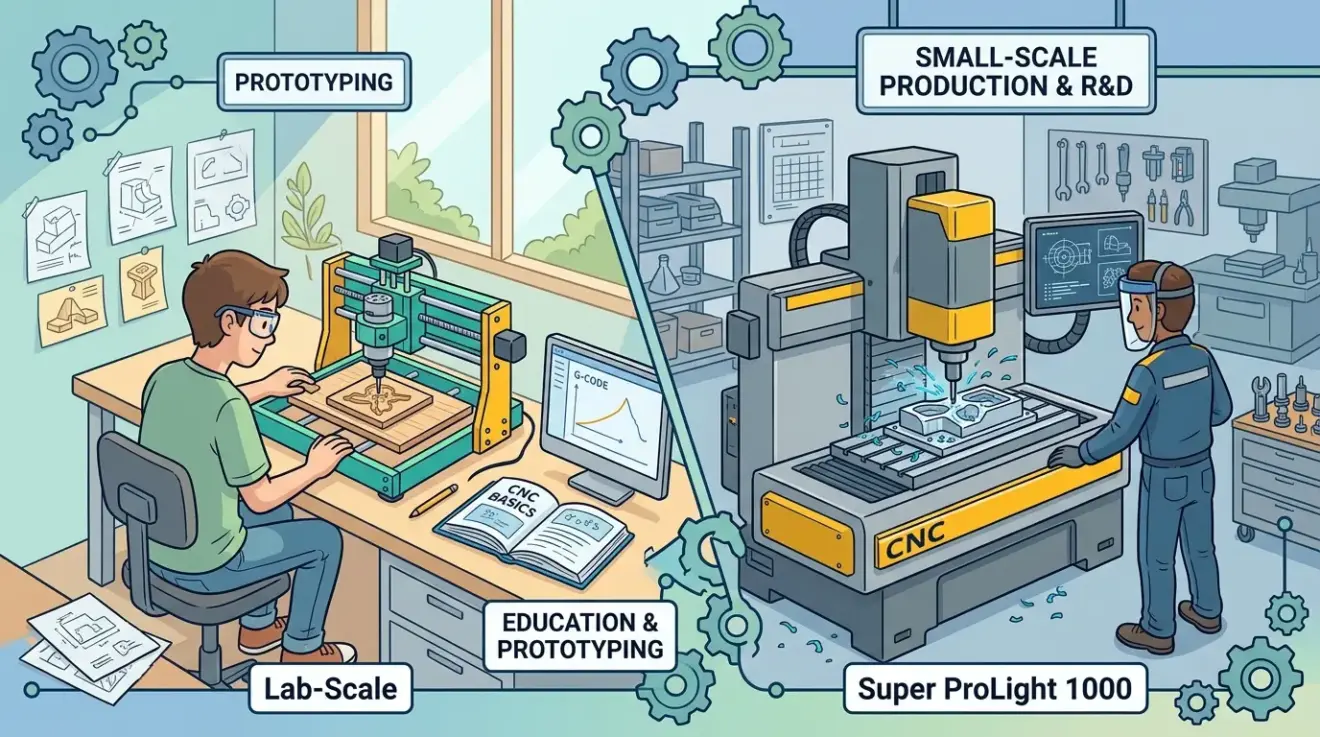
Prolight 1000 CNC Mill, Super Prolight 1000, and Lab-Scale CNC Mills: Who Are They For?
Thursday, 09 April 2026
Lab-scale CNC mills such as the Prolight 1000 or similarly positioned compact training and prototype machines occupy a specific niche. They are not general replacements for industrial machining centers, and they are not ideal for every hobby buyer either. Their value appears when the environment matters as much as the cut: classrooms, technical training programs,
- Published in Blog
Mini Lathe CNC Conversion Plans: What to Check Before You Start a Retrofit
Thursday, 09 April 2026
Mini lathe CNC conversion projects are attractive because they seem to offer an affordable path into programmed turning without demanding full industrial floor space. In the right circumstances, that is exactly what they provide: a useful educational platform, a capable short-run tool, or a way to automate certain turning tasks in a compact environment. But
- Published in Blog

Wide Belt Sander Maintenance Checklist for Consistent Surface Quality
Thursday, 09 April 2026
In sanding and finishing workflows, quality drift usually appears before a machine stops running. A belt starts loading faster than usual, panels begin showing uneven scratch patterns, thickness removal becomes less predictable, or operators start slowing feed rates to avoid visible defects. By the time scrap or rework becomes obvious, the machine has often been
- Published in Blog
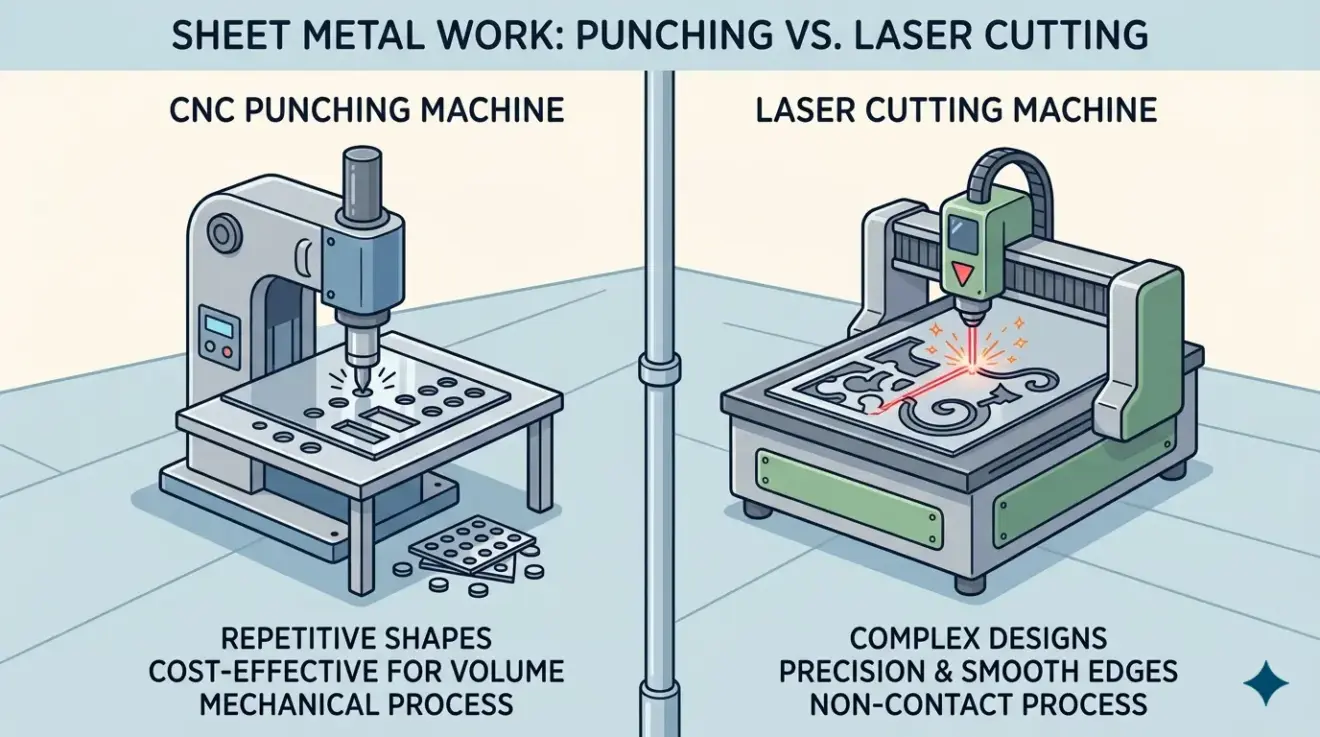
CNC Punching Machine vs Laser Cutting: Which One Is Better for Sheet Metal Work?
Thursday, 09 April 2026
There is no honest universal winner between CNC punching and laser cutting. Factories lose money when they keep searching for one. These two processes create margin in different ways, and the better investment usually depends less on headline speed than on what kind of order stream the plant can feed week after week. Punching tends
- Published in Blog
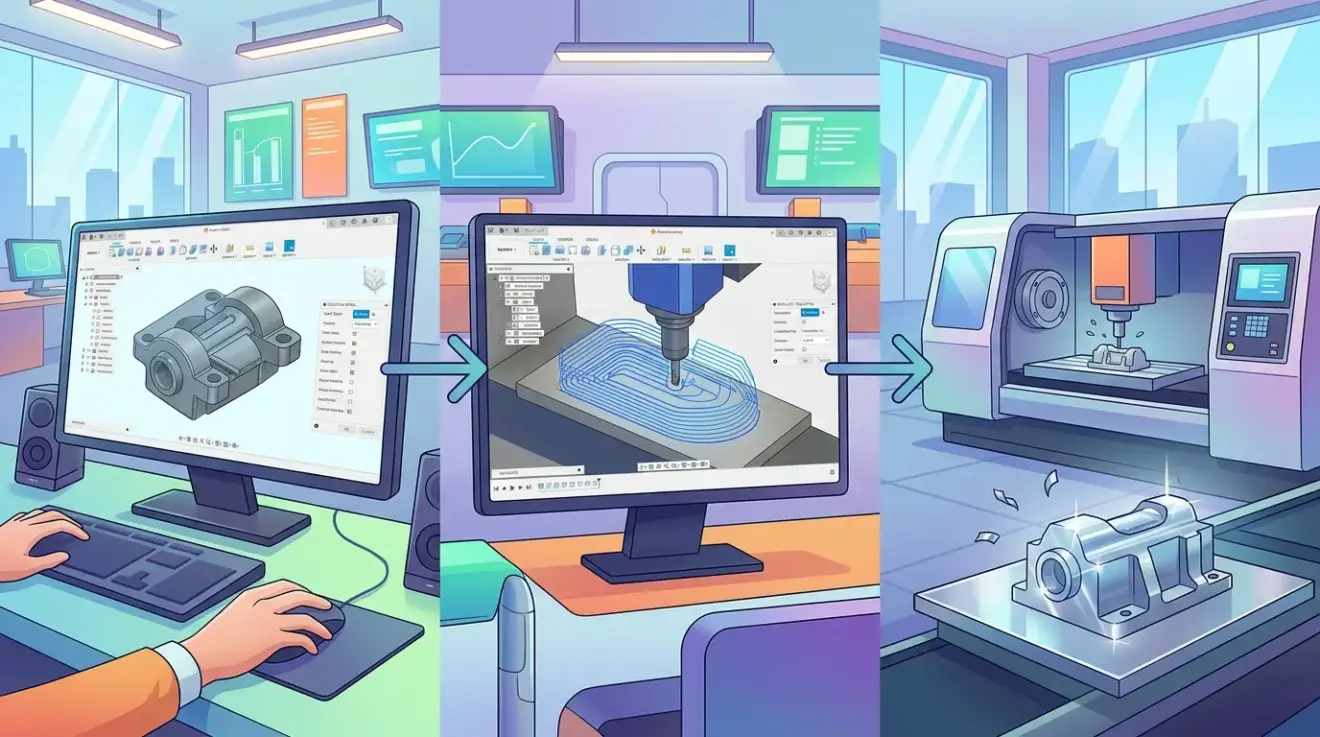
Fusion 360 for CNC: From CAD Model to Toolpath
Thursday, 09 April 2026
Fusion 360 matters in CNC workflows because it closes a gap that creates expensive mistakes in many shops: the gap between a part that looks finished on screen and a part that is actually ready for a machine. A CAD model can be dimensionally correct and still be awkward to hold, inefficient to cut, poorly
- Published in Blog
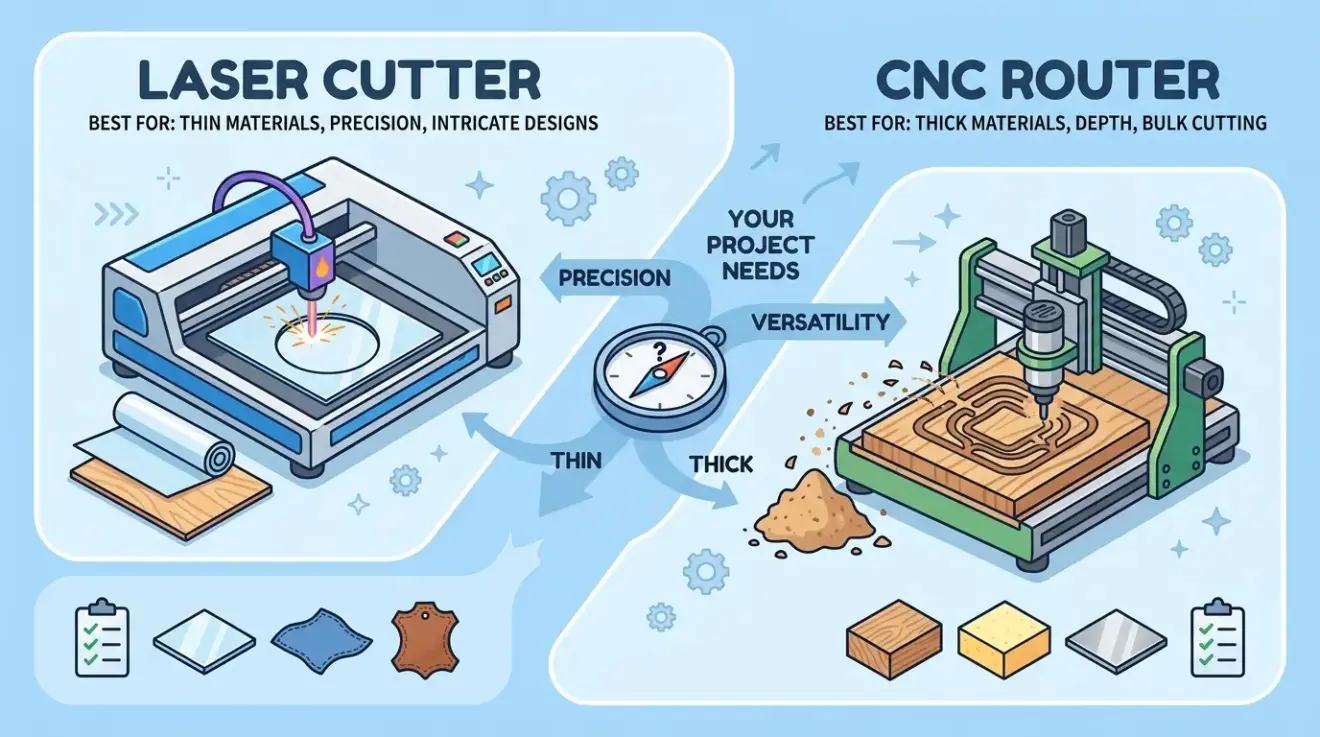
CNC Laser Cutter vs CNC Router: Which One Should You Choose?
Thursday, 09 April 2026
Choosing between a CNC laser cutter and a CNC router is rarely about which machine sounds more advanced. In real production, the decision usually comes down to what the part needs after the first cut: engraving, small internal detail, pockets, grooves, drilled features, edge finishing, material thickness, and how much manual rework the team can
- Published in Blog
Marble Engraving Machine: What To Consider Before You Buy
Thursday, 09 April 2026
Buying a marble engraving machine often starts with sample photos, decorative patterns, or a short list of machine features. That is usually the wrong place to begin. In real stone production, the better buying decision comes from understanding what kind of engraving you need to produce, how often you need to repeat it, how marble
- Published in Blog
Desktop 5 Axis CNC vs Full-Size 5 Axis Mill: Which One Makes Sense?
Wednesday, 08 April 2026
Five-axis machining gets attention because it promises access to complex geometry, fewer setups, and more complete part machining from more angles inside one controlled route. That promise is real, but the term “5-axis” covers machines with radically different practical limits. A desktop 5-axis CNC and a full-size 5-axis mill may share the same broad motion
- Published in Blog
3 Axis Milling Machine vs VMC: Which Setup Fits Your Workflow?
Wednesday, 08 April 2026
A conventional 3 axis milling machine and a VMC can both cut the same print. The real difference is not whether the cutter can reach the geometry. The real difference is how much surrounding process the machine package removes or leaves behind. This comparison should begin with workflow, not label. If the shop lives on
- Published in Blog
Small CNC Machine for Metal: What Buyers Often Overlook
Wednesday, 08 April 2026
Small-format CNC machines appeal to buyers because they appear to solve several problems at once. They lower the entry price, fit into limited floor space, look less intimidating to new operators, and promise a manageable path into aluminum or light steel work without the footprint of a full machining center. That appeal is real. What
- Published in Blog
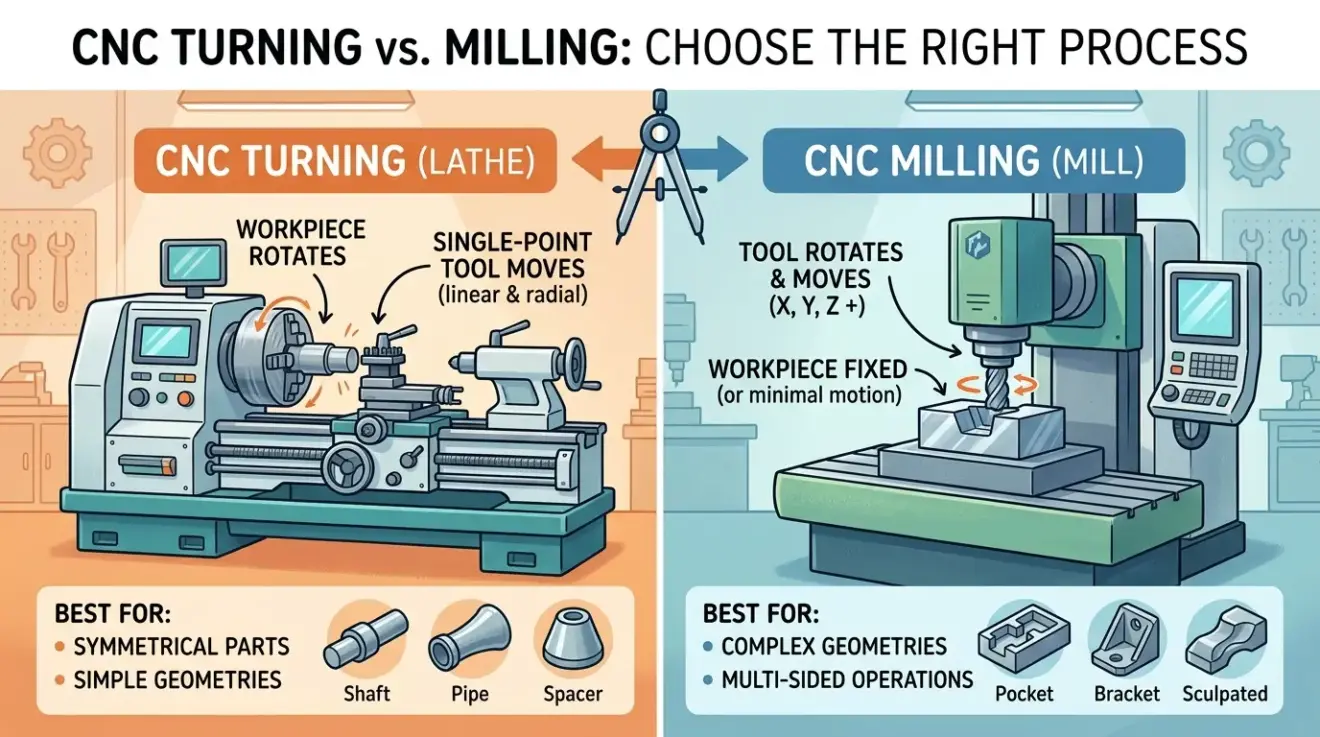
CNC Turning vs CNC Milling: Which Process Fits Your Part Geometry?
Wednesday, 08 April 2026
The simplest way to compare CNC turning and CNC milling is also the most useful: look at the part and ask which process matches the geometry naturally. If the component is fundamentally rotational, turning usually removes material faster and with fewer setup complications. If the component depends on flats, pockets, slots, contours, and features spread
- Published in Blog
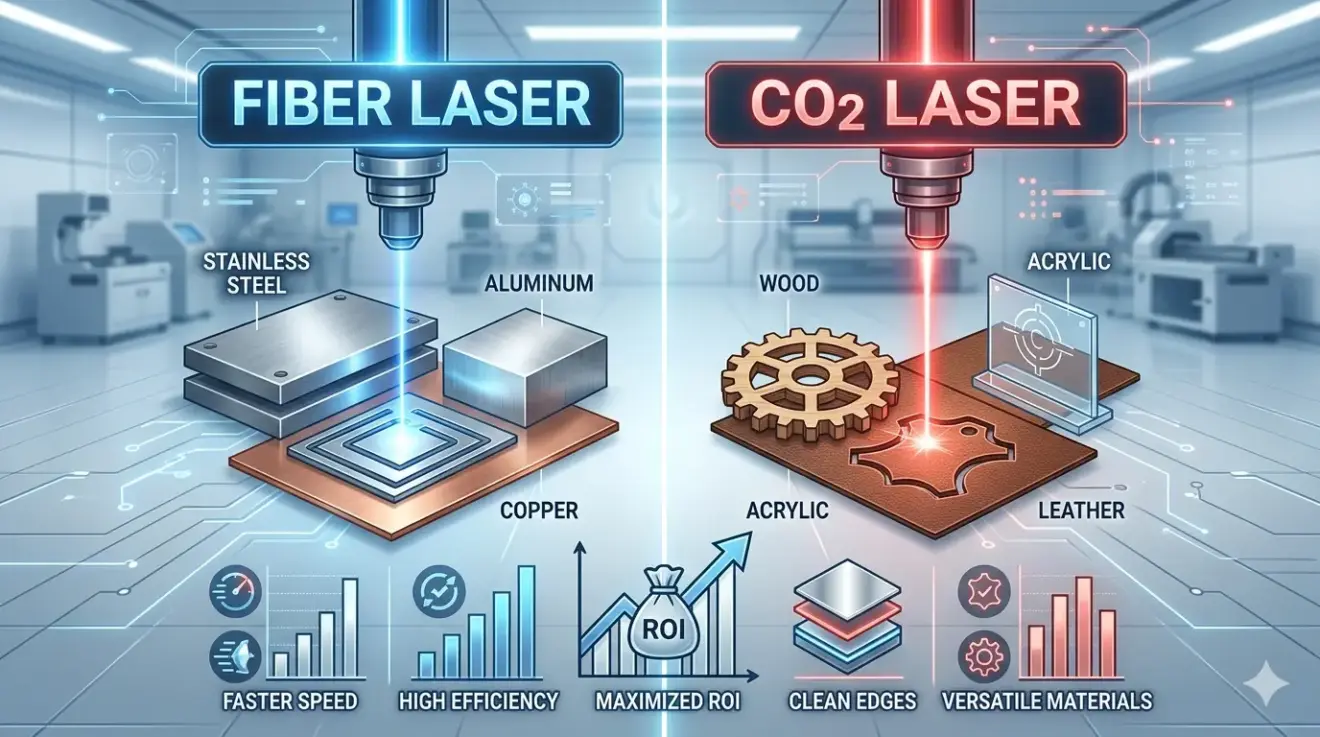
Fiber Laser Machine vs CO2 Laser Machine: How Material Match Drives ROI
Wednesday, 08 April 2026
When a shop compares fiber laser technology with CO2 laser technology, the first mistake is usually treating the beam source as the decision. In production, the real issue is whether the machine matches the material mix that fills the schedule and generates margin. A source that looks advanced on paper can still produce weak ROI
- Published in Blog

How Sliding Table Saws Fit Small and Mid-Sized Wood Shops
Wednesday, 08 April 2026
When the cutting station starts slowing down a wood shop, the answer is not always a more specialized high-throughput machine. In many small and mid-sized operations, the real need is a saw that can move between sheet goods, solid wood, short runs, and custom parts without making every job change feel like a reset. That
- Published in Blog
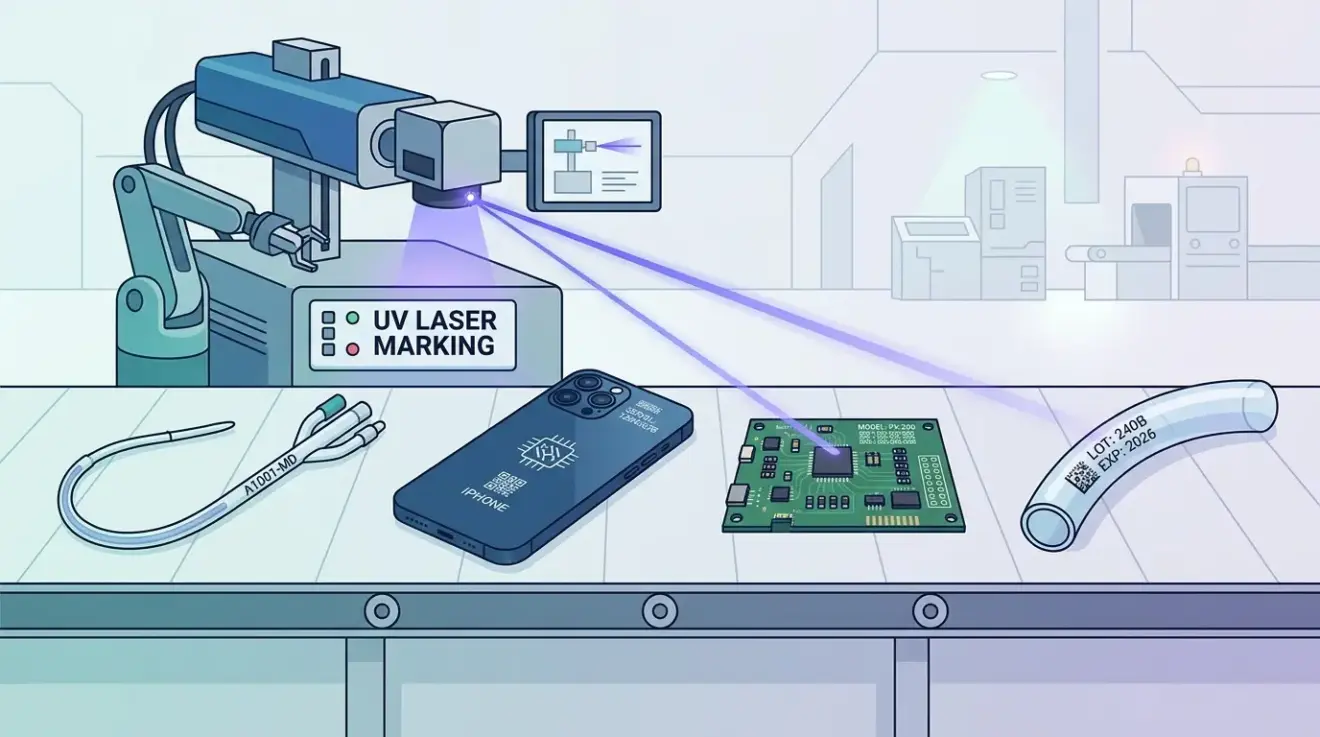
UV Laser Marking: Best Applications, Process Limitations, and Where It Fits in Production
Wednesday, 08 April 2026
When a part needs a permanent mark on a surface that does not tolerate much heat, the real decision is not whether a laser can make something visible. The real decision is whether the process can hold contrast, edge definition, and cosmetic control without warping thin plastics, damaging coatings, or turning a traceability step into
- Published in Blog
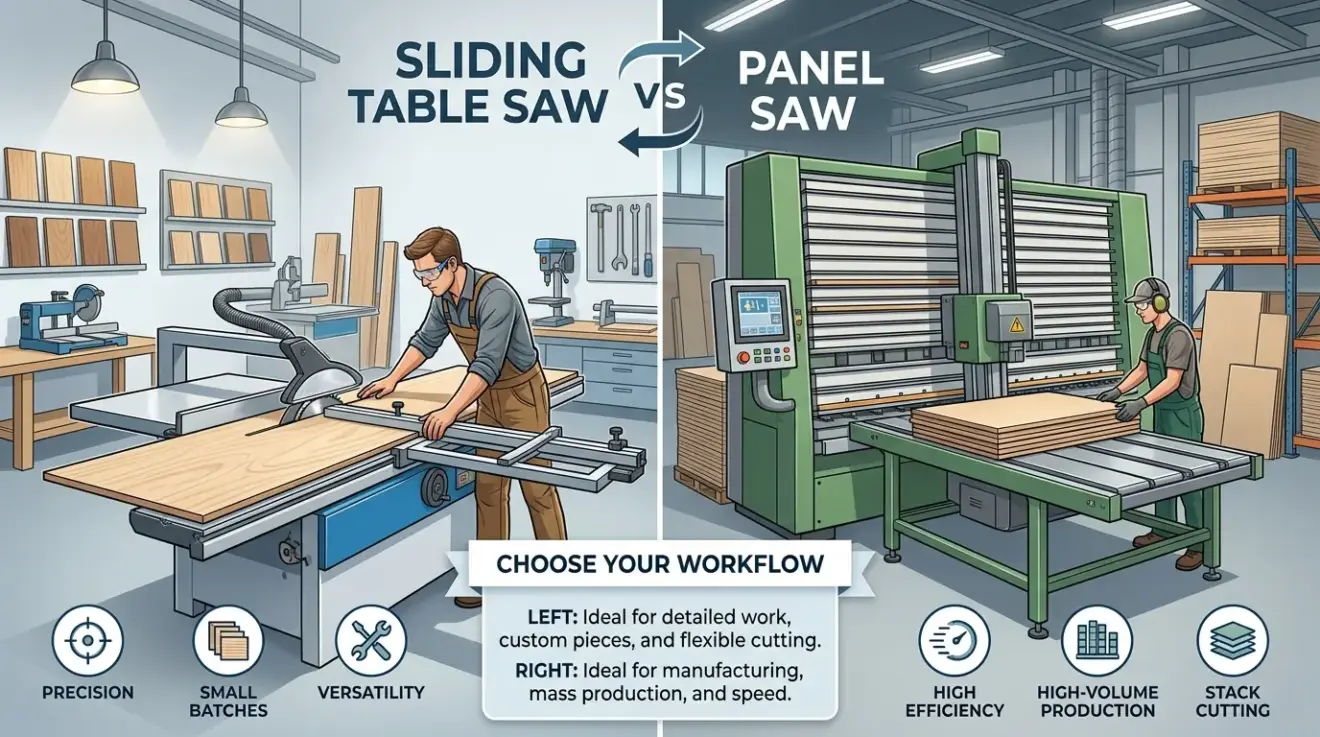
Sliding Table Saw vs. Panel Saw: Which One Fits Your Workflow?
Wednesday, 08 April 2026
When a shop starts losing time at the cutting stage, the real issue is usually not blade speed or machine labeling. It is workflow fit. The saw at the front of production affects how smoothly parts move into edge banding, drilling, sanding, assembly, and final delivery. If the wrong machine is handling that first step,
- Published in Blog
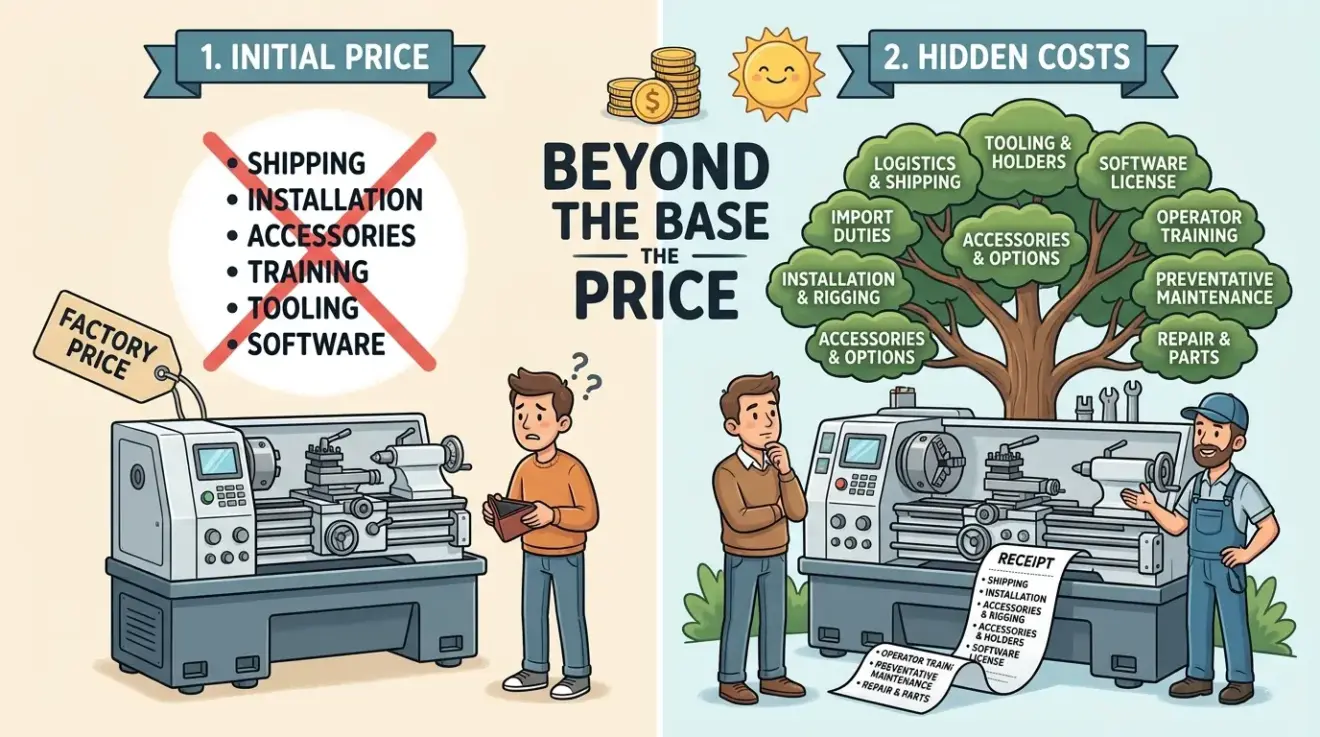
CNC Lathe Machine Price Guide: What Buyers Should Compare Beyond the Base Price
Wednesday, 08 April 2026
The base price on a CNC lathe quote is usually the easiest number to compare and the least reliable number to trust on its own. Buyers see one machine listed at a lower price than another and assume they already understand the commercial difference. In reality, they usually understand only the first layer. The machine
- Published in Blog
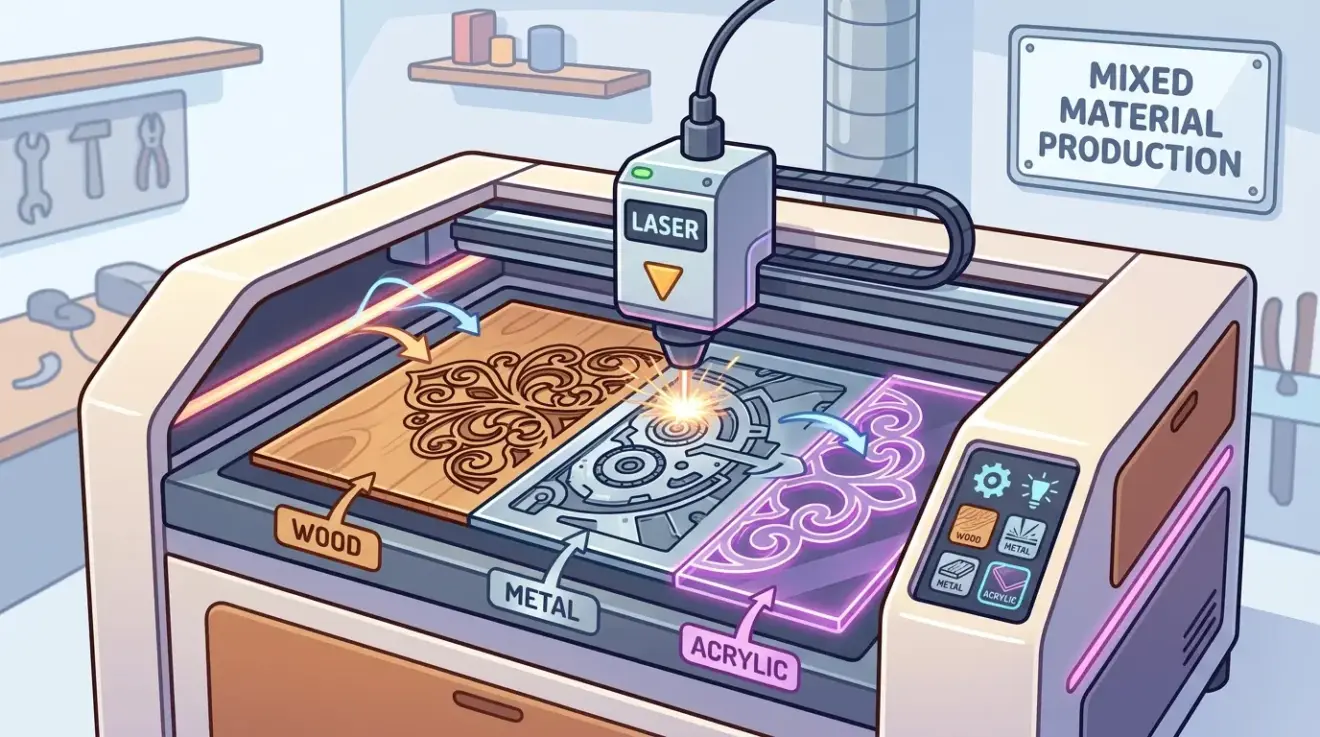
Laser Cutting and Engraving Machine Options for Mixed-Material Work
Wednesday, 08 April 2026
Mixed-material jobs often look efficient on paper because one machine appears to cover several product lines at once. The production reality is less forgiving. A shop may cut acrylic display parts in the morning, engrave plywood brand panels after lunch, and switch to laminated wood accessories or leather inserts before the shift ends. Once that
- Published in Blog

CNC Laser Cutting Machine vs Standard Laser Machine: What’s the Difference?
Wednesday, 08 April 2026
A CNC laser cutting machine is built around programmed motion control, repeatable path execution, and stronger integration with batch production. A standard laser machine usually refers to a simpler laser platform with lighter automation or less production-oriented control, which can still be the better fit for lower-volume or less standardized work. Buyers often treat CNC
- Published in Blog
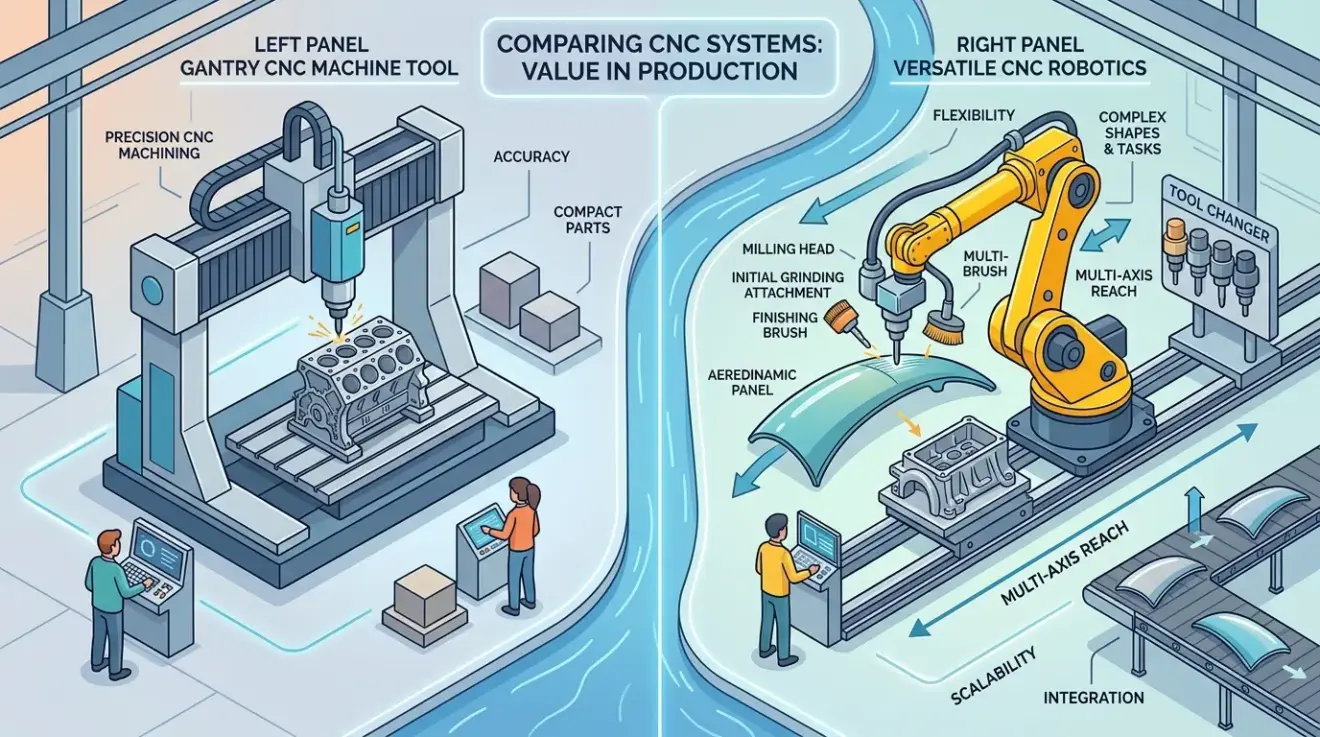
CNC Robot vs CNC Machine Tool: Where Robotics Adds Value in Production
Wednesday, 08 April 2026
Factories sometimes frame robots and CNC machine tools as if they are competing answers to the same production problem. That framing usually creates bad automation decisions. A CNC machine tool is built to hold a controlled process under force. A robot is built to move, present, transfer, load, unload, and repeat motion across space. They
- Published in Blog
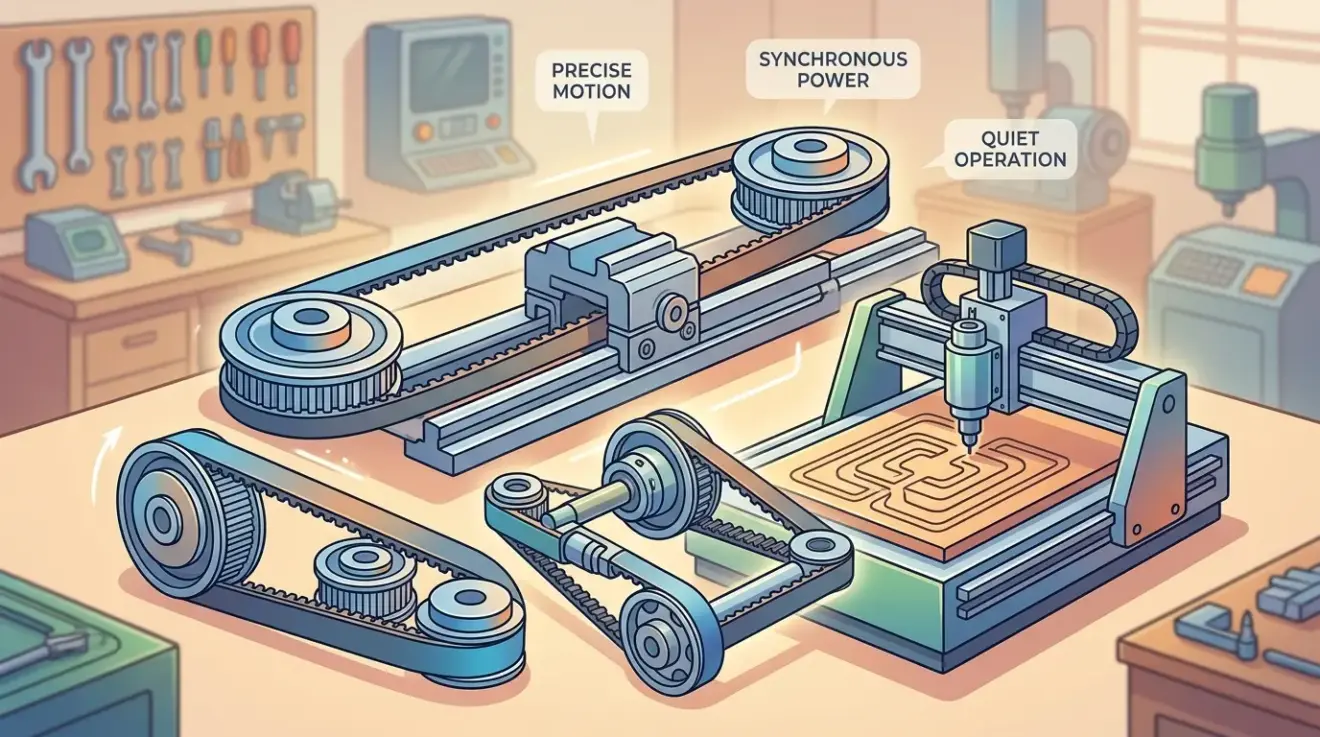
What Are CNC Timing Belts and Pulleys?
Wednesday, 08 April 2026
CNC timing belts and pulleys usually get attention only after something about motion starts to feel less honest. A machine accelerates differently than it used to. Position seems inconsistent over a long travel. A gantry sounds fine at one speed and uneasy at another. Or a buyer hears that a machine is belt-driven and immediately
- Published in Blog
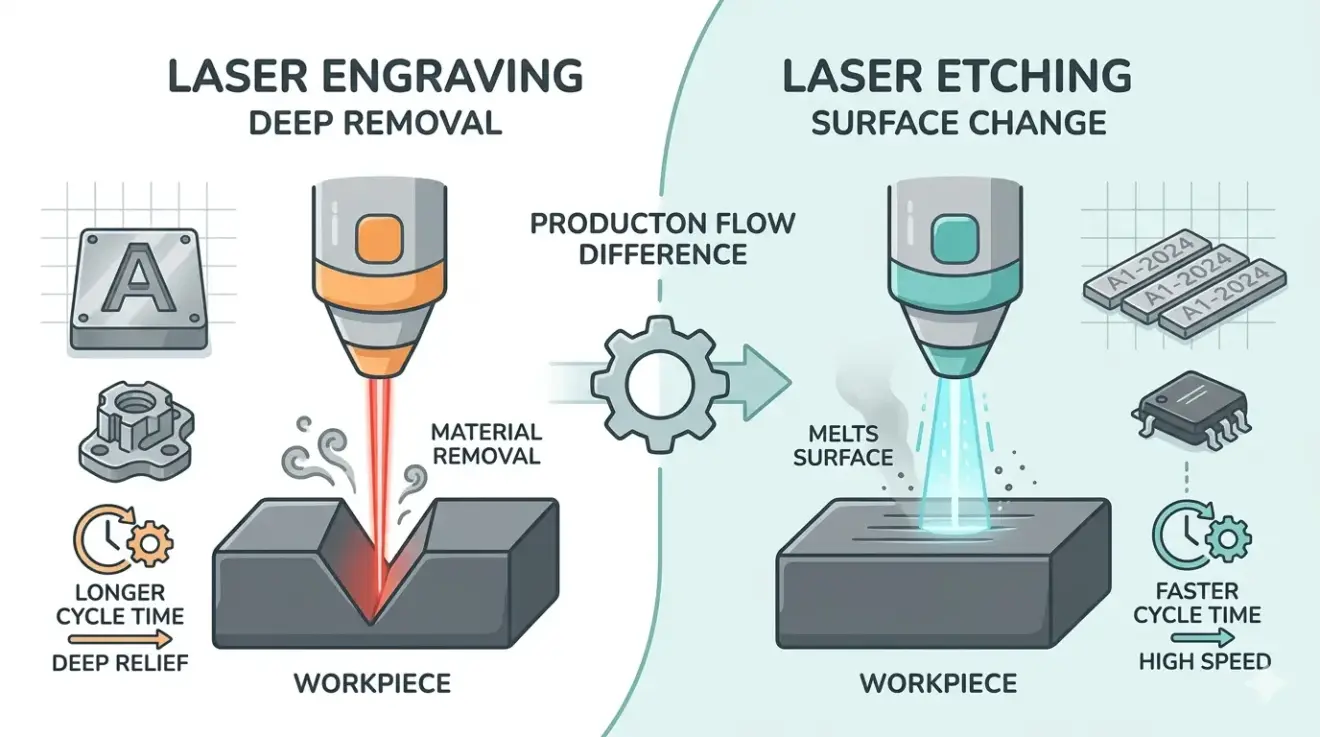
Laser Etching Machine vs Laser Engraving Machine: What Actually Changes in Production?
Wednesday, 08 April 2026
Many buyers start this comparison as if they are choosing between two completely different machine families. In real production, the difference is usually less dramatic. Most of the time, the real question is whether the job needs a shallow surface change, a deeper recessed result, or simply a clear visual mark that can survive handling
- Published in Blog