
 Español
Español  Italiano
Italiano  Deutsch
Deutsch  Français
Français  Português
Português  العربية
العربية  Türkçe
Türkçe  Русский
Русский  Tiếng Việt
Tiếng Việt  한국어
한국어  日本語
日本語  简体中文
简体中文 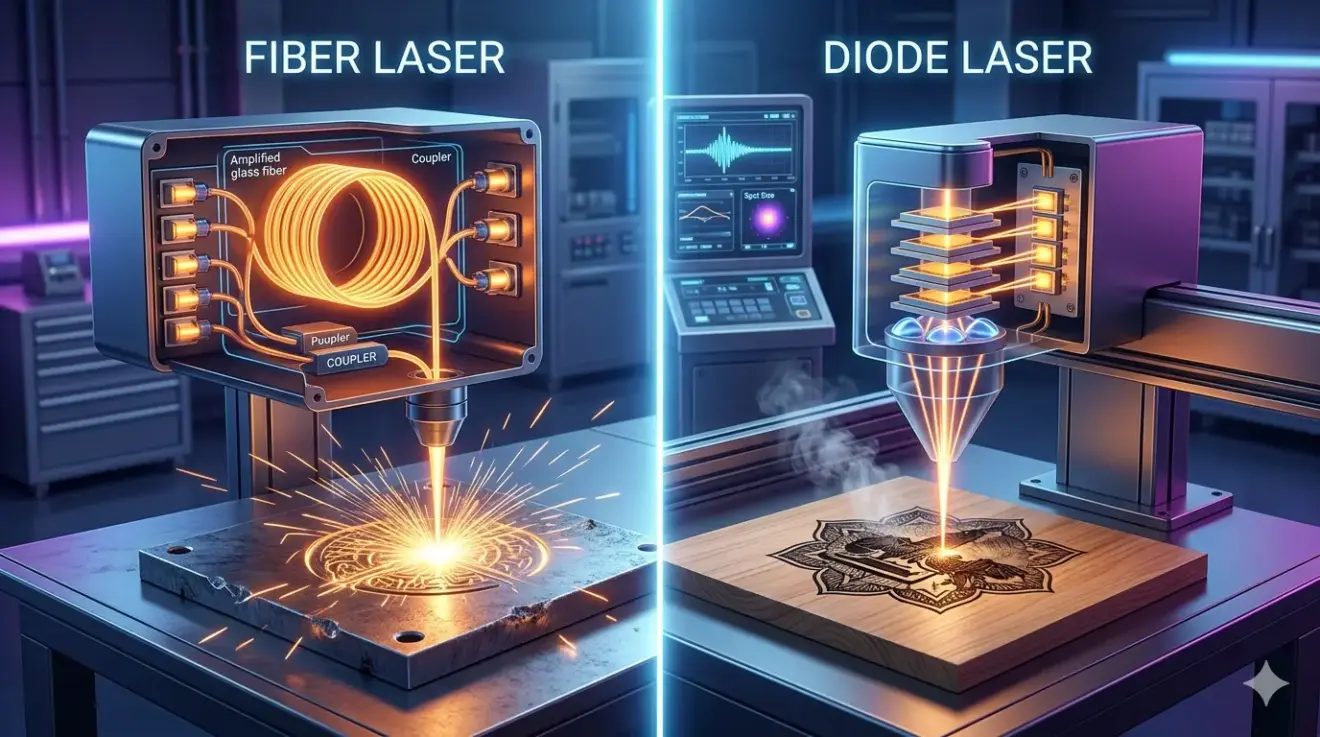
Fiber Laser vs Diode Laser: Which One Fits Your Engraving or Cutting Workflow?
Thursday, 23 April 2026
Many buyers compare fiber and diode too late in the purchasing cycle. By the time quotes are on the table, they are often comparing wattage, enclosure style, and price without first defining whether the real job is direct metal marking, sheet metal cutting, decorative engraving, or light non-metal fabrication. That creates expensive confusion because fiber
- Published in Blog
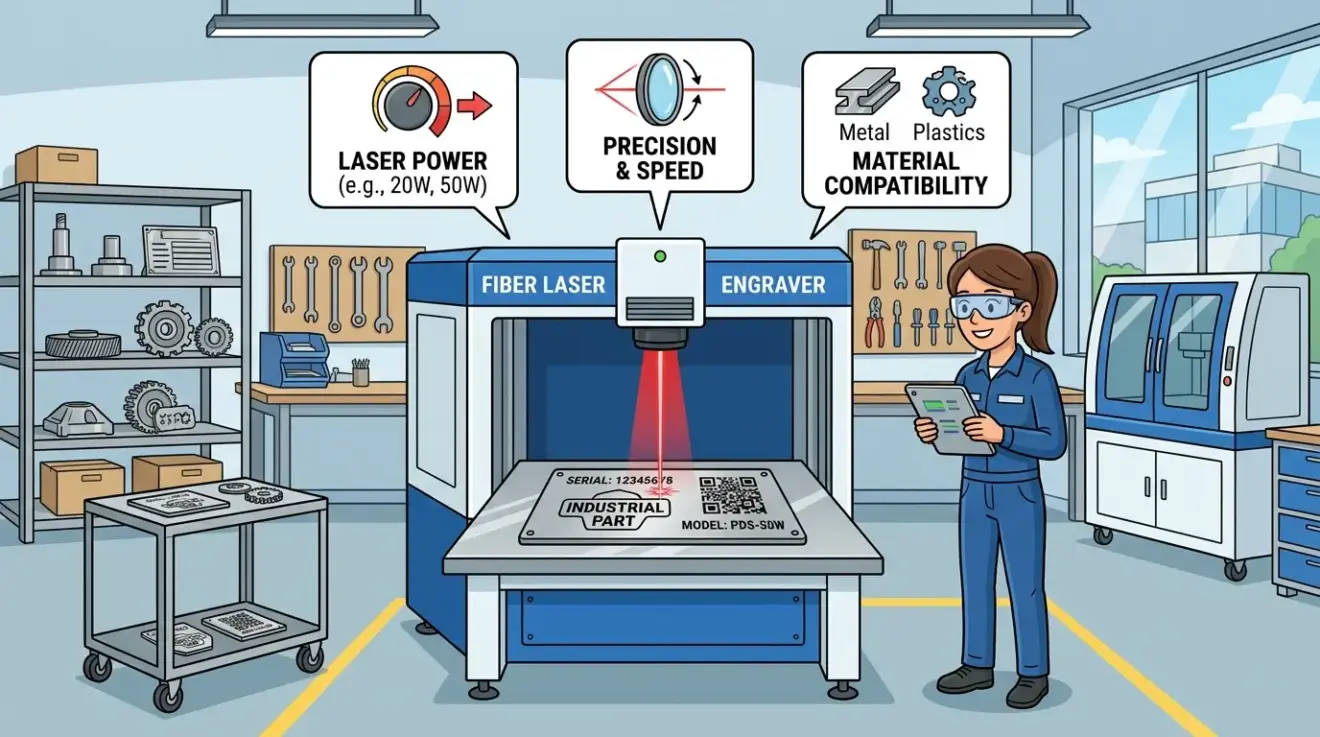
How To Choose a Fiber Laser Engraving Machine for Industrial Marking Applications
Thursday, 23 April 2026
In industrial marking, the question is rarely whether a machine can make a visible mark. The real question is whether serial numbers, data matrix codes, logos, and part IDs remain readable after handling, assembly, coating, or long-term use. When marks become inconsistent, traceability slows down, scanning reliability drops, and operators spend more time reworking parts
- Published in Blog
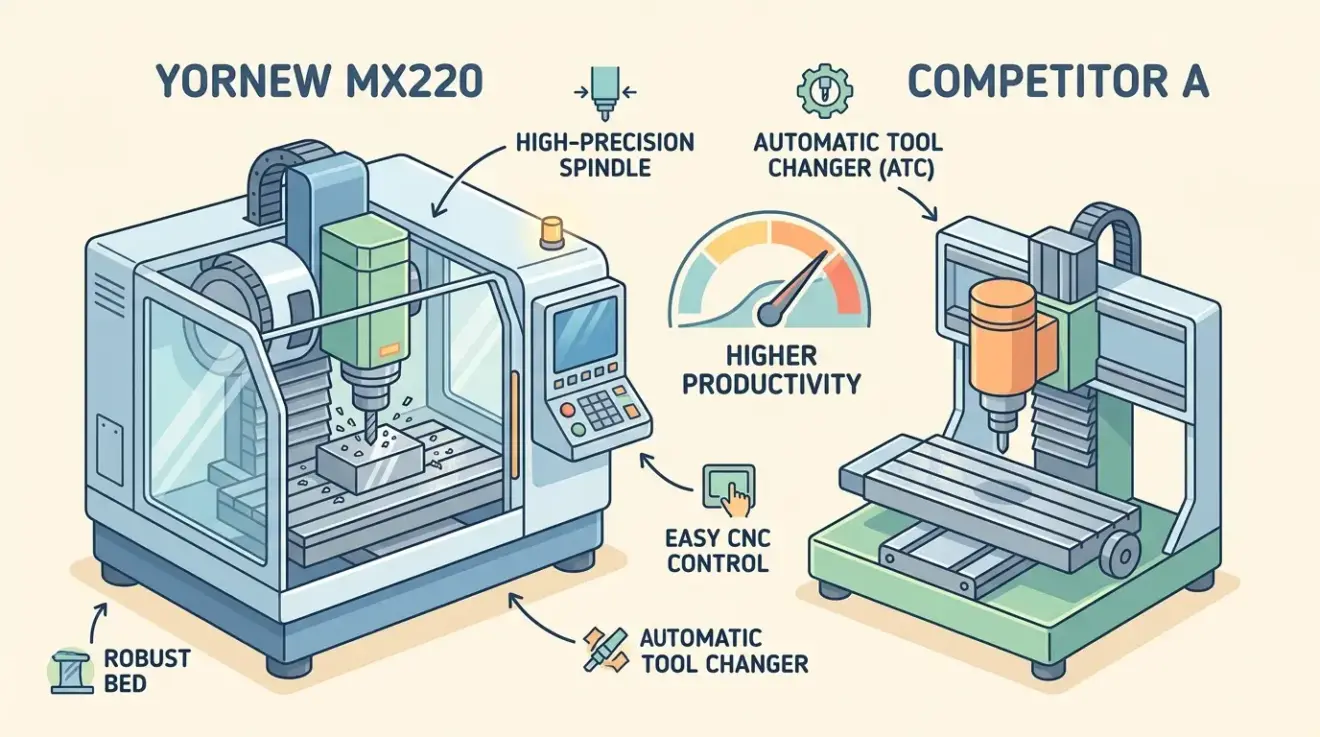
Yornew CNC Price Guide: MX220 and Other Small Mill Models Compared
Thursday, 23 April 2026
When buyers search Yornew CNC pricing, especially around MX220-style small mills, they are usually not hunting for perfect market data. They are looking for permission. They want one clean number that says the machine is affordable, that the risk is manageable, and that the project can begin without a long capital-equipment debate. The problem is
- Published in Blog
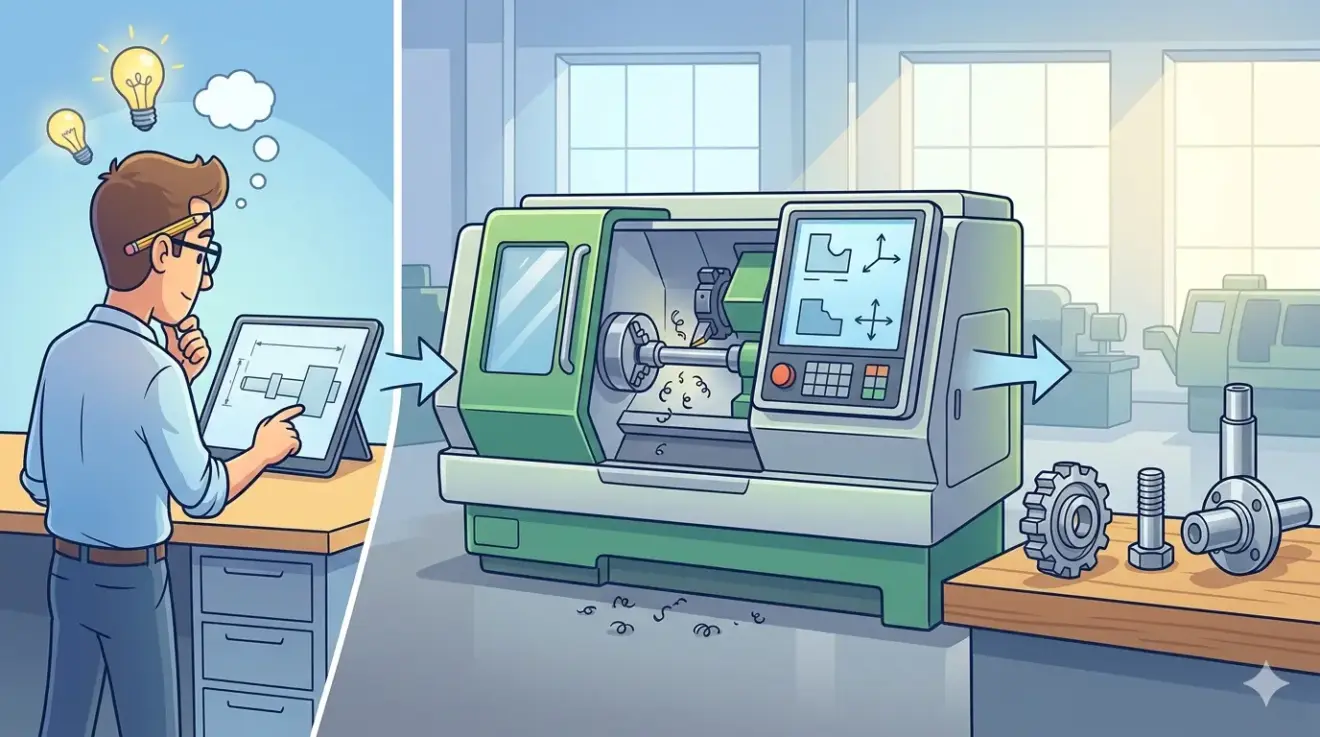
CNC Lathe Machine Buying Guide for Metal Part Production
Thursday, 23 April 2026
A useful CNC lathe buying guide does not begin with spindle speed, turret count, or the supplier’s most polished sample parts. It begins with the work that keeps returning to the quoting desk and the production problems that keep repeating on the floor. If the same turned components are always late, always outsourced, always margin-sensitive,
- Published in Blog
Homemade CNC Machines vs Buy-Built Systems: Which Route Makes Sense?
Thursday, 23 April 2026
This decision is usually framed as cost versus convenience, but that is too shallow to be useful. Homemade CNC machines and buy-built systems are different ownership models. One asks you to become part machine designer, part integrator, part maintenance engineer, and part operator. The other asks you to pay more upfront in exchange for a
- Published in Blog
CNC Shearing Machine vs CNC Folding Machine: Which Sheet Metal Process Do You Need?
Thursday, 23 April 2026
Buyers usually compare shearing and folding only when the process map is still blurred. A CNC shearing machine and a CNC folding machine do not solve the same manufacturing step. Shearing creates straight-edged blanks from sheet stock. Folding takes a prepared blank and turns it into a three-dimensional part with bends, hems, flanges, and formed
- Published in Blog
AutoCAD for CNC Workflows: Where It Fits and Where CAM Starts
Wednesday, 22 April 2026
The same scene plays out in many shops. Engineering sends a file and says the part is finished. Programming opens it and says the file is usable but not ready. Both sides are technically correct, which is exactly why the delay keeps repeating. The outline may be clean. The dimensions may make sense. The revision
- Published in Blog
CNC Saw vs Band Saw vs Router: Which Cutting System Fits Your Workflow?
Wednesday, 22 April 2026
Saw, band saw, and router are often discussed as if they are three brands of the same answer. They are not. They solve different production problems. A saw is built to move straight material efficiently. A band saw is built to remove waste around curves and irregular blanks quickly. A router is built to keep
- Published in Blog
Acrylic Laser Cutter for Sign Making and Display Fabrication: What Matters Most in Production
Wednesday, 22 April 2026
Approving an acrylic laser cutter on a clean sample is easy. The harder test starts when the daily schedule mixes letter sets, illuminated sign faces, clear display risers, brochure holders, branded inserts, and short-run revisions that all need to leave the machine looking consistent and fitting correctly. For teams evaluating laser cutters and engravers for
- Published in Blog

Laser Cutter Safety Basics for Industrial and Commercial Shops
Wednesday, 22 April 2026
In industrial and commercial environments, laser safety is not just about the beam. Most real-world problems start earlier in the workflow: the wrong material goes onto the bed, extraction performance drops, residue builds up around the cut zone, or an operator treats an active job like a machine that can safely run unattended. When that
- Published in Blog
What Is Double Column Milling?
Wednesday, 22 April 2026
Double column milling becomes a serious buying topic when parts start outgrowing the assumptions behind lighter, more compact machine layouts. Shops may handle bigger plates, mold bases, structural components, or heavy workholding packages and suddenly discover that travel alone is not the only issue. Support across the working area, rigidity over longer spans, machine mass,
- Published in Blog
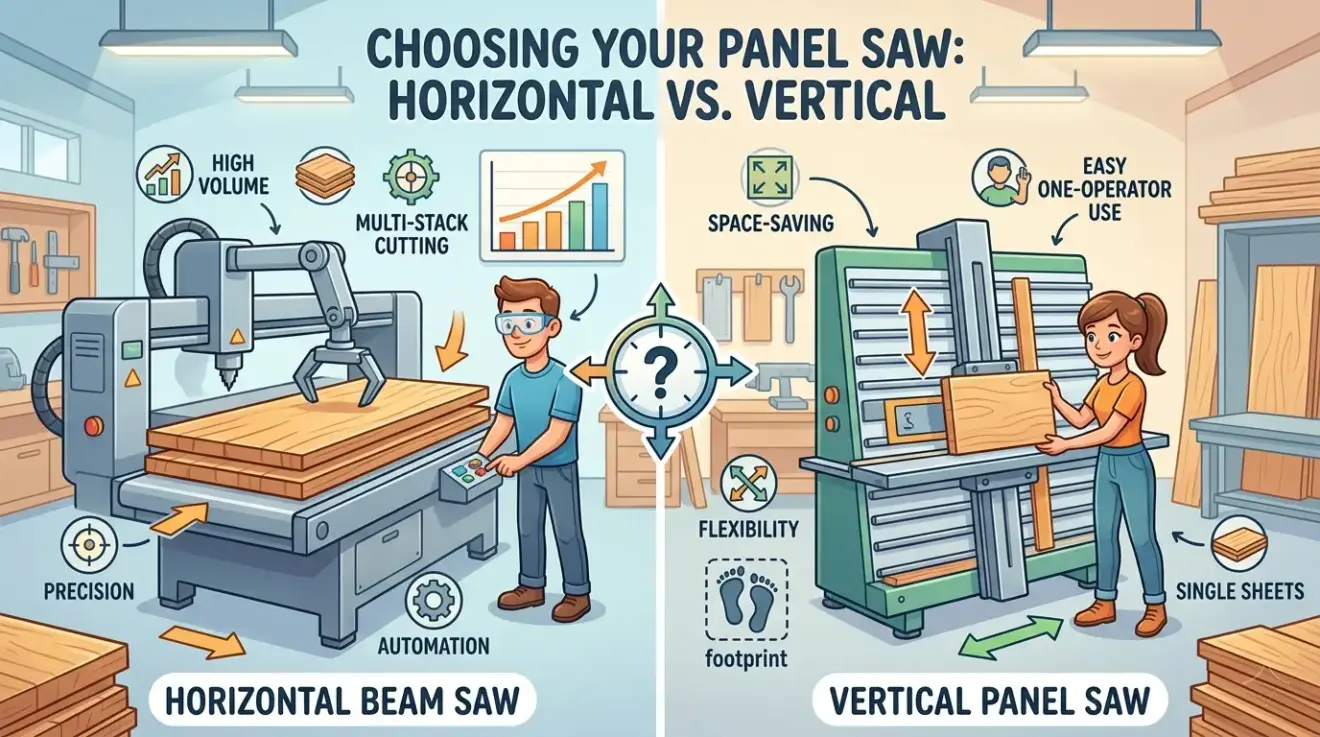
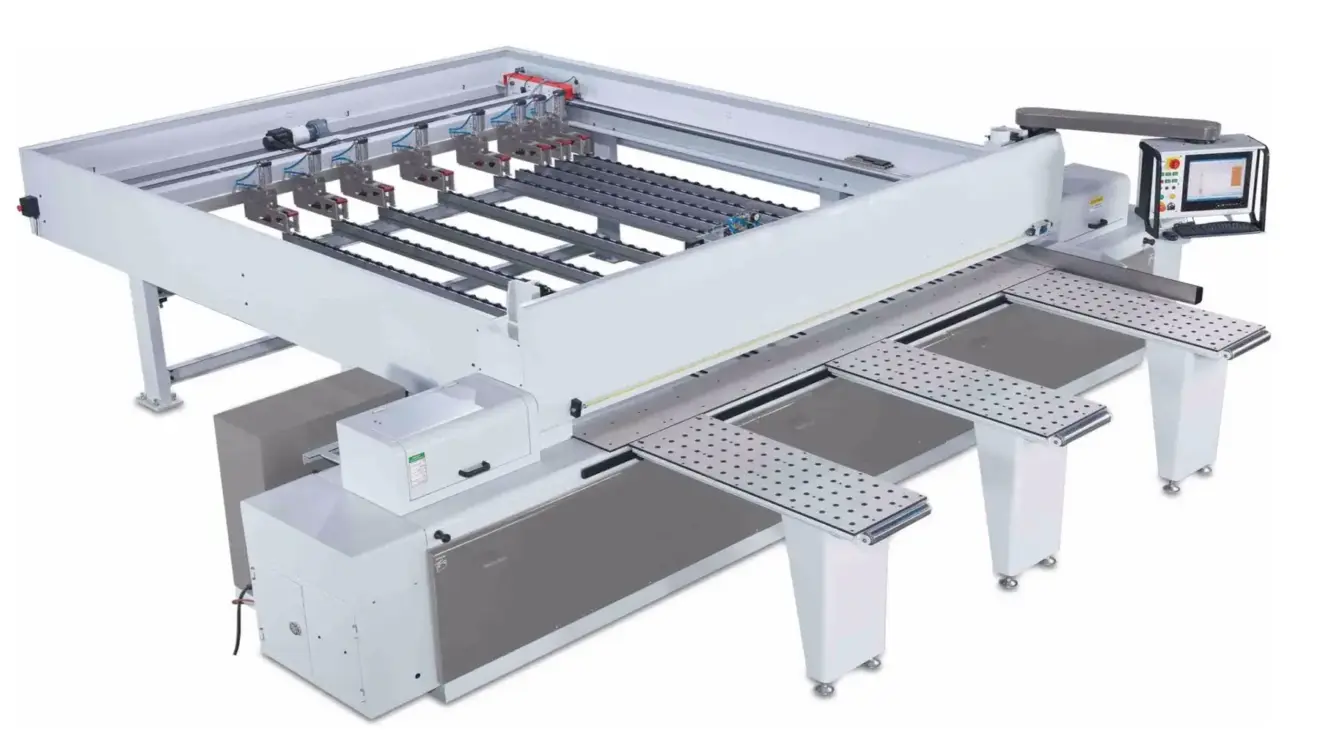
Horizontal Beam Saw vs. Vertical Panel Saw: Which One Fits Better?
Wednesday, 22 April 2026
Many shops only make this comparison after cutting starts holding back the rest of production. By that point, the real problem is usually not whether the saw cuts accurately. It is whether the cutting department matches the way the shop actually works. Both machine types are commonly used for MDF, plywood, particleboard, melamine-faced board, and
- Published in Blog

CNC Drilling Machines In Panel Furniture Manufacturing: Where They Fit Best
Wednesday, 22 April 2026
In panel furniture manufacturing, drilling problems usually do not look dramatic at first. A hole row shifts slightly, connector positions need checking again, hinge hardware takes longer to fit, or cabinet parts reach assembly with just enough variation to slow everything down. The cost shows up later as rework, slower fitting, and operators compensating for
- Published in Blog
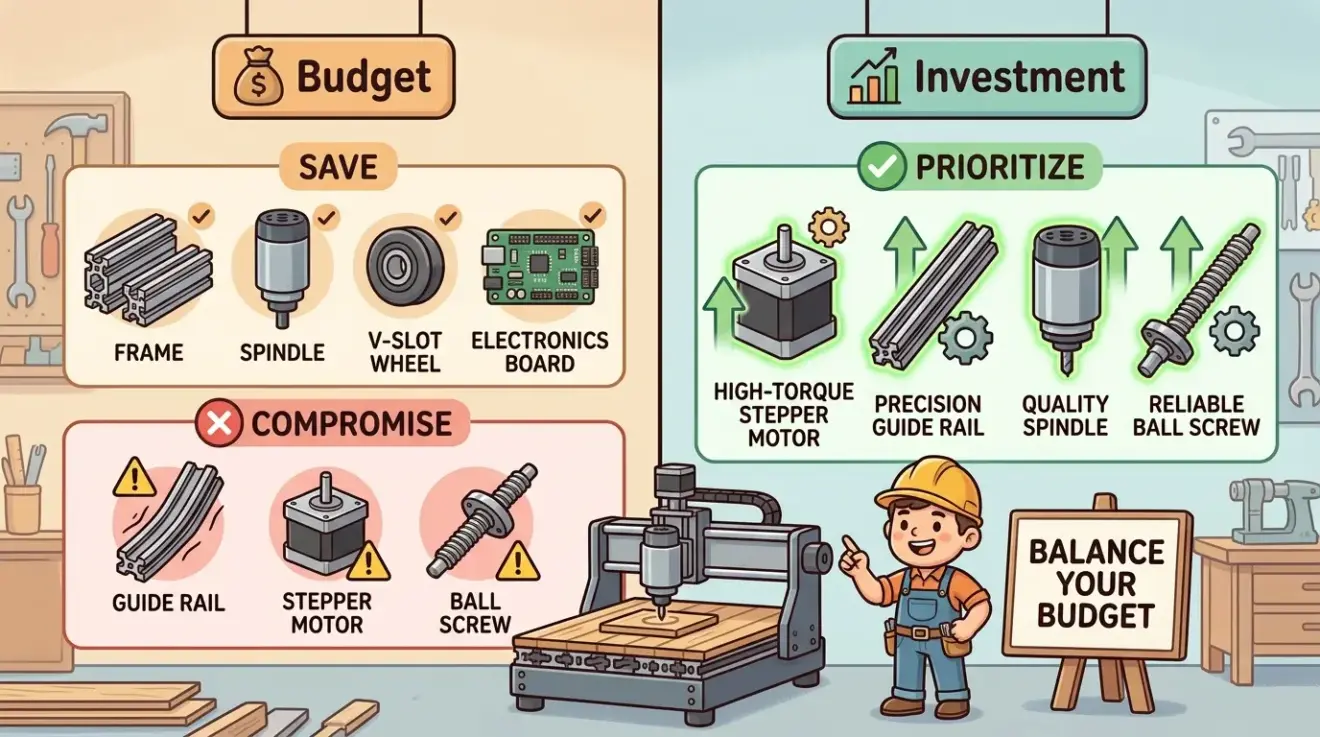
Budget CNC Machine Guide: Where to Save and Where Not to Compromise
Wednesday, 22 April 2026
Buying CNC equipment on a budget is not the same as buying the lowest quote. Budget buying is an exercise in deciding which dollars protect output and which dollars only protect ambition. The confusion starts when buyers treat all cost reductions as equal. They are not. Some savings remove future headroom that the shop does
- Published in Blog
How To Choose the Right CO2 Laser Machine for Non-Metal Processing
Wednesday, 22 April 2026
Buying a CO2 laser machine looks simple until the machine has to do more than produce a clean demo sample. In real production, acrylic display parts, engraved wood panels, plywood components, and other non-metallic jobs place different demands on the same system. The buying decision then becomes less about whether the beam can cut the
- Published in Blog
How to Match Edge Banding Equipment to Different Panel Materials
Wednesday, 22 April 2026
In furniture and cabinet production, edge banding problems are often blamed on glue, settings, or operator technique. Just as often, the real issue is a mismatch between the edge-banding machine and the panel material moving through it. A line that runs acceptably on uniform melamine-faced board may struggle on raw MDF, brittle particleboard, or plywood
- Published in Blog
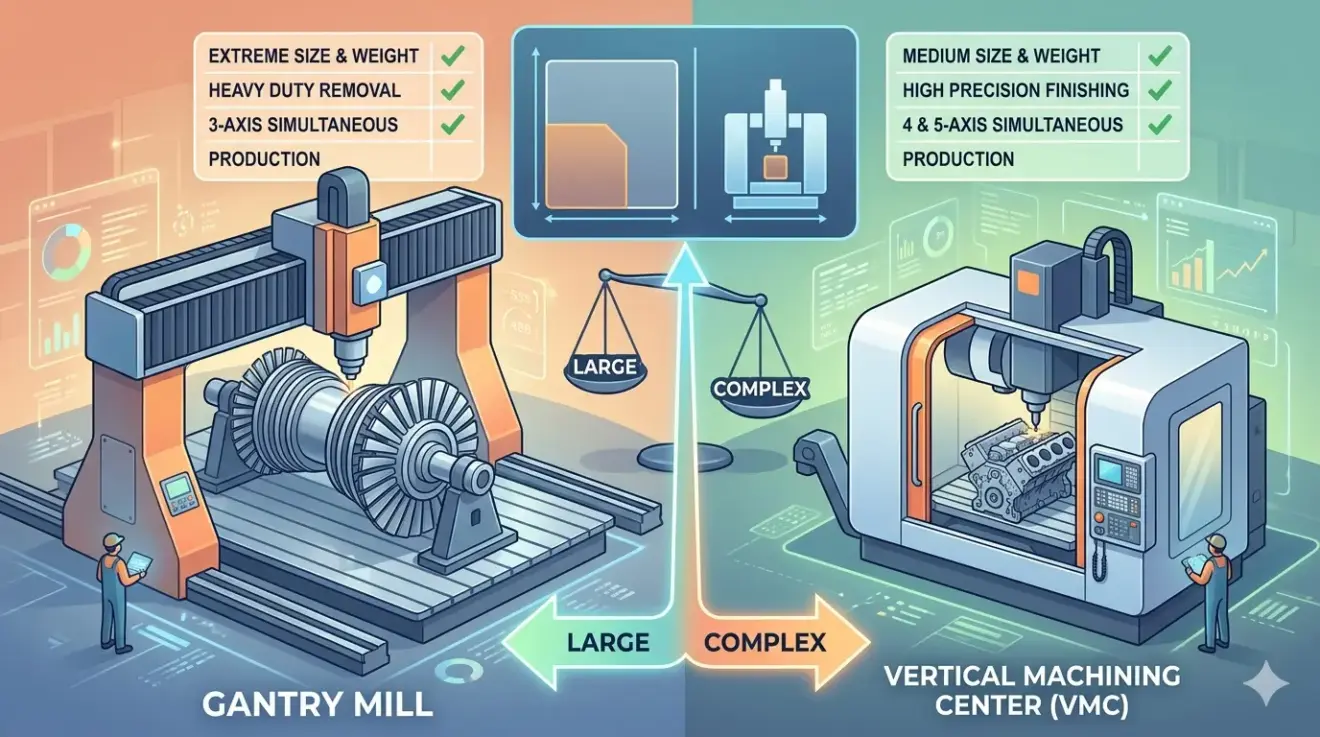
Gantry Mill vs Vertical Machining Center: Which One Fits Large-Part Production?
Wednesday, 22 April 2026
Large-part production changes the meaning of machine selection because the part itself begins to influence the route as much as the toolpath does. Once components become heavier, wider, longer, or simply more awkward to reposition, the decision is no longer about cutting capability in the abstract. It becomes about how the machine meets the workpiece,
- Published in Blog

How to Choose a Stone CNC Machine for Custom Fabrication
Wednesday, 22 April 2026
In custom stone fabrication, the hardest jobs are rarely the biggest slabs. They are the jobs that combine changing edge profiles, tight cutouts, mixed material types, and installation deadlines that leave little room for recuts. When routing, edging, polishing, and detailing depend too heavily on manual referencing, variation often shows up late, when correction is
- Published in Blog
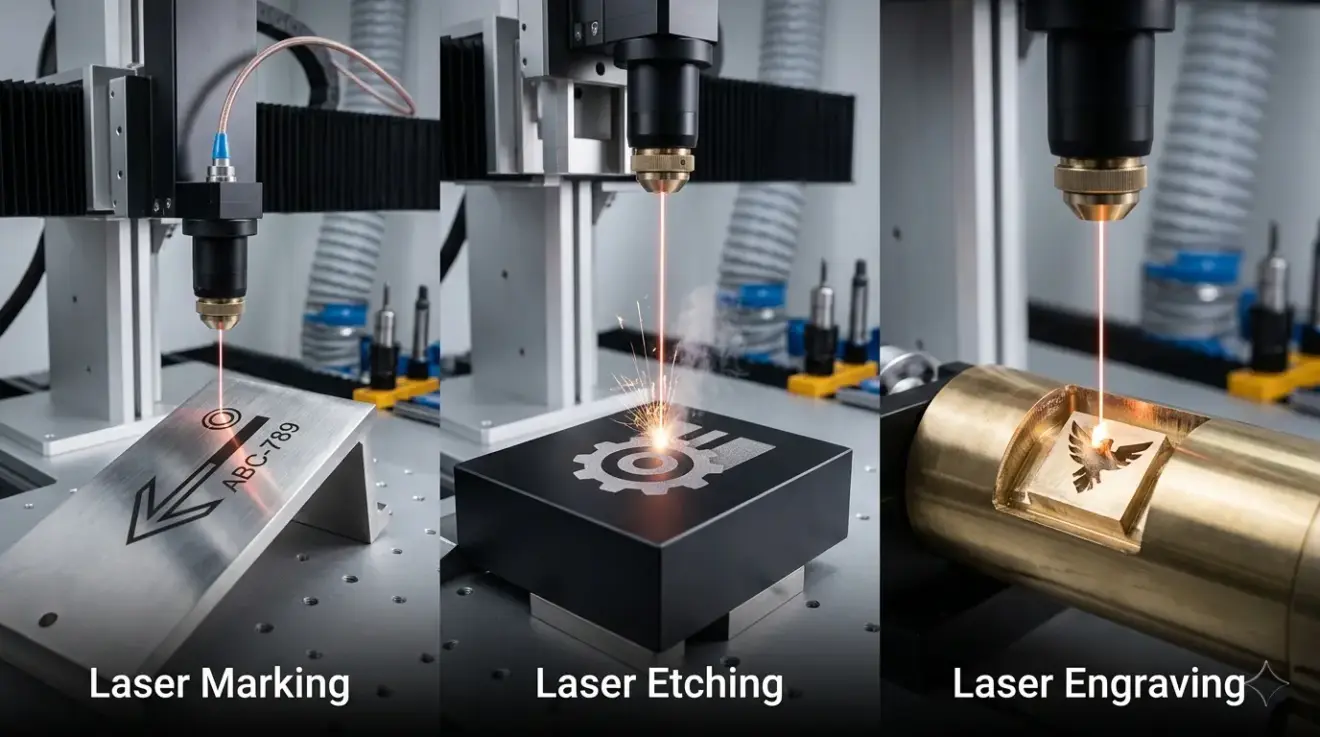
Laser Engraving vs Laser Marking vs Laser Etching: How to Choose the Right Process
Wednesday, 22 April 2026
If a buyer asks for a “laser marking machine,” they may actually need deep branding on wood panels, shallow contrast on coated parts, or durable identification that stays readable after handling. That language gap causes expensive mistakes because engraving, marking, and etching do not solve the same production problem. Within the broader Pandaxis product catalog,
- Published in Blog
How to Choose the Right Laser Machine for a Modern Fabrication Shop
Wednesday, 22 April 2026
A laser machine can be a strong investment for a modern fabrication shop, but only when it matches the real production flow. Shops that process acrylic, wood, coated panels, signage materials, templates, decorative parts, and mixed non-metal components often look at laser systems because they want cleaner detail, faster changeovers, and less secondary finishing. The
- Published in Blog
Chevalier CNC, Kuraki Boring Mill, and Other Industrial Machines: How to Evaluate Specialist Brands
Wednesday, 22 April 2026
Specialist machine brands become attractive when a shop is no longer fighting a general machining problem. The part burden gets more specific, the handling burden gets heavier, setup compromise gets more expensive, and a narrower machine family starts looking like the only honest way to remove friction. That is when names like Chevalier, Kuraki, and
- Published in Blog
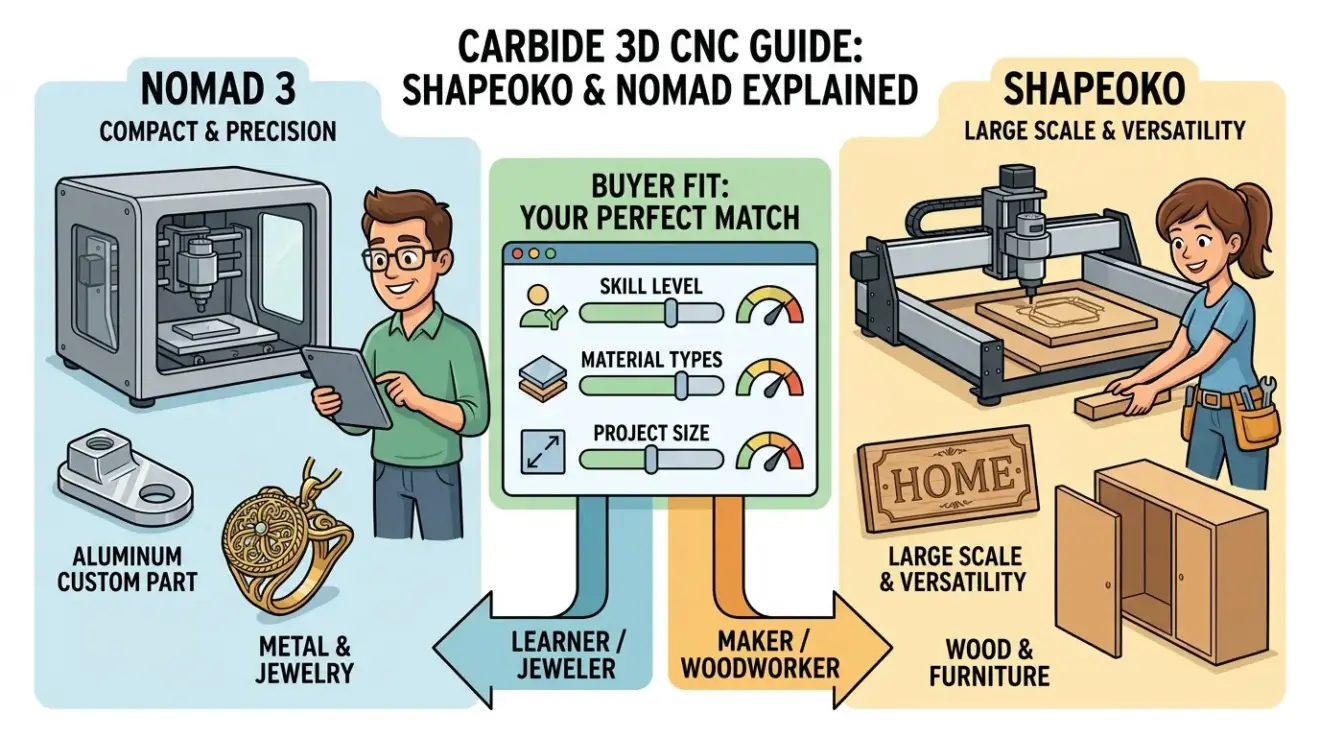
Carbide 3D CNC Machines Explained: Shapeoko, Nomad, and Buyer Fit
Tuesday, 21 April 2026
Carbide 3D machines get grouped together too easily. Buyers say they are considering “Carbide 3D” as if that already defines the workflow, the part family, and the ownership model. It does not. In practice, most buyers are deciding between two different machine logics hidden inside one familiar brand name. One logic is broad, flat, and
- Published in Blog
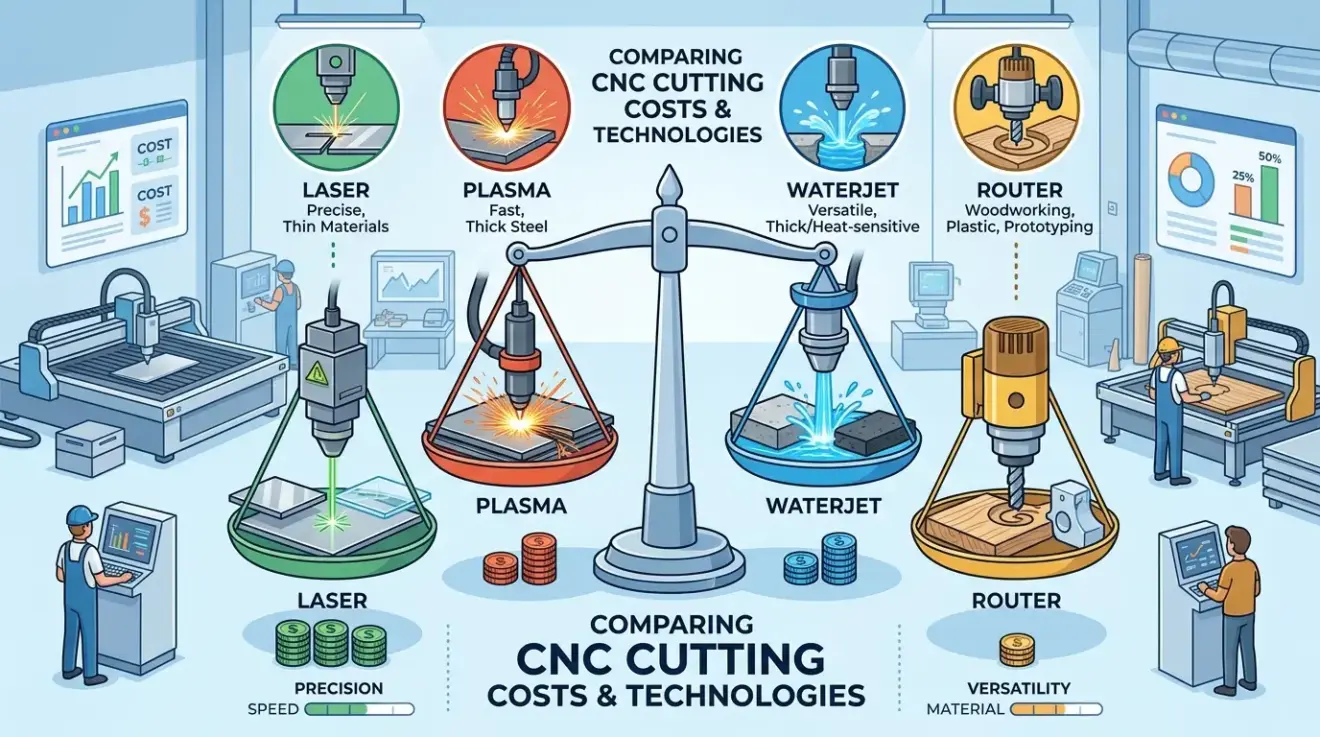
CNC Cutting Machine Price Guide: Comparing Laser, Plasma, Waterjet, and Router Costs
Tuesday, 21 April 2026
CNC cutting machines are rarely chosen badly because the buyer cannot read a quotation. They are chosen badly because the quotation is treated as if it already contains the whole economic truth. It does not. A router can look financially safe until the shop prices tooling, spoilboards, hold-down discipline, dust extraction, and setup labor honestly.
- Published in Blog
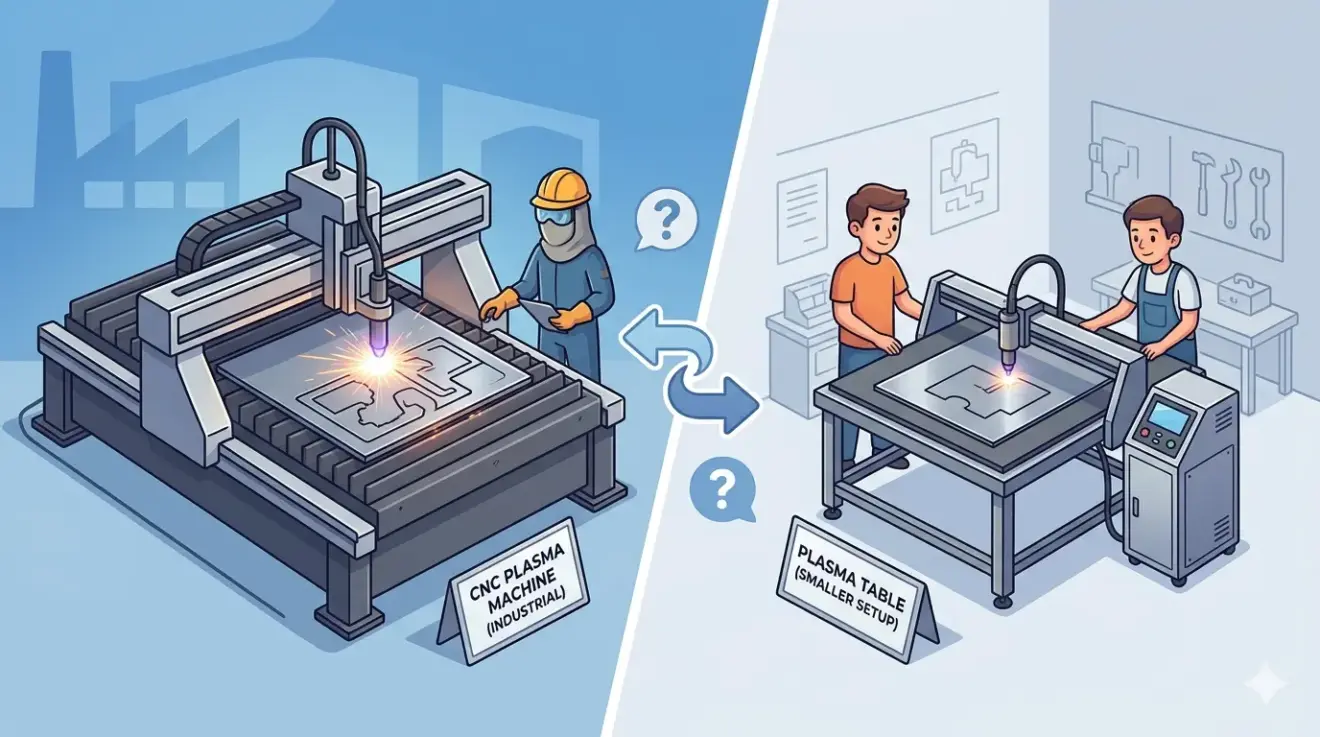
CNC Plasma Cutting Machine vs Plasma Table: Which Setup Should You Choose?
Tuesday, 21 April 2026
Most buyers are not choosing between two different cutting physics here. The torch process is usually the same. The real difference is scope. One supplier may be describing the flat cutting platform. Another may be describing the broader package around it: motion system, height control, controller, software flow, extraction assumptions, startup support, and the general
- Published in Blog
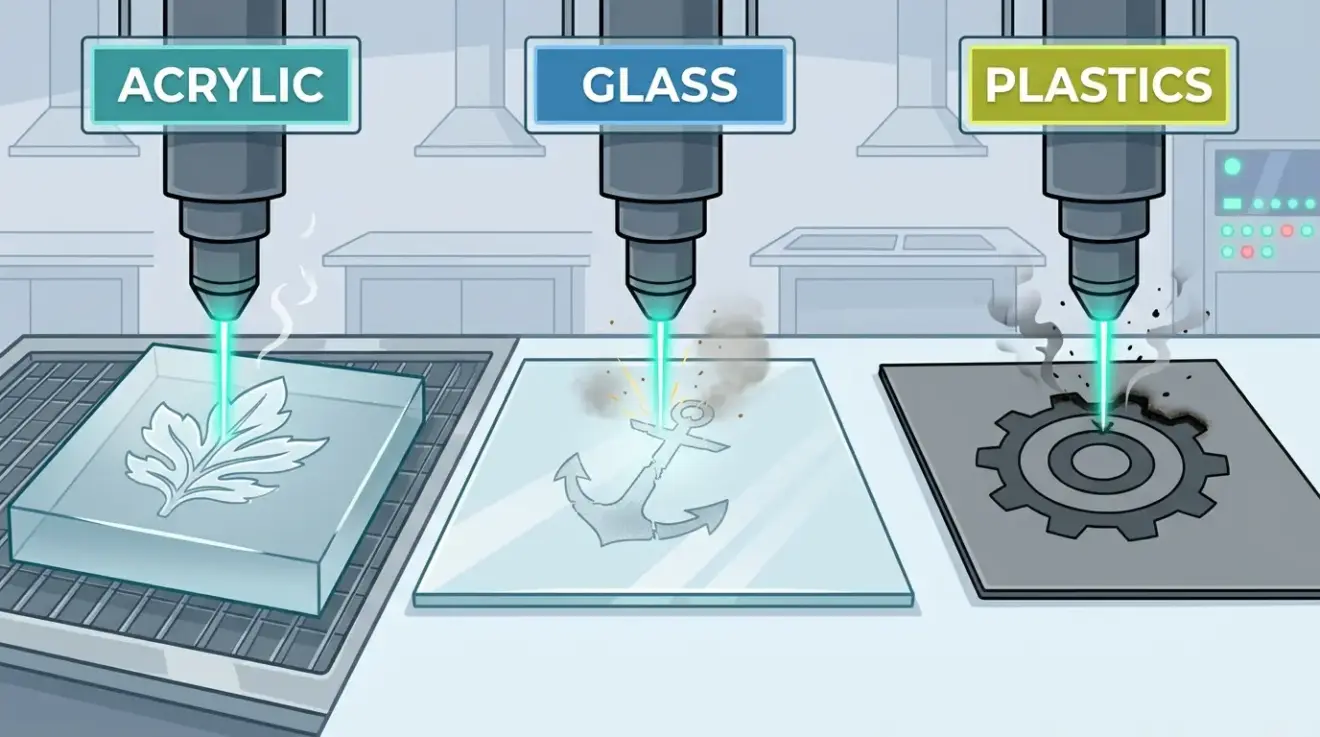
Laser Engraver for Acrylic, Glass, and Plastic: What Actually Changes by Material?
Tuesday, 21 April 2026
Many buyers start with a reasonable assumption: if one laser engraver can mark acrylic, it should handle glass and plastic with only minor adjustments. In real production, that assumption usually breaks down fast. The beam may come from the same machine family, but the material response, reject risk, cleanup burden, and recipe discipline can change
- Published in Blog
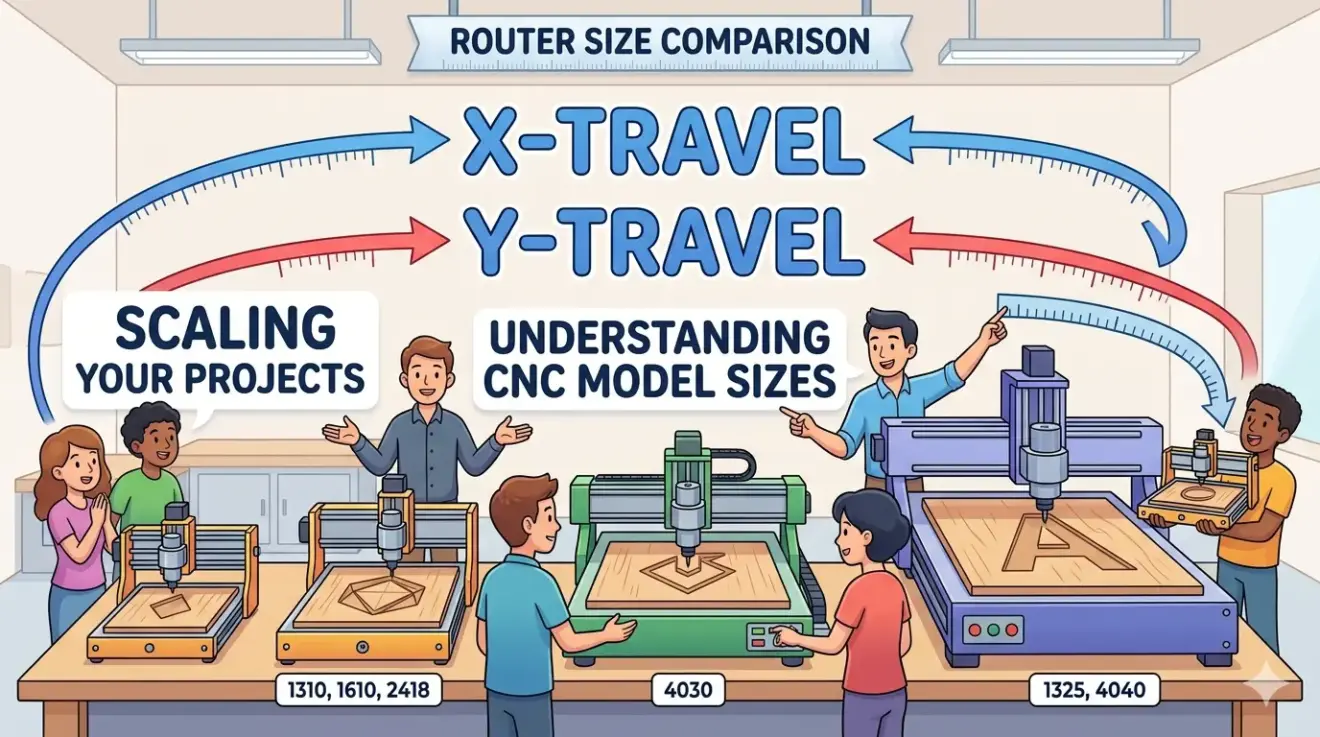
CNC 1310, 1325, 1610, 2418, 4030, and 4040 Machines: How These Router Model Numbers Compare
Tuesday, 21 April 2026
These router model numbers look more precise than they really are. In most listings, 1310, 1610, 2418, 4030, 4040, and 1325 function mainly as rough size cues. They do not tell you what the frame feels like under load, how clean the control stack is, whether the spindle and motion system are worth trusting, or
- Published in Blog

Small Laser Cutters for Light Commercial Work: Where They Fit and What to Evaluate
Tuesday, 21 April 2026
A small laser cutter can be a practical production tool for light commercial work, but only when the job mix matches the machine. For sign makers, gift-product businesses, small-batch decor shops, packaging prototyping teams, and custom-product workshops, the real question is not whether a machine is small. It is whether that smaller format can deliver
- Published in Blog
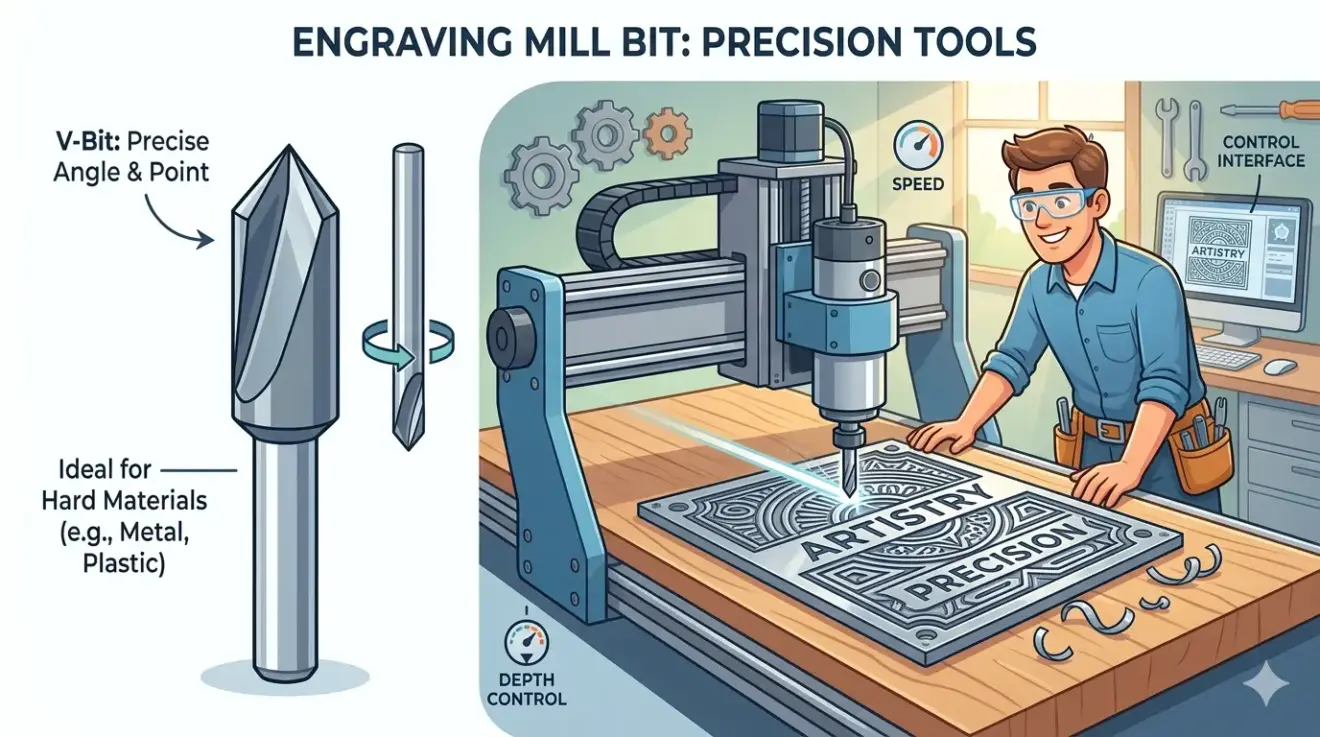
What Is an Engraving Mill Bit?
Tuesday, 21 April 2026
An engraving mill bit is a detail-cutting tool used to create text, logos, narrow decorative lines, serial numbers, panel markings, and other shallow features where the finished mark matters more than the amount of material removed. In practice, the phrase usually points to pointed, tapered, V-shaped, or other fine-geometry cutters designed to leave a controlled
- Published in Blog

Phantom CNC, Yeti CNC, and Other Niche Machines: How to Evaluate Unknown Brands
Tuesday, 21 April 2026
Buyers searching for CNC machines eventually run into lesser-known brand names that are hard to verify. Sometimes they appear through marketplace listings, niche reseller sites, regional forums, or fragmented video coverage. The attraction is obvious: the machine may look capable, the price may seem attractive, and the seller may imply that the brand is simply
- Published in Blog
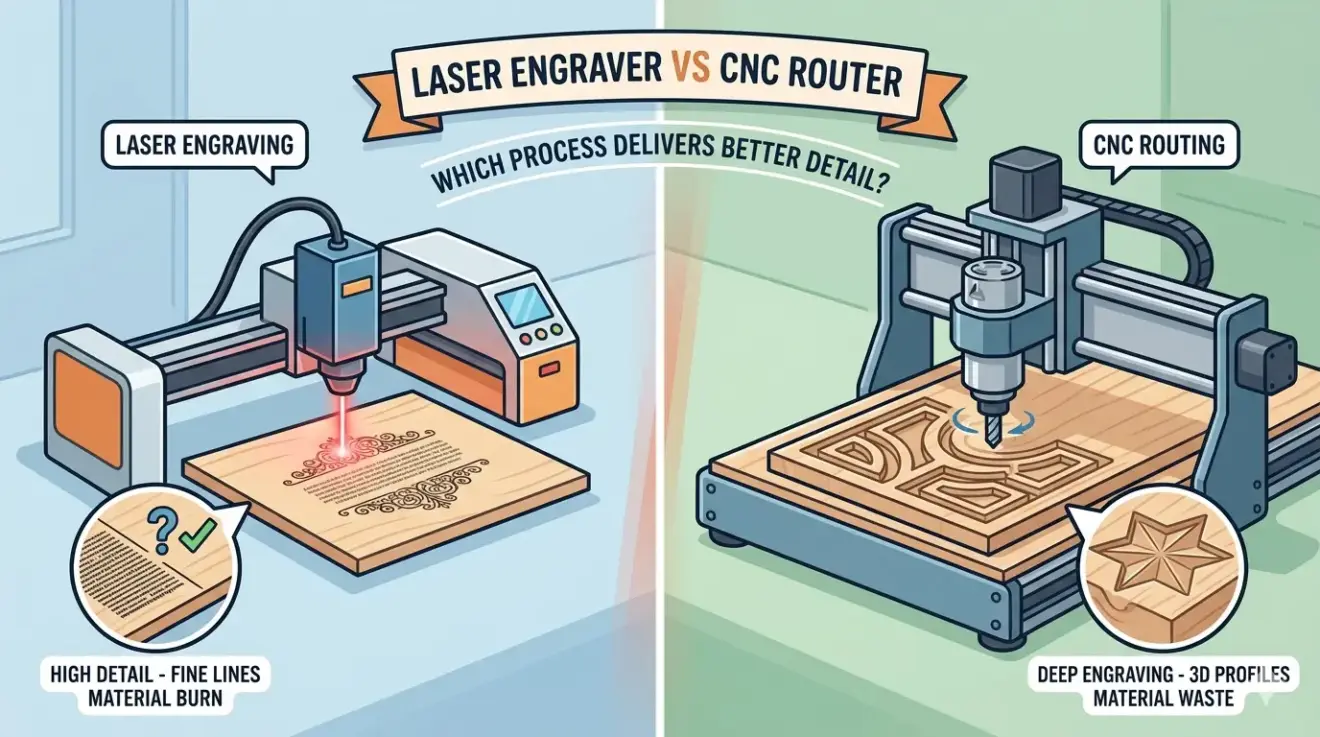
Laser Engraver vs CNC Router for Wood Products: Which Process Delivers Better Detail?
Tuesday, 21 April 2026
In wood-product manufacturing, “better detail” is usually the wrong starting question. A factory making branded gift boxes, decorative wall panels, or engraved signage is chasing one kind of detail. A shop producing carved cabinet doors, profiled furniture parts, or routed joinery features is chasing another. A laser engraver usually delivers better detail when the job
- Published in Blog
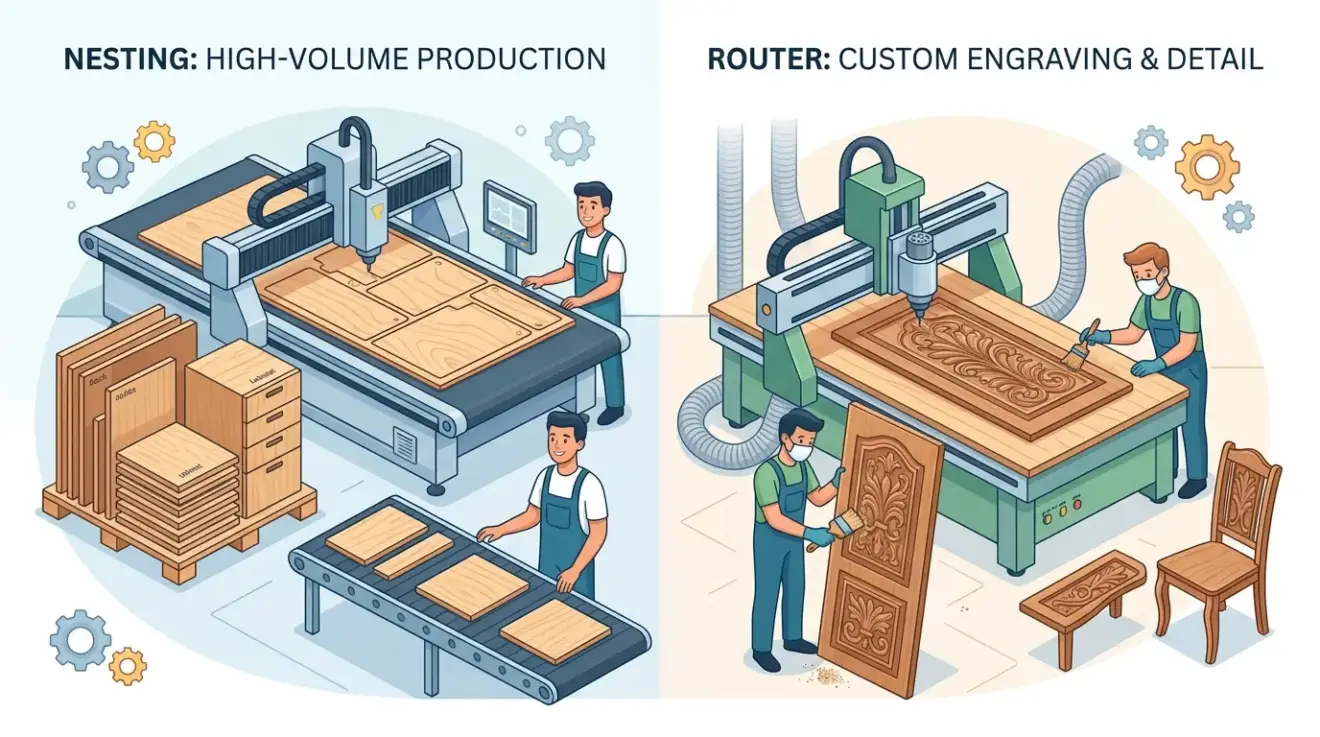
CNC Nesting Machine vs. CNC Router: What Actually Changes In Furniture Production?
Tuesday, 21 April 2026
In furniture manufacturing, this comparison usually appears when a factory wants faster panel processing but is not yet clear about what kind of machining problem it is really trying to solve. The symptoms often look similar at first: too much manual handling, unstable part flow, poor material utilization, slow cut-to-assembly turnaround, or too much rework
- Published in Blog
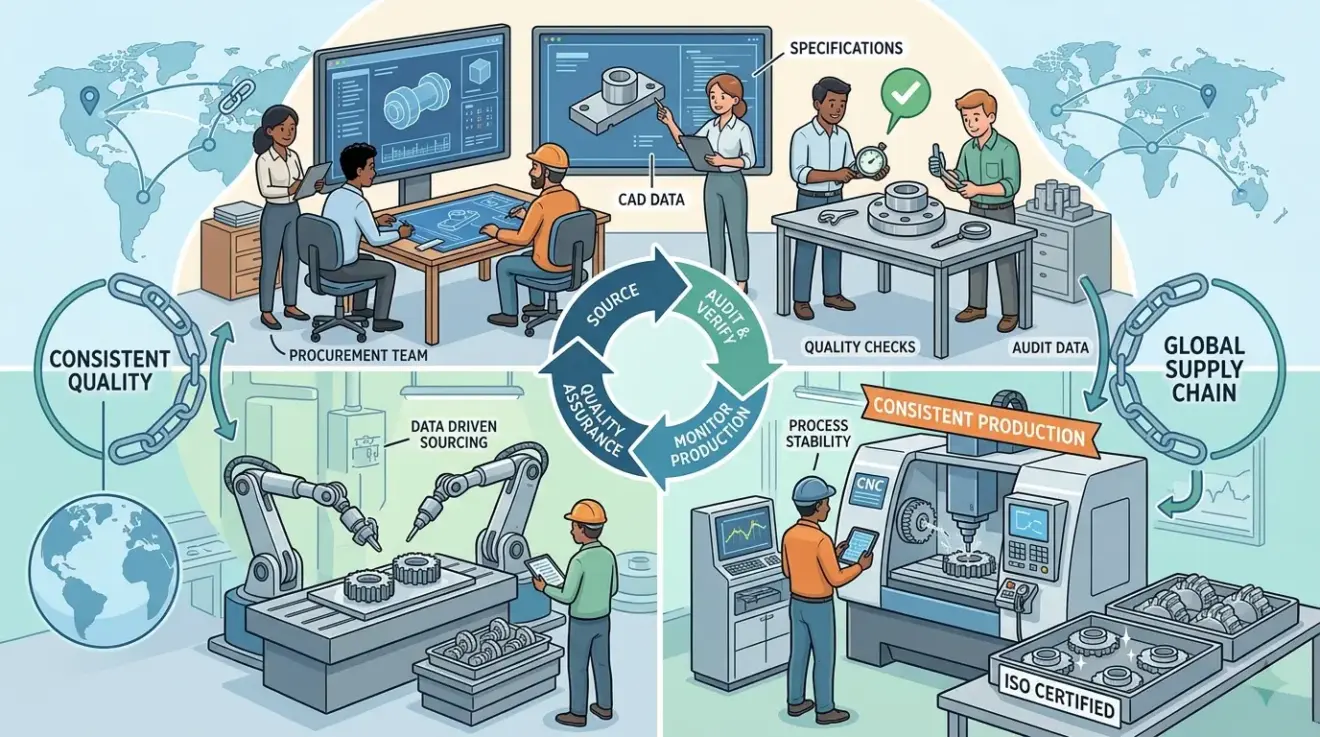
Machined Parts and CNC Components: How to Source Consistent Quality
Tuesday, 21 April 2026
Consistent quality in machined parts does not begin at incoming inspection. It begins much earlier, with how the part is defined, how suppliers are screened, how critical features are prioritized, and how both sides handle variation when it appears. Buyers who treat CNC components like generic commodities usually discover the limits of that approach only
- Published in Blog
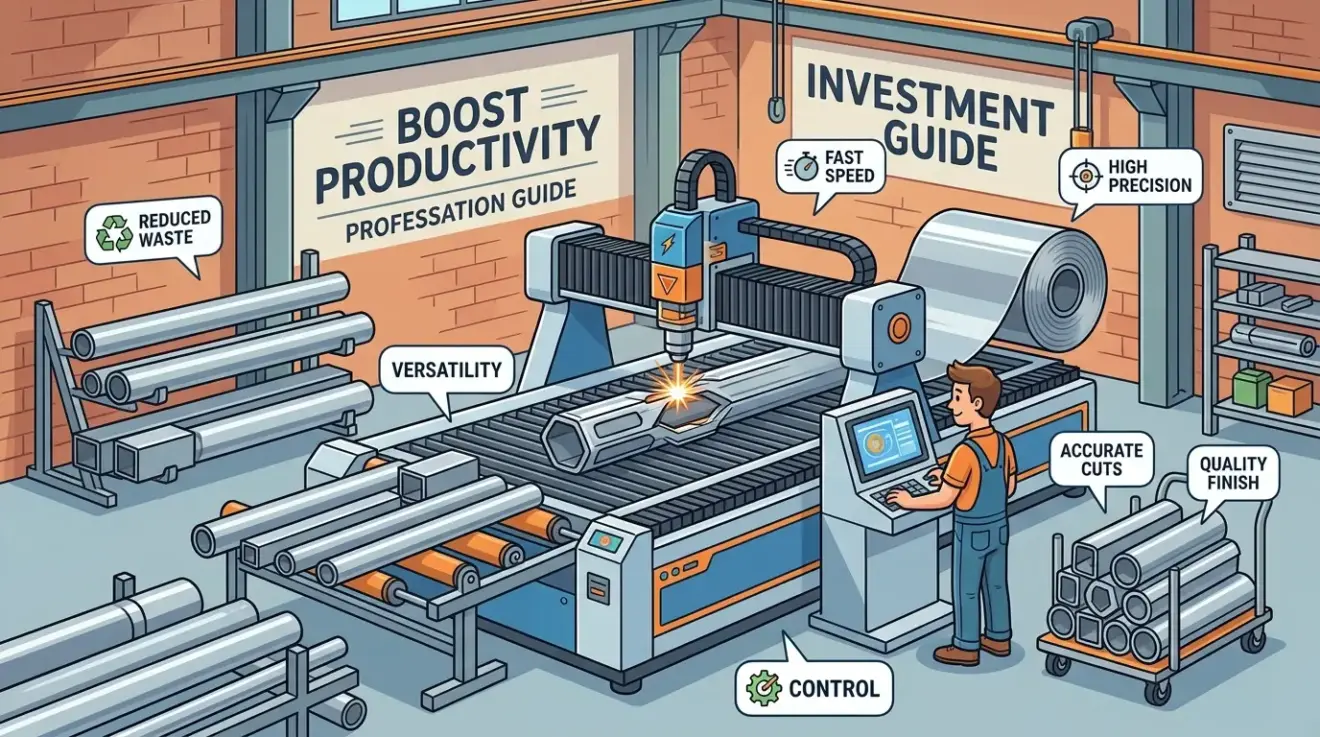
Laser Pipe Cutting Machine Buying Guide for Fabrication Shops
Monday, 20 April 2026
For many fabrication shops, tube and pipe cutting becomes a bottleneck long before welding or assembly does. The problem is usually not whether material can be cut at all. The problem is how consistently the shop can process round tube, square tube, rectangular profiles, and other structural sections without losing time to manual handling, secondary
- Published in Blog
Panel Saws Explained: Types, Applications, and Buying Factors
Monday, 20 April 2026
Panel processing often determines whether a furniture or cabinet factory runs in a controlled rhythm or spends the day correcting avoidable variation. If raw sheets are cut slowly, arrive downstream out of square, or require repeated manual checking, the cost does not stop at the saw. It carries into edge quality, drilling accuracy, sorting, and
- Published in Blog
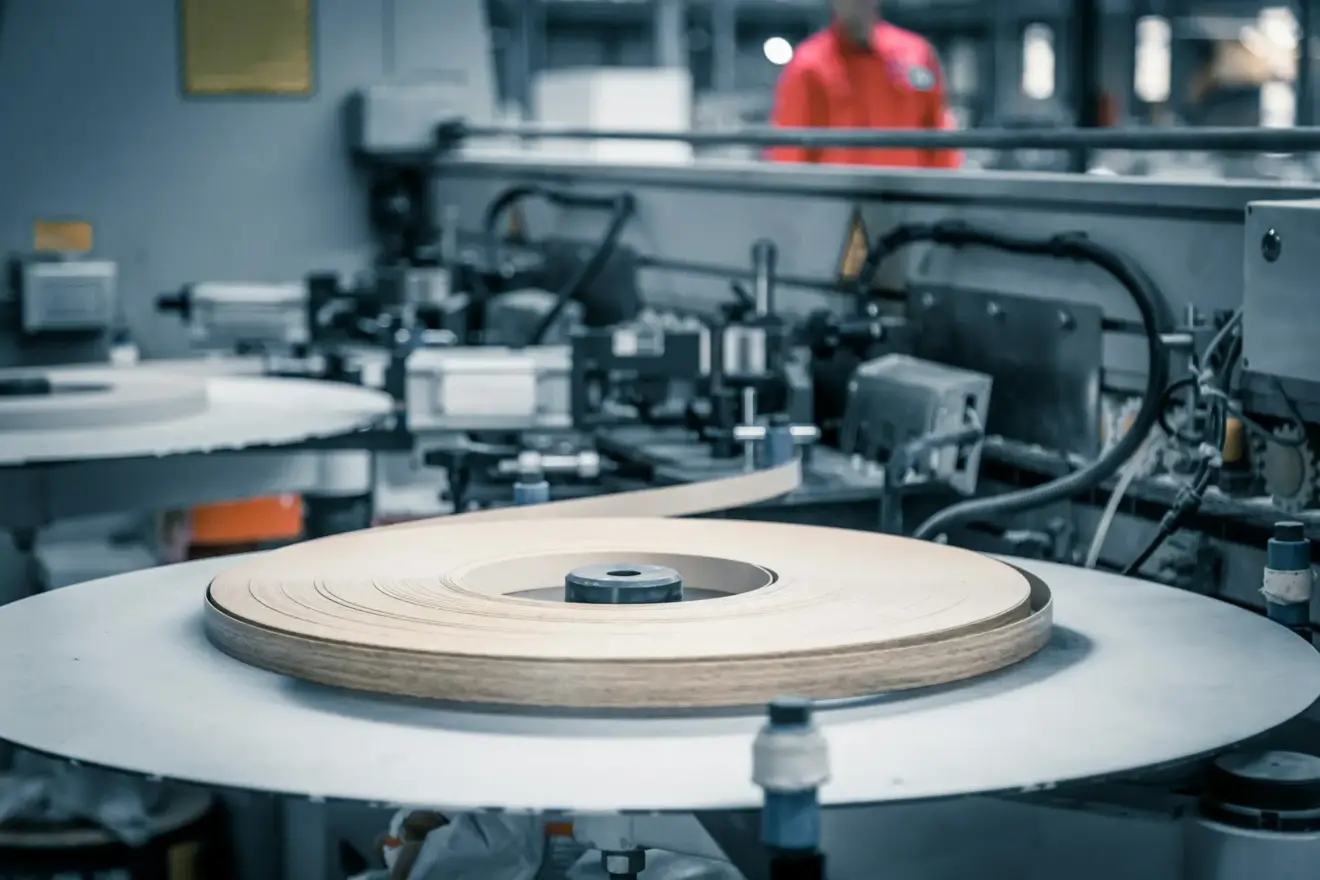
Edge Banding Equipment: What Matters Beyond Speed?
Monday, 20 April 2026
In panel furniture production, edge banding problems rarely show up as an argument about speed. They show up as visible glue lines, chipped corners, edge lifting after handling, mismatched panels at assembly, and operators stopping the line to correct work that should have moved forward cleanly the first time. That is why edge banding equipment
- Published in Blog
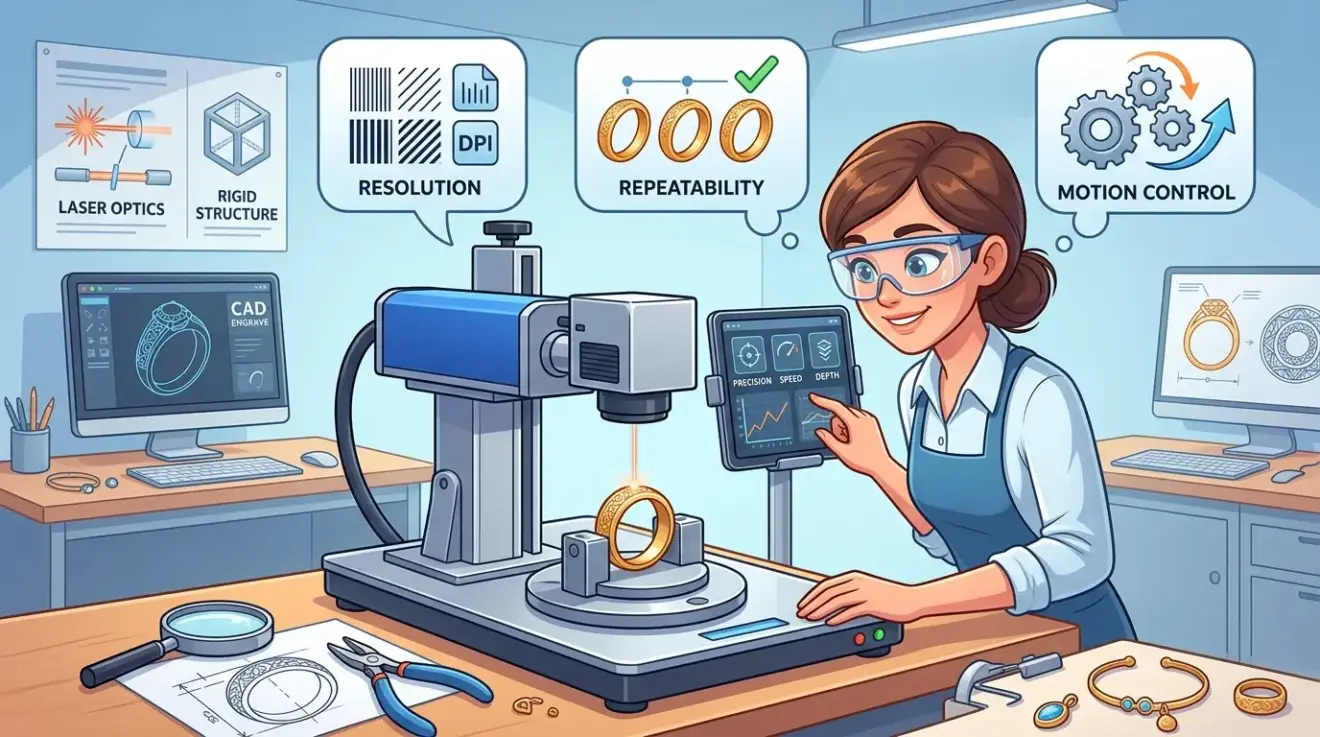
Jewelry Engraving Machine: What Precision Buyers Should Look For
Monday, 20 April 2026
A jewelry engraving machine can look impressive in a product demo, but precision buyers usually run into trouble after the machine arrives, not before. A single clean sample on a flat test piece does not prove that the system will hold fine text on a curved ring, keep logo placement consistent on small pendants, or
- Published in Blog
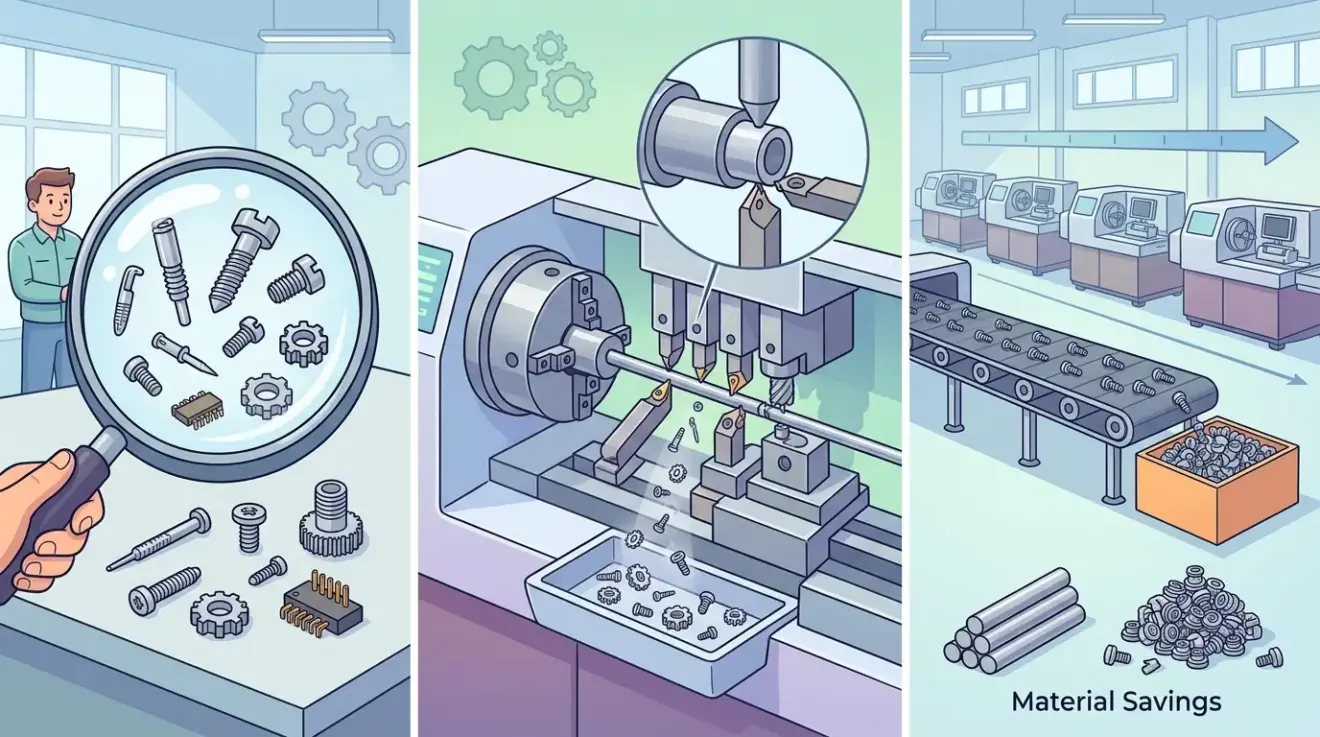
Swiss Turn Parts Explained: When Swiss-Type Machining Is the Better Option
Monday, 20 April 2026
Swiss-turn parts are often described as “small precision parts,” but that shorthand hides the real decision. Small size alone does not make Swiss-type machining the right route. The better test is whether the part becomes easier to control when the material is supported close to the cut. If that support changes the stability of the
- Published in Blog
UV Laser Engraver for Fine, Low-Heat Marking: Where It Fits Best in Production
Monday, 20 April 2026
When a part needs a small, clean mark on a heat-sensitive surface, the problem is not simply whether a laser can make a visible result. The harder problem is whether the mark can stay sharp without whitening thin plastics, distorting coated finishes, cracking delicate surfaces, or creating enough cosmetic damage to turn traceability work into
- Published in Blog

How To Choose a Beam Saw Machine for Furniture Factories
Monday, 20 April 2026
In a furniture factory, panel cutting rarely fails because the saw cannot make a cut. It fails when the cutting cell cannot feed the rest of production in a stable, repeatable way. If cabinet sides, shelves, doors, bottoms, and partitions arrive late, out of square, or inconsistent from batch to batch, the pressure immediately shifts
- Published in Blog
What Is a Ball Nose Router Bit?
Monday, 20 April 2026
When shops ask about a ball nose router bit, they are usually not really asking about the tool in isolation. They are asking a workflow question: how do we machine curved geometry without handing all the labor back to sanding, scraping, and finish prep? A flat end tool can remove stock quickly, but once the
- Published in Blog