
 Español
Español  Italiano
Italiano  Deutsch
Deutsch  Français
Français  Português
Português  العربية
العربية  Türkçe
Türkçe  Русский
Русский  Tiếng Việt
Tiếng Việt  한국어
한국어  日本語
日本語  简体中文
简体中文 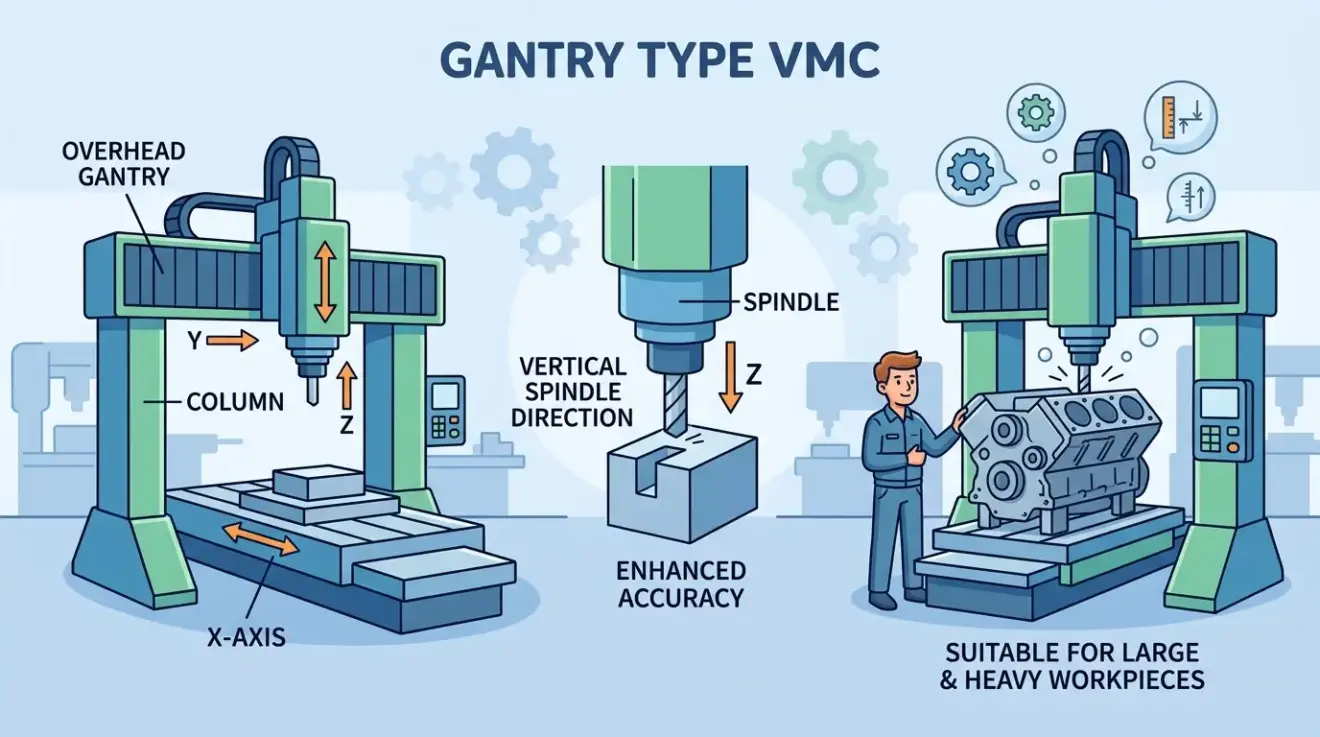
What Is a Gantry-Type VMC?
Tuesday, 14 April 2026
A “gantry-type VMC” sounds technical and reassuring, but in real buying conversations it can be either a legitimate structural description or a commercial shortcut that hides unresolved classification questions. At face value, the phrase suggests a vertical machining center built around a bridge or gantry-style structure over the work area. Sometimes that is exactly what
- Published in Blog
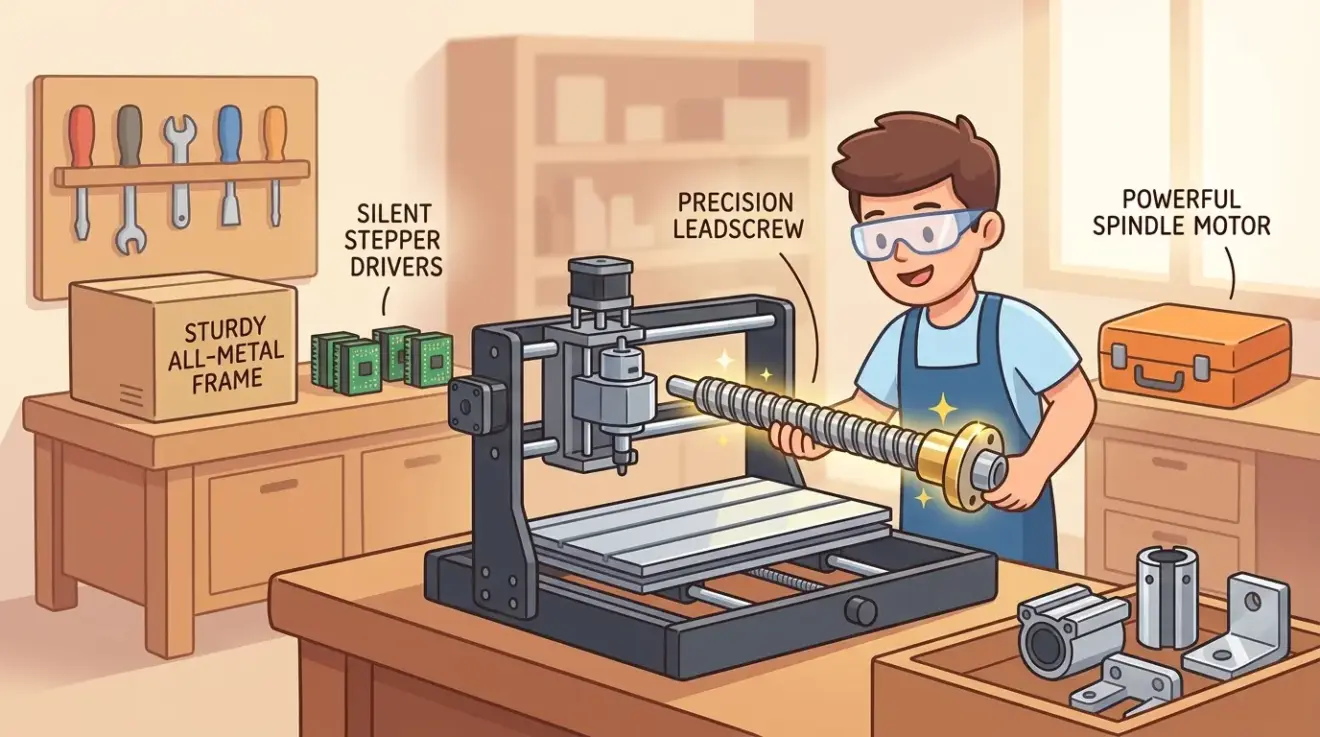
3018 CNC Parts Guide: Which Upgrades Improve Accuracy and Reliability
Tuesday, 14 April 2026
Most 3018 owners spend their first upgrade money on the wrong layer. The machine leaves fuzzy edges, misses depth, drifts on repeated parts, or feels harsher than before, and the next purchase is often a bigger spindle, a controller swap, or a bundle of aftermarket parts that promises “more capability.” Sometimes those parts help. Very
- Published in Blog
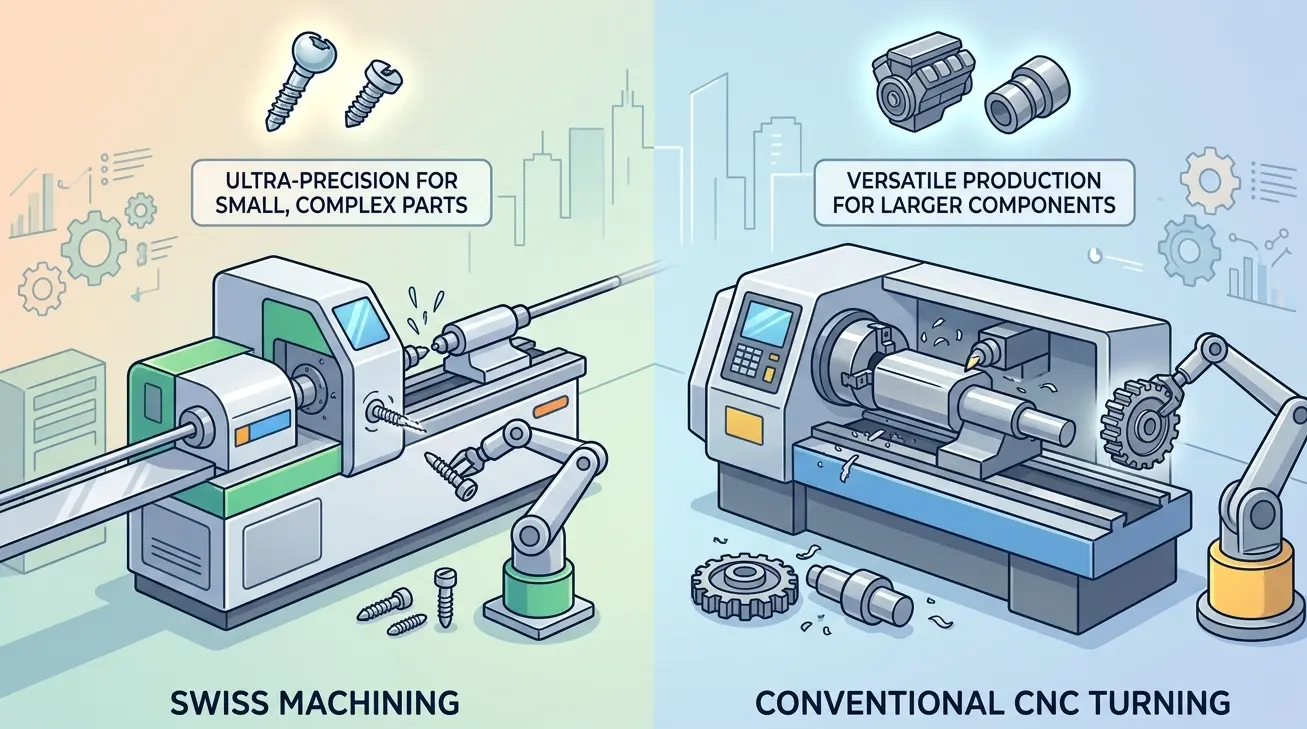
Swiss Machining vs Conventional CNC Turning: What’s the Difference?
Tuesday, 14 April 2026
Two suppliers can look at the same turned-part drawing and recommend different process routes without either one being wrong. One may route it to a conventional CNC lathe. Another may push it toward Swiss machining. When buyers do not understand why that split happens, they often fall back on unhelpful assumptions: Swiss must be “more
- Published in Blog
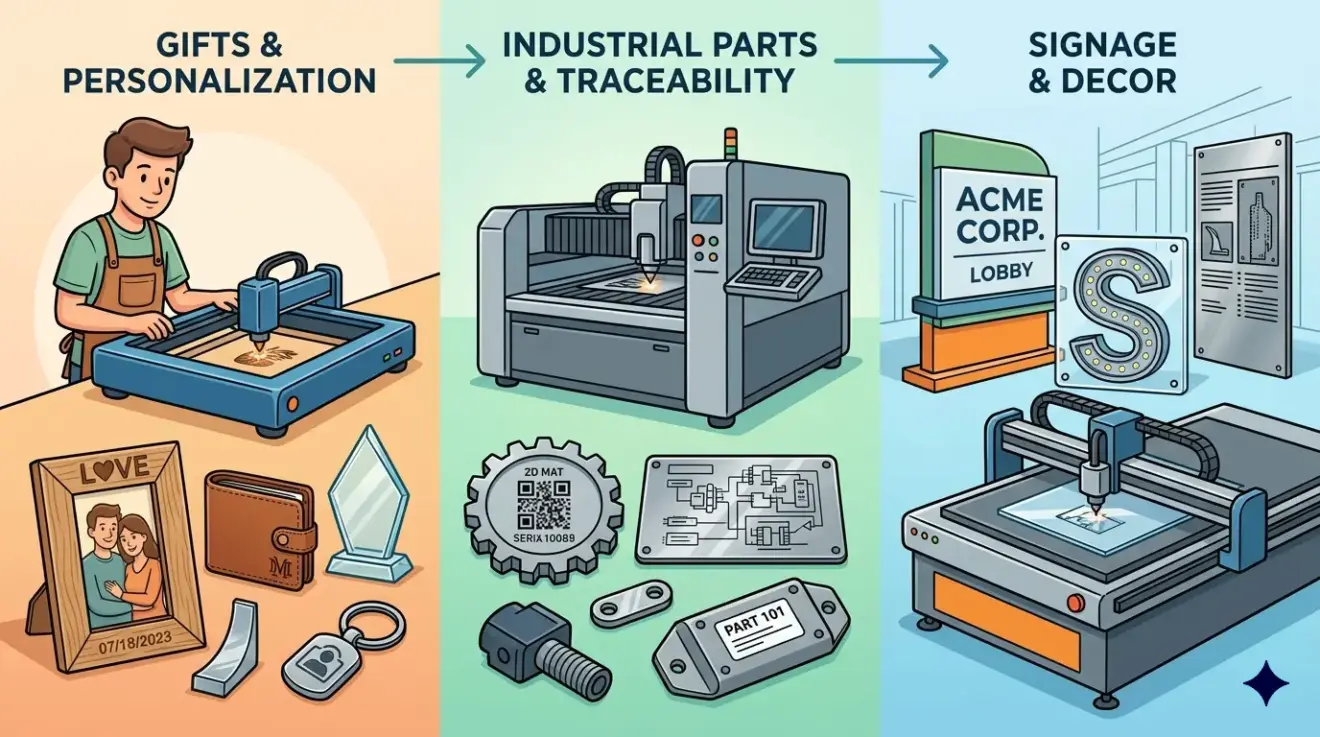
Engraving Machine Applications in Gifts, Industrial Parts, and Signage: Where Each Use Case Fits Best
Tuesday, 14 April 2026
An engraving machine can look versatile in a brochure, but real production value depends on what the shop is actually trying to finish all day. A gift workflow usually rewards flexibility, personalization, and visual appeal. An industrial-parts workflow rewards permanence, repeatability, and traceability. A signage workflow often sits in between, where appearance matters, but so
- Published in Blog
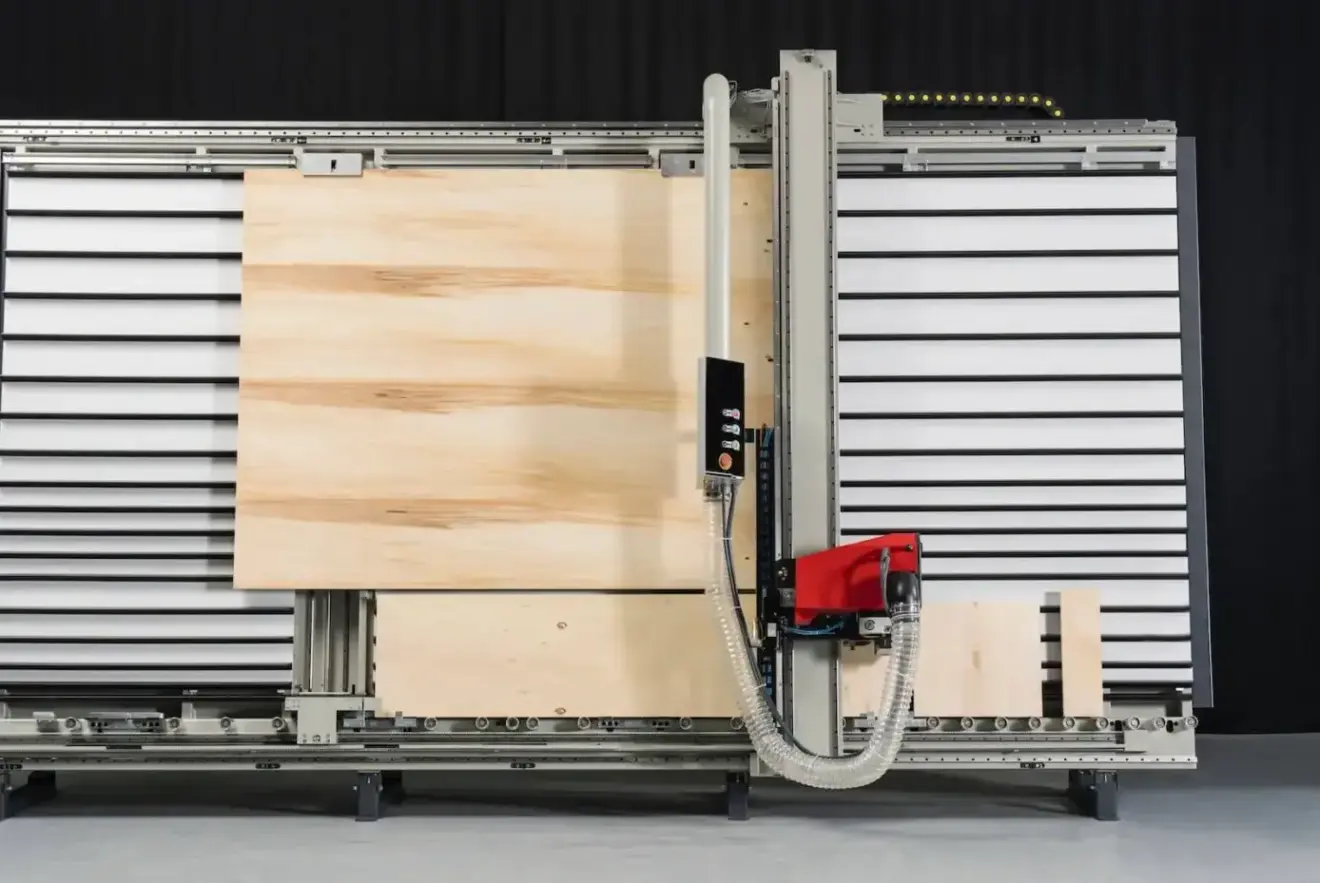
How To Choose A Vertical Panel Saw For A Space-Constrained Workshop
Tuesday, 14 April 2026
In many smaller workshops, the cutting problem is not just about accuracy. It is about how to break down full sheets without letting one machine consume the layout, block material flow, or create constant handling friction around the rest of the shop. A vertical panel saw is commonly considered when floor space is tight and
- Published in Blog

How a Vertical Panel Saw Improves Panel Handling and Safety
Tuesday, 14 April 2026
In many workshops, the hardest part of panel cutting is not the cut itself. It is getting a full sheet into position without dragging it across the floor, lifting it awkwardly onto a large table, or forcing operators to work around unstable material in a tight area. That is why vertical panel saws are often
- Published in Blog
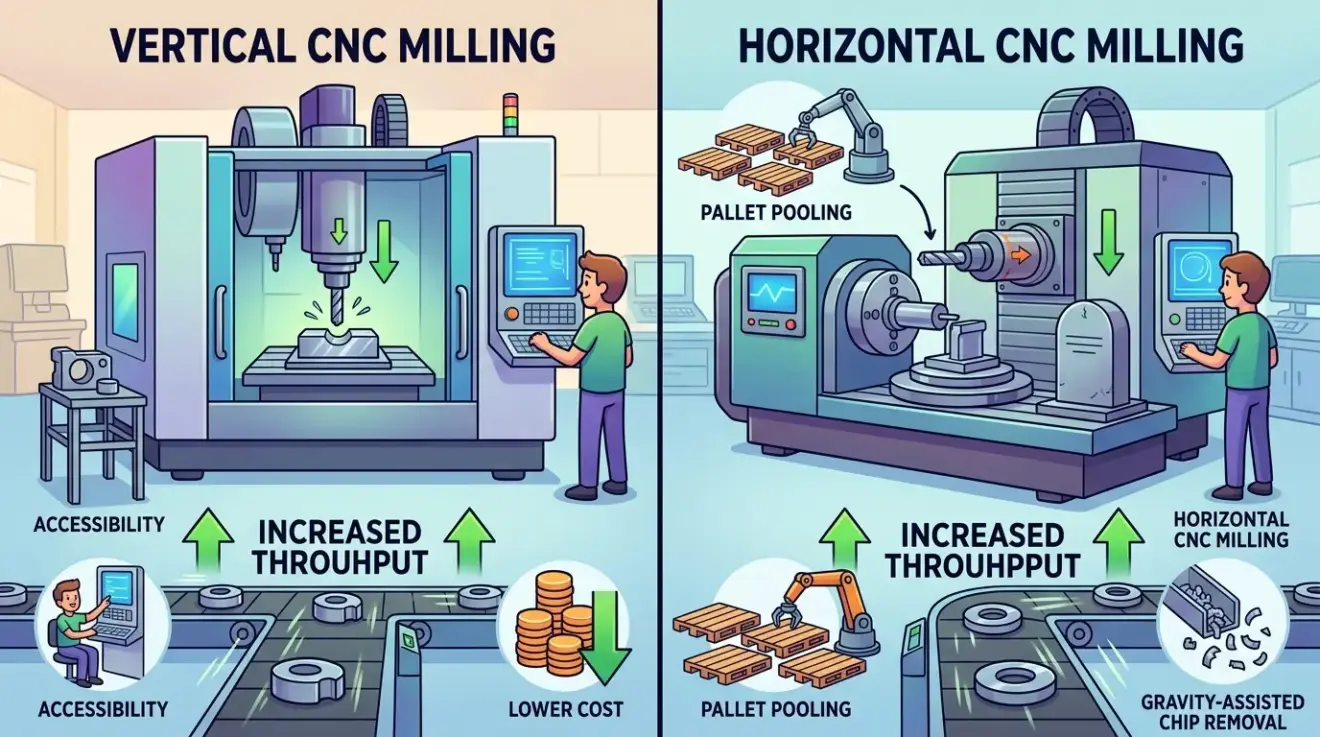
Horizontal vs Vertical CNC Milling: Which Layout Improves Throughput?
Monday, 13 April 2026
Horizontal and vertical milling layouts are often compared as if one is the modern answer and the other is a compromise. Productive shops do not make the decision that way. Throughput does not come from spindle orientation alone. It comes from how the machine layout fits the part family, fixture strategy, chip behavior, staffing model,
- Published in Blog
4×8 Plasma Table Buying Guide: What Metal Shops Should Compare
Monday, 13 April 2026
A 4×8 plasma table sounds like a straightforward buying category because the sheet size is familiar and the footprint feels manageable. In real fabrication work, though, a 4×8 table is not just a size. It is a production-cell decision. It determines how sheets are staged, how nests are laid out, how parts are recovered, how
- Published in Blog
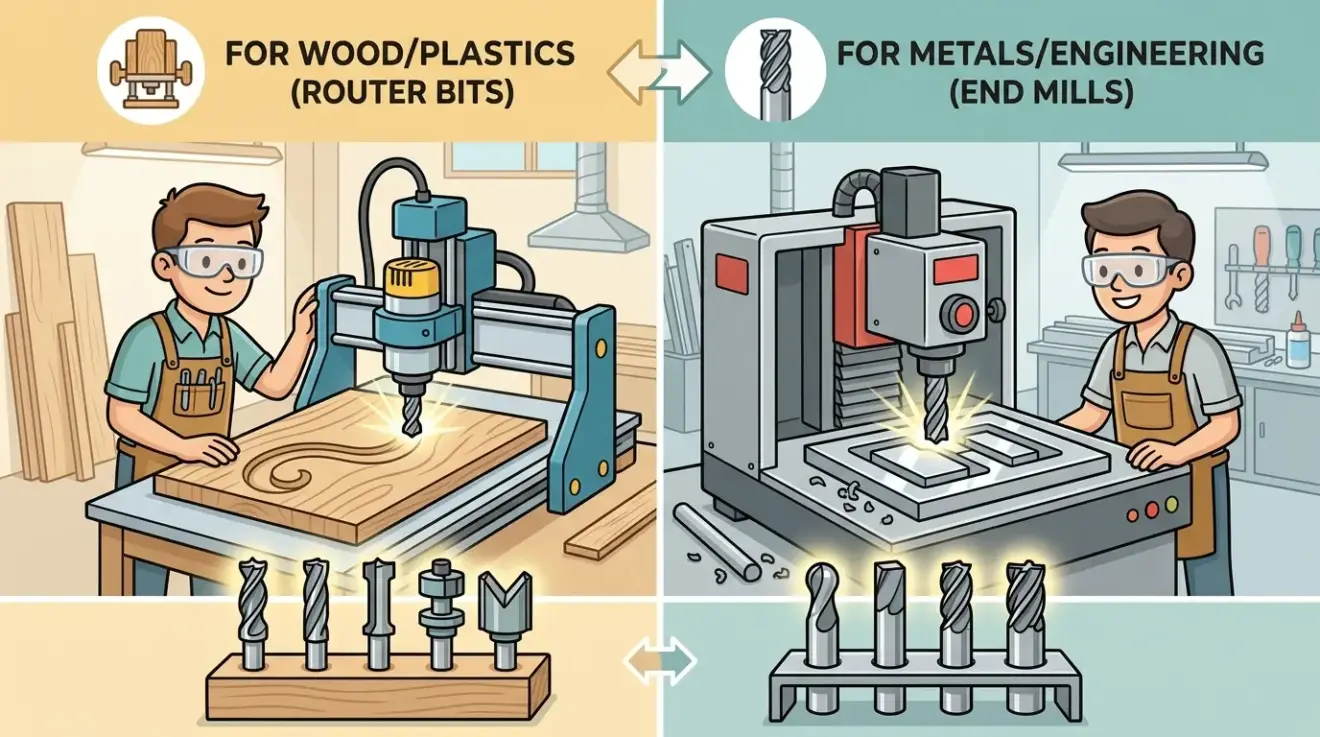
CNC Router Bits vs CNC End Mills: How to Choose the Right Cutting Tool
Monday, 13 April 2026
Tooling mistakes are one of the fastest ways to make a healthy CNC line look unreliable. Shops blame the spindle, the vacuum table, or the machine frame when the real mismatch is often simpler: the cutter was selected from the wrong logic. In conversation, router bits and end mills get treated as interchangeable labels for
- Published in Blog
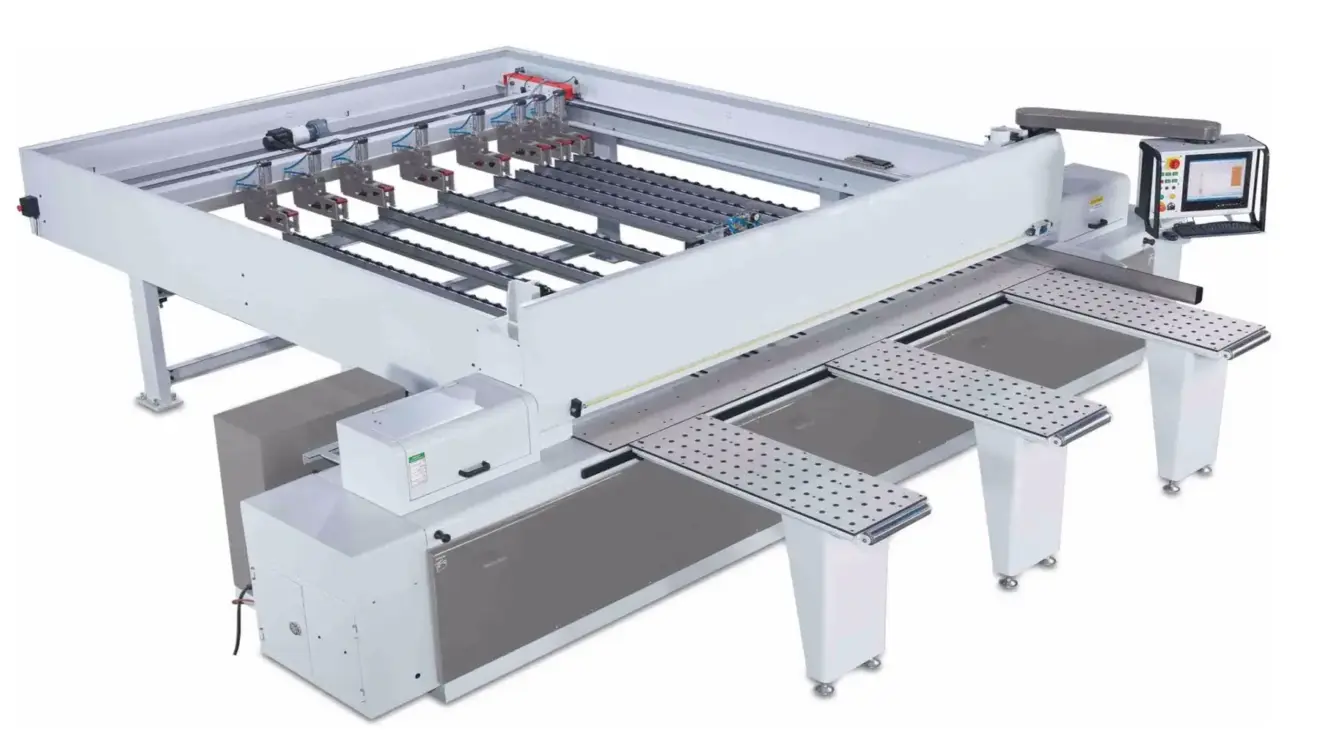
How CNC Panel Saws Integrate Into Modern Woodworking Production Lines
Monday, 13 April 2026
In a modern cabinet, closet, or panel-furniture factory, the saw is not just a cutting station. It is often the point where production rhythm is either stabilized or disrupted. If the front end cannot release correctly sized parts in the right order, edge banding, drilling, sorting, and assembly all inherit the same instability. That is
- Published in Blog
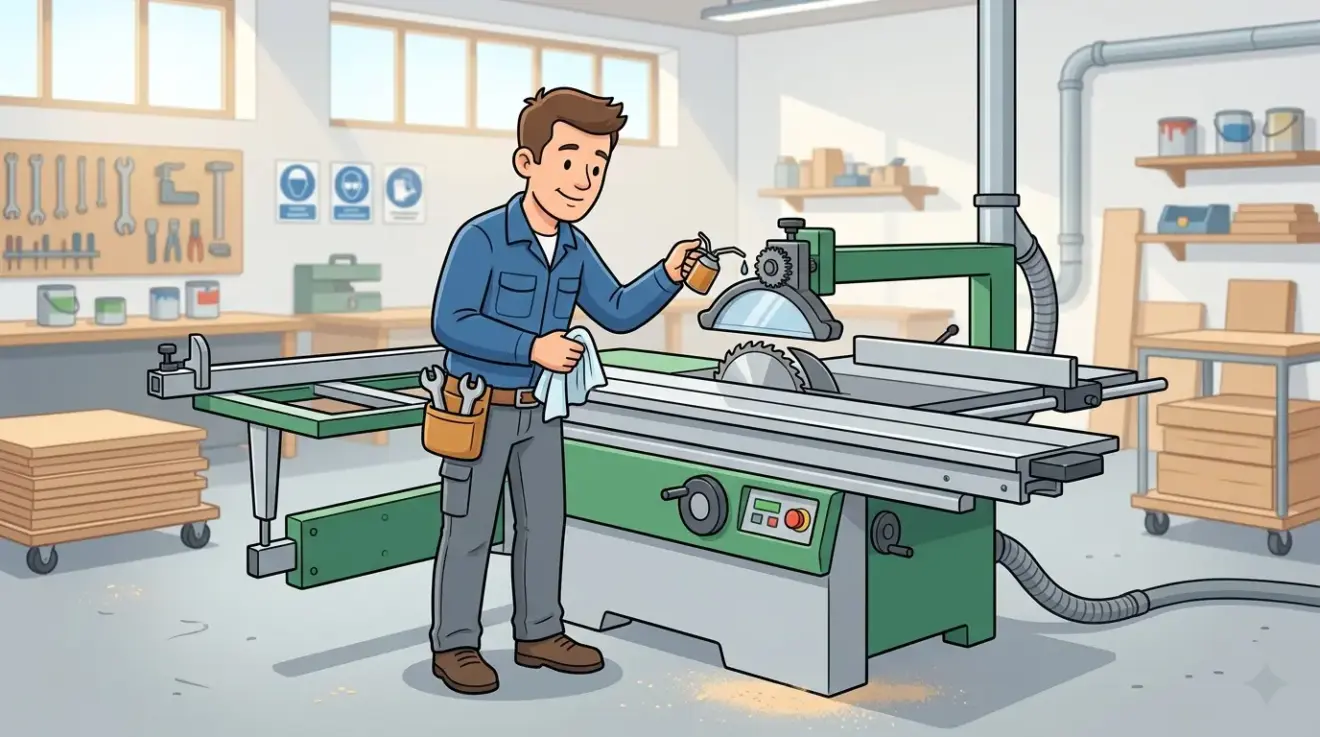
Panel Saw Machine Maintenance Checklist for Long-Term Cutting Precision
Monday, 13 April 2026
In panel-based furniture production, cutting accuracy rarely disappears all at once. It usually drifts. A little dust buildup under the work support, a blade that should have been changed earlier, or a hold-down system that no longer applies consistent pressure can all turn into size variation, edge defects, and downstream rework. That is why a
- Published in Blog

What Is Groove Machining in CNC?
Monday, 13 April 2026
Groove machining is easy to underestimate because the feature itself often looks small on the drawing. A narrow recess, a ring groove, a channel, a relief cut, a sealing track, a retaining feature. None of these usually dominate the part visually. Yet in production they can dominate the failure story. An undersized groove can ruin
- Published in Blog

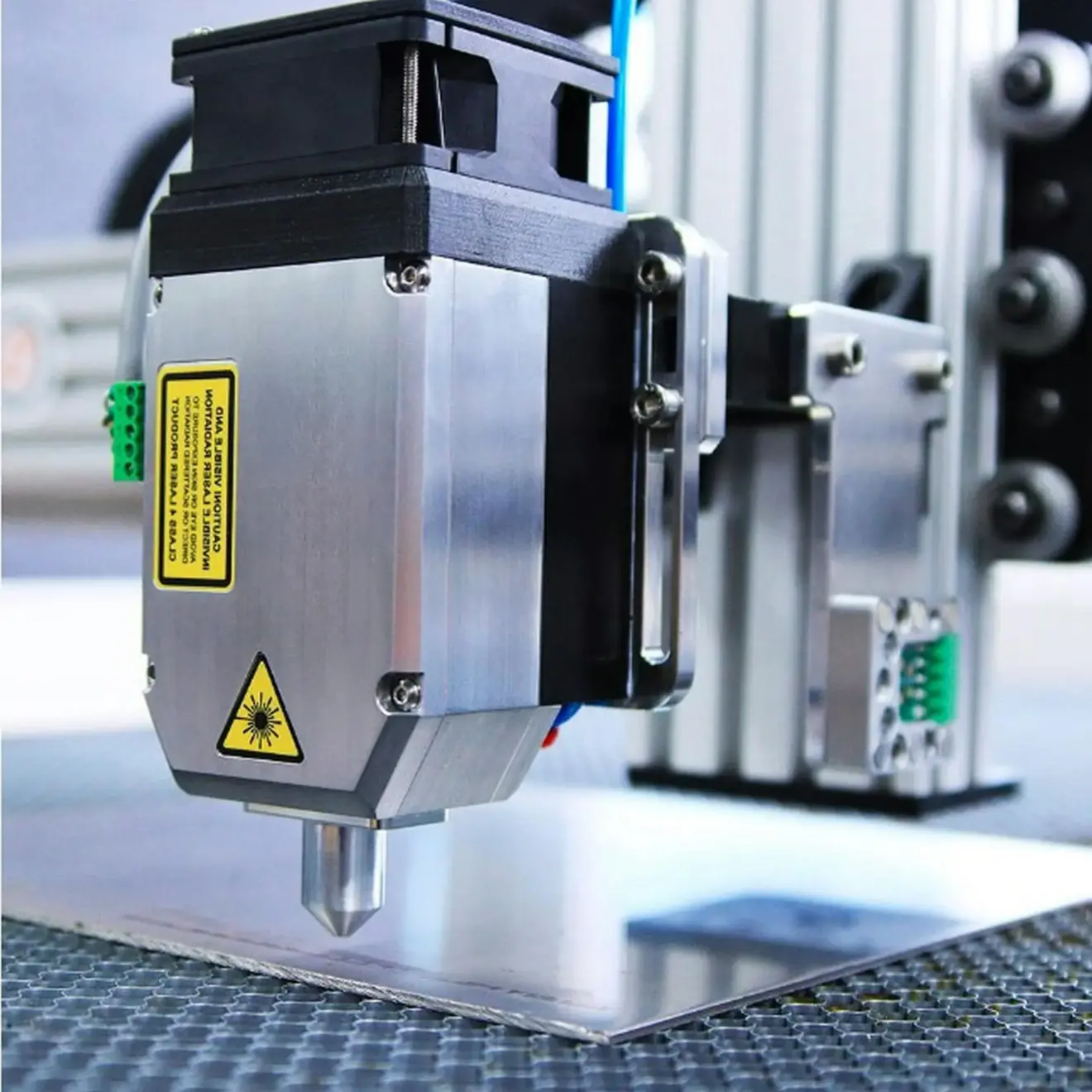
Laser Engraver for Metal: How To Match Power to Material and Marking Goals
Monday, 13 April 2026
In metal engraving, the wrong power choice rarely fails on the sample plate. It fails later, when cycle times stretch, fine codes lose clarity, thin parts pick up too much heat, or the factory pays for output the line never actually uses. That is why matching a laser engraver for metal to the material is
- Published in Blog
How to Choose a Metal Engraving Machine for Permanent Part Marking
Monday, 13 April 2026
In many factories, part marking is treated like a small finishing step until unreadable codes start causing real production problems. A weak mark can create traceability gaps, confuse assembly teams, slow inspection, and turn warranty analysis into guesswork. That is why choosing a metal engraving machine for permanent part marking is less about the label
- Published in Blog
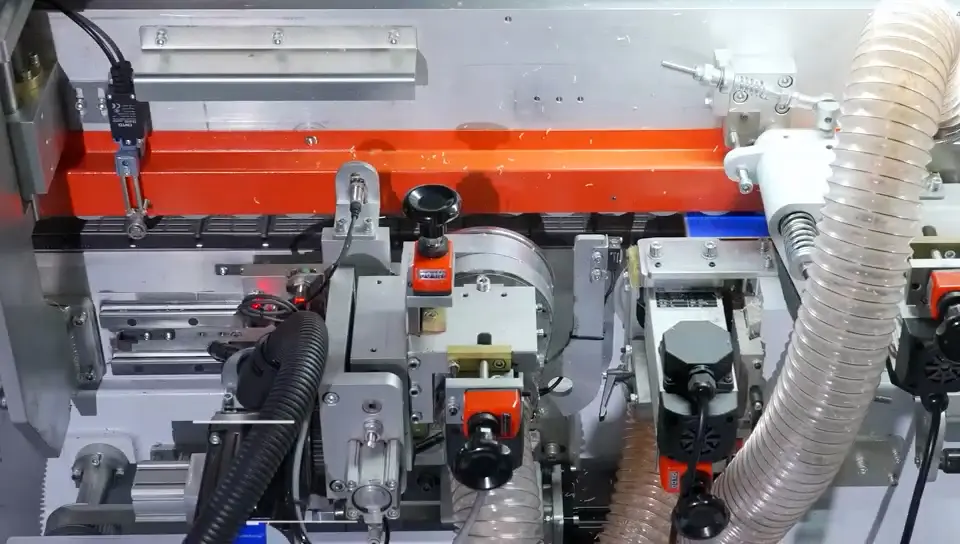
Why Edge Banding Quality Directly Affects Furniture Value
Monday, 13 April 2026
In panel-based furniture, the edge is often where a buyer decides whether a product feels durable and well made or merely assembled to hit a price point. A cabinet panel can be cut accurately and drilled correctly, but if the edge shows a heavy glue line, feels uneven to the touch, or chips early in
- Published in Blog
CNC Laser Machines: What Manufacturers Need to Evaluate Before Investing
Monday, 13 April 2026
Manufacturers often use “CNC laser” as a catch-all term for any automated laser system, but capital decisions fail when the machine name gets more attention than the production problem. A laser can solve intricate cutting, engraving, and shape-processing challenges. It can also become an expensive mismatch if the real bottleneck is panel sizing, routing depth,
- Published in Blog
Laser Engraving Machine Price Guide for Commercial Buyers
Monday, 13 April 2026
Commercial buyers looking for a laser engraving machine price guide usually run into the same problem immediately: one supplier quotes a bare machine, another includes extraction and training, and a third bundles engraving and contour cutting into the same proposal. The result is that the lowest number on paper often says very little about the
- Published in Blog
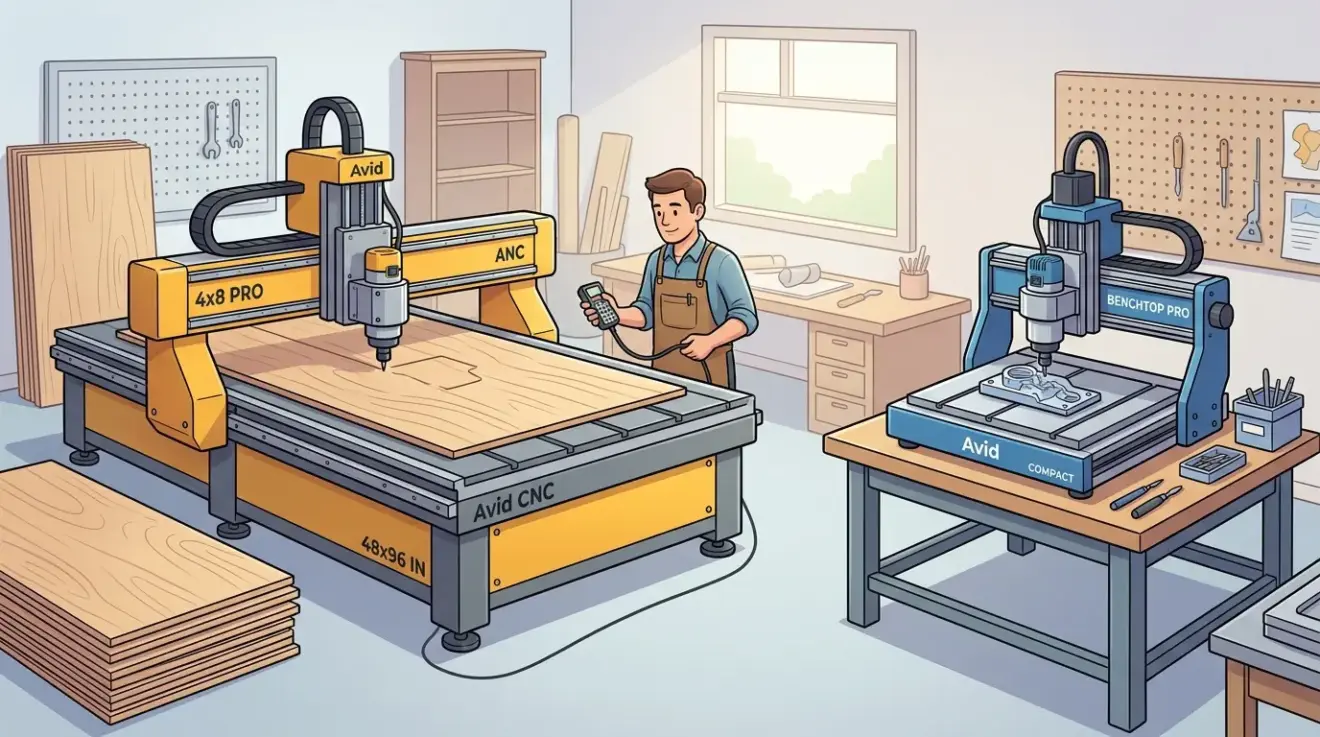
Avid CNC 4×8 Pro 4896 vs Avid Benchtop Pro: Which Avid Machine Fits Your Shop?
Monday, 13 April 2026
Buyers often approach this comparison as if they are choosing between two sizes of the same machine. In practice they are choosing between two shop behaviors. The Avid CNC 4×8 Pro 4896 and the Avid Benchtop Pro may share brand language and a family resemblance, but they ask for very different routines once the machine
- Published in Blog
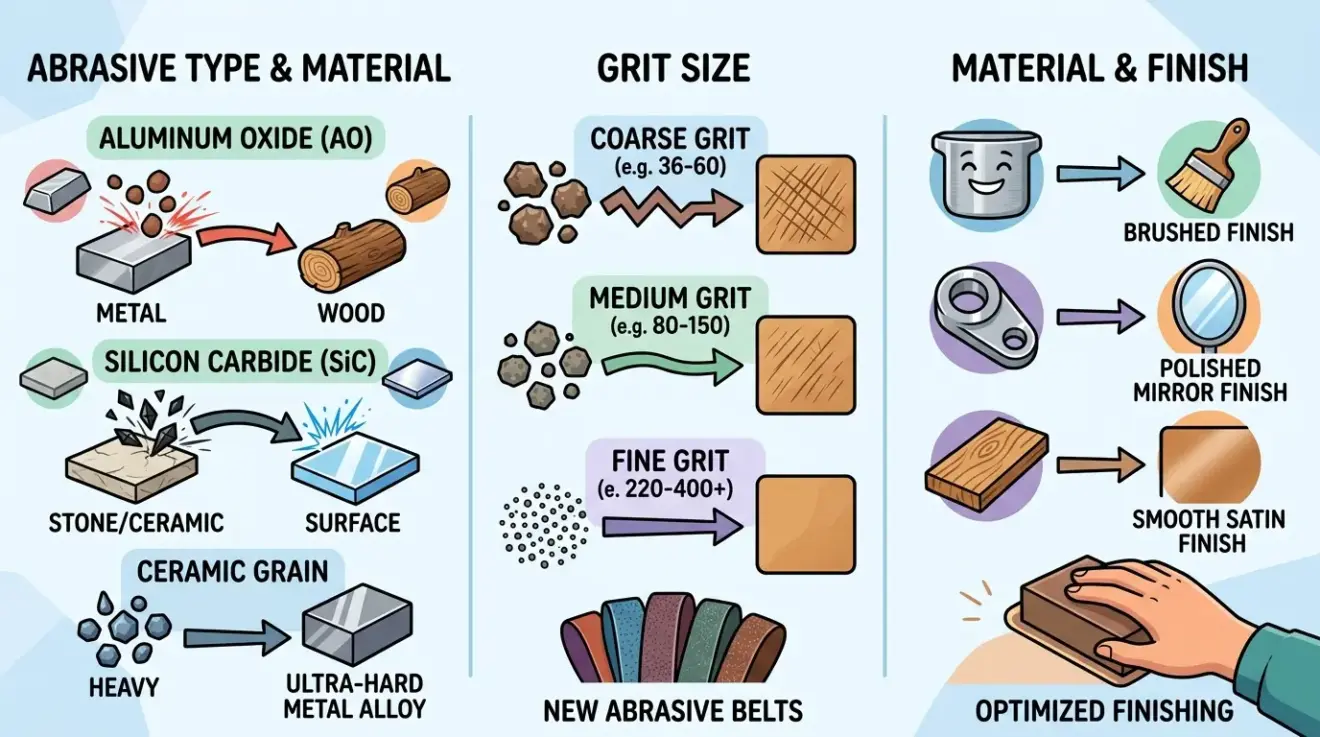
How To Match Abrasive Belts To Material And Finish Requirements
Monday, 13 April 2026
In an industrial sanding line, poor surface quality is often blamed on the machine, feed settings, or operator technique. Just as often, the real problem is a mismatch between the abrasive belt, the material being processed, and the finish standard the factory is trying to achieve. A belt that removes stock efficiently from solid hardwood
- Published in Blog
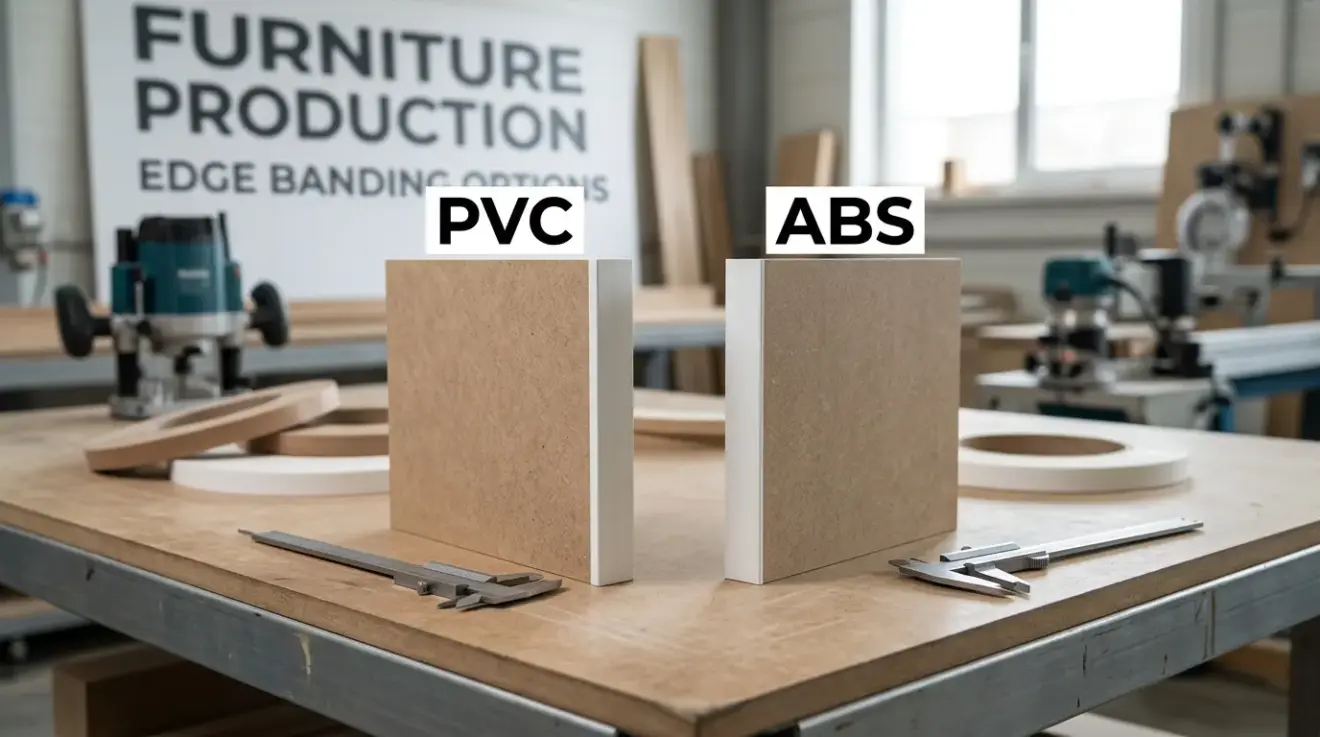
PVC Edge Banding vs ABS Edge Banding: Which One Fits Better for Furniture Production?
Monday, 13 April 2026
Most furniture factories do not feel this decision first in purchasing. They feel it later, when exposed edges still need manual correction, when a premium-looking wardrobe line does not look as refined as expected after trimming and polishing, or when a factory wants a stronger material-positioning story without creating a new process problem at the
- Published in Blog
Laser CNC Machine: When It Makes Sense for Production
Monday, 13 April 2026
A laser CNC machine can look like an obvious upgrade because it combines digital control, precise cutting, and flexible part programming. But in production, the better question is not whether laser CNC technology is advanced. It is whether that combination of automation, precision, and material fit solves a real bottleneck in the workflow. For some
- Published in Blog
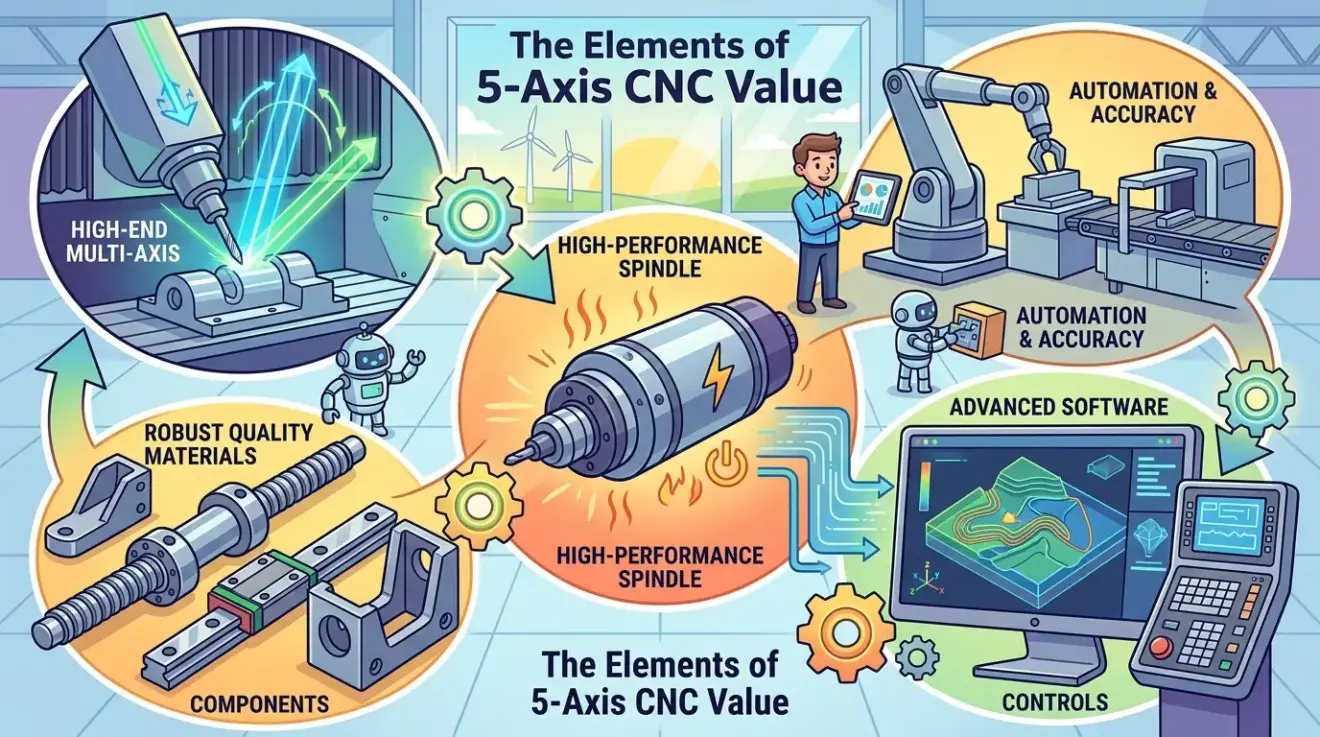
5 Axis CNC Machine Price Guide: What Affects Cost?
Monday, 13 April 2026
Five-axis pricing looks confusing because buyers are often comparing different kinds of machines under one label. One quote may describe an indexed platform built mainly to reduce setups. Another may cover a true simultaneous machine with a heavier structure, deeper control package, and more demanding prove-out path. A third may look expensive only because it
- Published in Blog

Stone Engraving Machine vs Laser Engraver for Hard Materials: Which One Fits Production?
Sunday, 12 April 2026
When buyers compare a stone engraving machine with a laser engraver, they are usually collapsing two very different jobs into one purchase discussion. One job is controlled material removal in stone. The other is surface marking or decorative graphics with minimal physical contact. That distinction matters even more with hard materials than it does with
- Published in Blog
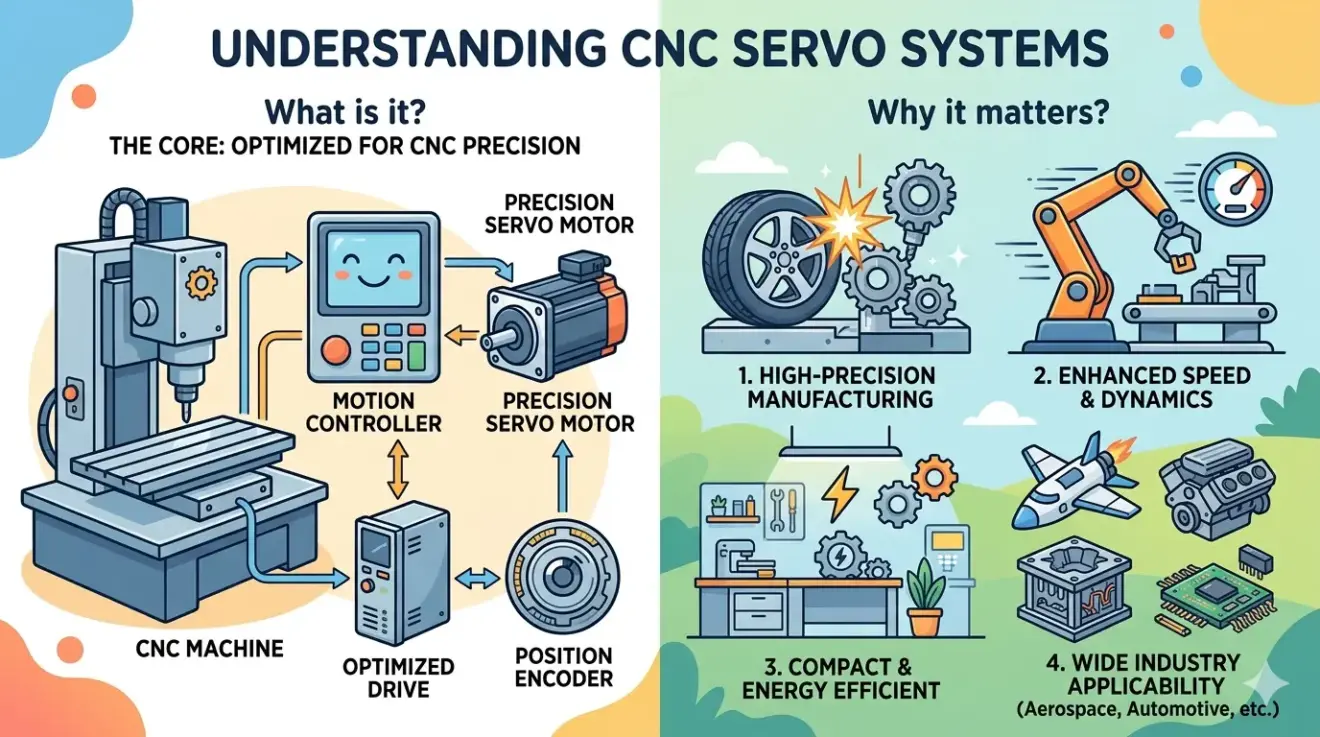
What Is a CNC Servo and Why Does It Matter?
Sunday, 12 April 2026
When buyers compare CNC machines, the servo line in the quote often gets more attention than the machine structure, transmission, or process fit. That is understandable because motion hardware sounds decisive. It feels like a shortcut to the answer. But a servo only matters when it solves a real production problem: unstable contouring, poor acceleration
- Published in Blog
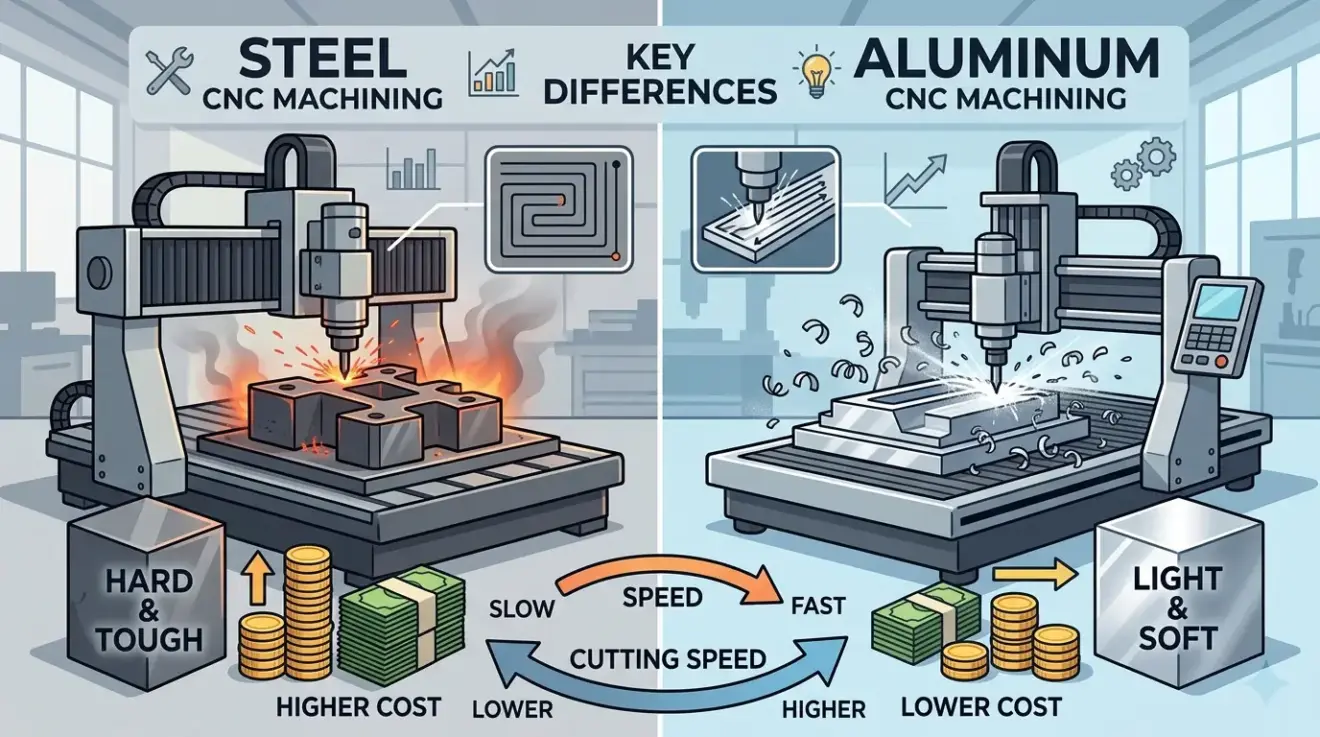
Steel CNC Machining vs Aluminum CNC Machining: Key Differences in Cost and Process
Sunday, 12 April 2026
Buyers often notice the material line on a quotation first because it is visible and easy to compare. The more important difference usually appears deeper in the route sheet. A part that looks nearly identical on paper can behave very differently once the shop changes from aluminum to steel. Cycle time shifts. Tool wear shifts.
- Published in Blog
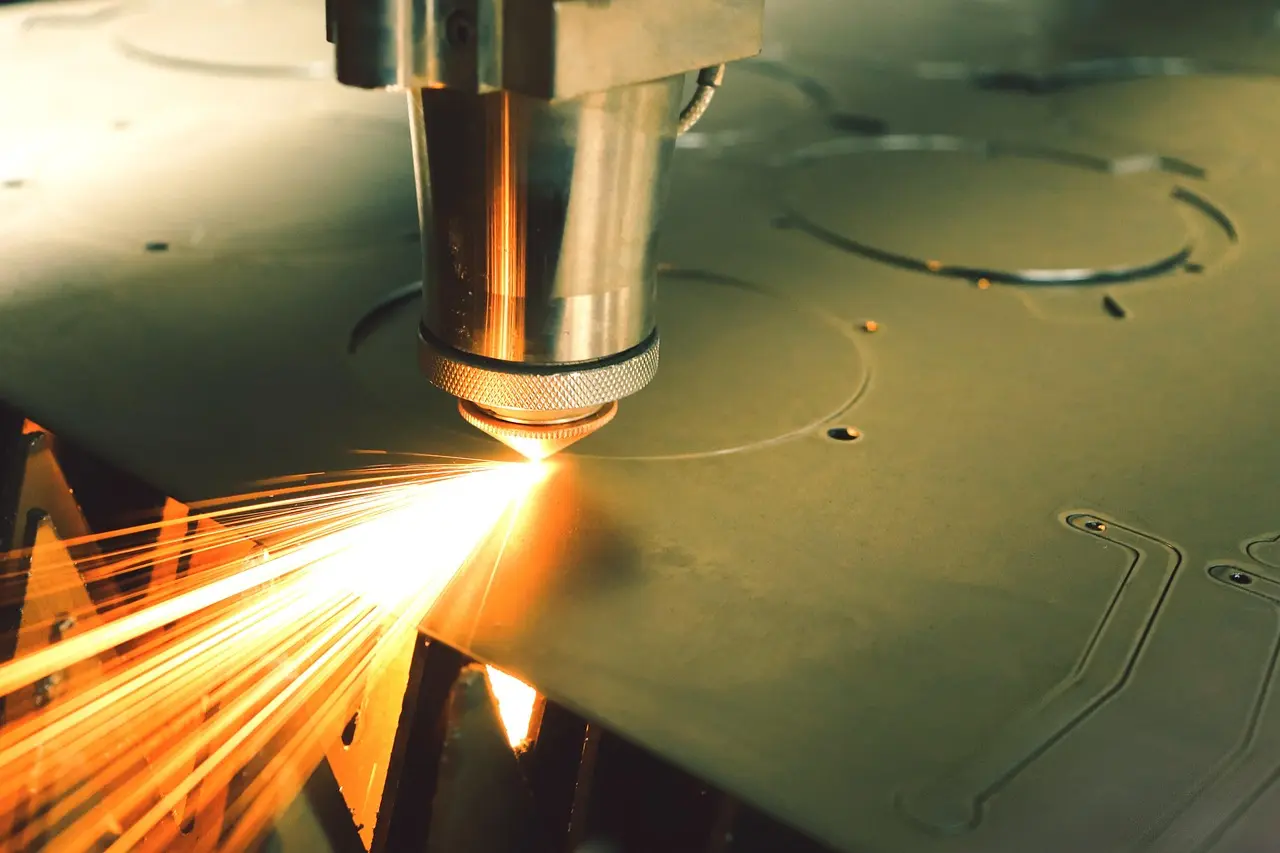
Laser Metal Cutting Machine: How to Improve Speed and Precision
Sunday, 12 April 2026
Improving speed and precision on a laser metal cutting machine is usually a process-control problem, not a single-specification problem. Shops get better results when laser source fit, motion tuning, assist gas, nesting strategy, and maintenance are managed as one system, so faster cutting does not create more scrap, rework, or assembly delays downstream. Fabricators rarely
- Published in Blog

Laser Machine Quote Checklist for Industrial Buyers
Sunday, 12 April 2026
Industrial laser quotations are rarely comparable on the first pass. One supplier prices the core machine only, another includes extraction and startup support, and a third quotes a system sized for a very different mix of parts. That is why a laser quote should be reviewed as a production document, not just a purchasing document.
- Published in Blog

Wall Saw Applications in Concrete and Stone Cutting Workflows
Sunday, 12 April 2026
When a project requires a straight, deep cut through an existing wall, the real challenge is rarely just “can it be cut.” The harder question is whether the crew can hold the line accurately, manage reinforcement or brittle material behavior, control breakout, and remove the section safely without creating downstream delays. That is where wall
- Published in Blog
What Is MQL in CNC Machining?
Sunday, 12 April 2026
MQL becomes a serious topic when a shop wants the benefits of lubrication without the full burden of flood coolant, and then discovers that this is not just a fluid decision. It is a process decision. The discussion usually starts with a practical frustration: coolant mess, fluid handling cost, wet parts going downstream, sump maintenance,
- Published in Blog
Computerized Numerical Control Explained: What CNC Really Means
Sunday, 12 April 2026
The phrase “computerized numerical control” is used so often that many people stop hearing what it actually describes. CNC becomes shorthand for a machine category, a factory image, or a general idea of modernization. But the term has a more precise meaning than that. CNC is not one machine. It is a method of controlling
- Published in Blog
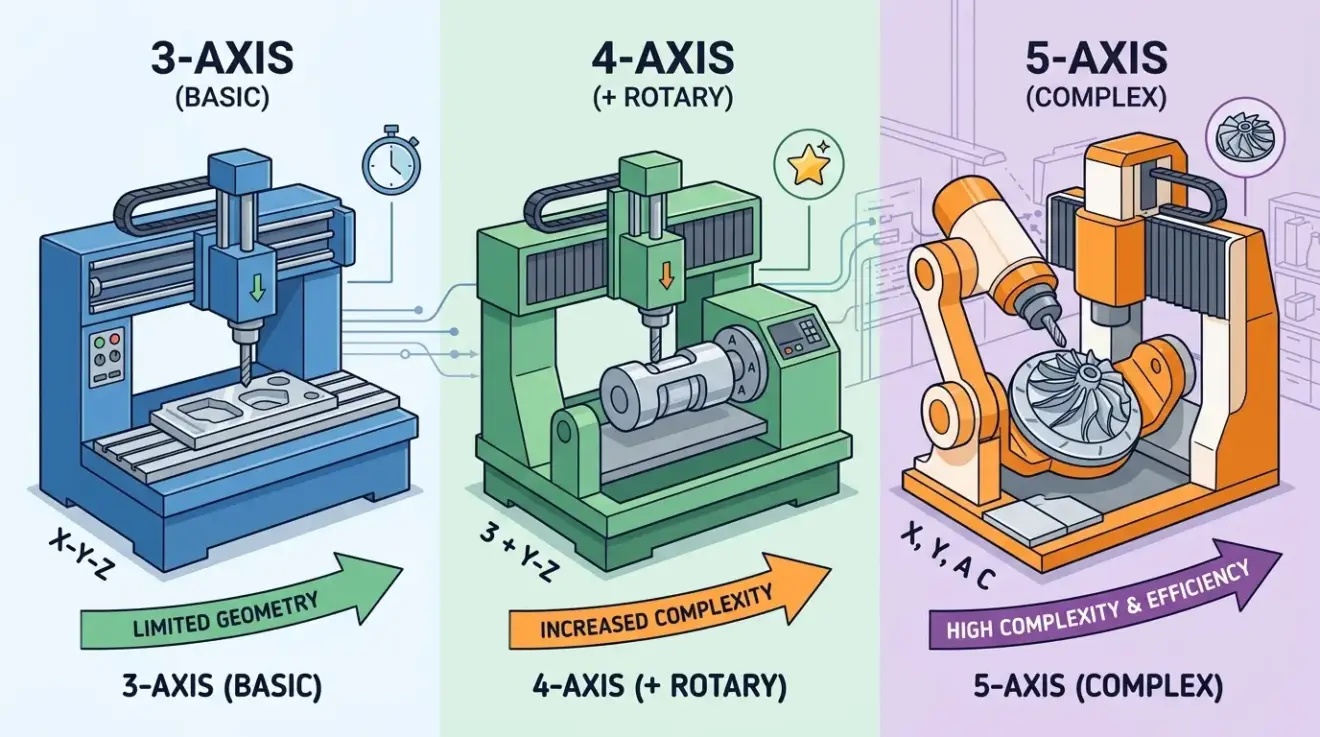
3 Axis vs 4 Axis vs 5 Axis CNC: What Do You Really Gain?
Sunday, 12 April 2026
Axis count gets too much credit when the buying conversation starts with the machine instead of the route. No shop gets paid because a spindle can move in more directions. Shops get paid because a part moves through the plant with fewer setups, less inspection anxiety, shorter tools, cleaner surfaces, and less recovery work. Three-axis,
- Published in Blog
5×10 Plasma Table Guide: When a Larger Cutting Area Pays Off
Sunday, 12 April 2026
A 5×10 plasma table pays only after the shop crosses a threshold where smaller-format cutting is creating repeated compromise. Below that threshold, the bigger bed is mostly extra footprint and extra handling complexity. Above it, the larger format can remove real daily waste from how plate enters, nests, and leaves the cell. The Need Threshold
- Published in Blog
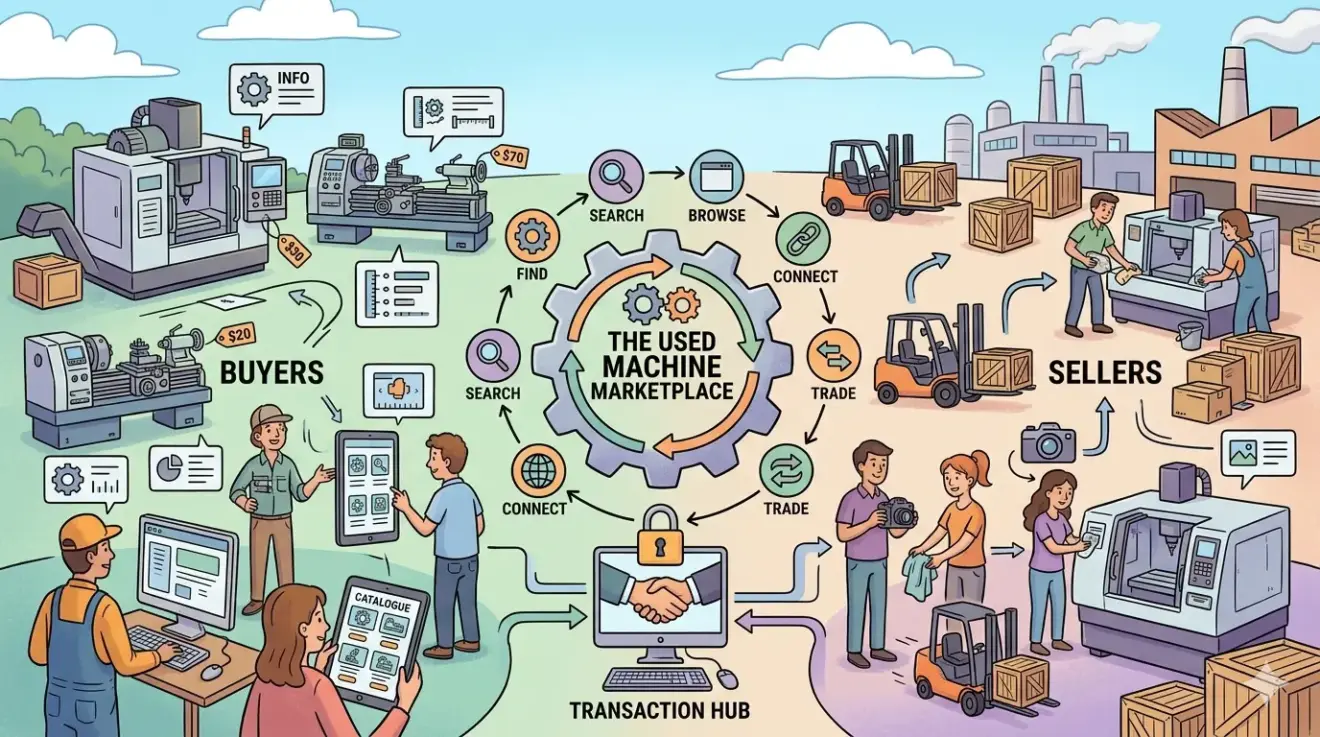
What Is CNC Exchange? How Used-Machine Marketplaces Work
Sunday, 12 April 2026
CNC Exchange is commonly used as shorthand for a used-machine marketplace or listing environment where CNC equipment is advertised, compared, and sometimes brokered between sellers and buyers. In practice, the term matters because it pushes buyers out of brochure language and into the far less tidy world of used-machine screening, where listing photos, broker notes,
- Published in Blog

How To Compare Laser Machine Quotes Without Missing Critical Details
Sunday, 12 April 2026
The biggest mistake in laser equipment buying is comparing headline prices before confirming that each supplier is quoting the same production job. One quote may include the machine, cooling, exhaust, software, training, and commissioning. Another may show only the base platform and leave the operational pieces outside the number. On paper, the cheaper option looks
- Published in Blog
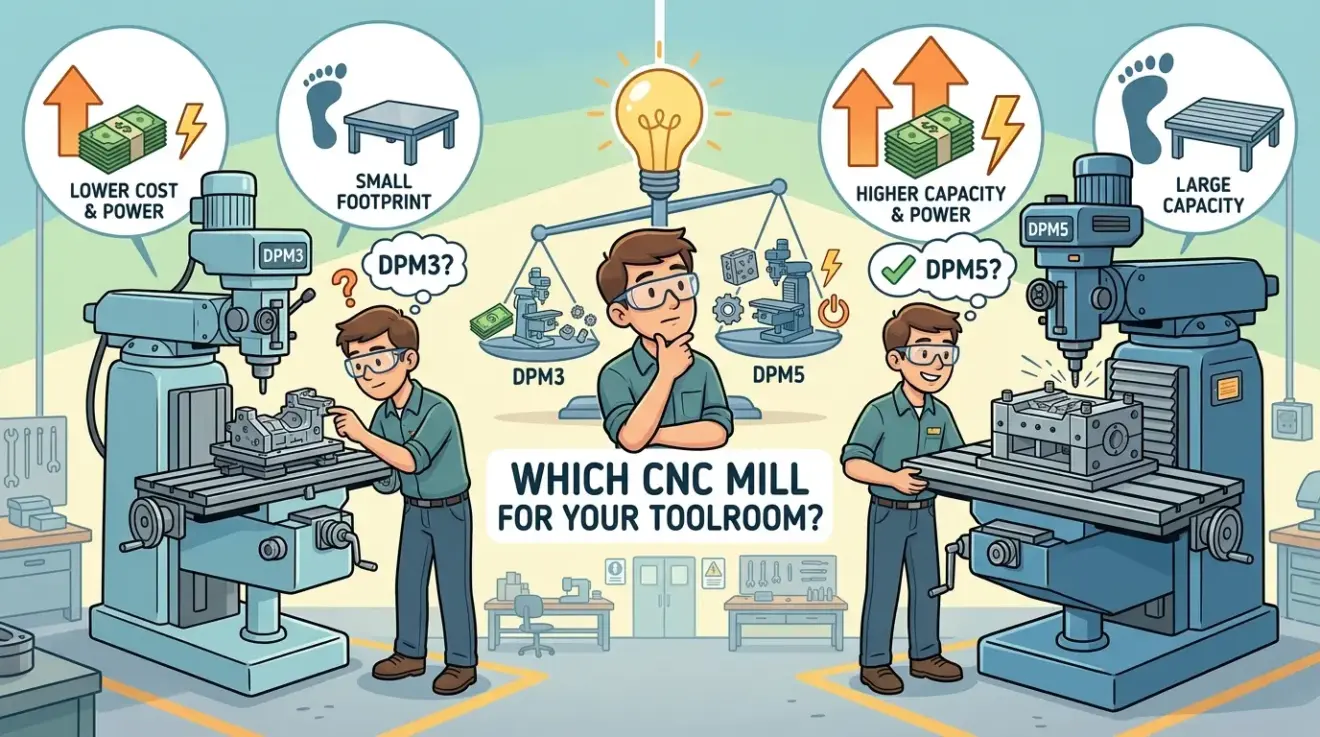
Trak DPM3 vs Trak DPM5: Which CNC Mill Should Toolrooms Consider?
Sunday, 12 April 2026
Toolrooms rarely buy mills for abstract capability. They buy them to protect response time. When a fixture breaks, a repair part is needed, a plate needs rework, or a small batch must be turned around quickly without disturbing the main production schedule, the toolroom has to respond with minimal drama. That is why a comparison
- Published in Blog
Laser Engravers for Sale: How To Evaluate Specs, Support, and ROI Before You Buy
Sunday, 12 April 2026
Search results for laser engravers for sale usually make the buying process look simpler than it is. Listings highlight sample photos, machine dimensions, and headline performance claims, but those details alone do not tell you whether the machine will stay productive once real materials, repeated jobs, operator handoffs, and service needs enter the picture. For
- Published in Blog
Aerospace Machining Requirements: What Makes a Supplier Qualified?
Sunday, 12 April 2026
Walk through enough machining shops and a pattern becomes obvious. The strongest suppliers do not spend the first ten minutes talking about five-axis capacity, exotic alloys, or how tight a tolerance they once held for another customer. They start by explaining how they control the job before anyone presses cycle start. They talk about revision
- Published in Blog

Industrial Laser Cutter vs Desktop Laser Cutter: Which One Fits Your Shop?
Sunday, 12 April 2026
An industrial laser cutter fits shops that need repeatable commercial output, longer runtimes, larger work areas, and cleaner integration into daily production. A desktop laser cutter fits prototyping, sampling, light short-run work, and smaller shops that need laser capability without committing to a full production-scale system. Choosing between an industrial laser cutter and a desktop
- Published in Blog
Handheld Laser Marking Machine vs Fixed Laser Marking System: Which One Fits Your Shop?
Sunday, 12 April 2026
Most shops do not ask this question at the start of a project. They ask it when marking becomes a friction point. Large assemblies are awkward to move, serialized parts need more consistent codes, or operators are spending too much time repositioning work just to add an ID mark. That is why the real decision
- Published in Blog
CNC Insert Tooling Explained: When Replaceable Inserts Save Time and Cost
Sunday, 12 April 2026
Insert tooling usually becomes a serious production topic when edge wear starts disrupting the week more than tool price does. The shop may already know the cut is stable and the operation repeats often. The real problem is that full-tool replacement, measurement, and resetting are consuming too much machine time, too much operator attention, or
- Published in Blog