CNC Machine Plans: When Plans Save Money and When They Create Rework
Monday, 04 May 2026
CNC machine plans often look attractive because they seem to lower the purchase bill, preserve flexibility, and let the company tailor the final machine to its own needs. Those advantages can be real. But the benefits only hold when the company is deliberately taking on the engineering, integration, support, and documentation work that a finished
- Published in CNC
CNC Simulator Tools: When Virtual Testing Saves Time and Scrap
Monday, 04 May 2026
Simulation becomes valuable the moment a machine stops being used as a debugging station. If a risky retract, a holder collision, a travel-limit error, or a wasteful sequence can be found while the program is still on the programmer’s screen, the software is doing real work. If the program reaches the machine before anyone has
- Published in CNC
What Is a CNC Slicer? Common Meanings and Use Cases
Monday, 04 May 2026
The phrase “CNC slicer” causes confusion because it sounds reasonable in several different digital-manufacturing contexts but does not point cleanly to one standard industrial tool. One buyer may mean a true 3D-printing slicer. Another may mean CAM software for a router or mill. A third may mean nesting software for sheet optimization. In some shops
- Published in CNC
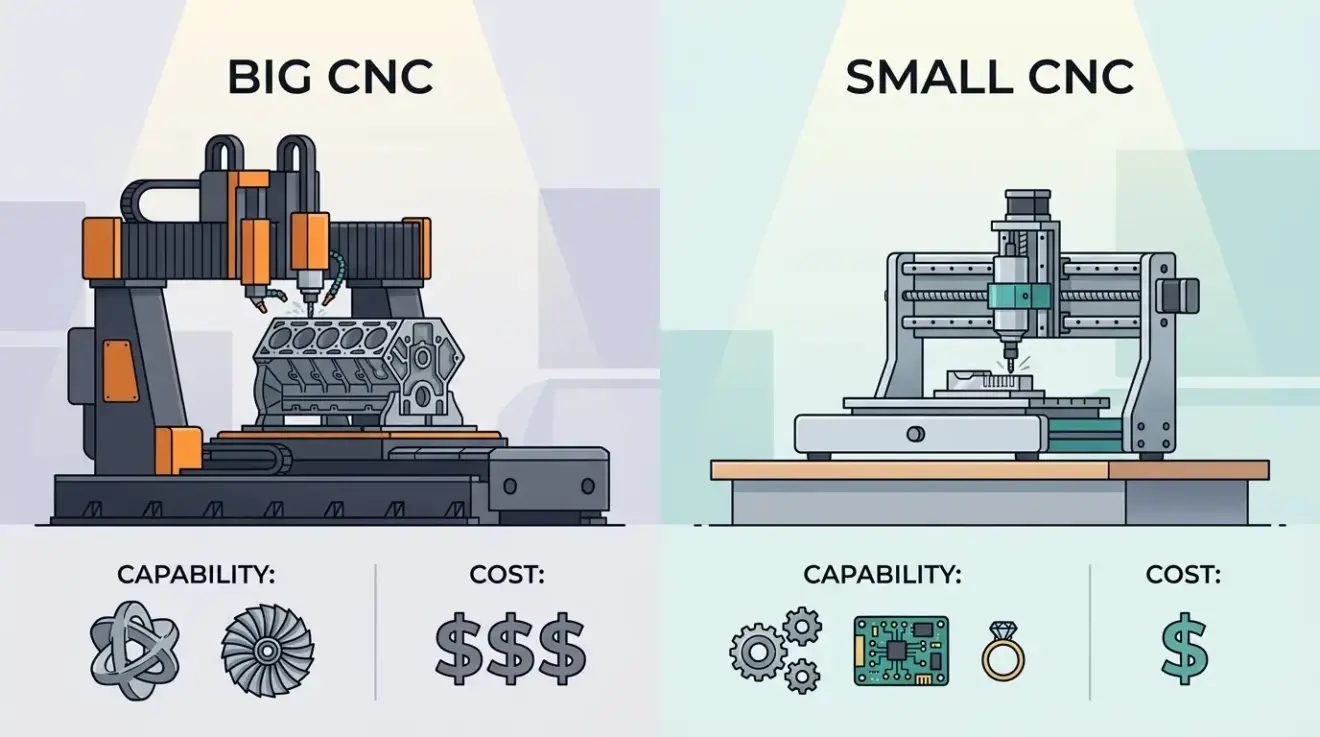
Big CNC Machine vs Small CNC Machine: How Size Changes Cost and Capability
Sunday, 03 May 2026
When buyers compare a big CNC machine with a small CNC machine, they usually start with travel. That is only part of the story. Machine size changes staging, loading, walking distance, workholding, unload logic, and the amount of surrounding discipline the shop must build to keep the machine productive. So the real comparison is not
- Published in CNC
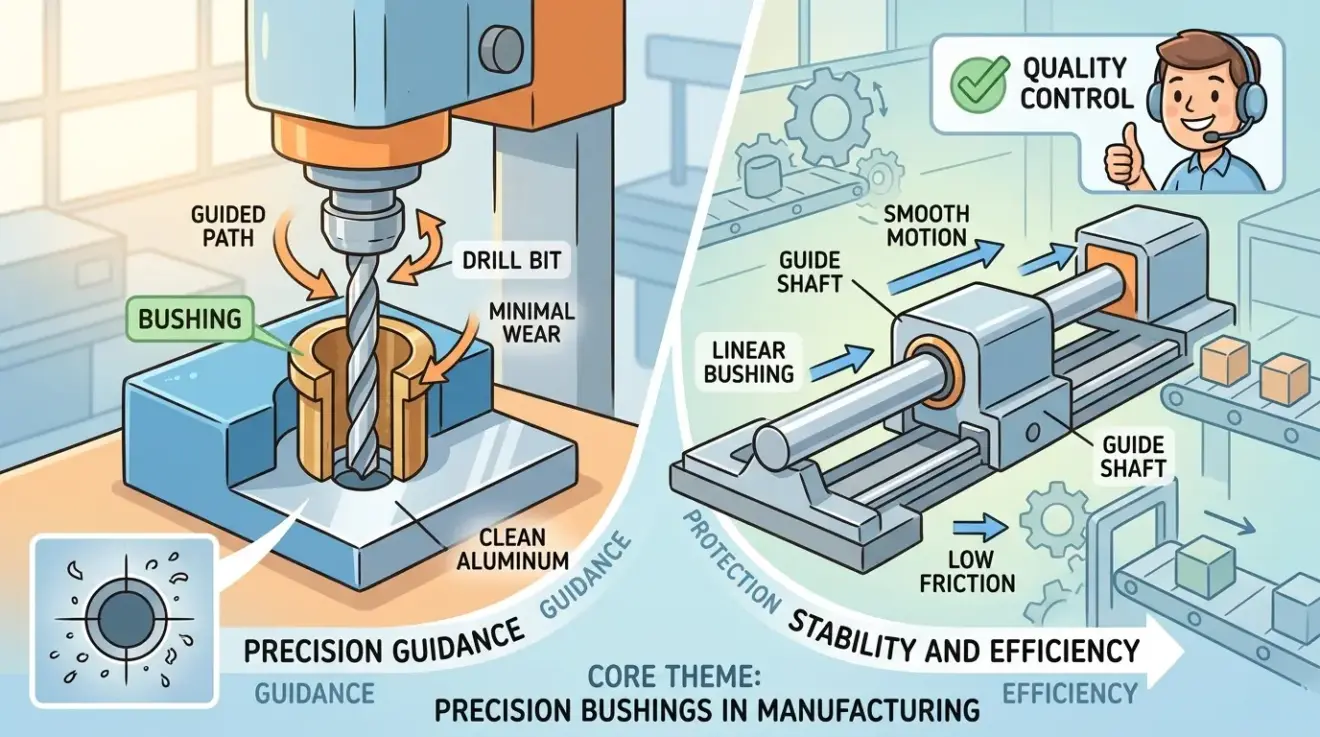
What Are CNC Bushings Used For?
Sunday, 03 May 2026
Shops almost never develop an abstract interest in bushings. The question usually appears when a machine becomes harder to trust. An axis develops vague roughness. A moving assembly gains play. Surface finish changes without an obvious tooling reason. Noise grows, but nothing looks catastrophic enough to explain the drop in repeatability. That is when maintenance
- Published in CNC

Root CNC, RS CNC, and PrintNC-Style Open Builds: Which DIY Community Platform Fits You?
Sunday, 03 May 2026
Community-built CNC platforms attract buyers because they offer something commercial products often do not: a feeling that the machine can be understood, adapted, and owned more deeply by the builder. That makes search terms like Root CNC, RS CNC, and PrintNC-style open builds attractive to technically curious users who do not just want to buy
- Published in CNC
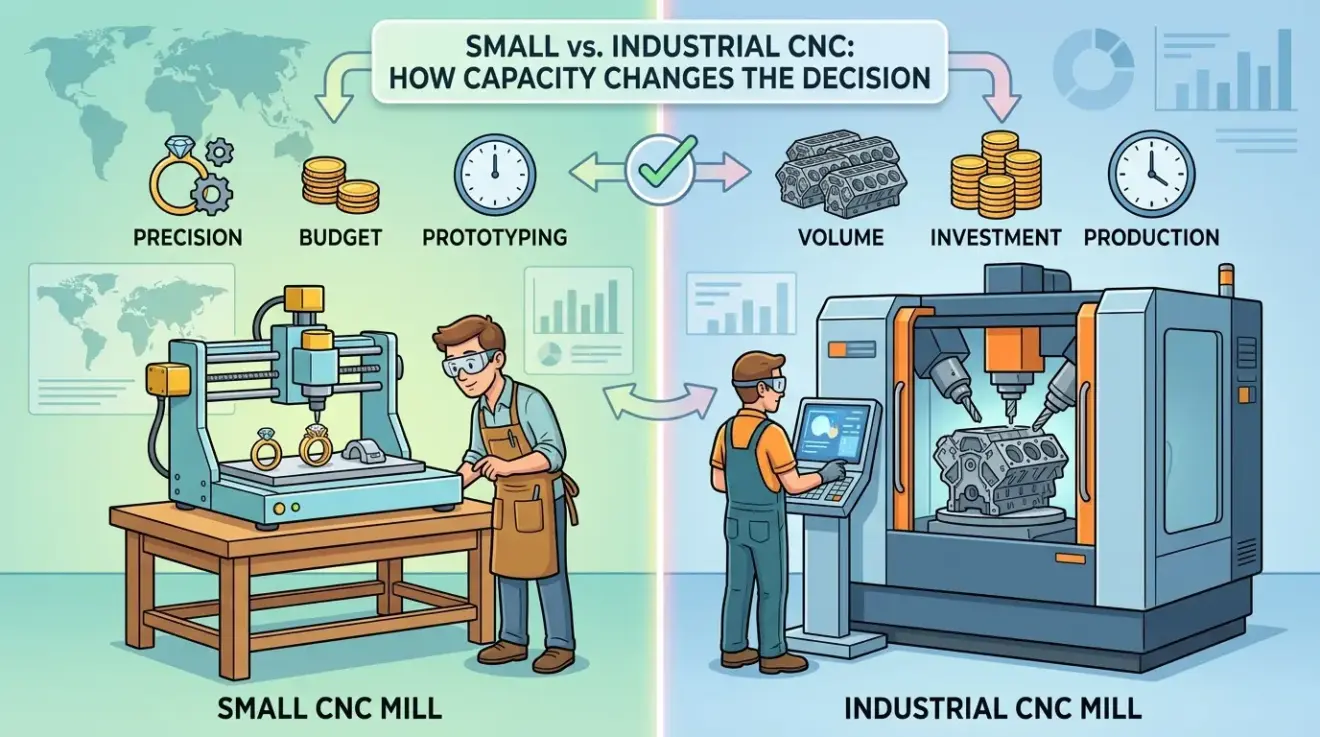
Small CNC Mill vs Industrial CNC Mill: How Capacity Changes the Decision
Sunday, 03 May 2026
The difference between a small CNC mill and an industrial CNC mill is not only physical size. Capacity changes how the machine behaves under load, how the shop staffs it, what materials it can process calmly, and what kinds of jobs can be quoted with confidence. Small mills can be genuinely useful for prototypes, fixtures,
- Published in CNC
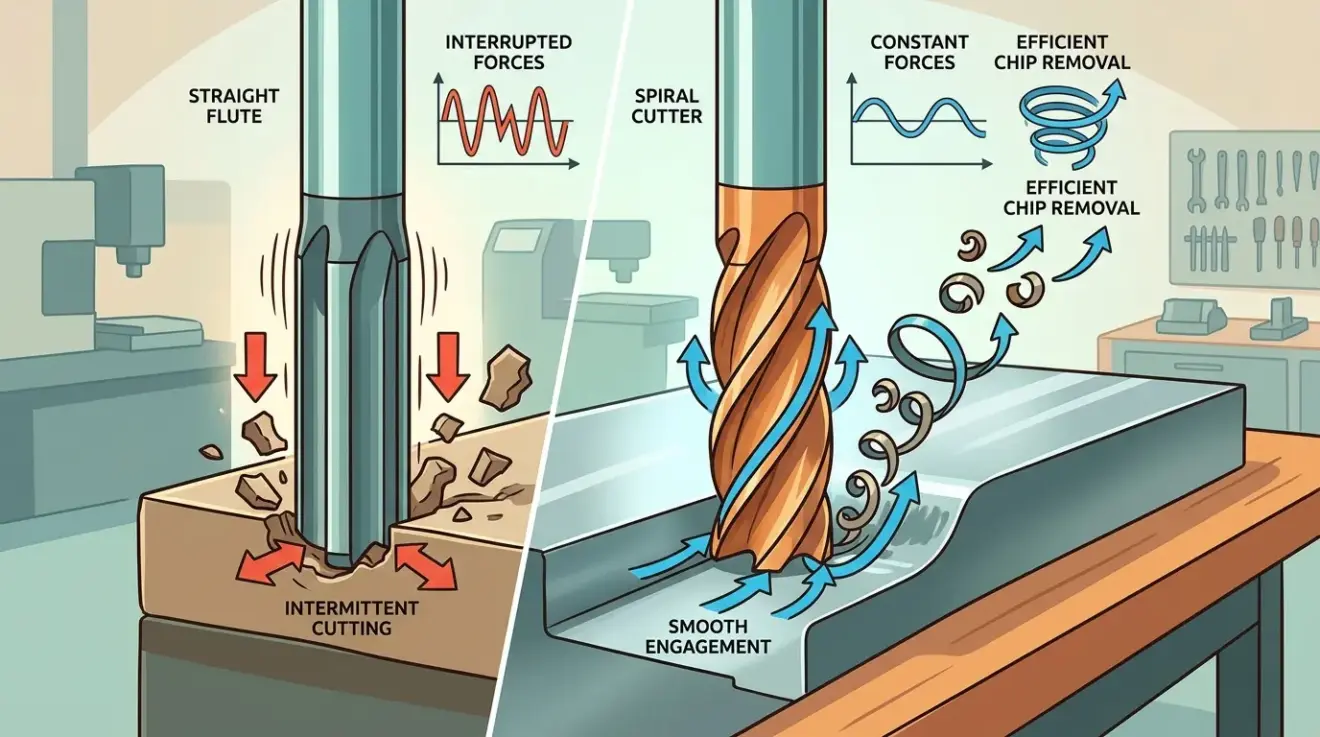
What Is a Spiral Milling Cutter?
Sunday, 03 May 2026
A spiral milling cutter is a milling or router-style cutting tool with helical flutes that shear material and guide chips along the body of the cutter while it works. That basic description is true, but it is not enough to make a good buying decision. The term “spiral milling cutter” describes a family of tools,
- Published in CNC
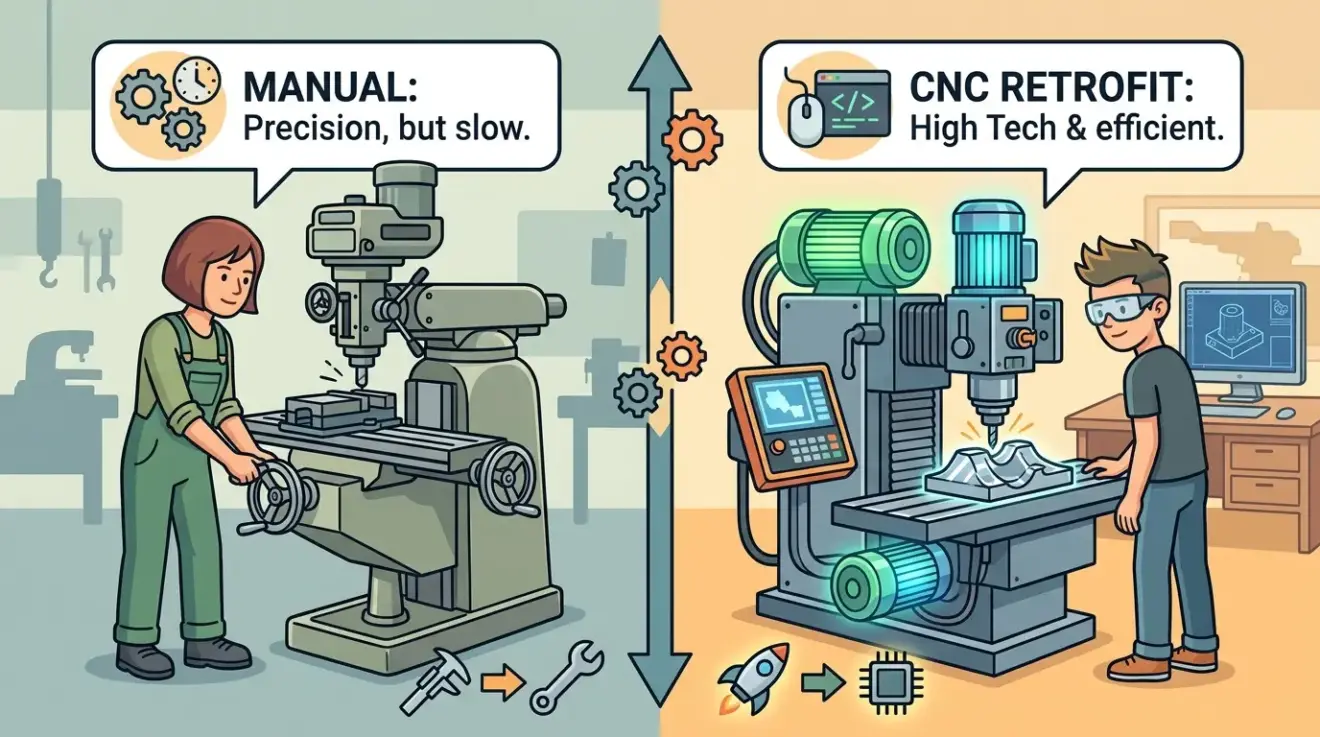
Central Machinery Mill CNC Conversion vs Manual Mill CNC Conversion: Which Retrofit Path Is Better?
Saturday, 02 May 2026
This question looks simple only if you stop at donor price. Once you look one layer deeper, it becomes a project-architecture decision. Are you building mainly to learn CNC conversion work at a tolerable entry cost, or are you building because you want the finished machine to behave like a credible working asset with fewer
- Published in CNC

CNC 6090 Router Guide: When a Mid-Size Router Makes More Sense Than a 6040
Saturday, 02 May 2026
The 6090 router sits in an awkward but useful part of the CNC market. It is bigger than the compact classes that most buyers start with, but still far smaller than a true full-sheet platform. That middle position gives it real value and real risk. It can remove a recurring setup burden that smaller tables
- Published in CNC
CNC Machine for Doors: What Woodworking Shops Should Look For
Saturday, 02 May 2026
Door production is one of the fastest ways to expose whether a CNC machine is truly suited to woodworking production or only suited to a clean showroom demonstration. A machine may cut simple sample panels convincingly and still struggle once the schedule fills with slab doors, narrow rails, shaker parts, decorative routed faces, painted components,
- Published in CNC
4×8 CNC Machine Guide: Router, Plasma, or Hybrid Table?
Saturday, 02 May 2026
A 4×8 footprint can make several machine types look deceptively similar. A router table, a plasma table, and a hybrid concept may all occupy roughly the same floor area, but they are built around different materials, different housekeeping rules, different edge expectations, and different downstream work. The right question is not which machine fits the
- Published in CNC
What Is CNC OEM Manufacturing?
Saturday, 02 May 2026
CNC OEM manufacturing sounds straightforward until a buyer has to rely on it. Then the real questions show up quickly. Is this company the actual factory? Does it own the design? Is it building to another brand’s specification? Is it only reselling a machine or subsystem assembled elsewhere? If support fails later, who is responsible
- Published in CNC
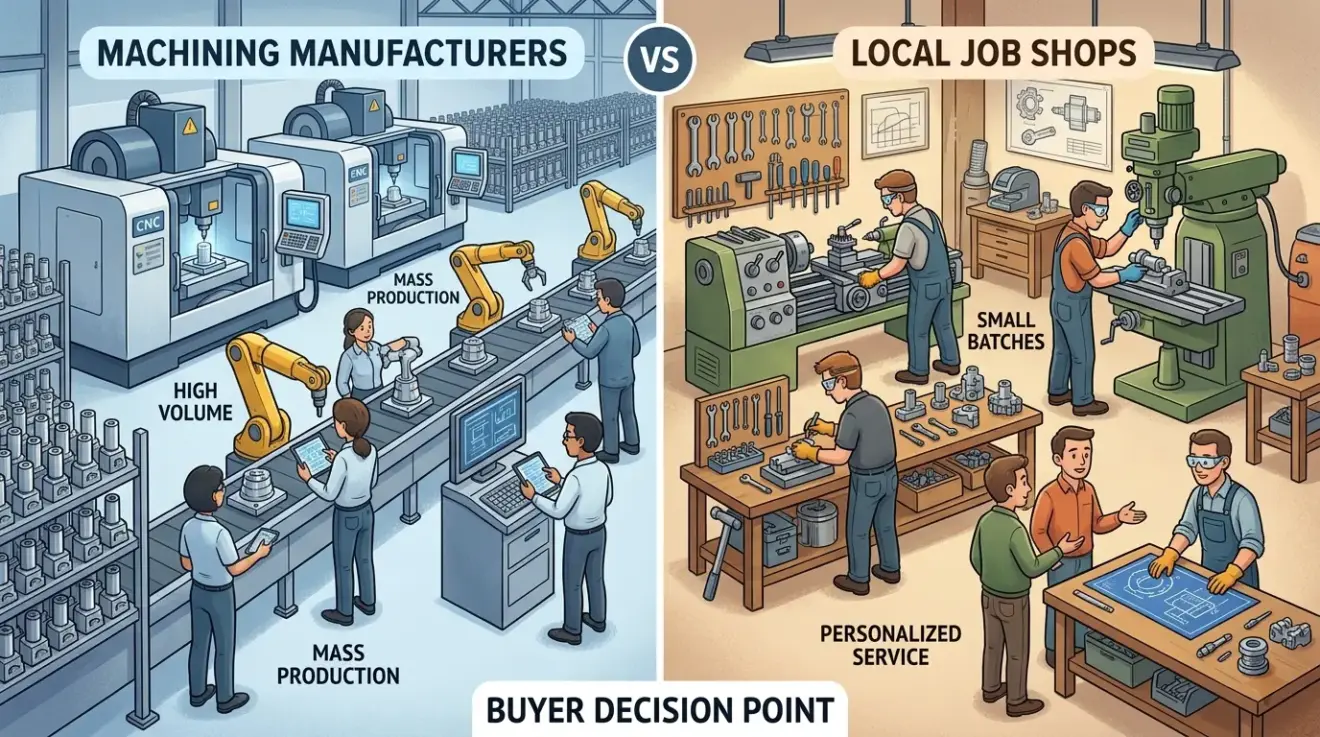
Machining Manufacturers vs Local Job Shops: What Buyers Should Know
Saturday, 02 May 2026
The words manufacturer and job shop often create more confusion than clarity. Buyers hear manufacturer and assume stronger systems, deeper capacity, and better quality. They hear local job shop and assume smaller scale, more flexibility, or quicker response. Sometimes those assumptions are correct. Often they are not. These are not rankings. They are operating models.
- Published in CNC
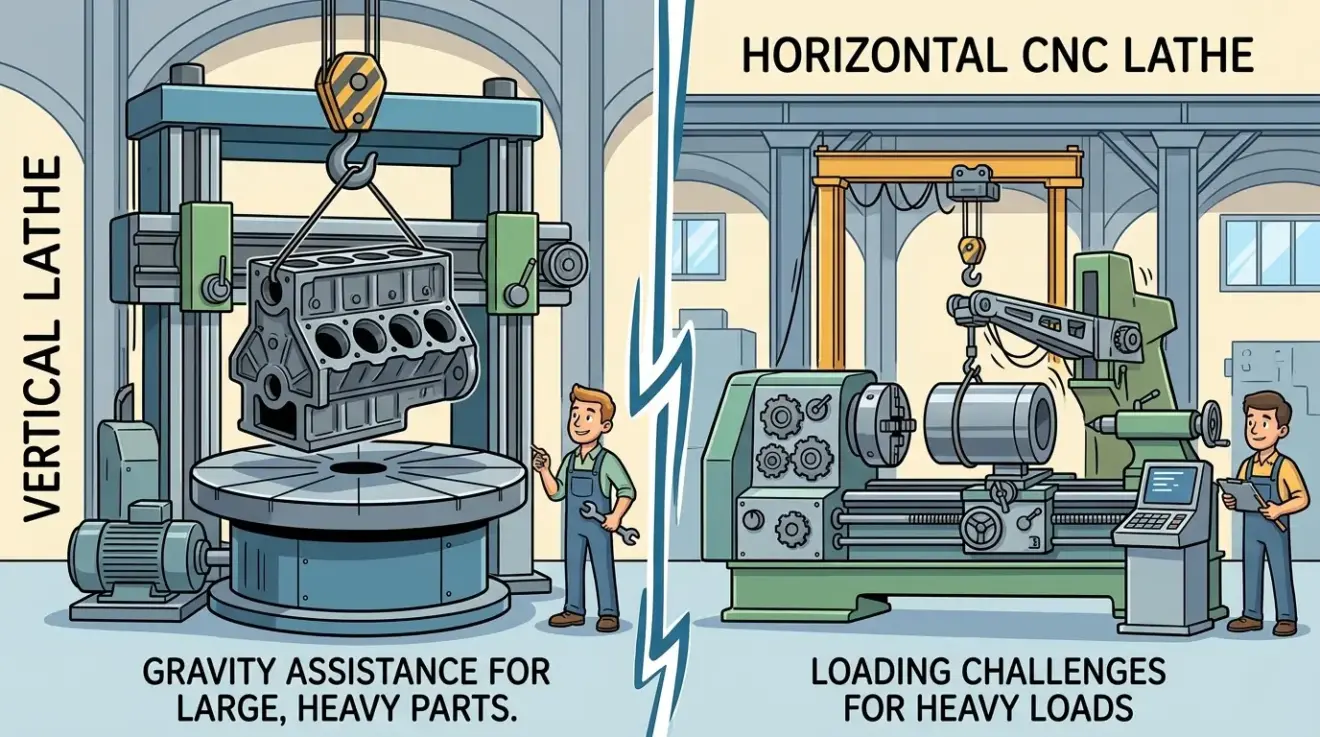
Vertical Lathe vs Horizontal CNC Lathe: Which One Fits Heavy Workpieces?
Saturday, 02 May 2026
Heavy workpieces make gravity part of the machine decision. That is the simplest way to understand the difference between a vertical lathe and a horizontal CNC lathe for large, dense, awkward parts. Once the workpiece becomes heavy enough, wide enough, or difficult enough to support, orientation stops being a preference and becomes a production variable.
- Published in CNC
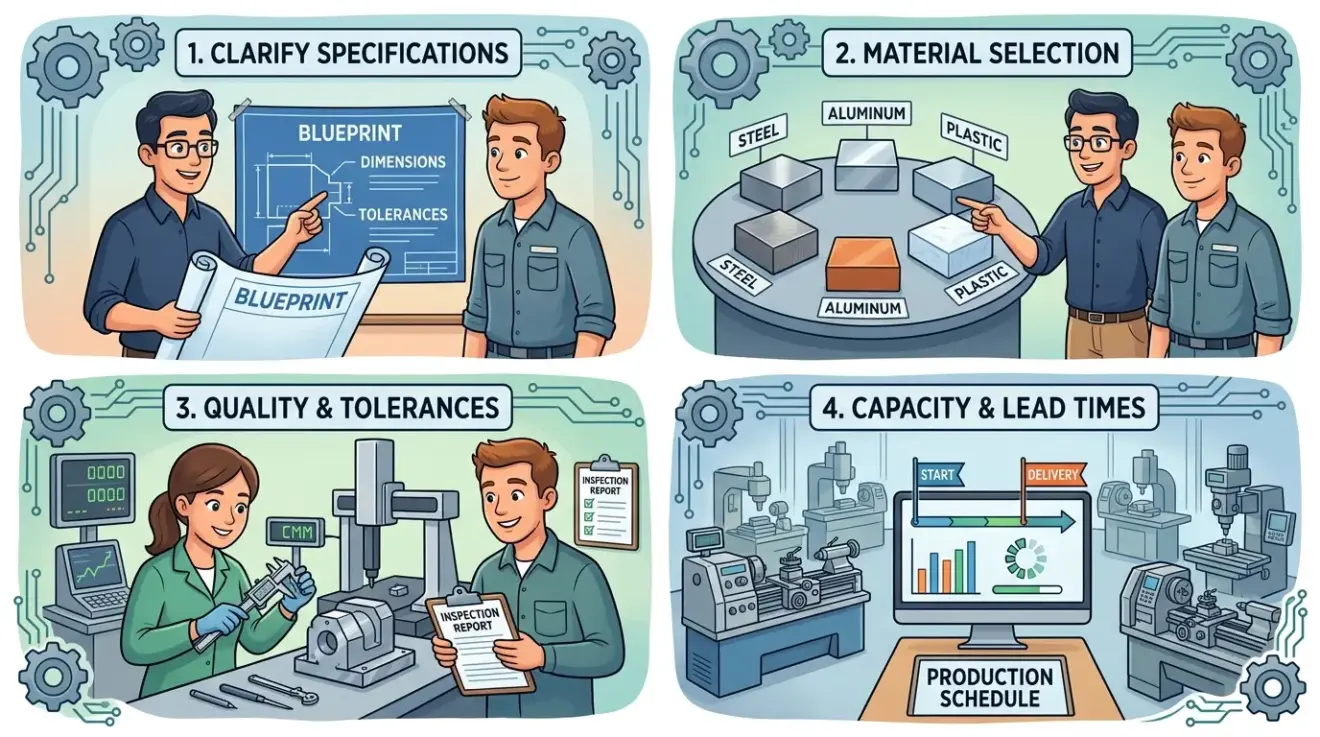
CNC Machining Near Me: What to Ask Before Sending a Drawing
Saturday, 02 May 2026
Searching for “CNC machining near me” feels practical because distance looks like risk reduction. Sometimes it is. A nearby supplier can make first-article review easier, shorten travel for engineering clarification, reduce freight complexity on awkward parts, and help containment move faster when a problem appears. But location does not automatically improve capability, quality control, revision
- Published in CNC
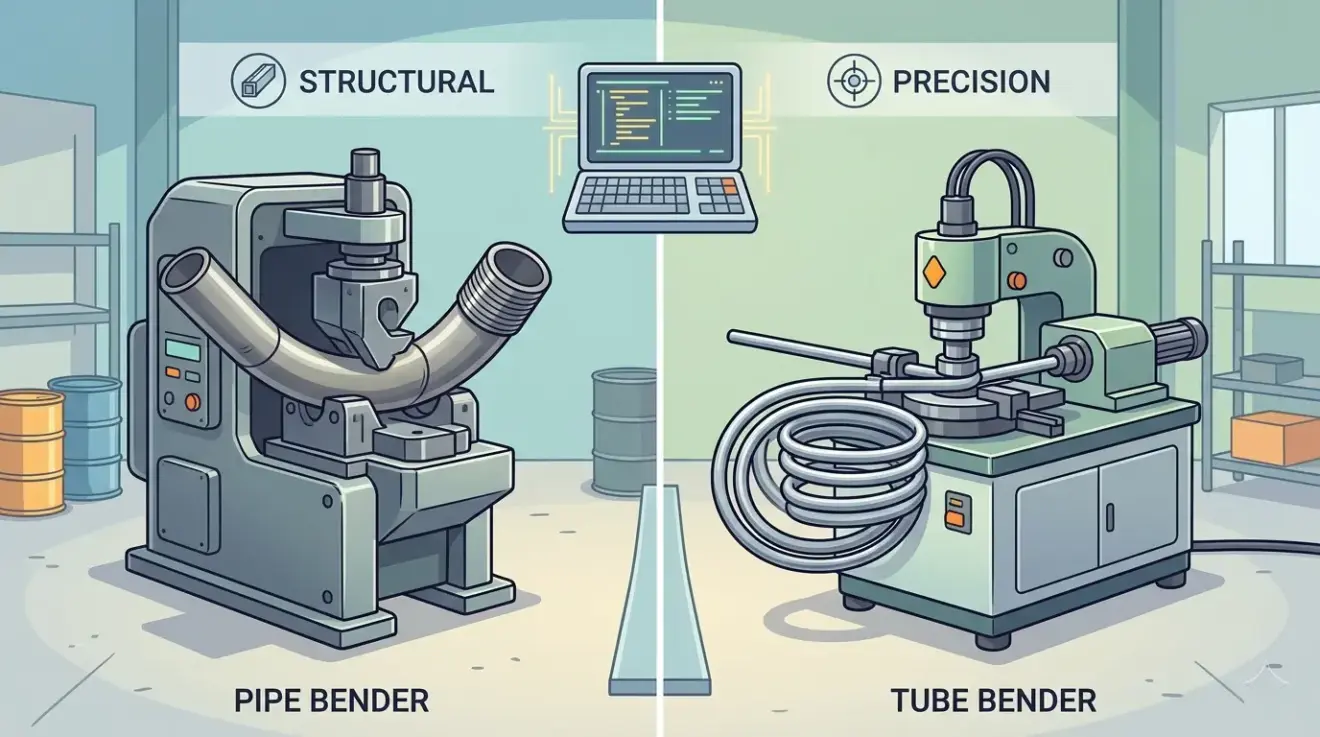
CNC Pipe Bender vs CNC Tube Bender: How to Choose the Right Machine
Friday, 01 May 2026
The most expensive mistake in bending-machine buying is assuming that pipe bending and tube bending are basically the same production problem with different labels. They overlap, but they are not interchangeable in the way many sales conversations imply. Once standards, bend sequence, tooling behavior, part support, assembly fit, and visual expectations enter the discussion, the
- Published in CNC
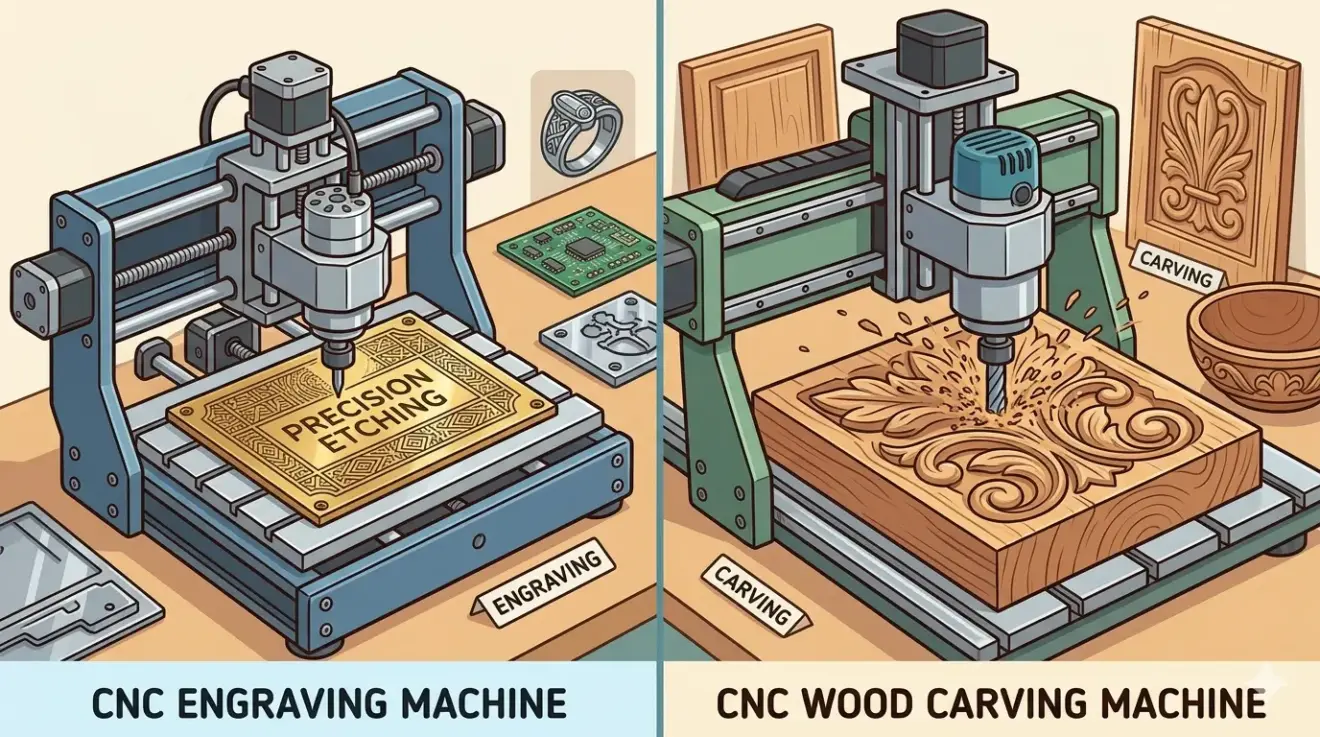
CNC Wood Carving Machine vs CNC Engraving Machine: Which One Should You Buy?
Friday, 01 May 2026
Buyers often compare wood carving machines and CNC engraving machines because both seem to promise decorative, customized, or higher-value woodworking output. In practice, they are usually purchased for different reasons. A carving machine is selected when the work depends on depth, relief, contour, panel texture, sculpted surfaces, or shaped decorative routing. An engraving machine is
- Published in CNC
Long-Tail CNC Router Brand Searches: How to Evaluate Sharp CNC, Frost CNC, and Similar Low-Visibility Names
Friday, 01 May 2026
Low-visibility CNC router names appear constantly in search results, reseller pages, marketplace catalogs, and regional export listings. Some of them point to real manufacturers or at least to real machine platforms with consistent configurations. Others are little more than labels attached to generic imports, lightly customized builds, or listings with very little support depth behind
- Published in CNC
CNC Rolling Machines and 3D Wire Bending Machines: Where They Fit in Fabrication
Friday, 01 May 2026
Rolling machines and 3D wire bending machines can look related only from a great distance. Both start with straight metal and end with curved geometry, but that similarity is too broad to guide an equipment decision. In fabrication terms, they belong to different routes, solve different shape problems, and create payback under very different production
- Published in CNC
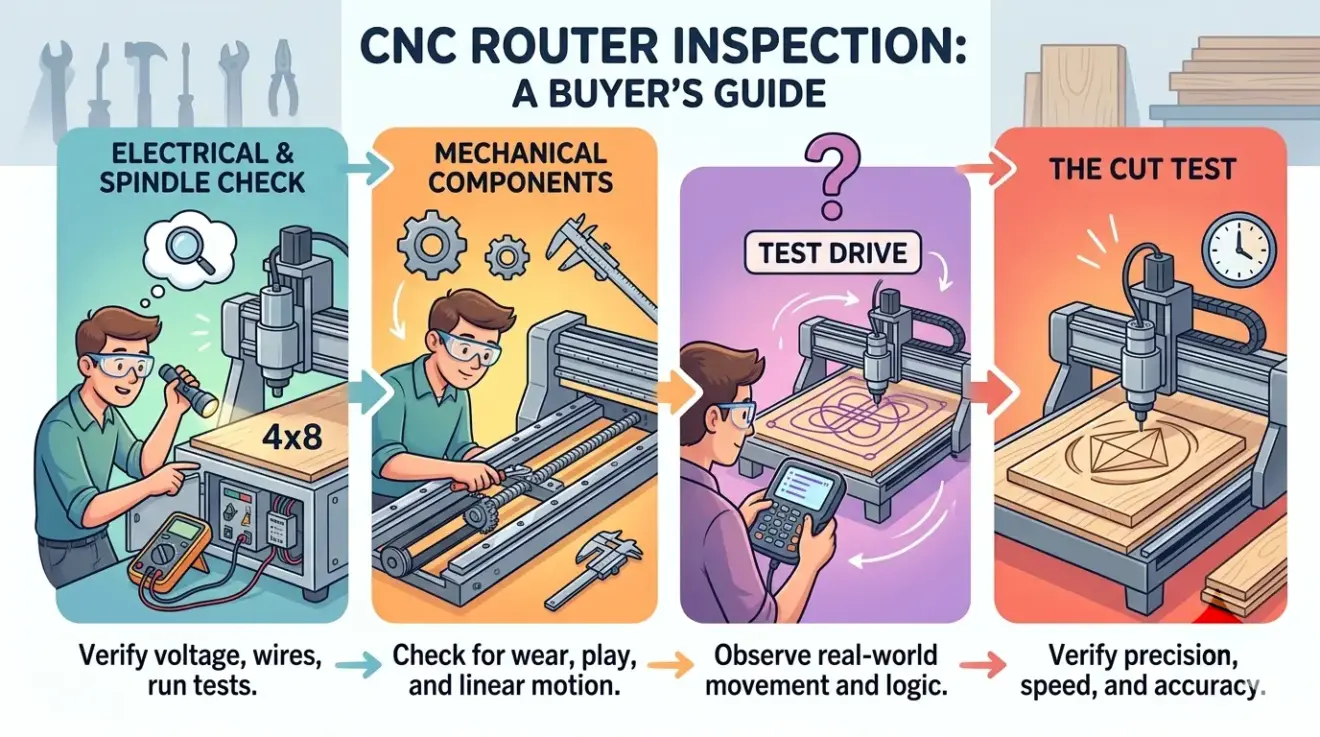
Used 4×8 CNC Router for Sale: What to Inspect Before You Buy
Friday, 01 May 2026
A used 4×8 CNC router can be the fastest way to add real sheet-processing capacity to a growing shop, and one of the fastest ways to inherit somebody else’s unfinished problems. The format is attractive for obvious reasons: 4×8 matches common panel sizes, fits cabinet and signage workflows, and appears on the market whenever a
- Published in CNC

Handheld CNC Router vs Smart Portable Router: What Changes in Real Use?
Friday, 01 May 2026
The first mistake in this comparison is assuming both tools solve the same production problem. They do not. A handheld router is still an operator-led cutting tool even when it works with templates, guide rails, or edge fences. A smart portable router tries to add programmed motion, repeatable positioning, and digital path control without forcing
- Published in CNC
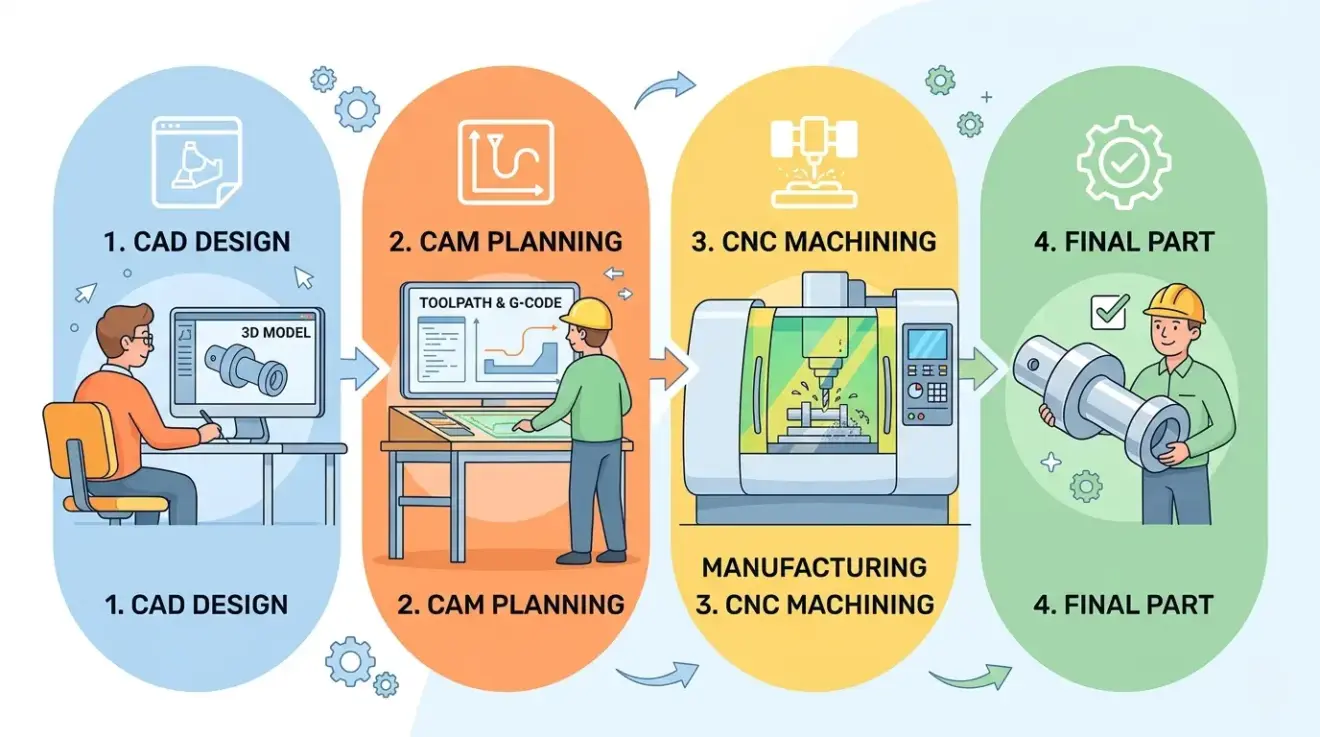
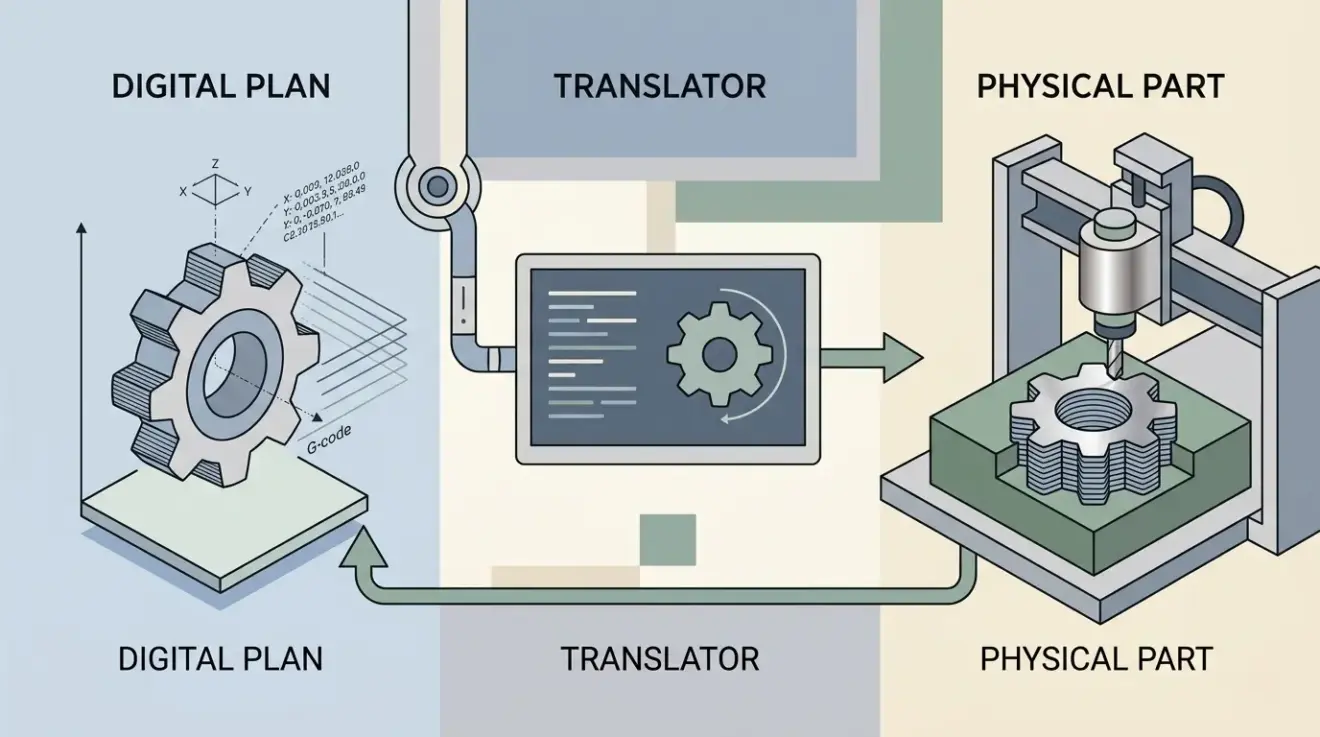
What Is CAM in CNC? How CAM Software Fits the Workflow
Friday, 01 May 2026
CAM in CNC means computer-aided manufacturing, but that phrase is only useful if it explains one practical thing: how geometry becomes a dependable cutting process instead of remaining a drawing on a screen. CAM is the layer where a design gets translated into machining logic such as toolpaths, operation order, tool selection, entry behavior, cutting
- Published in CNC
3D CNC Machining Explained: What Changes When Parts Need Complex Surfaces
Friday, 01 May 2026
When a part moves from flat faces and simple pockets into blended curves, carved reliefs, changing radii, or continuously flowing surfaces, the machining question changes immediately. The shop is no longer judging the job only by removal rate. It is judging how to keep the cutter stable on a changing form, how to protect visible
- Published in CNC
What Is a CNC Vacuum Plate Fixture?
Friday, 01 May 2026
When a shop wants faster setup and fewer clamps around the cutting area, vacuum fixturing becomes attractive very quickly. But many buyers hear the term “vacuum plate fixture” and assume it is simply a flat plate that sucks the part down. In practice, it is a workholding system whose success depends on fixture design, sealing
- Published in CNC
Water Jet CNC Machine vs Plasma and Laser: Which One Is Better for Thick or Sensitive Materials?
Friday, 01 May 2026
This comparison is usually framed too loosely. Buyers ask which process is better for thick or sensitive materials as if thickness and sensitivity point to the same answer. They do not. Thickness usually pushes the conversation toward productivity, edge condition, and operating burden. Sensitivity pushes it toward heat exposure, distortion risk, finish protection, and downstream
- Published in CNC
CNC Machine Market Trends: What Buyers and Shops Should Watch
Friday, 01 May 2026
Most CNC market-trend content becomes useless the moment it starts sounding like trade-show narration. Buyers and factory managers do not need another article telling them automation is rising, software matters, or smart factories are coming. None of those statements help unless they explain what has changed enough to alter the next machine decision, the next
- Published in CNC
CNC Mills Under $100, Under $1000, and Under $5000: What Is Realistic at Each Budget?
Friday, 01 May 2026
Budget questions about CNC mills often sound simple and turn expensive because the buyer is asking two different questions at once. One question is, “What can I afford today?” The other is, “What work am I secretly hoping this machine will cover later?” When those two questions are not separated clearly, low-cost buying turns into
- Published in CNC
Turret Punch vs CNC Punching Machine: What Is the Difference?
Thursday, 30 April 2026
Buyers often ask about a “turret punch” and a “CNC punching machine” as though they are choosing between two separate machine families. That is where the confusion starts. In most real factory conversations, a turret punch is one type of CNC punching machine, not a rival category sitting beside it. “CNC punching machine” is the
- Published in CNC
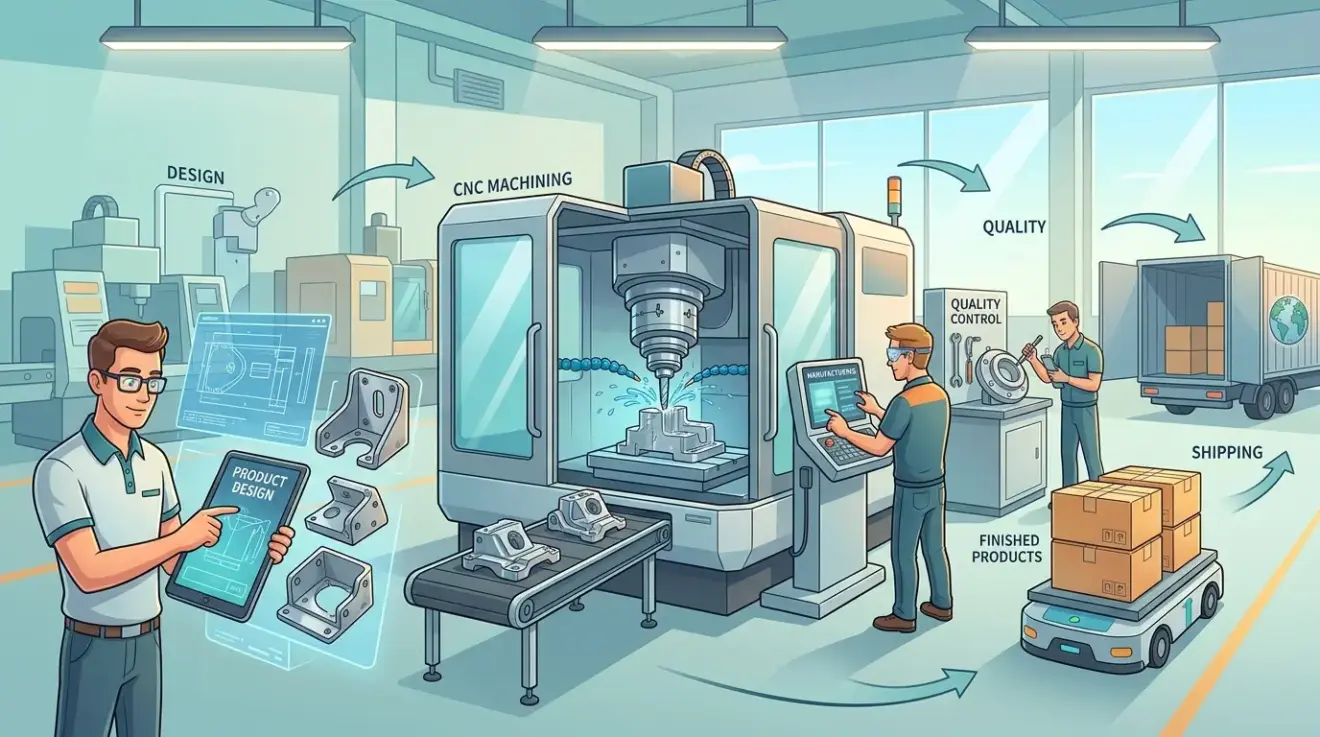
CNC Engineering Basics: How Digital Designs Become Finished Parts
Thursday, 30 April 2026
A clean CAD file is not yet a finished manufacturing plan. It is only the first statement of intent. Before the part becomes real, that intent still has to survive release control, manufacturability review, CAM decisions, workholding, machine setup, prove-out, inspection, and repeat production. If any of those handoffs lose meaning, the machine may still
- Published in CNC
What Is a CNC Axle, Shaft, or Pin in Machined Parts?
Thursday, 30 April 2026
The most expensive mistake with round machined parts is not usually a bad diameter. It is bad language. A buyer asks for a shaft because the part is cylindrical. A maintenance team calls it an axle because it sits under a roller. Another engineer calls it a pin because it locates one side of the
- Published in CNC
Lathe Spindle Liners, Hard Jaws, and Backing Plates: Setup Parts That Matter in CNC Turning
Thursday, 30 April 2026
Some of the most important parts in CNC turning are the parts buyers and supervisors barely notice when they price a machine. Spindle liners, hard jaws, and backing plates do not look impressive on a brochure, yet they directly influence safety, concentricity, setup speed, vibration, finish quality, and part repeatability. When turning work goes wrong,
- Published in CNC
Dual Spindle Lathe vs Multi-Spindle Automatic Lathe: What’s the Difference?
Thursday, 30 April 2026
Spindle count sounds like a simple comparison point, but in turning it often hides a major workflow difference. Buyers sometimes see “dual spindle” and “multi-spindle automatic” as variations on the same idea: more than one spindle, therefore more output. In reality, the machines address different production problems. A dual-spindle lathe is usually about process integration
- Published in CNC
CNC Cutting Services: How to Compare Capability, Capacity, and Quality
Thursday, 30 April 2026
CNC cutting services sound simple to buy until three suppliers all say yes to the same drawing. Their prices are close. Their quoted lead times are close. Their confidence sounds similar. Then the real differences begin to appear. One supplier asks technical questions about edge condition and material variation. Another stays vague about inspection. A
- Published in CNC
Sinker EDM Explained: When Conventional Cutting Cannot Reach the Geometry
Thursday, 30 April 2026
Sinker electrical discharge machining exists because some part features resist normal cutting logic. Deep internal corners, fine ribs, blind cavities, thin slots in hard conductive material, and shapes buried inside a part can turn milling into a compromise or make it impossible altogether. Sinker EDM solves that problem by removing material with controlled electrical discharges
- Published in CNC
Best CNC Router for a Small Shop: What Matters Most?
Thursday, 30 April 2026
Small shops rarely buy a router for one clean production lane. The same machine may cut repeat cabinet parts in the morning, prototype a fixture after lunch, and absorb a rush custom order before the day ends. That is why the best router for a small shop is usually not the most ambitious machine on
- Published in CNC
CNC Plotter vs CNC Router: What’s the Difference?
Thursday, 30 April 2026
Buyers confuse CNC plotters and CNC routers because both can appear to be flatbed tables with a moving head crossing sheet material. That visual similarity makes the machines seem closer than they really are. In production, they usually belong to different process lanes. The cleanest difference is not the table, the gantry, or even the
- Published in CNC
Hot Wire CNC Foam Cutter vs Router-Based Foam Cutting: Which Process Fits Your Work?
Thursday, 30 April 2026
This comparison gets much easier once you stop thinking about machines and start thinking about geometry, foam behavior, and downstream use. Hot-wire cutting and router-based foam cutting are both valid CNC methods, but they do not solve the same problems in the same way. Hot wire removes material by heat along a tensioned wire path.
- Published in CNC
CNC Stainless Steel Parts vs Aluminum Parts: What Changes in Cost and Difficulty
Wednesday, 29 April 2026
The same CAD model can trigger two very different manufacturing strategies depending on whether the part is cut from aluminum or stainless steel. Buyers often expect the price difference to show up mainly in the raw stock line. In practice, the larger shift usually happens inside the route itself. Cycle time changes. Tooling stress changes.
- Published in CNC
CNC Metal Lathe Buying Guide for Small Shops and Prototype Work
Wednesday, 29 April 2026
Small shops usually regret a lathe purchase for one of two reasons. Either the machine is undersized for the jobs that actually bring revenue, or it is oversized for the shop’s real workload and becomes an expensive monument to future plans that never fully arrive. Prototype work makes that tension sharper because the queue changes
- Published in CNC