
 Español
Español  Italiano
Italiano  Deutsch
Deutsch  Français
Français  Português
Português  العربية
العربية  Türkçe
Türkçe  Русский
Русский  Tiếng Việt
Tiếng Việt  한국어
한국어  日本語
日本語  简体中文
简体中文 
How To Compare CNC Machinery Quotes Without Missing Critical Details
Saturday, 18 April 2026
When a factory collects several CNC machinery quotes, the biggest risk is not paying too much. It is assuming the quotes are directly comparable when they are not. One supplier may be pricing only the machine. Another may include software, tooling, commissioning, and training. A third may bundle automation that changes labor needs, floor flow,
- Published in Blog

Small Laser Cutter vs Large-Format Laser Cutting Machine: Which Fits Your Production Workflow?
Saturday, 18 April 2026
Choosing between a small laser cutter and a large-format laser cutting machine is usually not a question of buying the “bigger” or “better” system. It is a question of matching machine format to material flow, part size, nesting strategy, floor space, and the kind of orders your workshop processes every day. For some manufacturers, a
- Published in Blog
Prototype Machining vs Production Machining: How to Choose the Right Approach
Saturday, 18 April 2026
Prototype machining and production machining may use similar equipment, but they serve different business goals. Confusing those goals is one of the easiest ways to waste time and money in part development. Prototype work is usually about learning fast, testing geometry, and identifying design issues before they become expensive. Production machining is about repeatability, throughput,
- Published in Blog

Wide Belt Sander vs. Drum Sander: Which One Fits Your Shop?
Saturday, 18 April 2026
When sanding starts to slow panel flow, the problem is rarely just abrasive speed. It is usually a mix of repeated passes, uneven thickness control, inconsistent surface prep, and too much operator time spent trying to make the next process run smoothly. That is why comparing a wide belt sander with a drum sander is
- Published in Blog
CNC Router for Aluminum: What Machine Rigidity and Spindle Power Do You Need?
Saturday, 18 April 2026
Many buyers ask whether a CNC router can cut aluminum as if the answer lives in a single spindle-power number. That is usually where the decision starts going wrong. Aluminum routing is not mainly a headline horsepower question. It is a process-window question. Once the cut becomes sensitive to deflection, chip packing, heat, and part
- Published in Blog
CNC Winding Machines Explained: Where They Are Used and How They Differ From Standard CNC Tools
Saturday, 18 April 2026
CNC winding machines occupy a strange place in industrial automation because the letters “CNC” make many buyers think first of mills, lathes, routers, lasers, or other machines that remove material. Winding is different. A winding machine does not earn its value by cutting stock into geometry. It earns its value by controlling how wire, filament,
- Published in Blog
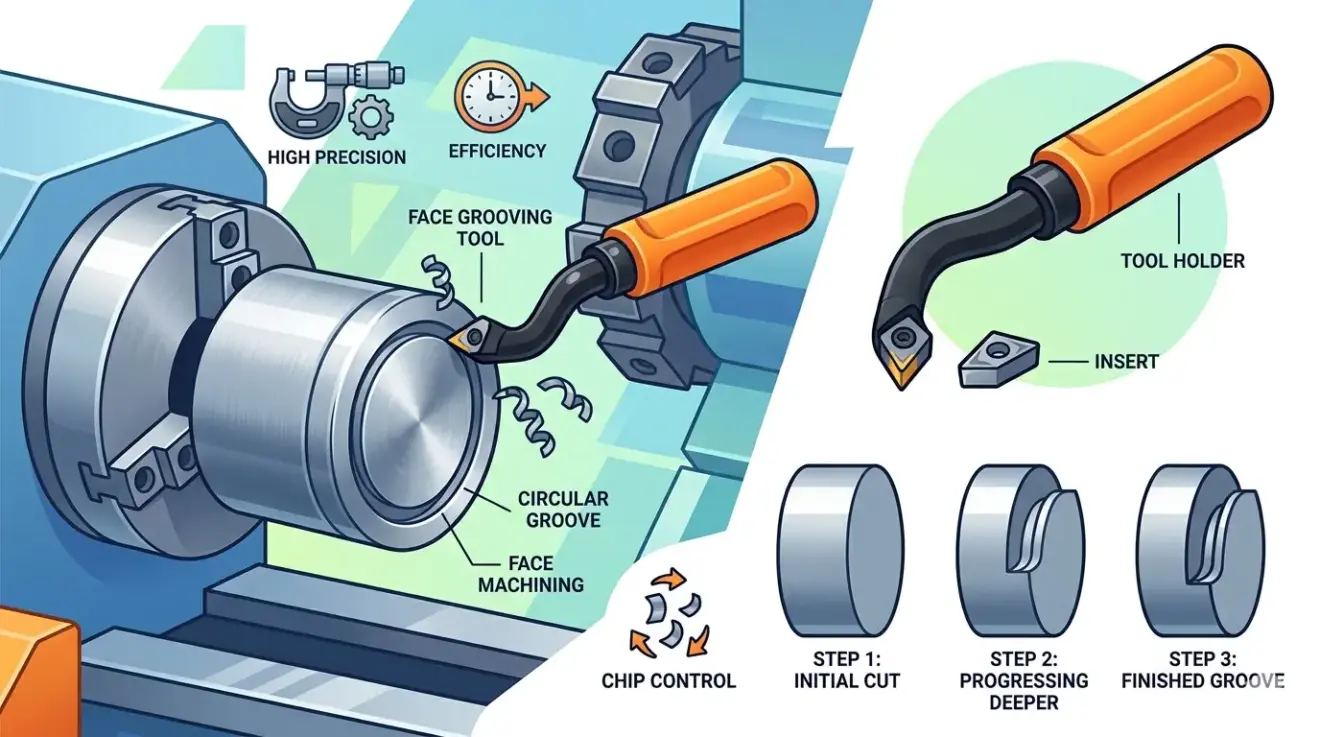
What Is a Face Grooving Tool in CNC Turning?
Saturday, 18 April 2026
A face grooving tool is easy to underestimate because the feature it cuts often looks small on the drawing. In real turning work, face grooves are often functional features with very little tolerance for sloppy access, chip packing, or deflection. If the groove is there for a retaining ring, a seal, or a controlled assembly
- Published in Blog

Common Sanding Defects and How a Wide Belt Sander Helps Prevent Them
Saturday, 18 April 2026
In panel furniture, doors, veneered parts, and solid-wood components, sanding defects usually show up one station too late. The panel looks acceptable coming out of the sanding cell, but once it reaches coating, edge banding, lamination touch-up, or final inspection, the real cost becomes obvious: scratch lines telegraph through finish, thickness variation affects fit, corners
- Published in Blog
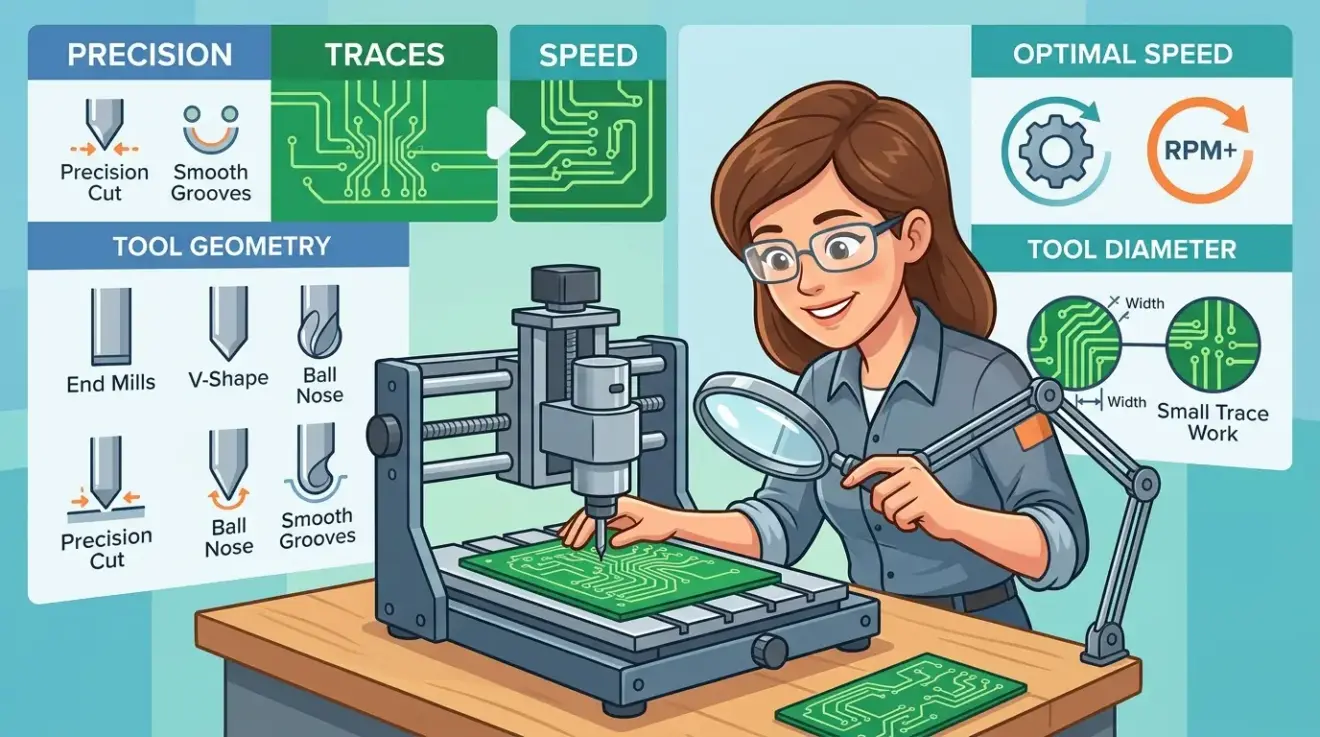
PCB Milling Cutters: How to Choose the Right Tool for Small Trace Work
Friday, 17 April 2026
Choosing a PCB milling cutter for small trace work is not a minor tooling detail. It is one of the main factors that determines whether a board-prototyping workflow feels controlled or unpredictable. When features become small, tool geometry, runout, depth consistency, material hold-down, and spindle behavior all matter more. A cutter that looks acceptable on
- Published in Blog
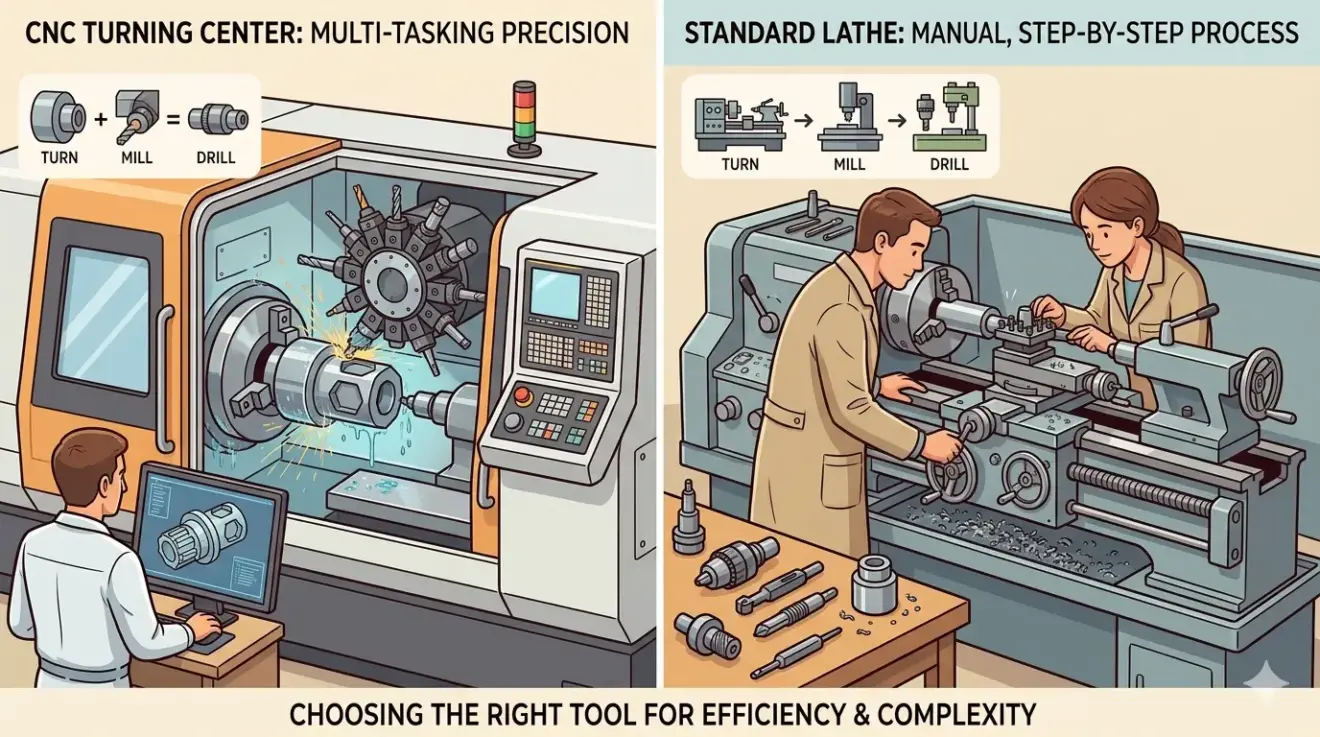
CNC Turning Center vs Standard Lathe: When Integrated Operations Matter
Friday, 17 April 2026
The real difference between a standard lathe and a turning center is not that one sounds newer or more impressive. The real difference is that one usually supports a simpler turning route, while the other is chosen when the shop wants to keep more of the part inside one controlled machine environment. That matters because
- Published in Blog
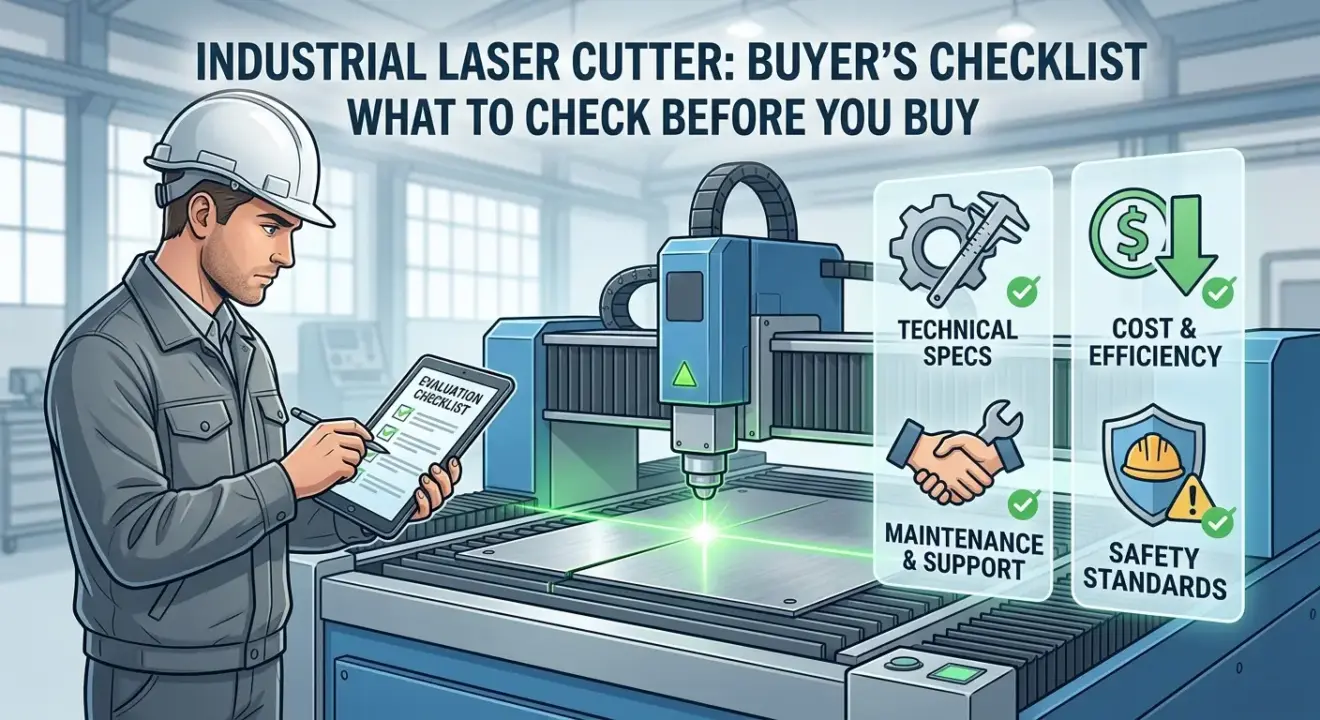
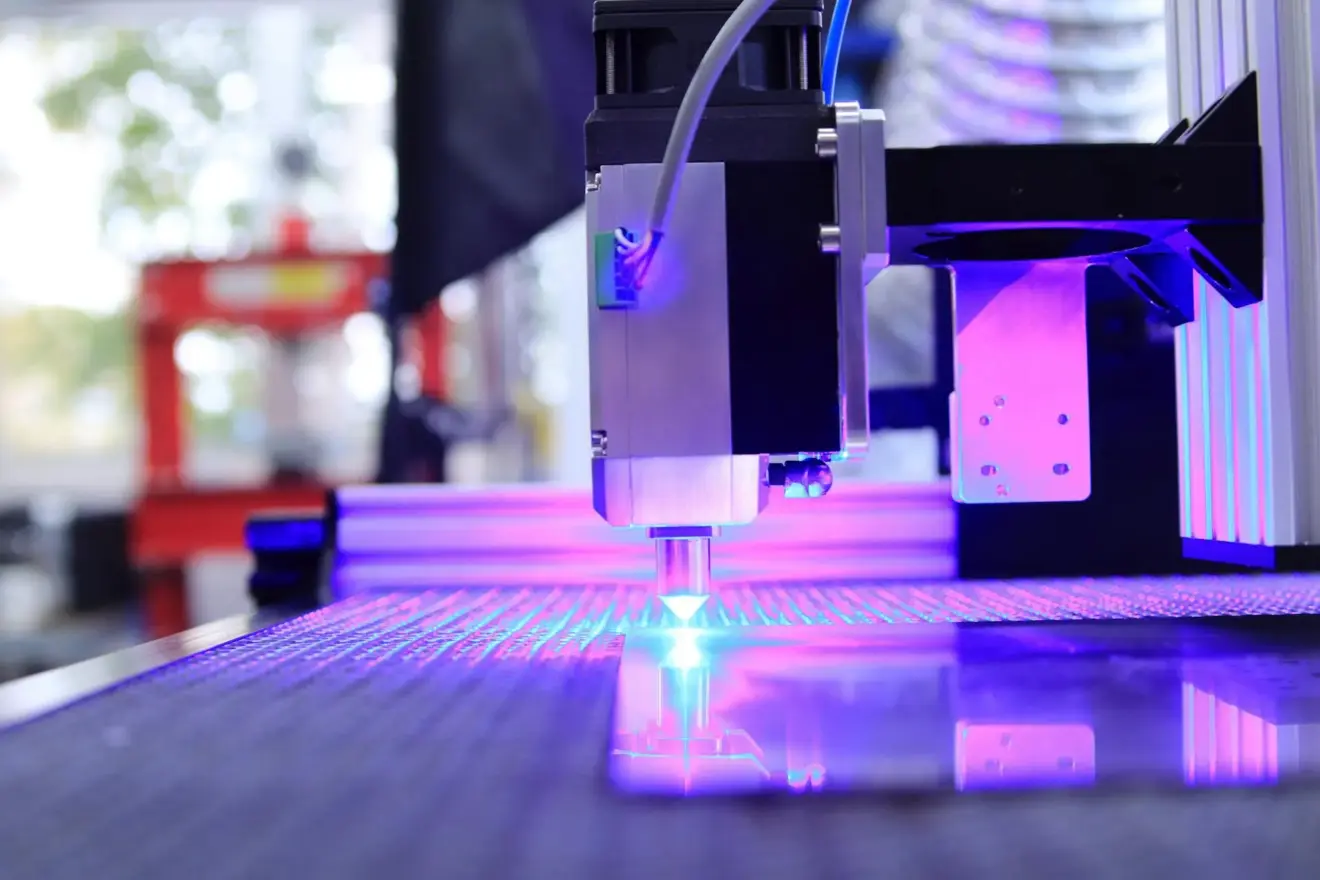
Laser Cutter for Sale: What Industrial Buyers Should Check Before They Buy
Friday, 17 April 2026
When buyers search for a laser cutter for sale, the listing price is usually the least reliable signal. Two machines can look similar in a quote or product gallery, yet deliver very different results once they are asked to cut acrylic cleanly, engrave wood consistently, or run day after day without workflow interruptions. For industrial
- Published in Blog

Panel Saw Machine Safety and Setup Best Practices for Consistent Daily Production
Friday, 17 April 2026
In panel processing, many cutting mistakes and near-miss incidents begin before the first sheet enters the saw. A dirty reference surface, unstable material support, a worn blade, or unclear operator responsibilities can lead to chipped panels, dimensional variation, emergency stops, or more serious safety events. For cabinet, furniture, and other panel-based manufacturers, panel saw machine
- Published in Blog

Brass Precision Turned Components: What Buyers Should Ask a Supplier
Friday, 17 April 2026
A brass turned part rarely creates trouble when it is quoted. It creates trouble later, when one lot installs cleanly and the next lot cross-threads, sheds burrs into assembly, or arrives with finish conditions that were never truly agreed. That is why buyers should be careful whenever a supplier treats brass precision components as simple
- Published in Blog
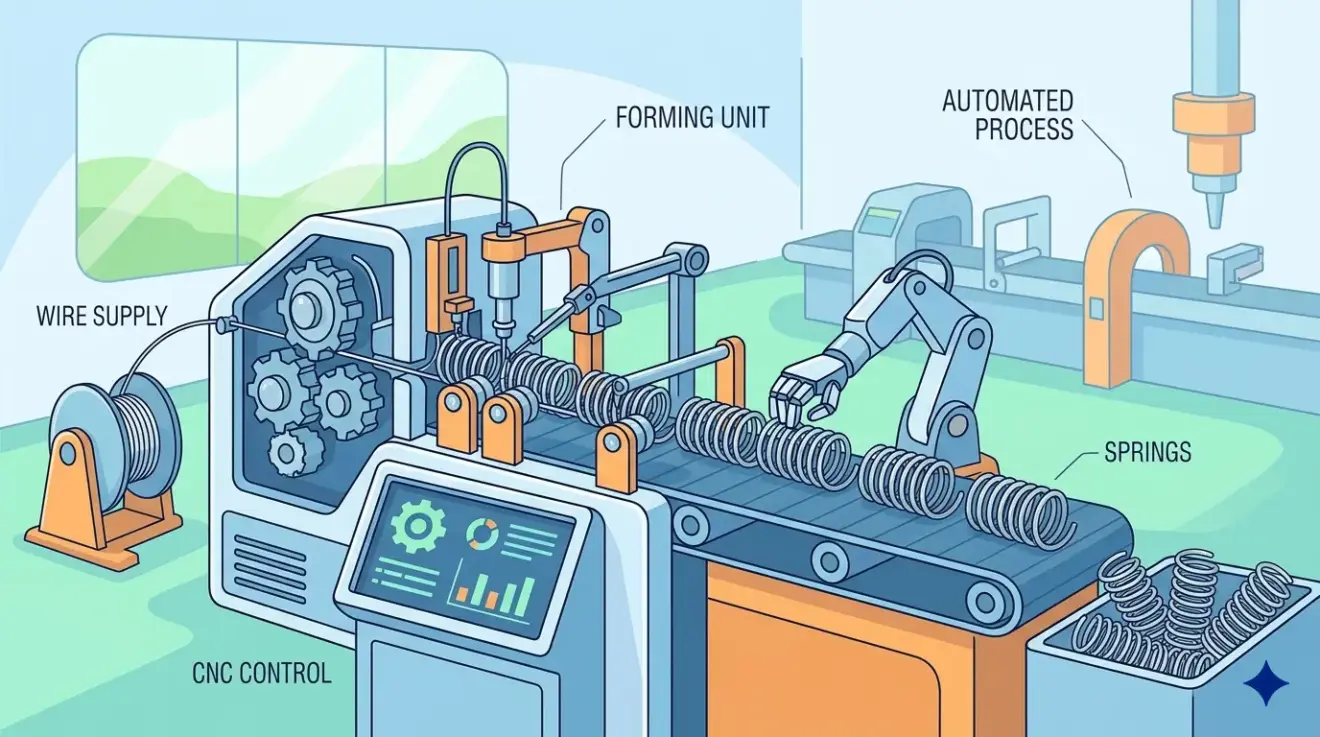
CNC Spring Coiling Machines Explained: How Automated Wire Forming Works
Friday, 17 April 2026
Spring coiling machines are easy to misjudge because they look like CNC equipment but solve a very different physical problem from milling, routing, or cutting. They are not removing material to reveal geometry. They are feeding, guiding, forming, cutting, and releasing elastic wire while the material is trying to spring back and distort the target
- Published in Blog
Smart CNC Features Explained: What Actually Improves Results
Friday, 17 April 2026
“Smart CNC” is one of those phrases that can mean almost anything in a sales conversation. It might refer to touch probes, tool-life monitoring, collision warnings, load sensing, telemetry dashboards, remote diagnostics, maintenance reminders, guided recovery, machine connectivity, or a cleaner interface wrapped in smarter branding. That breadth makes the term commercially useful and operationally
- Published in Blog
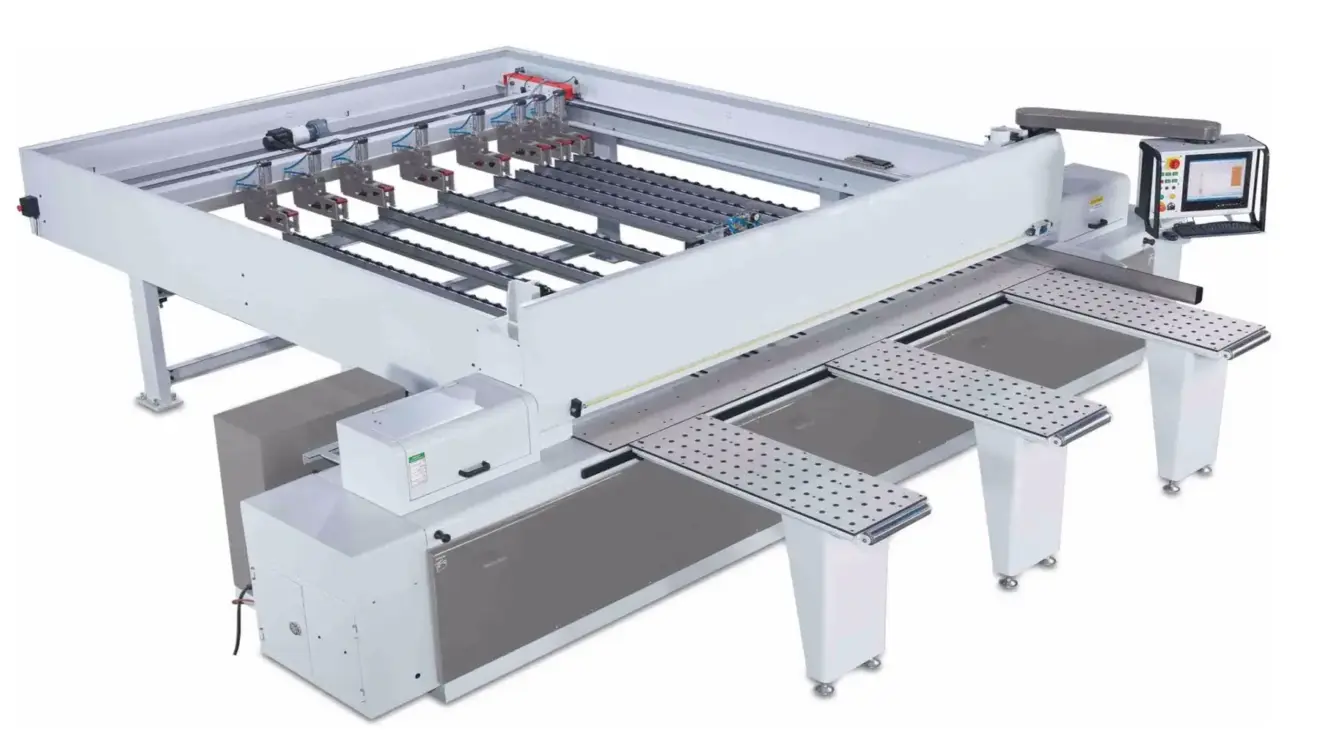
Panel Saws for High-Volume Batch Processing: What to Expect
Friday, 17 April 2026
When a factory moves into real batch production, panel cutting stops being a simple sawing task and becomes the pacing function for the rest of the line. If the front end cannot size panels quickly and consistently, edge banding, drilling, sorting, and assembly either wait for parts or receive parts that need to be checked
- Published in Blog
CNC Stone Machine vs. Bridge Saw: What Is the Difference?
Friday, 17 April 2026
When a stone shop starts falling behind, the problem is often not demand by itself. It is the gap between slab cutting and finished-part machining. Straight cuts may move quickly, but sink cutouts, edge profiles, shaped pieces, and detail work can still pile up in secondary operations. That is usually when buyers start asking whether
- Published in Blog

Swiss Screw Machine Shops: What They Do Best for Precision Small Parts
Friday, 17 April 2026
When buyers search for Swiss screw machine shops, they are usually not looking for a machine category lesson. They are trying to solve a sourcing problem. They have a small turned part that feels more sensitive than ordinary lathe work. The part may be slender, fine-featured, tolerance-heavy, or difficult to hold consistently over a production
- Published in Blog

CO2 Laser Engraver vs CO2 Laser Cutter: What Changes in Real Production Use?
Friday, 17 April 2026
Many buyers start with a simple assumption: a CO2 laser engraver marks surfaces, a CO2 laser cutter cuts through sheets, and the difference is mostly in the label. In actual production, the distinction runs deeper than that. Once jobs move from demos into daily output, the machine is judged by different priorities, different bottlenecks, and
- Published in Blog
Laser Engraving Machines: Types, Materials, And Applications In Real Production Workflows
Friday, 17 April 2026
Many buyers use the phrase “laser engraving machine” as if it refers to one equipment category with minor variations. In practice, the gap between one system and another can be substantial. The laser source, motion architecture, material response, and production target all change what the machine does well, where it slows down, and how much
- Published in Blog

Beam Saw Machine Maintenance Tips for Long-Term Stability
Friday, 17 April 2026
In batch panel production, stability usually disappears before a full breakdown ever stops the machine. Cut sizes begin to drift between stacks, clamping feels less consistent, vibration becomes easier to hear, or the first parts of the shift look cleaner than the last. For a beam saw, those are not small housekeeping issues. They are
- Published in Blog
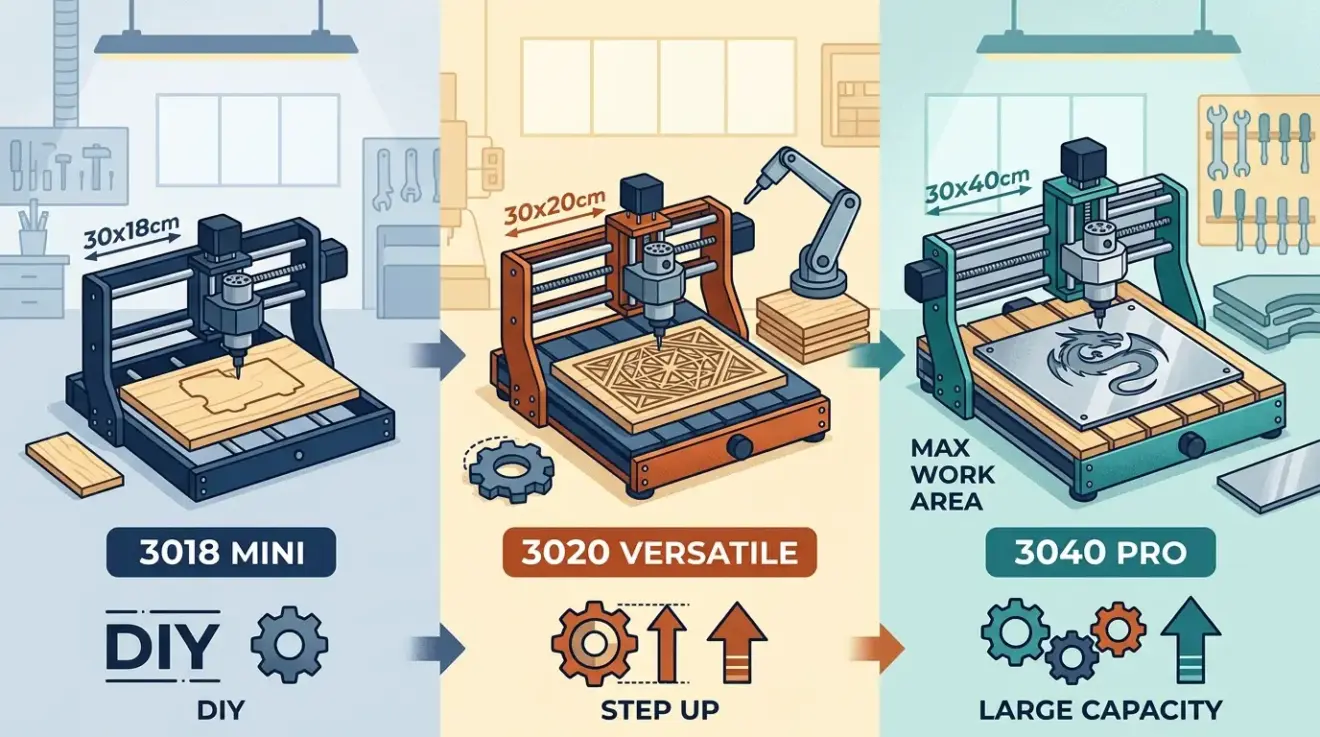
CNC 3020 Router Guide: How It Compares With 3018 and 3040 Models
Friday, 17 April 2026
3020 is the awkward middle code because it solves a very specific problem and very often gets bought for a different one. Buyers reach for it when 3018 feels cramped, but 3040 still feels like a bigger commitment in cost, footprint, and expectation. That makes 3020 easy to justify emotionally and harder to justify operationally.
- Published in Blog
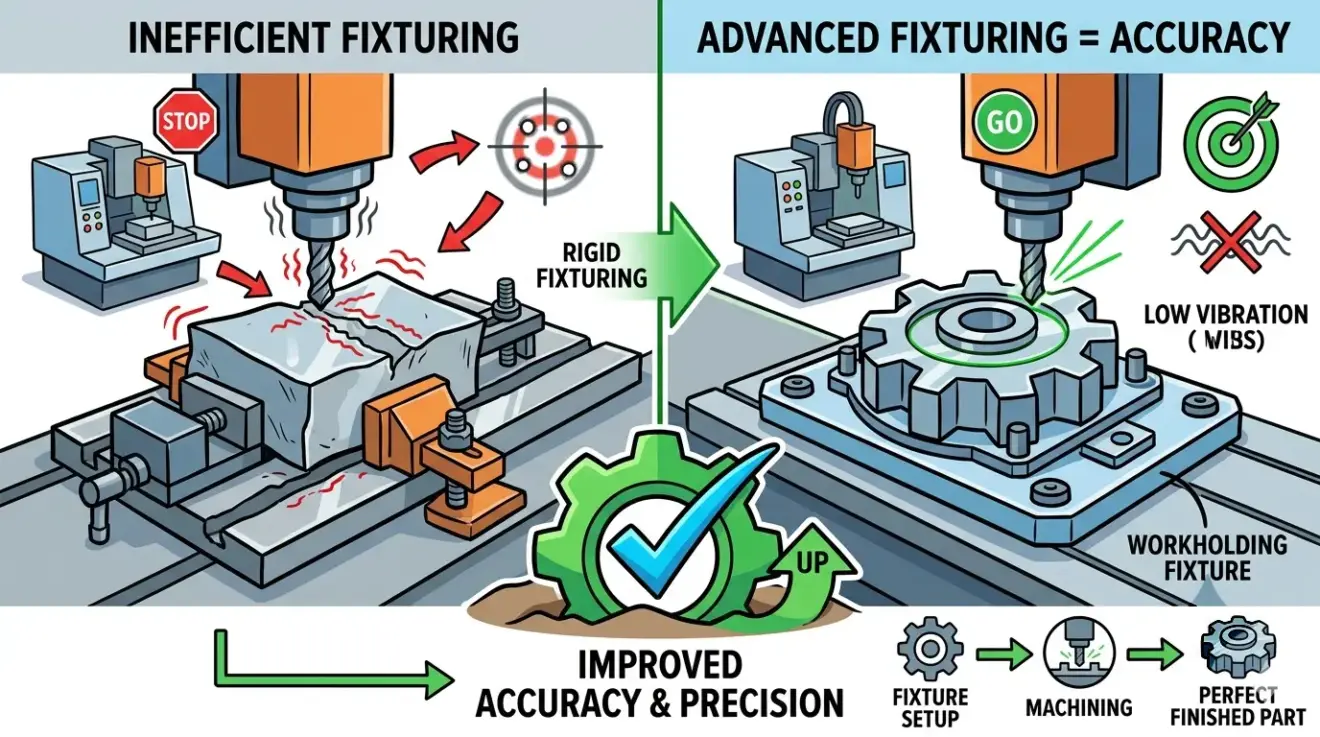
CNC Workholding Fixtures Explained: How Better Fixturing Improves Accuracy
Friday, 17 April 2026
Shops usually look for accuracy improvements in the most visible places first: machine geometry, spindle quality, tool wear, control tuning, or program edits. All of those matter. But many dimensional problems begin before the cutter ever touches the part. If the workpiece is not located the same way every cycle, if clamp force distorts it,
- Published in Blog

Boring And Drilling Machines For High-Volume Woodworking: What Matters Most?
Friday, 17 April 2026
In high-volume woodworking, drilling is only fast enough if every hole lands where the next operation expects it. When cabinet sides, shelves, drawer components, and case parts reach hardware preparation with small positioning errors, unstable batch order, or too much manual checking, the cost does not stay in the drilling area. It shows up later
- Published in Blog
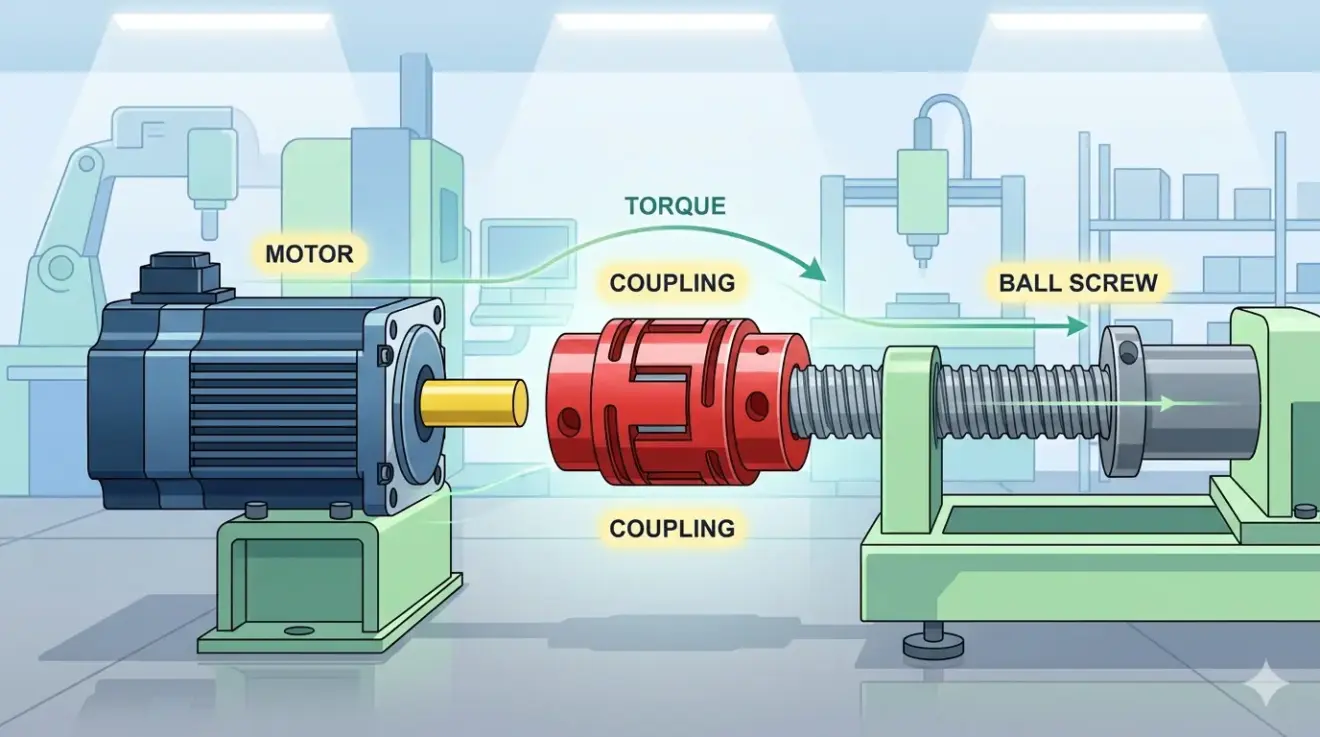
What Is a CNC Coupler and What Does It Do?
Friday, 17 April 2026
A CNC coupler is one of the smallest parts in the axis drive chain and one of the easiest to ignore until the axis stops telling the truth. The machine still moves. The motor still responds. But reversal gets softer, witness marks appear where direction changes matter, repeatability becomes less trustworthy, or a once-clean path
- Published in Blog
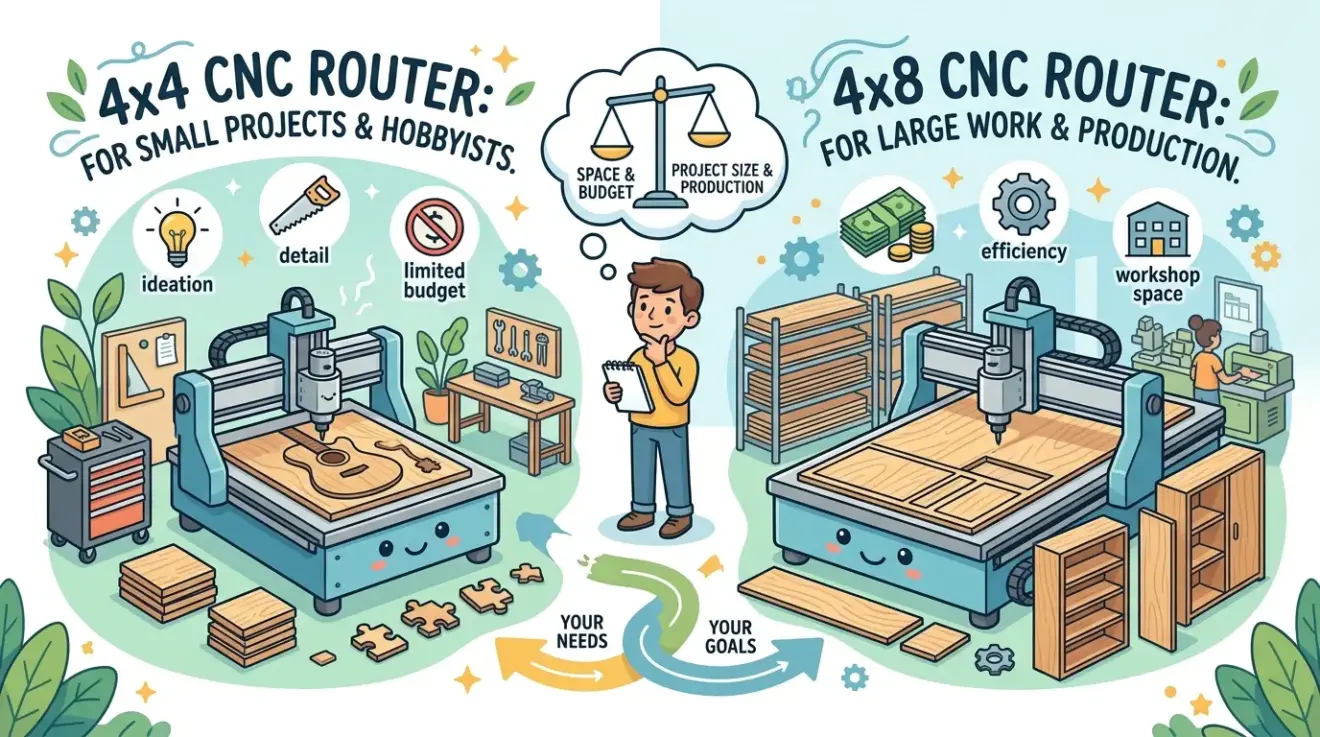
4×4 CNC Router vs 4×8 CNC Router: How to Choose the Right Bed Size
Friday, 17 April 2026
This looks like a size decision. In practice, it is a material-flow decision. Bed size changes where stock gets broken down, how many times it is touched, how parts are sorted, and how much labor gets spent before the spindle even starts. The key question is not which bed sounds more capable. It is which
- Published in Blog

Panel Saws for Cabinet Production: What Matters Most?
Friday, 17 April 2026
In cabinet production, the first cut only matters if it makes the rest of the line easier to control. If side panels, bottoms, shelves, and partitions leave the cutting area with size variation, unstable batch order, or too much operator-dependent inconsistency, the problems do not stay at the saw. They spread into edge processing, drilling,
- Published in Blog
CNC Router Machine Price Guide: What Drives Cost in Woodworking Equipment
Friday, 17 April 2026
Router pricing feels confusing only when the workload is still vague. Once the buyer knows what kind of woodworking output the machine must support, the cost drivers stop looking arbitrary. Two machines can both be called CNC routers while serving completely different business cases. One may be enough for lighter custom work. Another may be
- Published in Blog
Laser Cutting Machines for Sale: How to Compare More Than Price
Thursday, 16 April 2026
A low quoted price can look attractive until it starts showing up as slower changeovers, inconsistent edge quality, more operator intervention, or downstream rework. Industrial buyers do not feel machine cost only at purchase. They feel it in schedule pressure, scrap, maintenance interruptions, and how well the machine fits the rest of the production flow.
- Published in Blog

Laser Engraving and Cutting Machines: When to Choose a Combo System
Thursday, 16 April 2026
If a part needs both surface detail and contour cutting, a combo laser seems like the obvious answer. In practice, the better decision depends on whether engraving and cutting belong in the same workflow, on the same material family, and under the same scheduling pressure. For buyers comparing laser cutters and engravers for wood, acrylic,
- Published in Blog
How Panel Saws Improve Accuracy in Furniture Manufacturing
Thursday, 16 April 2026
In furniture manufacturing, cutting accuracy is not just a saw-room concern. A small size deviation at the panel-cutting stage can show up later as an uneven edge, a misaligned drilling pattern, a cabinet box that pulls out of square, or a batch of parts that no longer fits the assembly plan cleanly. That is why
- Published in Blog
Laser Engraver for Plastic: How to Avoid Poor Marking Results
Thursday, 16 April 2026
Poor plastic marks are often blamed on settings, but the failure usually starts earlier. A part is labeled simply as “plastic,” one recipe is reused across different resins, or the shop asks for a cosmetic surface mark while running a process that behaves more like light engraving. The result is familiar: weak contrast, melted edges,
- Published in Blog
Boxzy CNC, Othermill CNC, and Compact Desktop Mills: Which One Fits Education and Prototype Work?
Thursday, 16 April 2026
Compact desktop mills earn their place when they collapse distance. A student can watch toolpaths become chips without waiting for access to a central machine room. An engineer can change a pocket depth at noon and hold the revised part before the afternoon meeting. That is the real reason buyers keep comparing names such as
- Published in Blog
Edge Banding Machines for Small Shops vs Large Factories: What Actually Changes?
Thursday, 16 April 2026
In edge processing, the wrong machine does not only slow one station. It shows up as visible glue-line inconsistency, more hand finishing, delayed panel flow, and parts that reach assembly less predictably than they should. An edge banding machine that feels adequate in a small custom shop can become the weakest point in a large
- Published in Blog
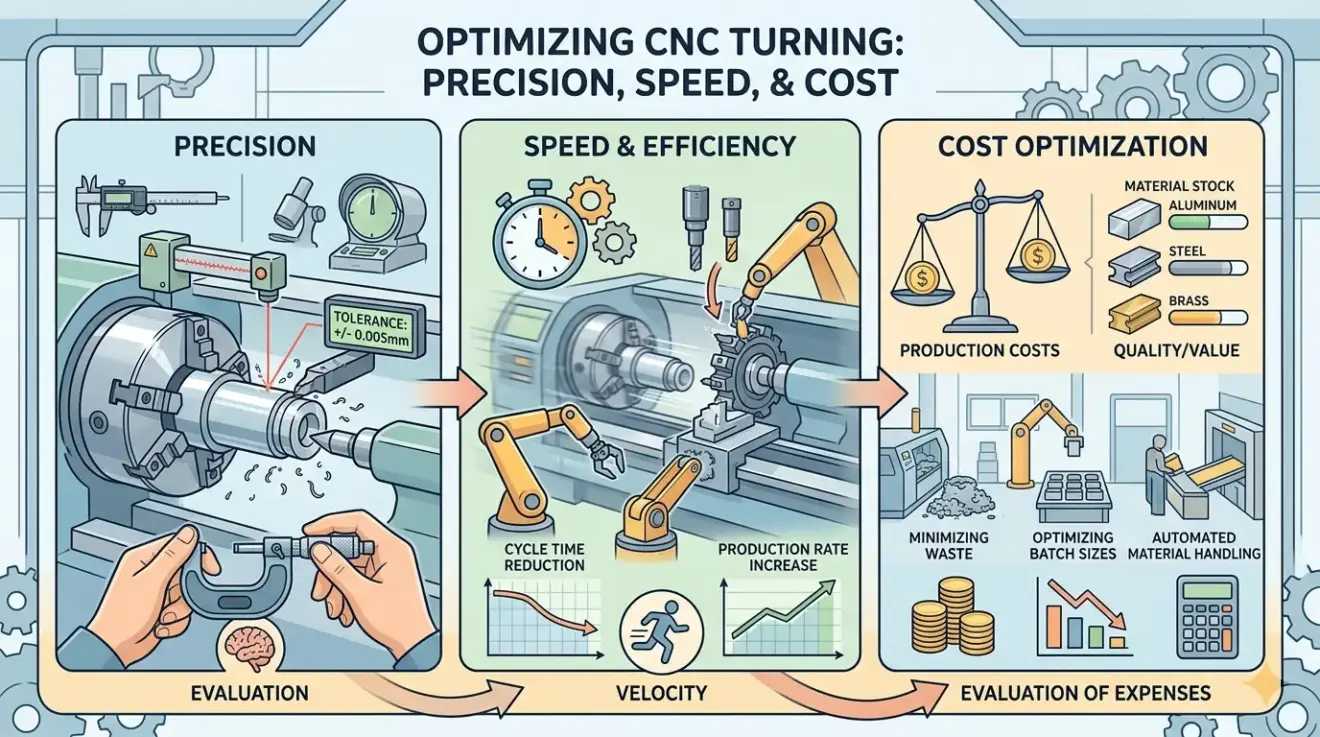
CNC Turning Services: How to Evaluate Precision, Speed, and Cost
Thursday, 16 April 2026
Buyers comparing CNC turning services often think they are evaluating three separate variables: precision, speed, and cost. In real production those three are tightly connected. Precision depends on how the supplier plans the route, where it controls the process, and how honestly it understands the drawing. Speed depends on far more than spindle time. It
- Published in Blog
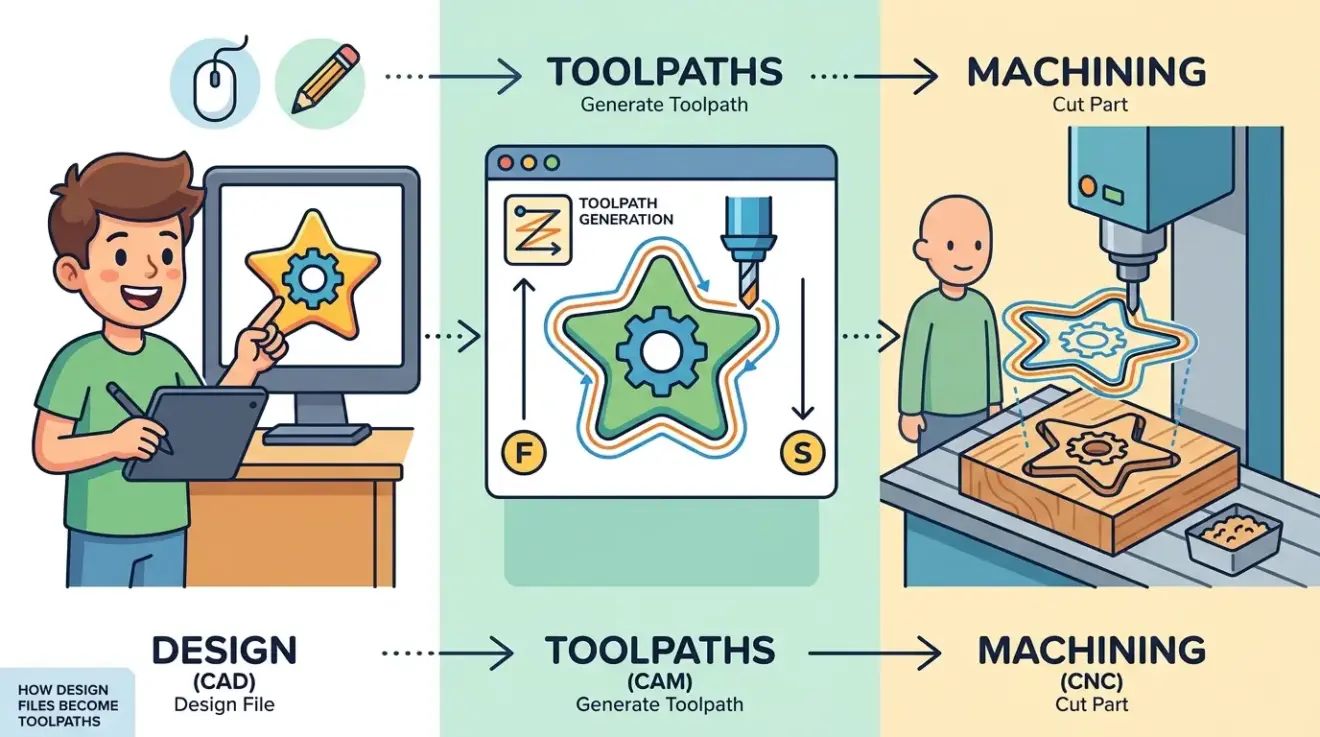
CAM for CNC Beginners: How Design Files Become Toolpaths
Thursday, 16 April 2026
Many CAM problems that beginners blame on the machine are actually handoff problems. The geometry was never checked for manufacturing. The stock model did not match the real blank. The tool library was more decorative than trustworthy. The origin chosen in CAM did not match the setup at the machine. The posted code did not
- Published in Blog
What Is CoroMill 200? Indexable Milling Cutter Basics for CNC Shops
Thursday, 16 April 2026
CoroMill 200 is one of those names that can sound more informative than it really is. A buyer hears it in a shop conversation, a programmer references it while discussing a face-milling job, or a tooling supplier includes it in a recommendation, and suddenly the discussion feels very specific. But a named cutter family does
- Published in Blog

New vs. Used Panel Saw: What Furniture Shops Should Compare Before Buying
Thursday, 16 April 2026
When a furniture shop starts losing time at the front end of production, the panel saw discussion usually appears fast. Sheet breakdown may be slowing the line, operators may be rechecking dimensions too often, or downstream departments may be absorbing avoidable variation before edge banding, drilling, and assembly even begin. At that point, the buying
- Published in Blog
What Is a Knee Mill Retrofit?
Thursday, 16 April 2026
A knee mill retrofit is the conversion of a manual knee mill into a CNC-capable machine by adding motors, controls, feedback devices, and related mechanical updates such as screw changes, drive mounts, lubrication improvements, or other motion-system modifications. On paper, the appeal is obvious. The shop already understands the platform. The donor mill may already
- Published in Blog

When to Upgrade From a Sliding Table Saw to a Beam Saw
Thursday, 16 April 2026
The upgrade question usually appears before the sliding table saw actually fails. The machine may still cut cleanly, but the factory starts feeling pressure elsewhere: downstream stations wait for parts, repeated jobs pile up at the cut cell, and production consistency depends too heavily on operator pace and judgment. That is the point where the
- Published in Blog