
 Español
Español  Italiano
Italiano  Deutsch
Deutsch  Français
Français  Português
Português  العربية
العربية  Türkçe
Türkçe  Русский
Русский  Tiếng Việt
Tiếng Việt  한국어
한국어  日本語
日本語  简体中文
简体中文 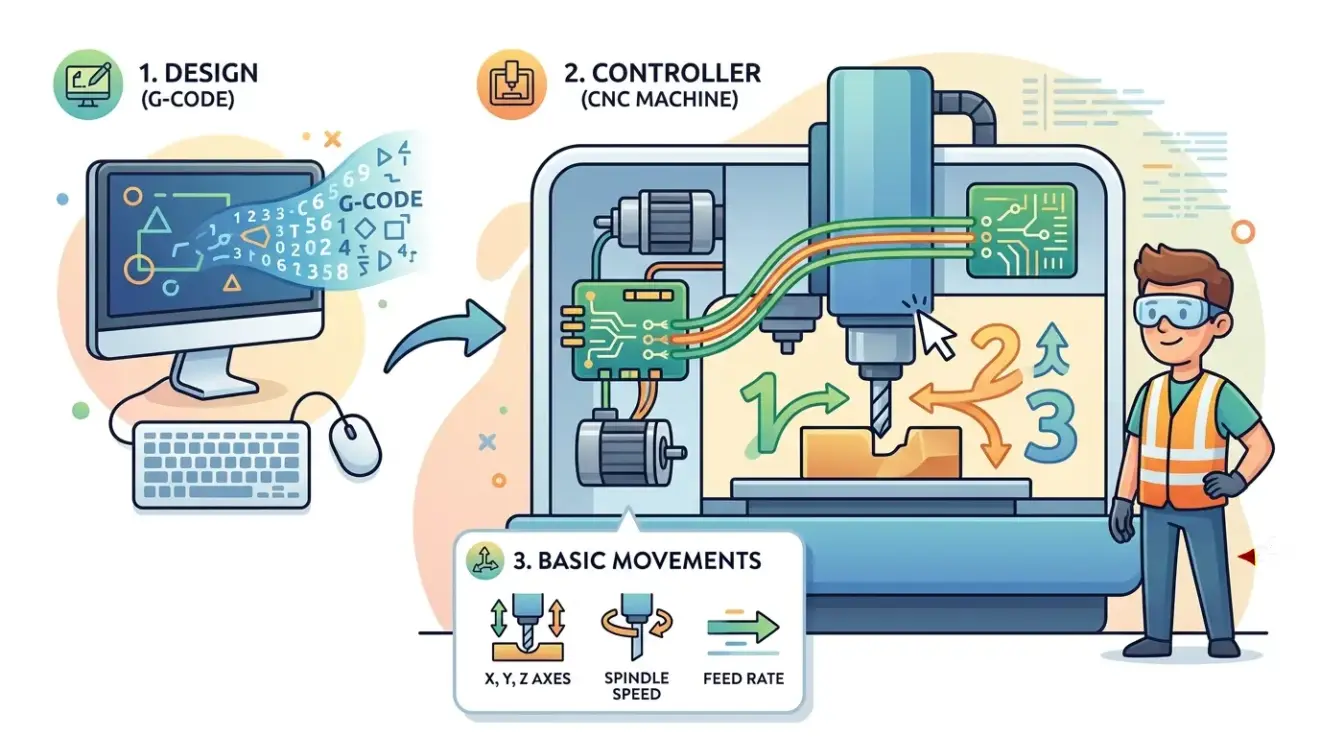
CNC for Dummies and CNC for Newbies: The Fastest Way to Understand the Basics
Thursday, 16 April 2026
Beginners often think CNC is difficult because they meet it through vocabulary instead of through workflow. They hear about axes, G-code, CAM, offsets, homing, tool libraries, fixtures, feeds and speeds, and controller alarms before they understand what the machine is actually trying to do. That makes CNC feel like a private language. In practical terms,
- Published in Blog
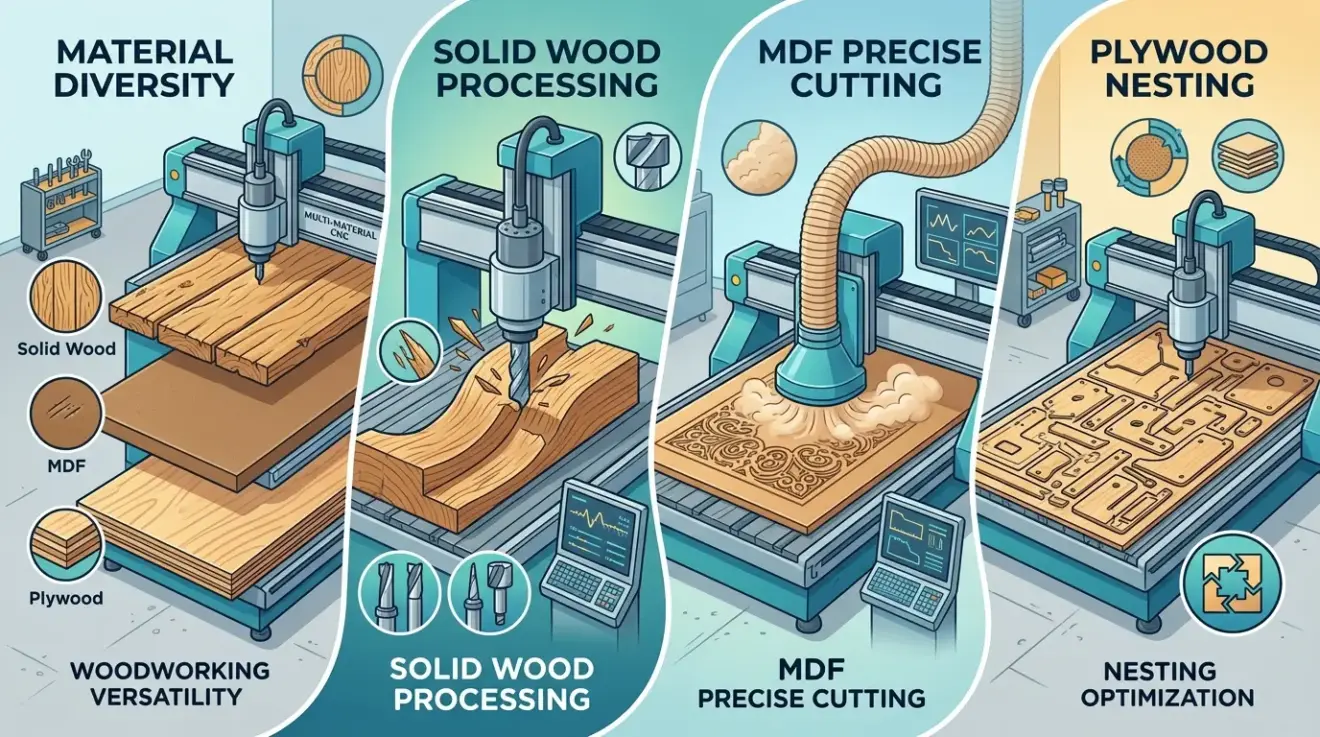
Woodworking CNC Machines for Solid Wood, MDF, and Plywood: What Changes?
Thursday, 16 April 2026
The quote may show one machine, one spindle, and one table size, but the material under the cutter changes the real production burden immediately. A shop cutting solid wood is not solving the same problem as a shop nesting MDF. A shop running veneered plywood is not fighting the same defects as a shop machining
- Published in Blog
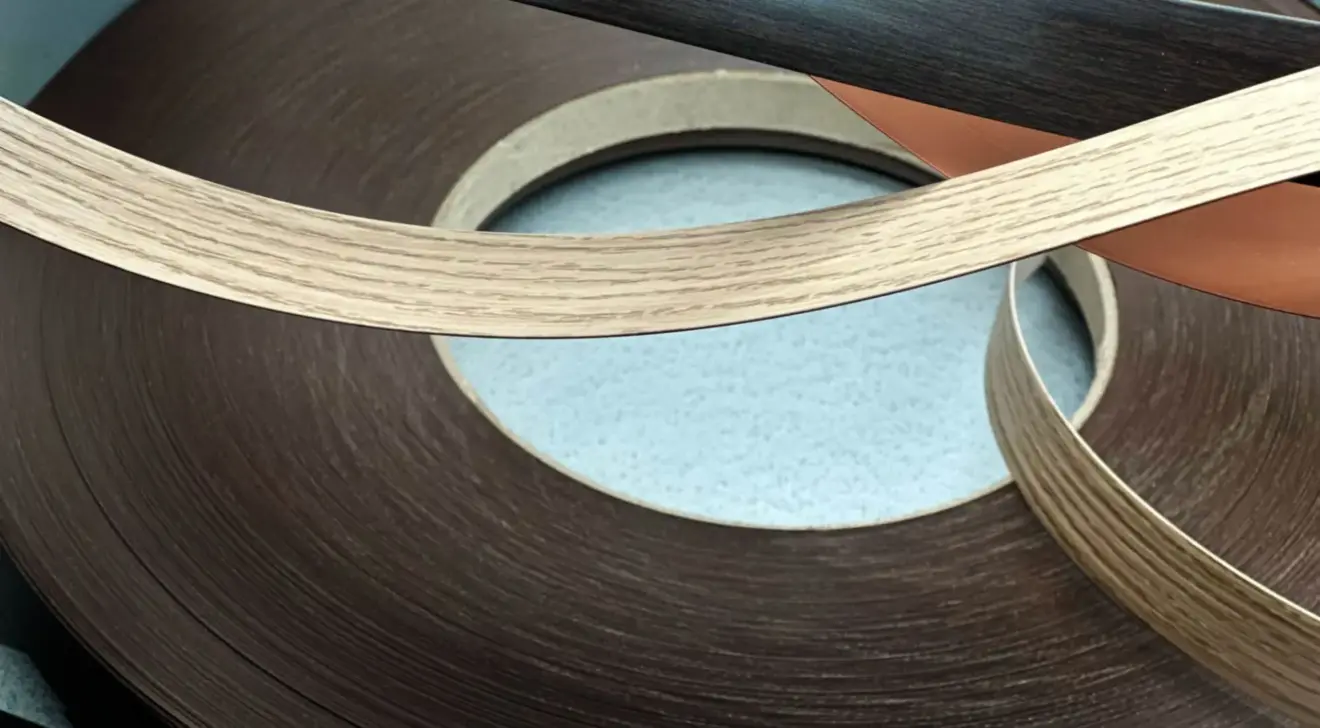
Melamine Edge Banding: How To Achieve Cleaner, More Durable Results
Thursday, 16 April 2026
Melamine-faced panels make surface finishing look straightforward, but they are unforgiving at the edge. A cabinet side can be cut accurately, drilled correctly, and still look low-grade if the tape sits proud, the glue line shows, or the corners start lifting after routine handling. That is why cleaner, longer-lasting melamine edge banding usually comes down
- Published in Blog
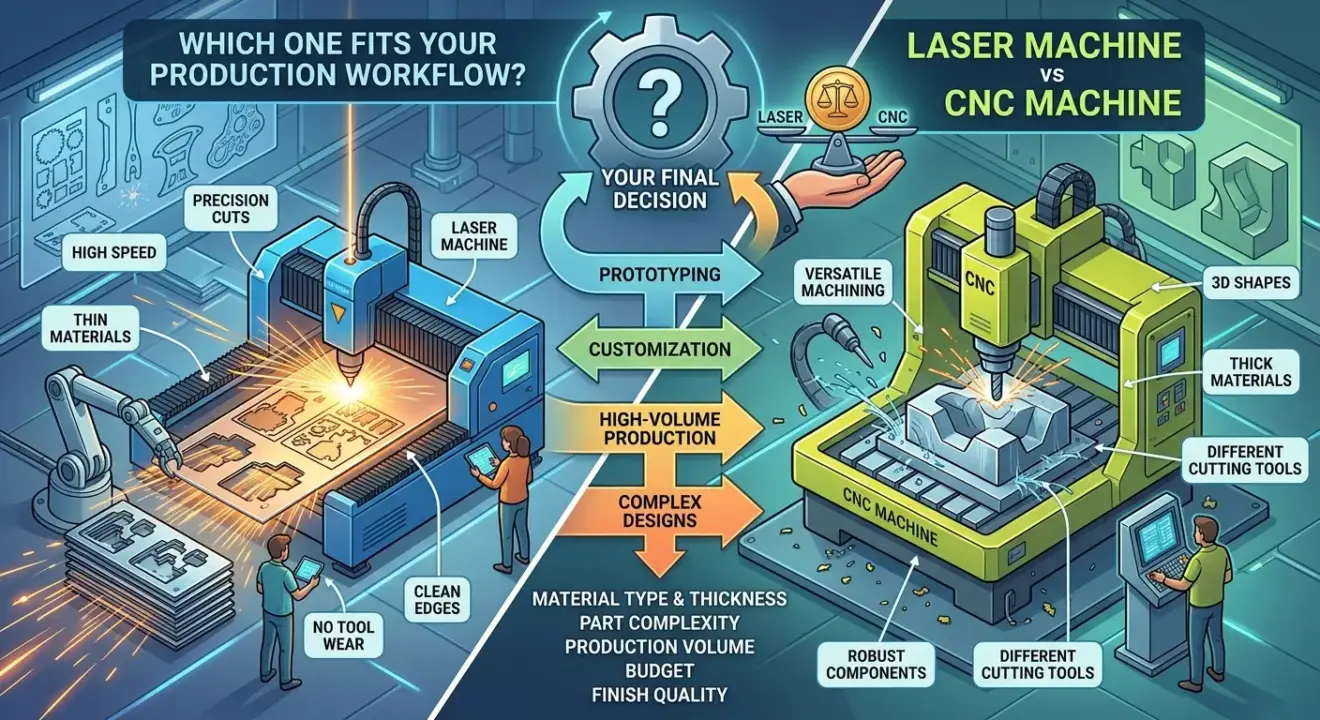
Laser Machine vs CNC Machine: Which One Fits Your Production Workflow?
Thursday, 16 April 2026
Many industrial and commercial buyers compare laser machines and CNC machines because both can cut shapes, improve repeatability, and reduce manual work. The problem is that they do not solve the same production bottlenecks in the same way. A shop that chooses based only on headline machine type can easily end up with the wrong
- Published in Blog
GRBL vs Industrial CNC Controllers: Which One Fits Your Machine?
Thursday, 16 April 2026
Controller choice determines far more than whether a machine moves. It shapes how the machine is commissioned, how it recovers from faults, how it integrates with drives and I/O, how clearly alarms and machine state are presented, and ultimately how much operational uncertainty the owner is expected to absorb. That is why GRBL and industrial
- Published in Blog
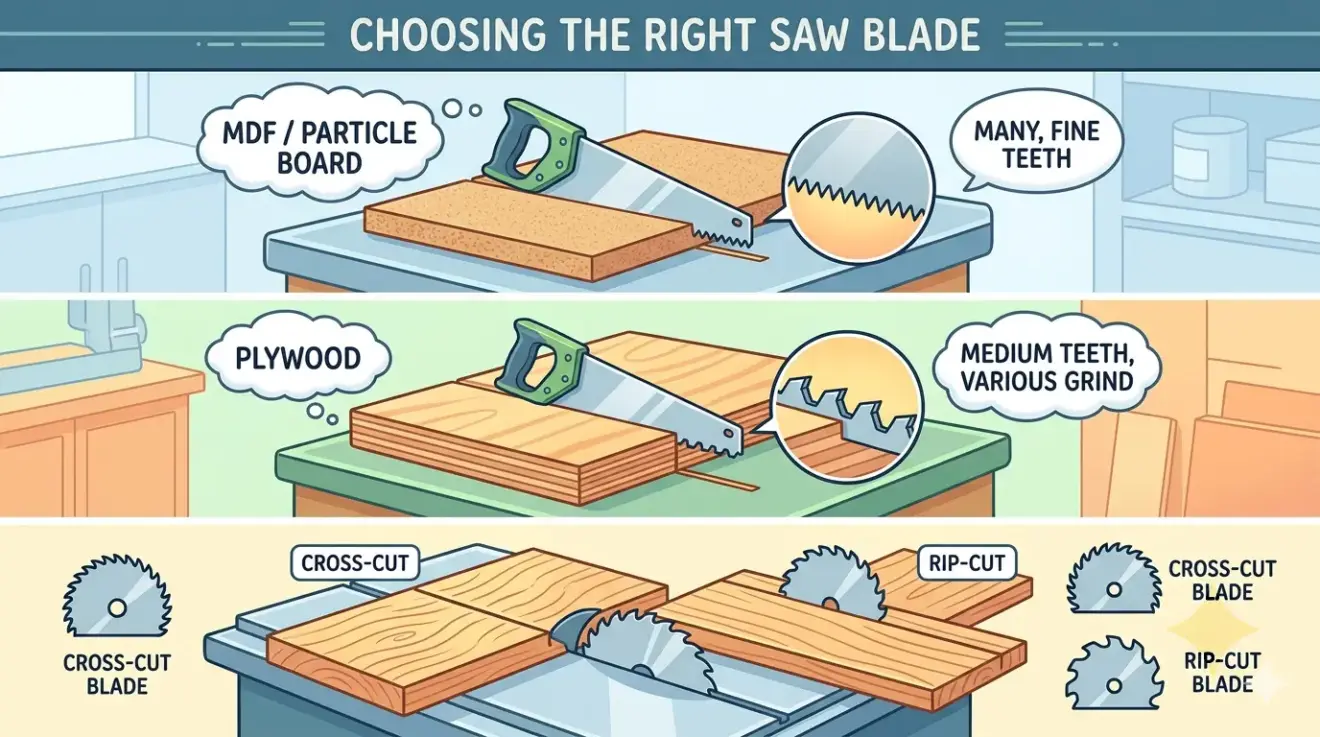
How to Choose Panel Saw Blades for MDF, Particle Board, and Plywood
Thursday, 16 April 2026
In panel processing, a surprising amount of edge quality is decided before anyone touches feed settings or cutting optimization. Shops often blame the saw when they see chipping, fuzzy edges, breakout, or short blade life, but the first question should usually be simpler: is the blade matched to the board you are actually cutting? That
- Published in Blog
Best CNC Router for a Home Business: What to Prioritize First
Wednesday, 15 April 2026
The first CNC router for a home business should not be bought like a trophy. It should be bought like a compact revenue tool. That difference matters because a home-based operation lives under two pressures at once. The machine has to make sellable parts consistently, but it also has to coexist with limited space, limited
- Published in Blog
How to Choose a CNC Router for Woodworking
Wednesday, 15 April 2026
The right CNC router for woodworking is not the machine with the biggest travel, the loudest spindle claim, or the longest specification sheet. It is the router that fits the way your factory actually processes material. That means understanding what kinds of panels or solid-stock parts you cut, how often product mix changes, what downstream
- Published in Blog
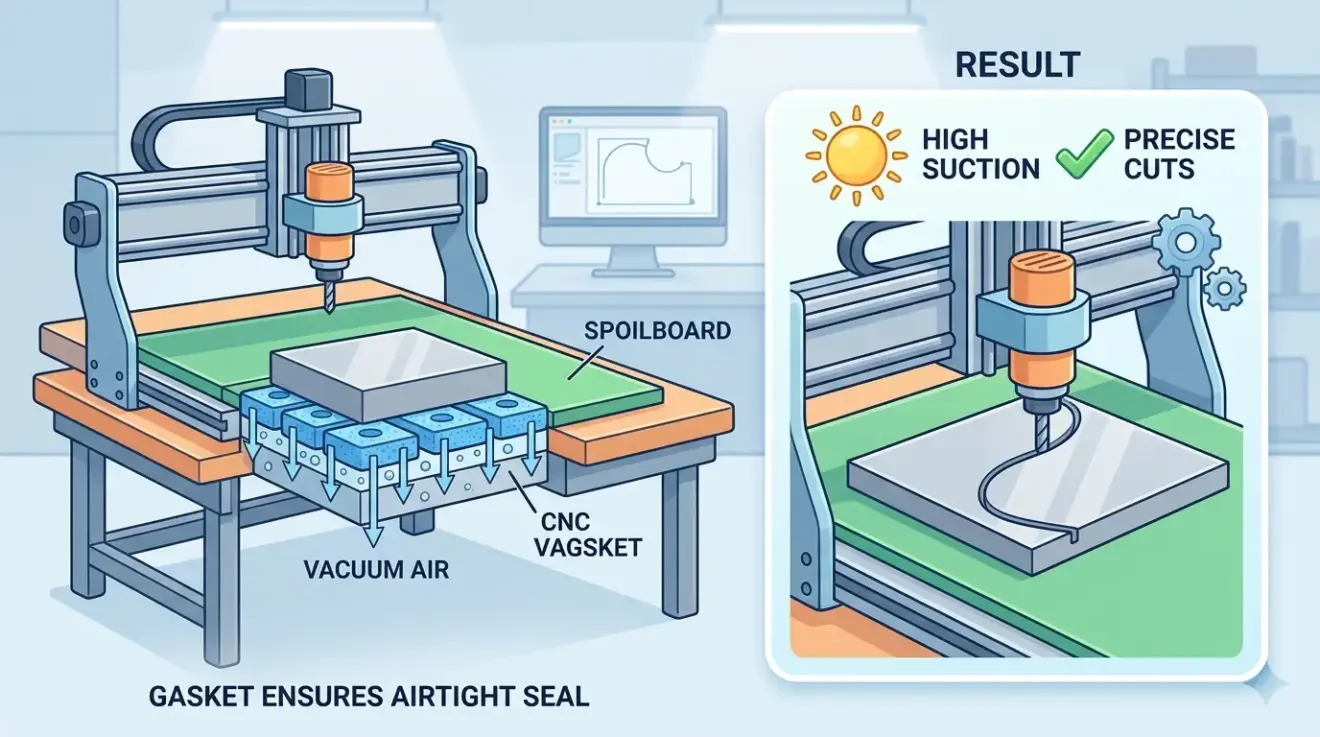
What Is a CNC Gasket or Spoilboard Gasket?
Wednesday, 15 April 2026
Vacuum hold-down often feels reliable right up to the moment a small part shifts, chatters, or lifts near the end of a cut. When that happens, shops often blame pump size first. Sometimes that is justified. Just as often, the simpler problem is that the table is leaking where it is supposed to be sealing.
- Published in Blog
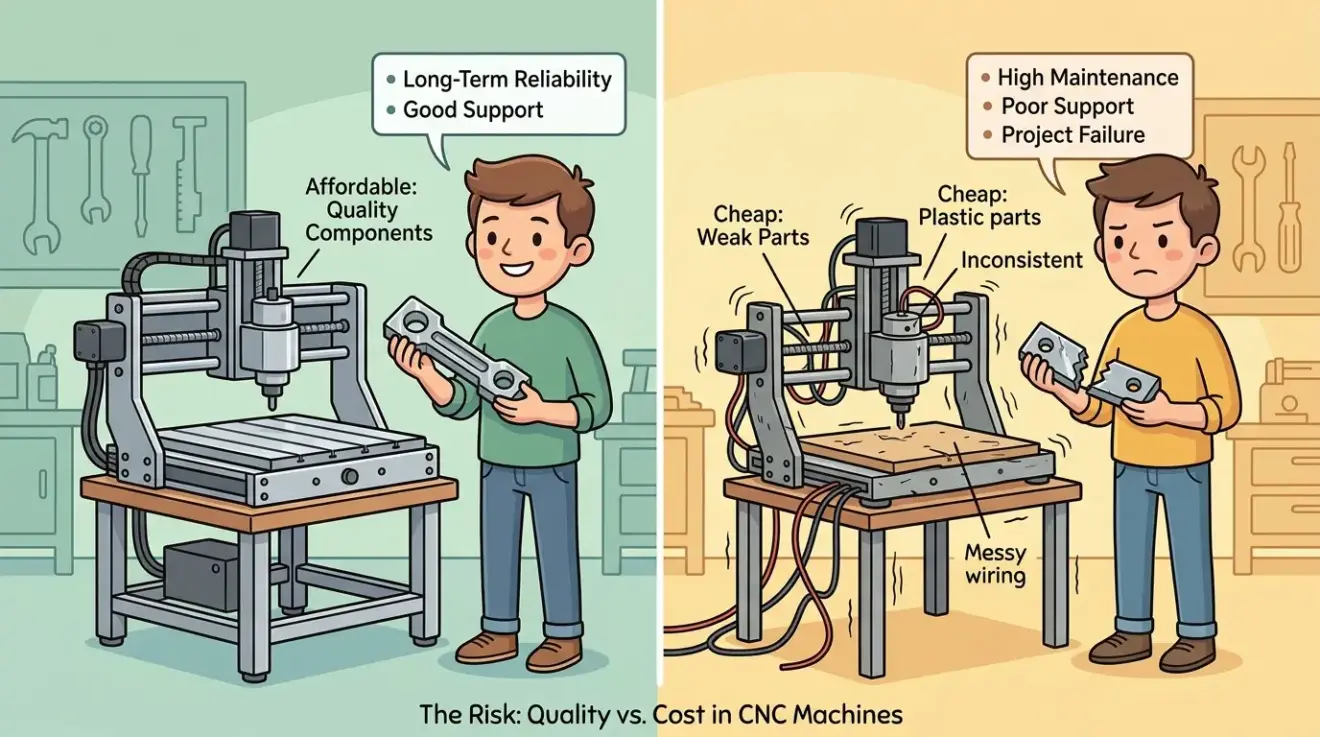
Affordable CNC Machines vs Cheap CNC Machines: What Buyers Risk
Wednesday, 15 April 2026
At quote stage, an affordable CNC machine and a cheap CNC machine can look almost identical. Both may show a similar work envelope, spindle figure, controller name, and a price that looks far better than a premium option. The difference usually appears later, when one machine starts the shift calmly and the other starts a
- Published in Blog
How to Choose the Right Laser Cutting System Configuration for Your Workflow
Wednesday, 15 April 2026
Choosing a laser system by headline specs is one of the fastest ways to create a hidden production bottleneck. A machine can look strong on paper and still be the wrong fit if the working area does not match your sheet flow, if the configuration is built around the wrong material class, or if the
- Published in Blog
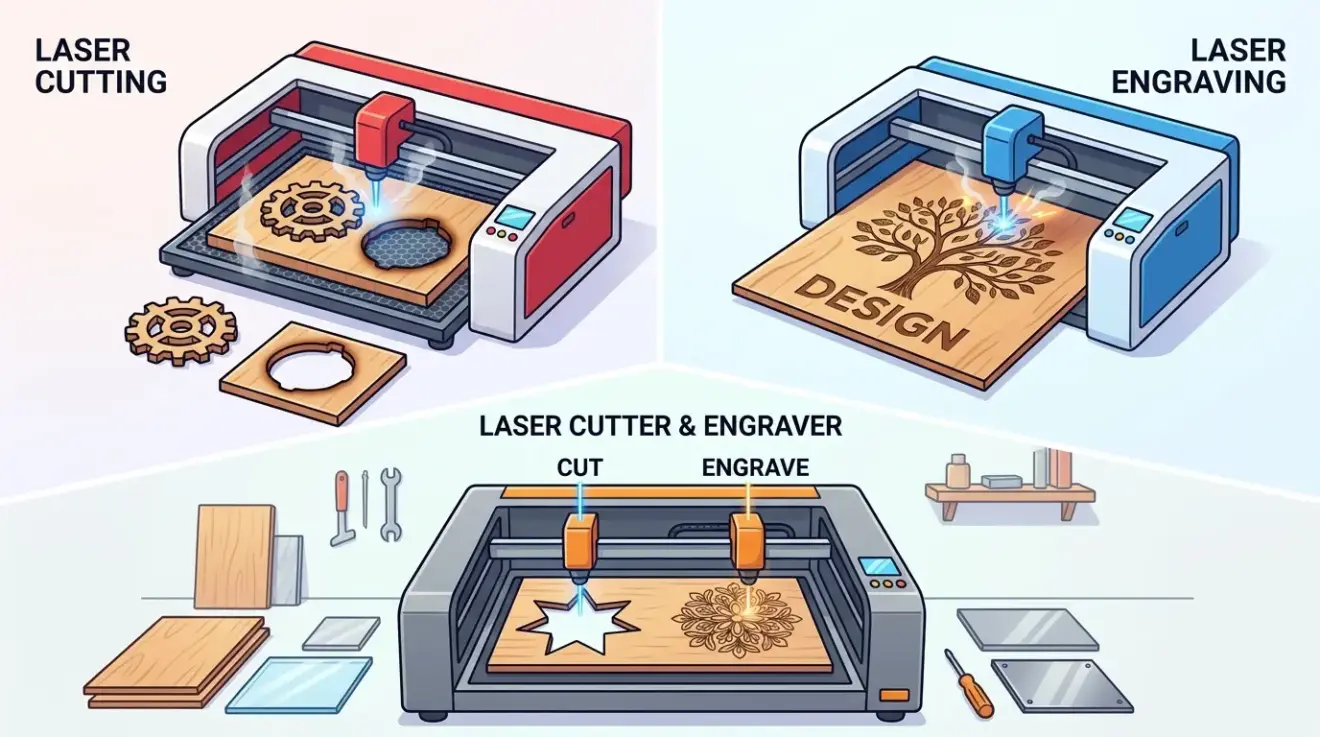
Laser Cutter vs. Laser Engraver: Do You Need Cutting, Engraving, or Both?
Wednesday, 15 April 2026
Many laser buying mistakes start with the wrong comparison. Shops often compare machine labels first, then try to force their production needs into that label afterward. In real use, the better question is simpler: do you need full part separation, surface detail, or both in the same workflow? For buyers evaluating laser cutters and engravers
- Published in Blog

Sliding Table Saw Safety and Setup Best Practices for Accurate, Repeatable Daily Cutting
Wednesday, 15 April 2026
In custom furniture shops, mixed-production workshops, and smaller panel-processing lines, many cutting problems start before the blade enters the material. A poorly supported panel, an out-of-square fence, a dirty sliding carriage, or rushed operator movement can lead to chipped edges, inconsistent dimensions, lost time, or a serious safety event. That is why sliding table saw
- Published in Blog
Laser Wood Cutting Machines: How to Get Cleaner Edges and Better Throughput
Wednesday, 15 April 2026
In wood laser cutting, cleaner edges and higher output usually rise or fall together. Shops that focus only on cutting speed often end up with darker edges, more scrap, more inspection, and more manual cleanup. Shops that focus only on appearance can protect quality but choke capacity with overly cautious settings and repeated adjustments. For
- Published in Blog

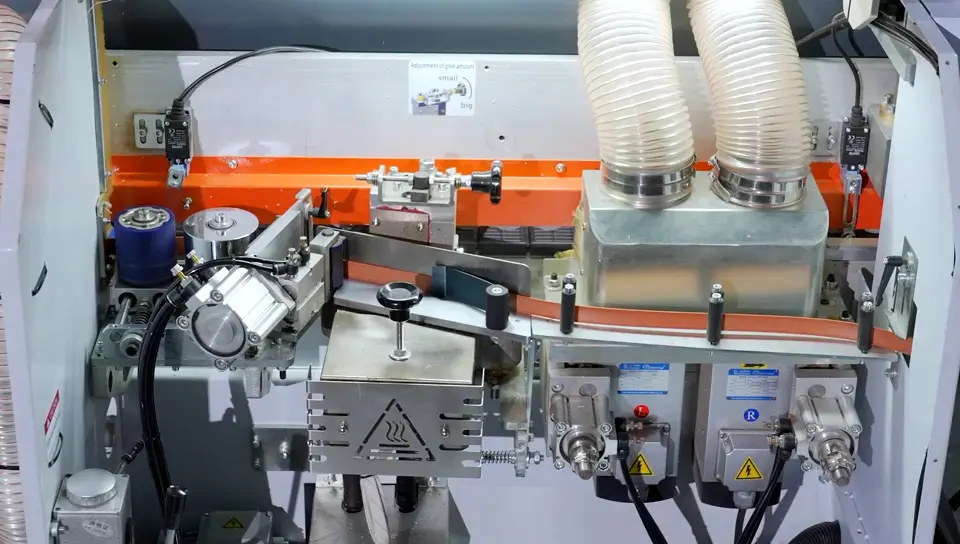
Edgebanders Explained: Types, Applications, and Production Fit
Wednesday, 15 April 2026
In panel furniture production, edge finishing often reveals whether a factory is truly running a controlled process or simply correcting one avoidable defect after another. Panels may be cut accurately, but if exposed edges still show chipping, uneven glue lines, or labor-heavy corner cleanup, the cost continues into inspection, rework, and final assembly. That is
- Published in Blog
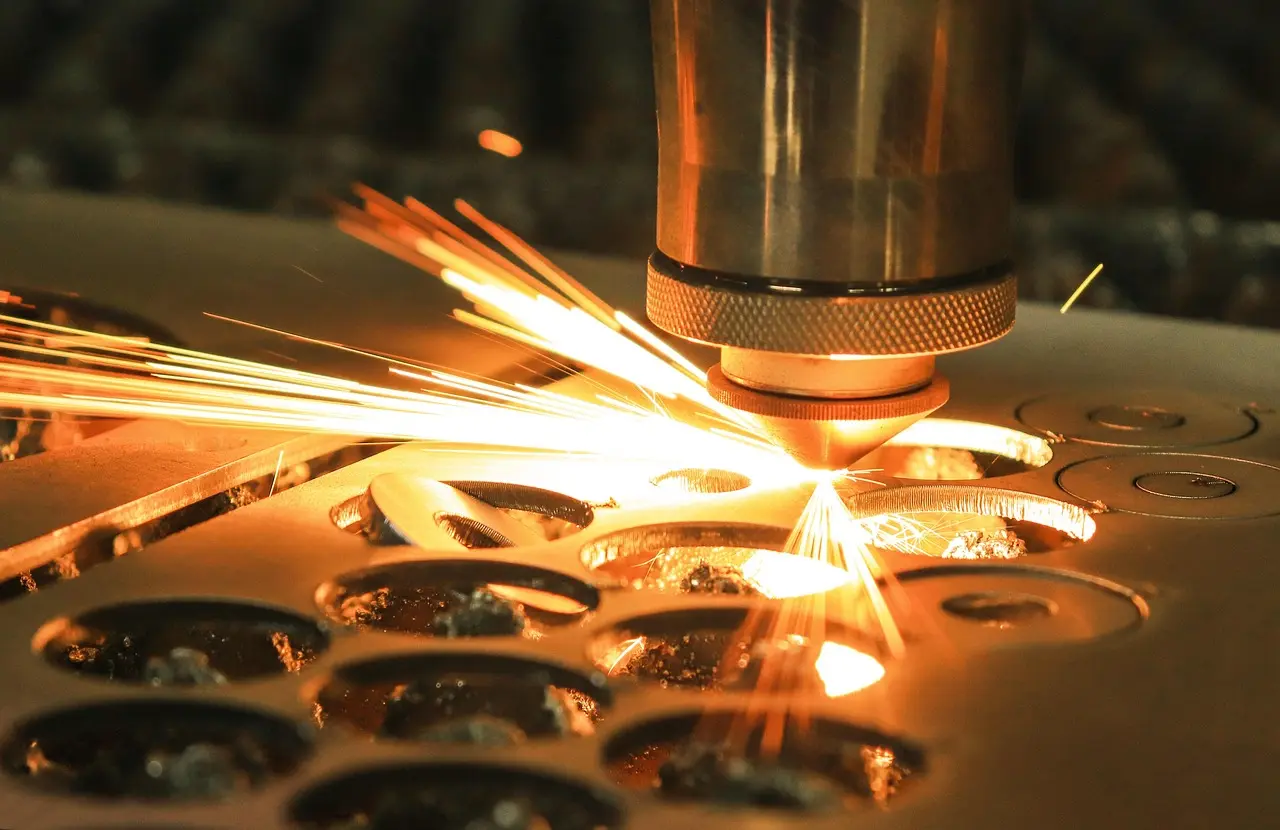
Laser Cutting Machines for Sale: How to Compare Specs Before Buying
Wednesday, 15 April 2026
When buyers start reviewing laser cutting machines for sale, the first mistake is usually comparing the wrong numbers. A listing may highlight power, maximum speed, or a large working area, but those headline specs do not tell you whether the machine matches your material, your part mix, or your daily production targets. In real manufacturing,
- Published in Blog
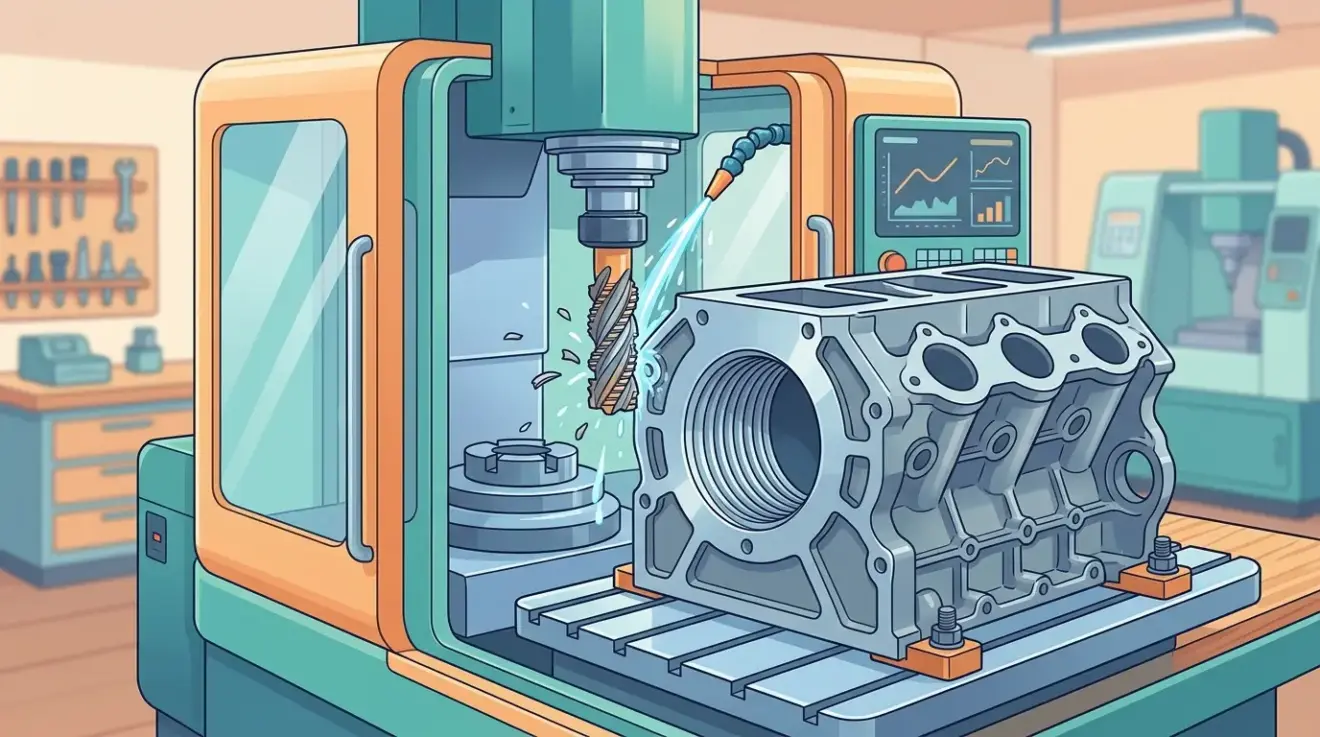
CNC Milling Machine Buying Guide for Shops and Factories
Wednesday, 15 April 2026
Buying a CNC milling machine looks straightforward on paper. The shop compares travel, spindle, tool count, price, and maybe brand reputation, then approves the machine that appears to offer the most capability for the money. In real factories, that is often how an expensive mismatch begins. The reason is simple. A milling machine is not
- Published in Blog
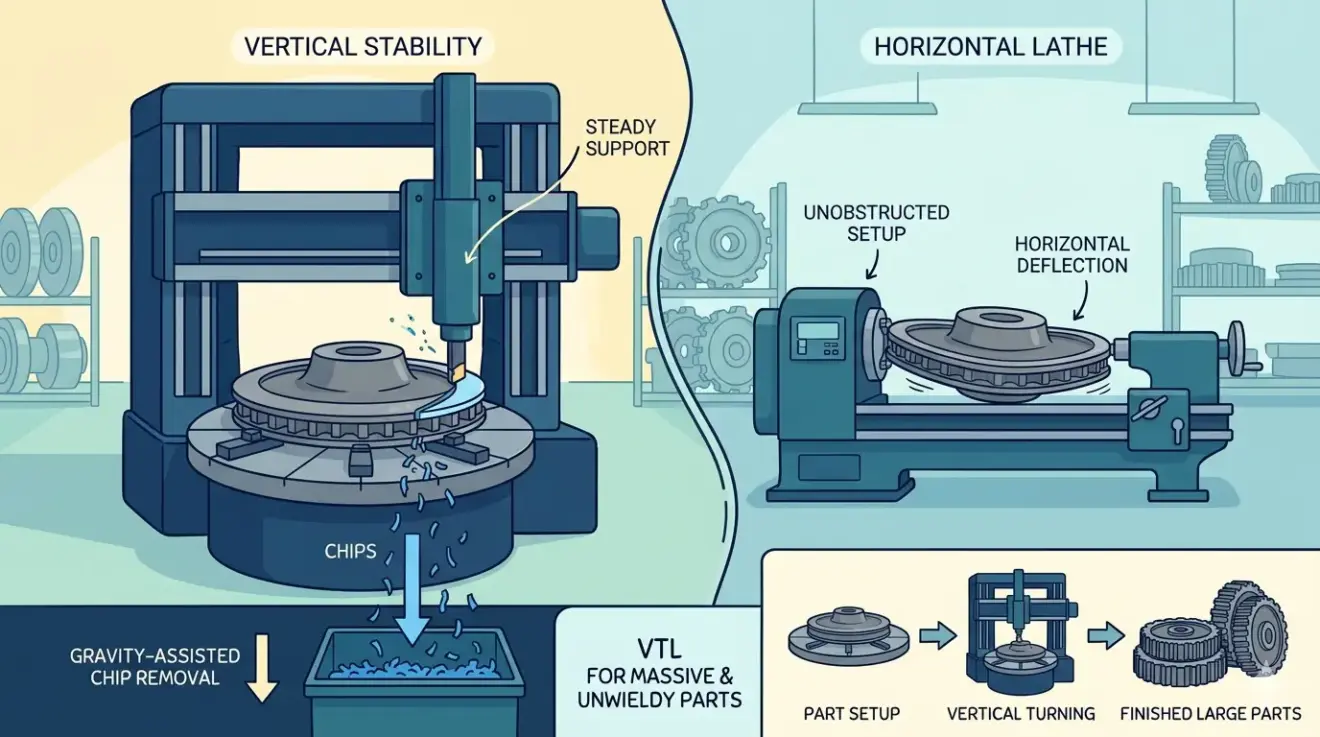
CNC VTL Machines Explained: When Vertical Turning Lathes Make More Sense
Wednesday, 15 April 2026
Vertical turning lathes begin to make sense when the part stops behaving like a normal lathe job and starts behaving like a loading, support, and stability problem. Large rings, housings, flanges, discs, wheel-like parts, bearing carriers, and similar components may still require familiar turning operations such as facing, boring, and OD work, but the real
- Published in Blog
Automatic CNC Machines Explained: What “Automatic” Really Means in Production Equipment
Wednesday, 15 April 2026
The phrase automatic CNC machine sounds clear until buyers start comparing quotes and realize that four suppliers are using the same word to describe four very different things. One machine changes tools without operator intervention. Another loads and unloads sheets automatically. Another simply means the control runs a stored program once setup is complete. Another
- Published in Blog

Beam Cutter vs. Beam Saw: What Buyers Need to Clarify Before Comparing Machines
Wednesday, 15 April 2026
A buyer reviewing automated panel-cutting equipment often sees one supplier call the machine a beam cutter and another call it a beam saw. That sounds like a product difference, but in many cases it is really a terminology difference. If you compare the labels instead of the workflow, you can lose sight of the issues
- Published in Blog

CNC Milling Components Suppliers: How to Vet Quality Before Ordering
Wednesday, 15 April 2026
Milled parts rarely fail in a theatrical way at the moment they leave the supplier. More often, they fail quietly after they reach assembly, coating, sealing, or field use. A component looks clean, measures acceptably on a few obvious dimensions, and still creates costly friction because datum logic was weak, workholding allowed movement, feature relationships
- Published in Blog
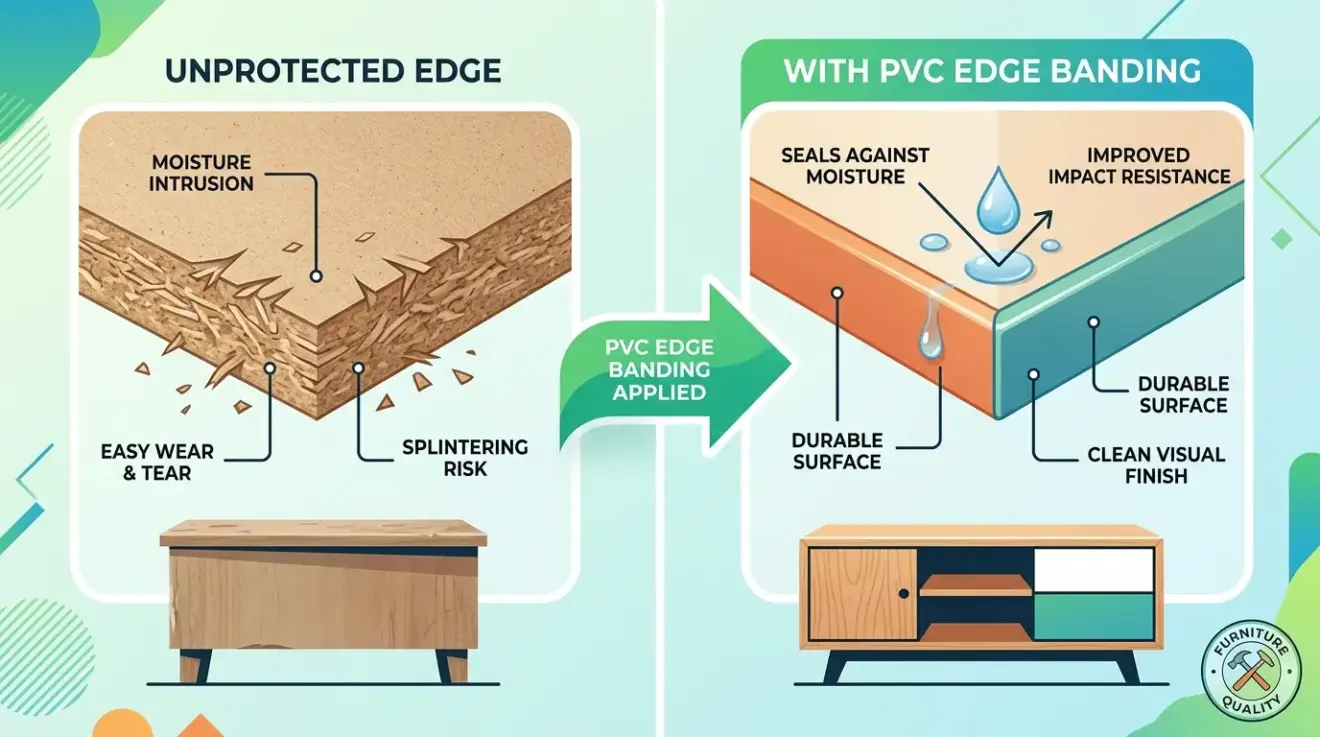
How PVC Edge Banding Affects Furniture Durability And Visual Finish
Wednesday, 15 April 2026
A cabinet can be cut accurately, drilled correctly, and assembled square, yet still look low grade or wear out early if the exposed edges are weak. In panel-based furniture, the edge is where daily contact, cleaning, impact, and visual inspection all concentrate. That is why PVC edge banding is not just a decorative strip. It
- Published in Blog
How To Build A Smarter Woodworking Production Line With Connected Machines
Wednesday, 15 April 2026
A smarter woodworking line is not created by placing more automatic machines on the floor and hoping the software layer will make them work together. In real cabinet, wardrobe, and panel-furniture production, the line becomes smarter when the right part reaches the right station in the right sequence, with fewer manual checks and less rework.
- Published in Blog
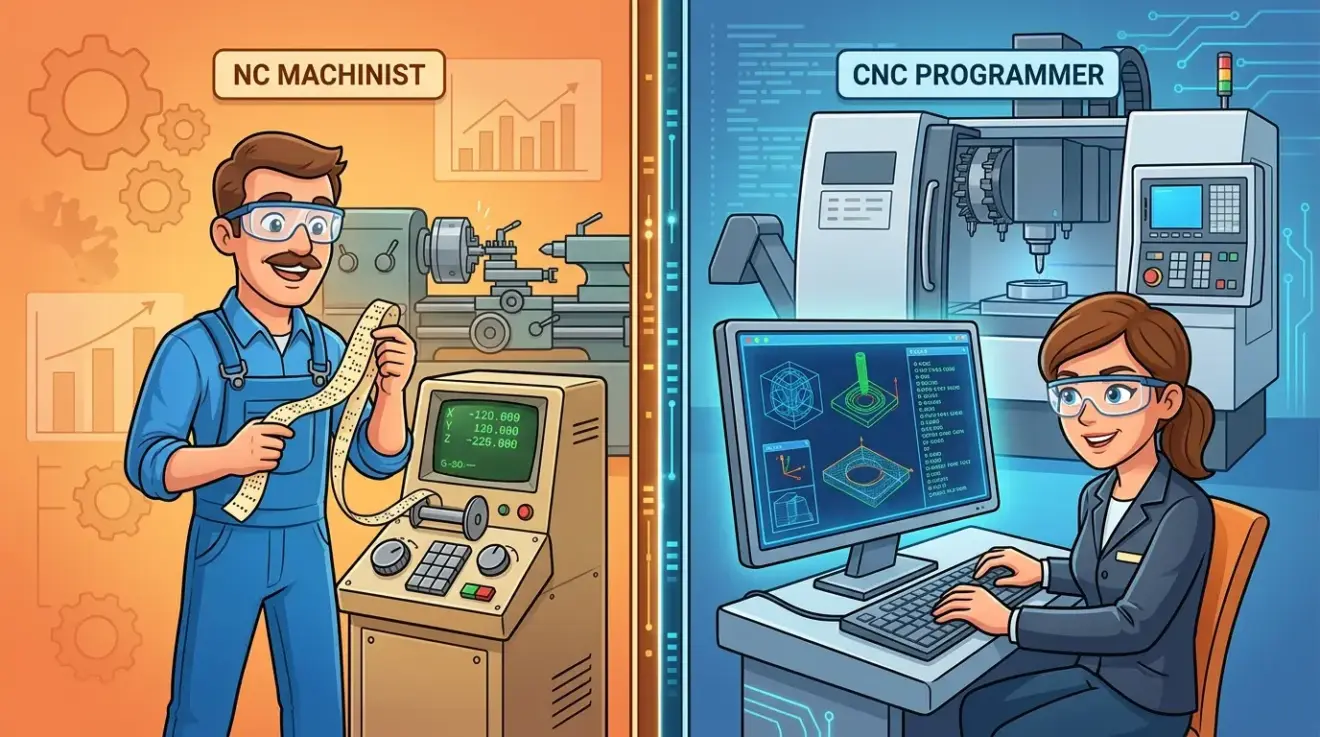
What Is NC Machining? NC vs CNC Explained
Wednesday, 15 April 2026
NC machining becomes confusing when an old term stays alive inside a modern buying decision. A used machine listing says NC. An older manual says NC. A reseller says numerical control as if that settles the matter. A younger engineer hears CNC and assumes the difference is only generational language. Then the shop discovers that
- Published in Blog
Laser Machinery Explained: Types, Applications, and Buying Criteria
Wednesday, 15 April 2026
Laser machinery covers a wide range of production tasks, from cutting acrylic display parts to engraving wood panels to processing sheet metal at industrial speed. For buyers, the challenge is not simply choosing a laser machine. It is understanding which laser type fits the material, which workflow it improves, and which buying criteria actually matter
- Published in Blog

Beam Saws Explained: How They Work and Where They Fit in Panel Processing
Wednesday, 15 April 2026
In panel furniture production, the cutting cell does more than size boards. It sets the pace for edge processing, drilling, sorting, and assembly. When the first step is inconsistent, every downstream department spends more time correcting dimensions, rechecking parts, or working around avoidable delays. That is where a beam saw usually enters the conversation. A
- Published in Blog
4 Axis CNC Machine Buying Guide for Complex Part Machining
Wednesday, 15 April 2026
Four-axis buying becomes serious when the same kinds of parts keep losing time in re-clamping. Side holes, radial patterns, multi-face features, wrapped details, cylindrical work, and angular machining all create the same complaint on a three-axis route: the machine can cut the features, but the workflow pays too much for handling and alignment. The extra
- Published in Blog
How To Choose the Right Laser Engraver for Small Shops and Industrial Users
Wednesday, 15 April 2026
Buying a laser engraver gets expensive when the machine is chosen around a demo sample instead of the real workload. A small shop usually feels the pain through wasted floor space, slow changeovers, and jobs that never quite fit the weekly mix. An industrial user feels it through queue instability, inconsistent output, operator dependency, and
- Published in Blog
What Is Pocketing in CNC Machining?
Wednesday, 15 April 2026
Pocketing looks simple in a drawing because the feature is mostly empty space. On the machine, that same empty space often becomes the place where cycle time, tool load, chip control, floor quality, and part stability all start arguing with each other. A pocket that seems harmless in CAD can become the slowest part of
- Published in Blog

Maintenance Tips for CNC Drilling Machines That Protect Accuracy and Throughput
Wednesday, 15 April 2026
In cabinet and panel-furniture production, drilling problems rarely begin as a dramatic machine failure. More often, hole position starts drifting slightly, chip breakout becomes less predictable, spindle noise increases, or hardware fitting takes a little longer than it should. By the time assembly teams are compensating for misaligned holes or inconsistent boring quality, the real
- Published in Blog
New vs Used CNC Machines: Savings, Risk, and What to Inspect
Tuesday, 14 April 2026
Buying a used CNC machine often looks like the fastest way to add capacity without waiting for a new build, but the real decision is not “cheap versus expensive.” It is whether the machine will enter production as a stable asset or arrive as a maintenance project that consumes engineering time, delays orders, and forces
- Published in Blog
Affordable Laser Engraver Options for Small Business Buyers: How to Match Budget to Workflow
Tuesday, 14 April 2026
For a small business, an affordable laser engraver is not simply the machine with the lowest quote. It is the machine that fits the material mix, order volume, and finish expectations closely enough to generate usable output without constant adjustment, missed deadlines, or avoidable rework. That distinction matters because small shops usually feel equipment mistakes
- Published in Blog
Surface Grinder vs CNC Grinding Machine: When Precision Finishing Matters
Tuesday, 14 April 2026
Grinding usually enters the conversation after another process has already shown its limit. The mill can hold most of the geometry, but the flatness is drifting. The lathe leaves the part close, but not close enough. The finish looks acceptable until inspection starts measuring across an entire batch instead of on a single sample. At
- Published in Blog
Corner Rounding Edgebander vs Standard Edgebander: Which Finish Quality Do You Need?
Tuesday, 14 April 2026
In panel furniture production, edge quality is judged most harshly where people can see and touch it. A cabinet carcass part with a clean straight edge may be fully acceptable on one line, while a retail fixture, wardrobe door, or exposed shelf can still look unfinished if the corners feel sharp or need manual cleanup
- Published in Blog
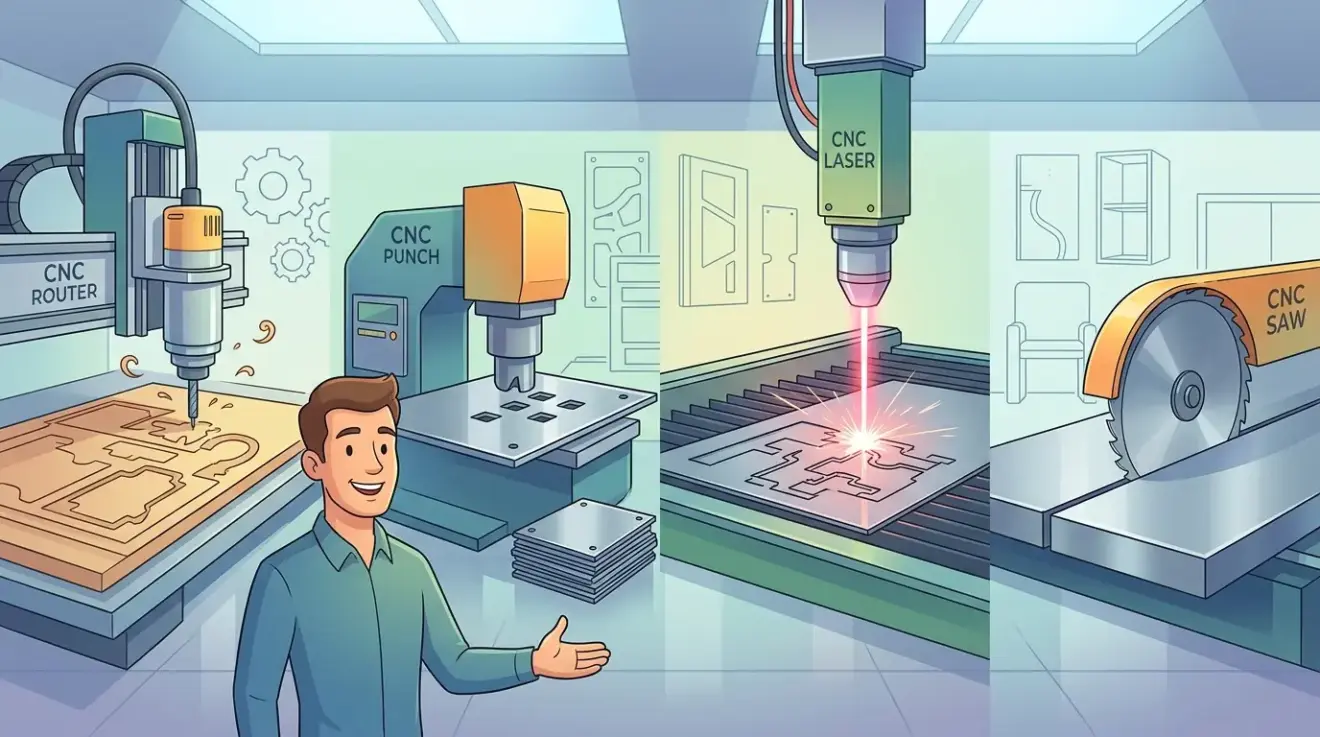
CNC Sheet Processing Explained: Router, Punch, Laser, or Saw?
Tuesday, 14 April 2026
Sheet processing decisions usually go wrong in the same place: the factory compares machines before it classifies jobs. Router, punch, laser, and saw are not four brands of one process. They are four different ways of organizing flat-stock work. Each one favors a different combination of material, geometry, edge requirement, labor model, and downstream flow.
- Published in Blog
What Is a Thread Milling Bit and When Should You Use One?
Tuesday, 14 April 2026
A thread milling bit, more accurately called a thread mill, is a rotating cutter that creates threads by following a programmed helical path instead of driving a tap straight through the hole. That difference sounds small until a job goes wrong. A tap is efficient when the process is friendly. A thread mill is valuable
- Published in Blog
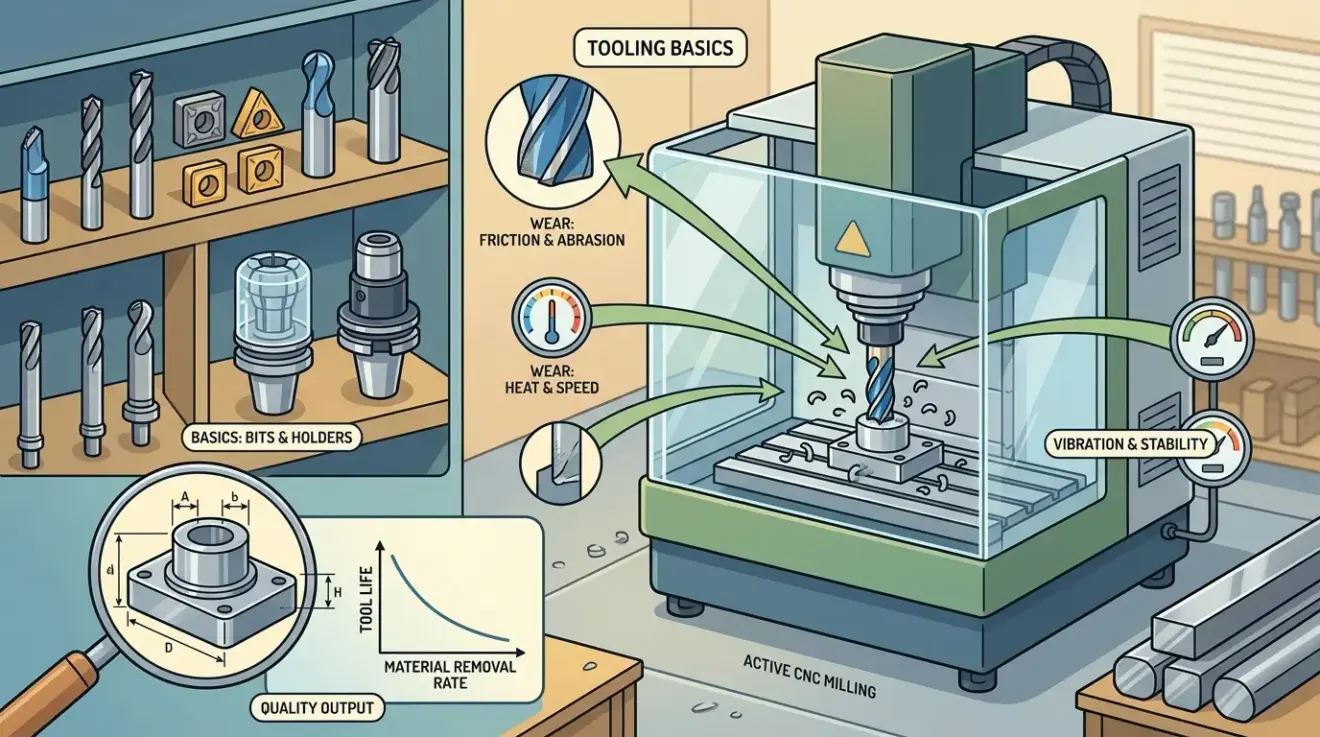
CNC Tooling Basics: Bits, Holders, and Wear Factors That Affect Quality
Tuesday, 14 April 2026
Machine capability does not reach the part directly. It passes through a rotating chain first: cutter, holder, collet or other clamping interface, tool projection, assembly cleanliness, and the wear condition of everything near the spindle nose. When shops ignore that chain, they usually misdiagnose quality problems. They blame the program, the feed rate, the machine
- Published in Blog

Common Mistakes When Buying Stone CNC Equipment
Tuesday, 14 April 2026
When a stone shop decides to invest in CNC capability, the buying conversation often starts in the wrong place. Buyers compare machine descriptions, sample parts, and feature lists before they fully define the production problem they are actually trying to solve. That is usually where expensive mistakes begin. Stone CNC equipment can improve routing consistency,
- Published in Blog
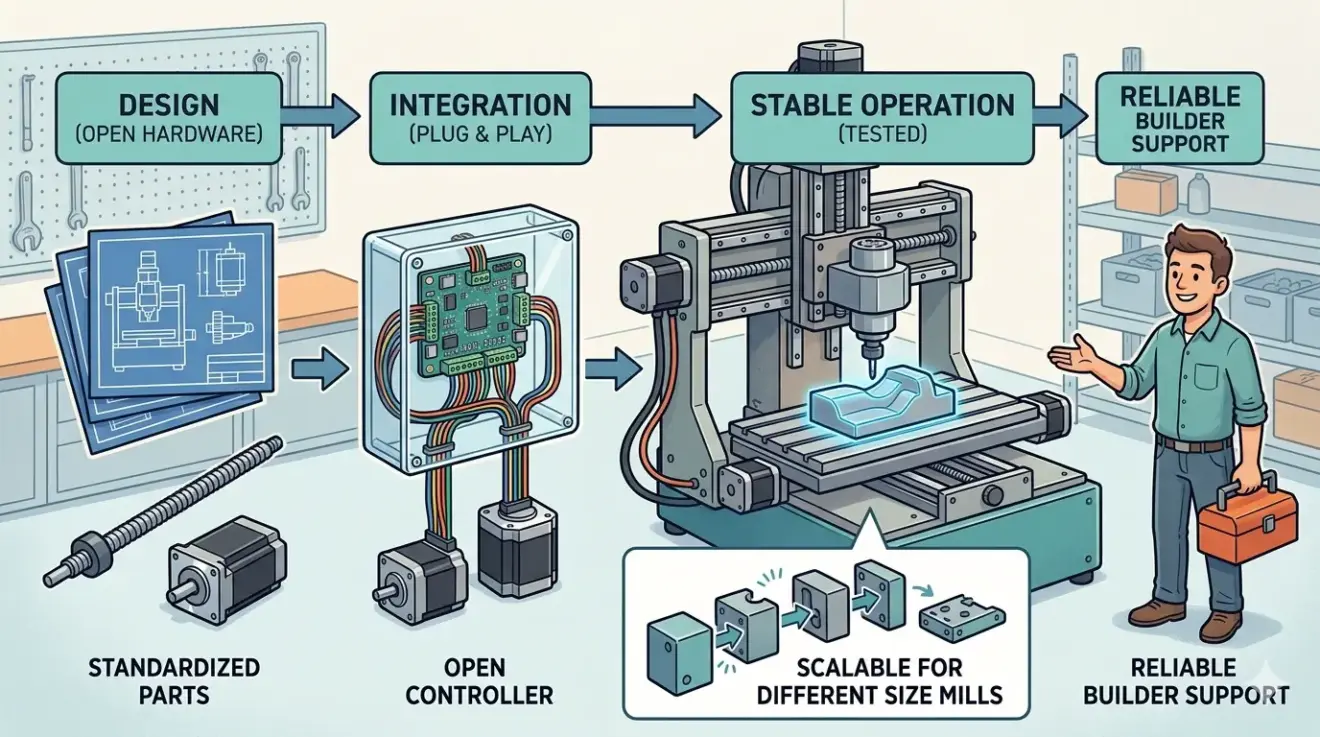
Open Retrofit Platforms for Knee Mills, Bench Mills, and Mini Mills: What Builders Usually Miss
Tuesday, 14 April 2026
Retrofit projects appeal to builders because they seem to combine the best of both worlds: an existing machine base with the freedom to modernize controls, drives, and software on your own terms. On paper, that sounds efficient. In practice, retrofit success depends less on the excitement of the control upgrade and more on the boring
- Published in Blog
5 Axis CNC Machining Explained: Benefits, Limits, and Best Use Cases
Tuesday, 14 April 2026
Five-axis CNC machining becomes valuable when the part is expensive to keep vertical. If the current route needs repeated reclamping, very long tools, awkward access angles, or too much hand correction on compound geometry, five-axis can remove real production pain. If the part already runs cleanly on simpler equipment, five-axis may add more engineering burden
- Published in Blog