
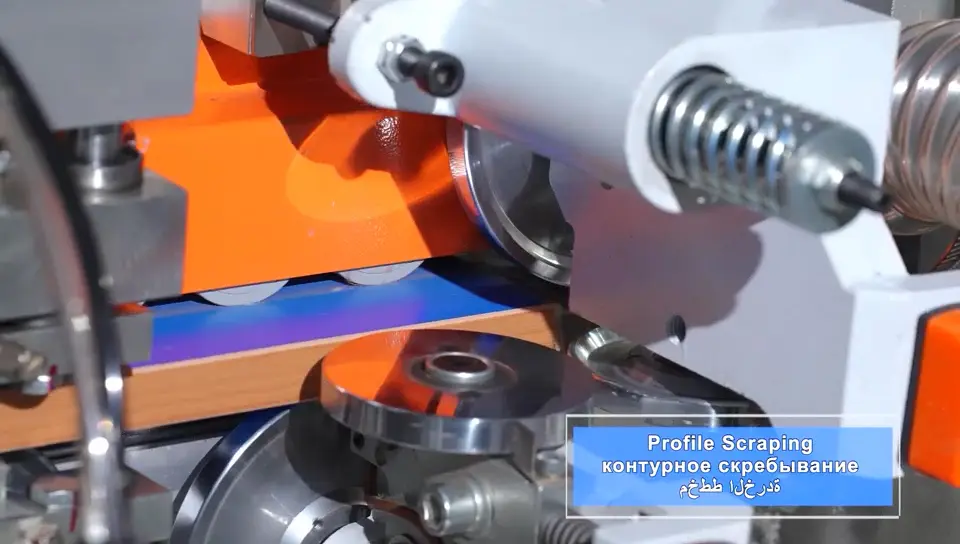
Common Sanding Defects and How a Wide Belt Sander Helps Prevent Them
Monday, 13 April 2026
In panel furniture, doors, veneered parts, and solid-wood components, sanding defects usually show up one station too late. The panel looks acceptable coming out of the sanding cell, but once it reaches coating, edge banding, lamination touch-up, or final inspection, the real cost becomes obvious: scratch lines telegraph through finish, thickness variation affects fit, corners
- Published in Wood
Melamine Edge Banding for Panel Furniture: Process Tips and Pitfalls
Monday, 13 April 2026
In panel furniture production, melamine edge banding is often treated as a finishing detail. In practice, it is one of the fastest places for upstream variation to become visible. A slightly chipped cut edge, unstable panel thickness, uneven glue balance, or overly aggressive trimming routine can turn into visible glue lines, edge lifting, corner defects,
- Published in Wood
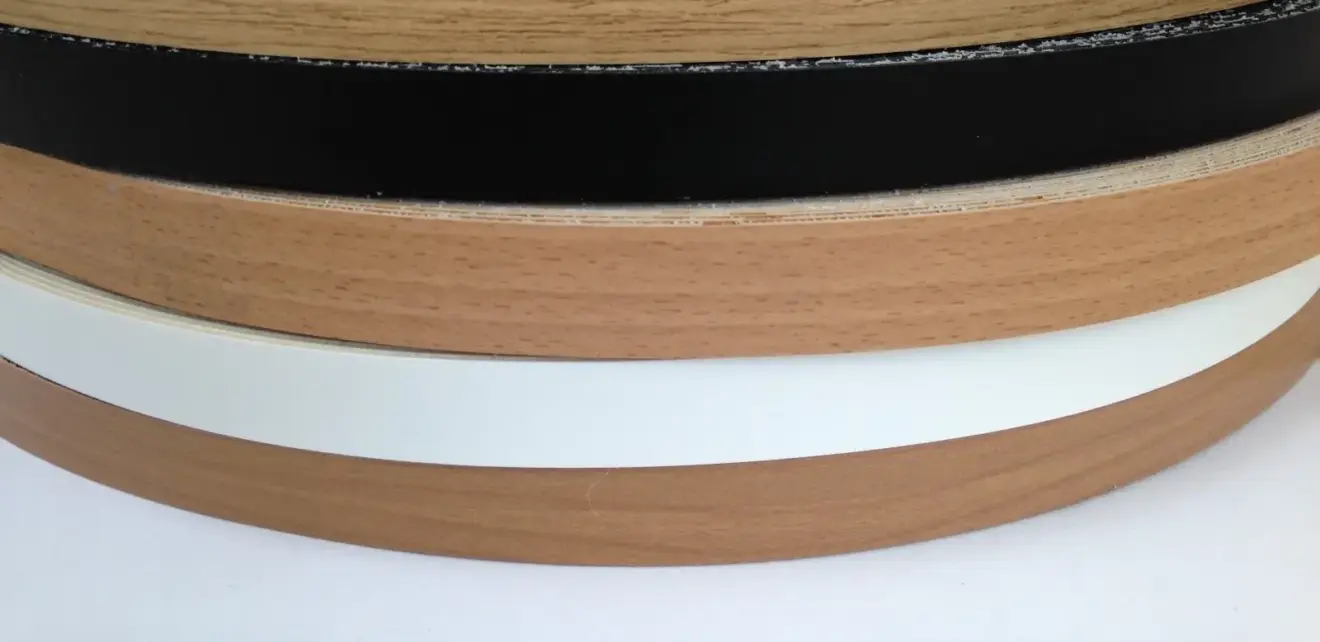
PVC Edge Banding vs ABS Edge Banding: Which One Fits Better for Furniture Production?
Monday, 13 April 2026
Most furniture factories do not feel this decision first in purchasing. They feel it later, when exposed edges still need manual correction, when a premium-looking wardrobe line does not look as refined as expected after trimming and polishing, or when a factory wants a stronger material-positioning story without creating a new process problem at the
- Published in Wood
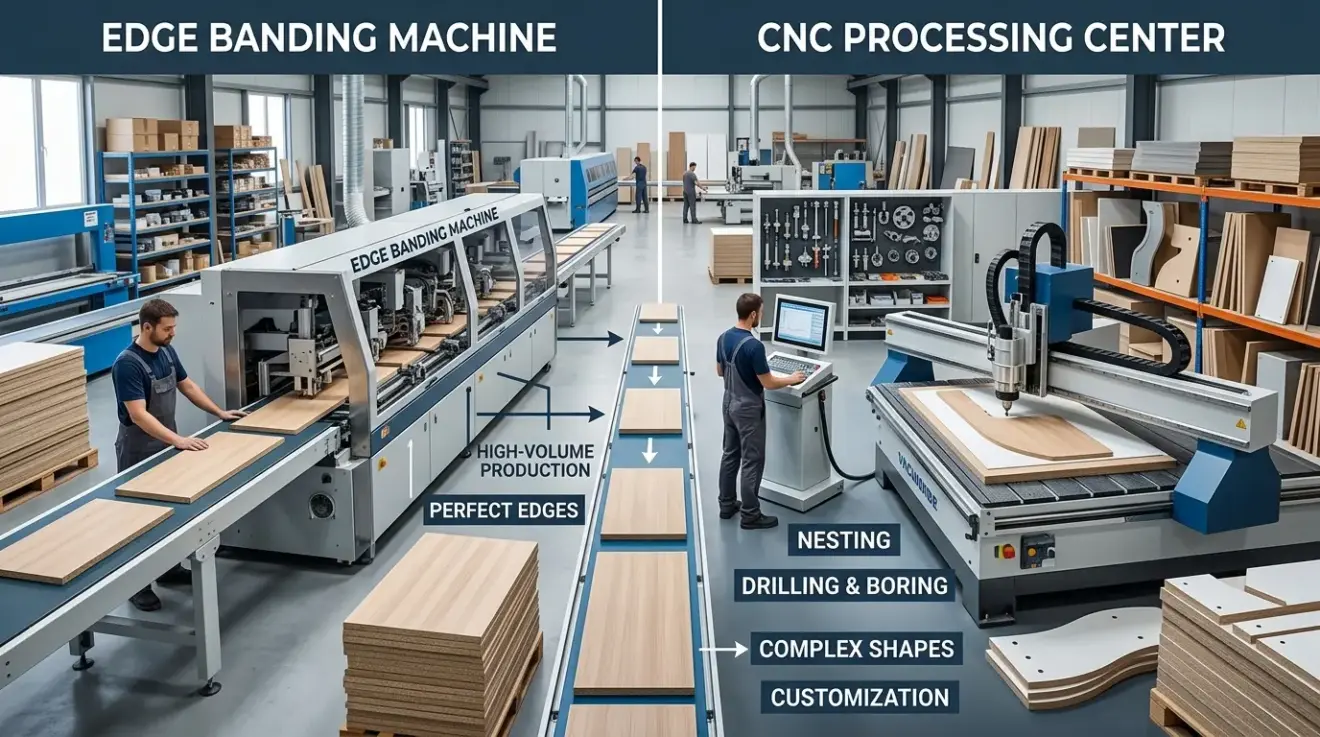
Edge Banding Machine Vs. CNC Processing Line: Where Each Fits Best In Panel Furniture Production
Sunday, 12 April 2026
In many panel-furniture factories, these two options get compared because both are associated with automation, labor reduction, and cleaner workflow. But they do not solve the same problem. An edge banding machine is a dedicated finishing station. A CNC processing line is a broader production system that organizes how parts are cut, routed, drilled, transferred,
- Published in Wood

PVC Edge Banding: Materials, Machines, and Common Production Problems
Sunday, 12 April 2026
In panel furniture production, edge banding is often where a part first starts to look finished. It is also where small process weaknesses become visible very quickly. A panel that looked acceptable after cutting can suddenly show a weak bond, a visible glue line, chipped corners, or a mismatched edge once PVC banding is applied.
- Published in Wood

Sliding Table Saw Maintenance Checklist for Consistent Daily Performance
Sunday, 12 April 2026
In flexible furniture production, custom joinery, and mixed-material cutting, a sliding table saw rarely loses performance all at once. More often, the change shows up as rougher carriage travel, fence settings that need more rechecking, more chip-out on finished panels, or cut results that feel less predictable at the end of the shift than they
- Published in Wood
How to Choose a Panel Saw Machine for Plywood, MDF, and Melamine Processing
Saturday, 11 April 2026
When a factory cuts plywood, MDF, and melamine-faced boards in the same production flow, the saw cell stops being a simple cutting station. It becomes the point where face quality, edge condition, squareness, and batch stability are either protected or lost before edge banding, drilling, and assembly even begin. That is why buying a panel
- Published in Wood
Edge Banding Machine Setup: How to Improve Glue Line Quality
Saturday, 11 April 2026
In panel furniture production, customers rarely measure glue spread or roller pressure, but they notice the result immediately. A dark glue line, a visible gap, squeeze-out on the top edge, or an edge band that lifts after machining makes the whole panel look lower grade, even when the substrate and banding material are acceptable. That
- Published in Wood
How to Reduce Material Waste With a Modern Panel Saw Machine
Saturday, 11 April 2026
In panel furniture production, material waste is rarely caused by one dramatic mistake. More often, it builds up through small losses repeated all day: oversized trim allowances, recuts from size variation, chipped finished surfaces, poorly planned sheet breakdown, and batches that get mixed before they reach the next operation. That is why waste reduction is
- Published in Wood
Panel Saw for Sale: What to Check Before You Buy
Saturday, 11 April 2026
When buyers search for a panel saw for sale, the first instinct is often to compare machine listings, not production realities. That is usually where expensive mistakes begin. A panel saw that looks strong on paper can still become the wrong purchase if it does not match your material mix, your batch structure, your floor
- Published in Wood
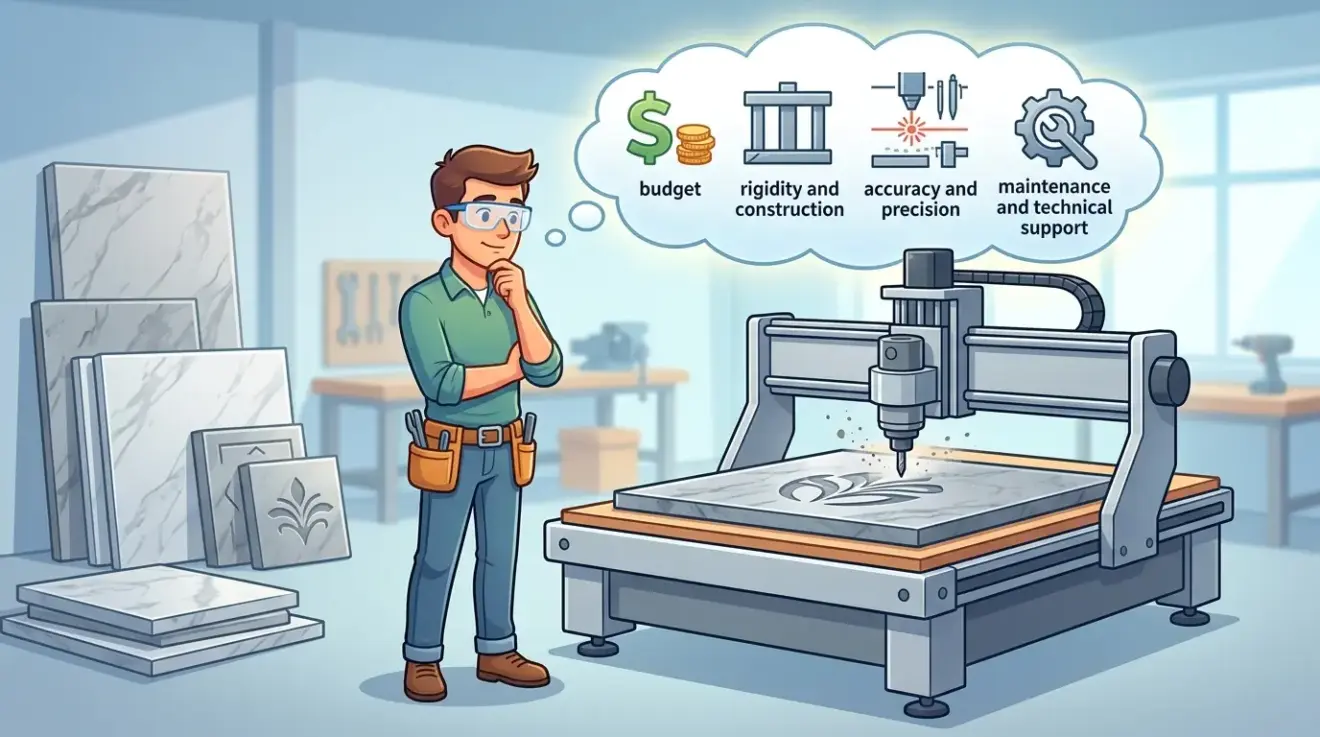
Marble Engraving Machine: What To Consider Before You Buy
Saturday, 11 April 2026
Buying a marble engraving machine often starts with sample photos, decorative patterns, or a short list of machine features. That is usually the wrong place to begin. In real stone production, the better buying decision comes from understanding what kind of engraving you need to produce, how often you need to repeat it, how marble
- Published in Wood

Edgebanding for Cabinet Production: What Affects Quality, Throughput, and Rework?
Saturday, 11 April 2026
In cabinet production, edge quality is where upstream accuracy becomes visible. A factory can cut, sort, and drill panels efficiently, but if edge-banded parts leave the line with unstable glue lines, chipped corners, or visible finishing marks, the cost shows up later in touch-up, resorting, and assembly delays. That is why edgebanding should be treated
- Published in Wood

Beam Saw Machine Benefits That Matter in High-Volume Panel Processing
Saturday, 11 April 2026
When a factory is cutting large volumes of MDF, particleboard, plywood, or melamine-faced panels, the cutting department stops being just one workstation. It becomes the point that sets the pace for edge banding, drilling, sorting, and final assembly. If panel sizing is inconsistent or too dependent on manual handling, the entire line feels it. That
- Published in Wood

Edgebanders for Straight Panels vs. Shaped Panels: Choosing the Right Workflow
Friday, 10 April 2026
Edge finishing problems often look similar at the end of production. A visible glue line, extra hand sanding, or inconsistent edge appearance can all show up on the finished part. But the root cause is not always the same. A factory processing repeated straight panels is solving a very different problem from one processing curved,
- Published in Wood

Sliding Table Saw vs. Beam Saw: Which One Fits Small Shops and Growing Factories?
Friday, 10 April 2026
The wrong saw choice usually happens when buyers compare machine labels before they compare production reality. A small shop may assume a beam saw is the more advanced answer simply because it looks more industrial. A growing factory may stay too long with a sliding table saw because the team already knows how to work
- Published in Wood
How to Choose Wide Belt Sanders for Solid Wood, Veneer, and Panel Processing
Friday, 10 April 2026
In a woodworking factory, sanding problems rarely stay inside the sanding department. They show up later as uneven stain absorption on solid wood, sand-through on veneered faces, coating defects on panels, or parts that still need hand correction before packing. That is why choosing wide belt sanders should start with the material mix and the
- Published in Wood
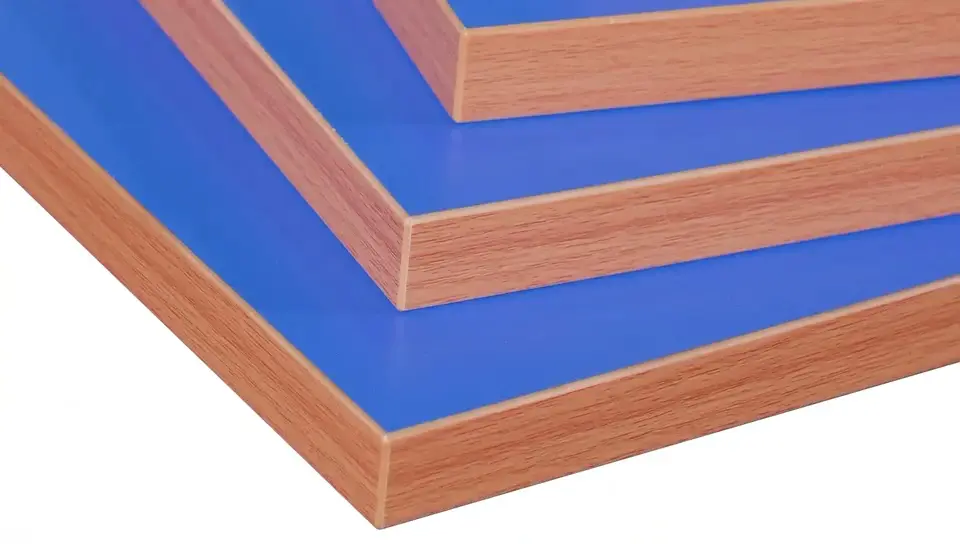
Melamine Edge Banding: How To Achieve Cleaner, More Durable Results
Friday, 10 April 2026
Melamine-faced panels make surface finishing look straightforward, but they are unforgiving at the edge. A cabinet side can be cut accurately, drilled correctly, and still look low-grade if the tape sits proud, the glue line shows, or the corners start lifting after routine handling. That is why cleaner, longer-lasting melamine edge banding usually comes down
- Published in Wood

Vertical Panel Saw Maintenance Tips for Long-Term Cutting Accuracy
Friday, 10 April 2026
A vertical panel saw can stay accurate for years, but only if the machine remains clean, square, and mechanically stable. In most workshops, accuracy loss does not begin with a complete breakdown. It starts with smaller signals: a sheet that no longer sits consistently on the support frame, a carriage that feels less smooth than
- Published in Wood
Edge Banding Machines for Small Shops vs Large Factories: What Actually Changes?
Thursday, 09 April 2026
In edge processing, the wrong machine does not only slow one station. It shows up as visible glue-line inconsistency, more hand finishing, delayed panel flow, and parts that reach assembly less predictably than they should. An edge banding machine that feels adequate in a small custom shop can become the weakest point in a large
- Published in Wood
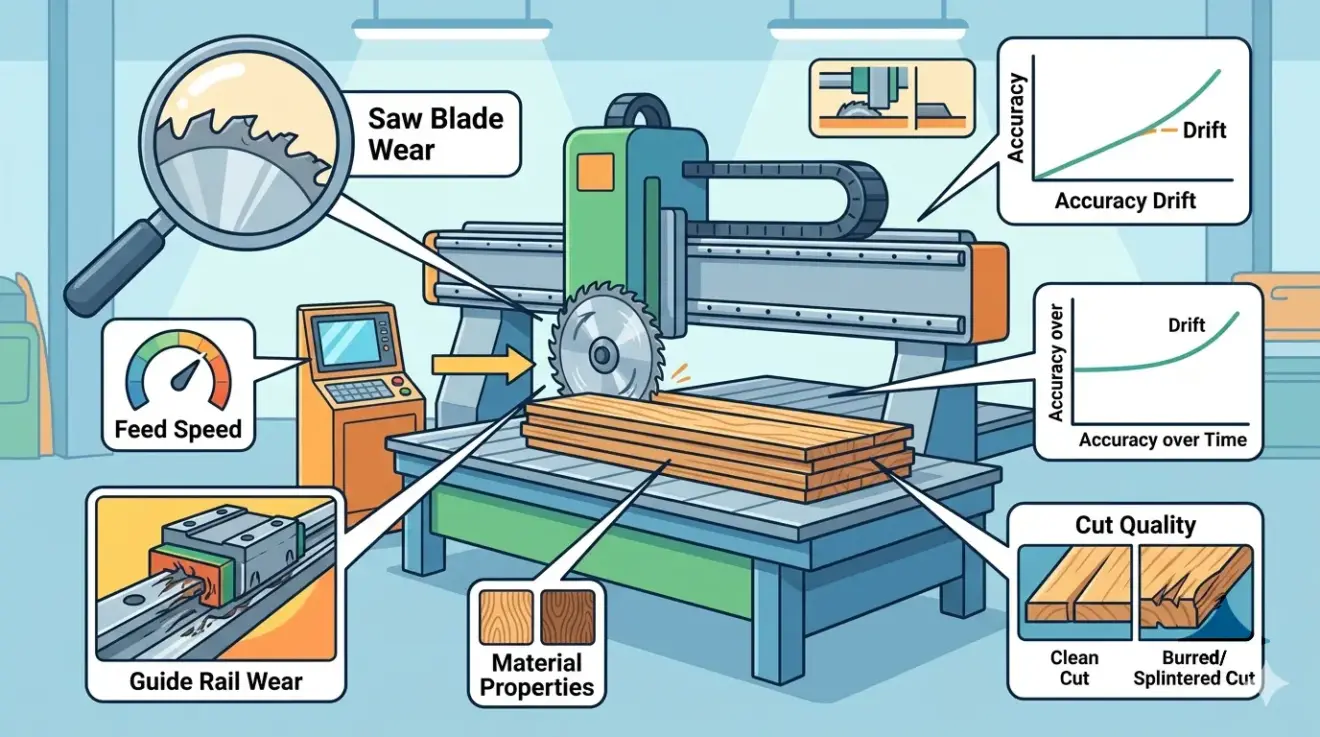
Beam Saw Accuracy Over Time: What Affects Cut Quality and Why It Drifts
Thursday, 09 April 2026
In batch panel production, beam saw accuracy rarely disappears in one obvious breakdown. Cut quality usually changes through smaller shifts in blade condition, referencing stability, clamping consistency, contamination, material behavior, and machine wear. By the time operators notice more chipping, slightly inconsistent sizes, or rougher edges, the problem is often already affecting edge processing, drilling,
- Published in Wood
Corner Rounding Edgebander vs Standard Edgebander: Which Finish Quality Do You Need?
Thursday, 09 April 2026
In panel furniture production, edge quality is judged most harshly where people can see and touch it. A cabinet carcass part with a clean straight edge may be fully acceptable on one line, while a retail fixture, wardrobe door, or exposed shelf can still look unfinished if the corners feel sharp or need manual cleanup
- Published in Wood

How to Choose Edge Banding Equipment for PVC, ABS, and Melamine Applications
Wednesday, 08 April 2026
When a panel-processing line runs PVC, ABS, and melamine-related jobs through the same edge banding station, the machine is no longer just adding a finished edge. It is deciding whether panels move forward with a clean glue line, acceptable surface appearance, and stable dimensions, or whether labor gets pushed into scraping, touch-up, sorting, and rework.
- Published in Wood

How To Choose a Beam Saw Machine for Furniture Factories
Wednesday, 08 April 2026
In a furniture factory, panel cutting rarely fails because the saw cannot make a cut. It fails when the cutting cell cannot feed the rest of production in a stable, repeatable way. If cabinet sides, shelves, doors, bottoms, and partitions arrive late, out of square, or inconsistent from batch to batch, the pressure immediately shifts
- Published in Wood
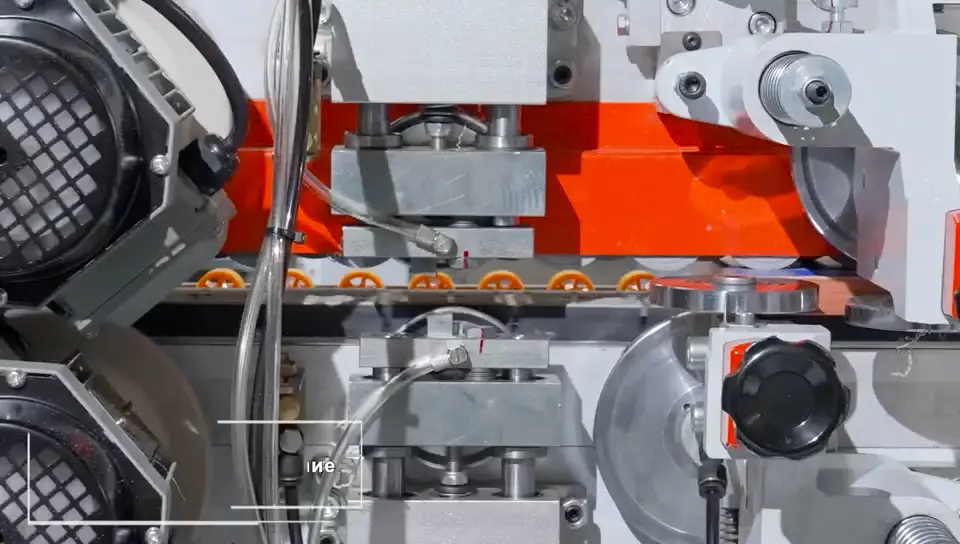
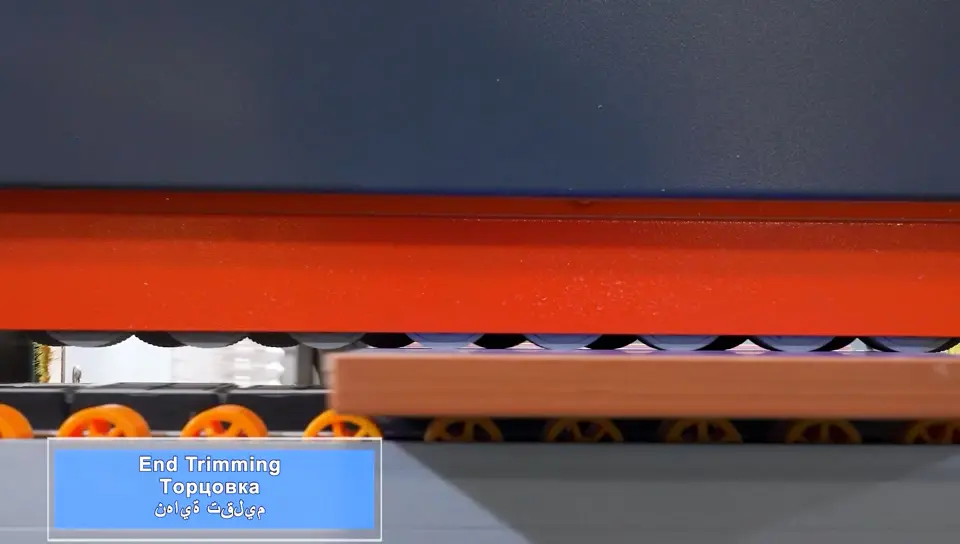
Edge Banding Machine Maintenance Tips for Smoother, More Stable Production
Wednesday, 08 April 2026
In panel furniture production, edge banding problems usually show up before the machine fully stops. Glue lines start looking less even, end trimming needs more correction, feed marks appear more often, or corners need extra touch-up near the end of the shift. That is not just a maintenance nuisance. It is a sign that the
- Published in Wood

What Makes Industrial CNC Equipment Worth The Investment?
Wednesday, 08 April 2026
Most factories do not lose money because one machine is slightly slower on paper. They lose it because operators keep rechecking dimensions, setups interrupt the shift, downstream teams correct upstream variation, and growth depends too heavily on a few experienced people. That is why industrial CNC equipment is worth the investment when it improves the
- Published in Wood
Automatic Edgebander vs. Manual Edge Banding: Which One Delivers Better ROI?
Wednesday, 08 April 2026
ROI questions in edge finishing usually appear after the problem has already spread beyond the edge station. Operators are spending too much time trimming and cleaning by hand, visible panels are not coming out with the same finish quality from batch to batch, and assembly or packing teams start treating edged parts as something that
- Published in Wood
Common Edge Banding Defects in Furniture Production and How to Fix Them
Wednesday, 08 April 2026
In cabinet and furniture production, edge banding defects rarely look serious at first. They usually appear as a visible glue line, a chipped corner, a loose edge, excess glue on the face, or a panel that needs touch-up before assembly. But once those defects start repeating, they slow the entire line. Operators begin sorting parts
- Published in Wood

How CNC Drilling Improves Accuracy And Throughput In Cabinet Production
Wednesday, 08 April 2026
In cabinet production, drilling errors rarely announce themselves at the machine. They usually appear later, when shelf pins do not align cleanly, hinges need adjustment, connector holes slow assembly, or drawer components need extra checking before hardware installation. By the time those issues show up, the cost is already moving through the line as rework,
- Published in Wood

Sliding Table Saw Accuracy: Common Mistakes and Practical Fixes
Wednesday, 08 April 2026
In many cabinet, joinery, and furniture shops, sliding table saw accuracy problems do not show up as dramatic machine failure. They show up as a panel that is slightly off size, a part that is not fully square, an edge that needs extra cleanup, or an assembly step that suddenly takes longer than it should.
- Published in Wood
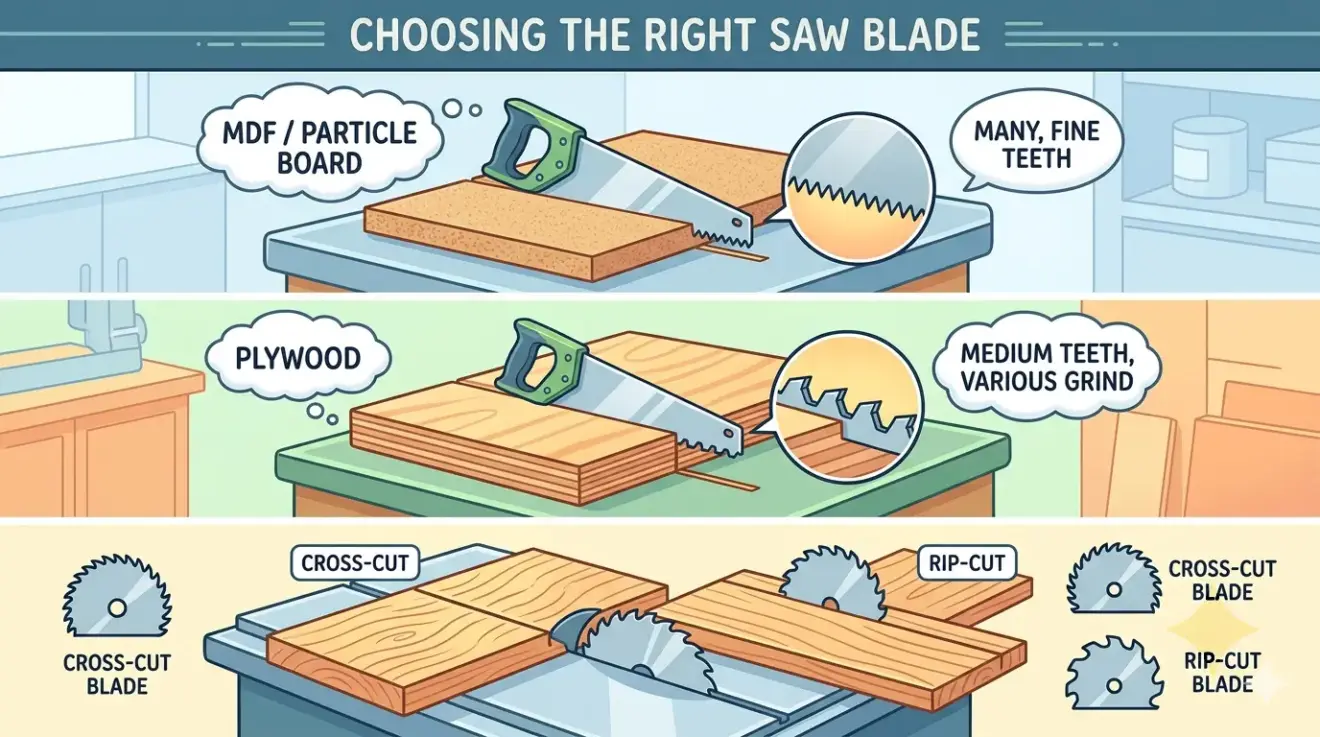
How to Choose Panel Saw Blades for MDF, Particle Board, and Plywood
Wednesday, 08 April 2026
In panel processing, a surprising amount of edge quality is decided before anyone touches feed settings or cutting optimization. Shops often blame the saw when they see chipping, fuzzy edges, breakout, or short blade life, but the first question should usually be simpler: is the blade matched to the board you are actually cutting? That
- Published in Wood

How a Vertical Panel Saw Improves Panel Handling and Safety
Wednesday, 08 April 2026
In many workshops, the hardest part of panel cutting is not the cut itself. It is getting a full sheet into position without dragging it across the floor, lifting it awkwardly onto a large table, or forcing operators to work around unstable material in a tight area. That is why vertical panel saws are often
- Published in Wood
Single-Row vs. Double-Row Boring Machine: Which Configuration Matches Your Output?
Wednesday, 08 April 2026
When cabinet sides, shelves, and drawer parts start queueing in front of drilling, many factories ask for “more output.” But the real question is not which machine sounds faster on paper. It is how many correctly drilled parts leave the station without extra handling, repeated checks, or downstream fitting problems. A single-row boring machine and
- Published in Wood
Panel Saws Explained: Types, Applications, and Buying Factors
Tuesday, 07 April 2026
Panel processing often determines whether a furniture or cabinet factory runs in a controlled rhythm or spends the day correcting avoidable variation. If raw sheets are cut slowly, arrive downstream out of square, or require repeated manual checking, the cost does not stop at the saw. It carries into edge quality, drilling accuracy, sorting, and
- Published in Wood
How To Build A Smarter Woodworking Production Line With Connected Machines
Tuesday, 07 April 2026
A smarter woodworking line is not created by placing more automatic machines on the floor and hoping the software layer will make them work together. In real cabinet, wardrobe, and panel-furniture production, the line becomes smarter when the right part reaches the right station in the right sequence, with fewer manual checks and less rework.
- Published in Wood
How to Match Edge Banding Equipment to Different Panel Materials
Tuesday, 07 April 2026
In furniture and cabinet production, edge banding problems are often blamed on glue, settings, or operator technique. Just as often, the real issue is a mismatch between the edge-banding machine and the panel material moving through it. A line that runs acceptably on uniform melamine-faced board may struggle on raw MDF, brittle particleboard, or plywood
- Published in Wood
How to Choose Edge Banding Equipment for Scalable Woodworking Lines
Tuesday, 07 April 2026
When a woodworking plant starts pushing more volume, edge banding stops being a finishing detail and becomes a line-balance decision. If the edge banding cell cannot keep pace with panel output, hold finish quality across batches, or reduce manual touch-up, the whole line starts to absorb the problem. Parts wait between operations, visible panels need
- Published in Wood
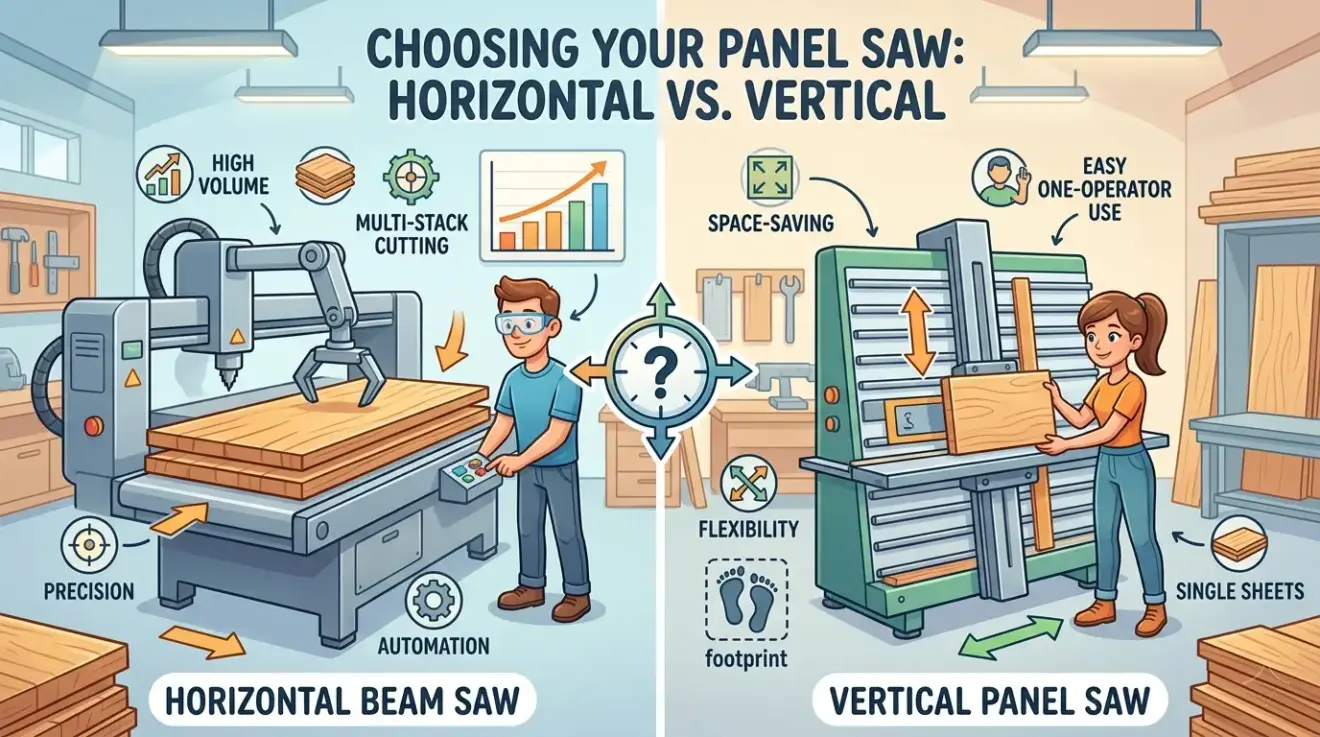
Horizontal Beam Saw vs. Vertical Panel Saw: Which One Fits Better?
Tuesday, 07 April 2026
Many shops only make this comparison after cutting starts holding back the rest of production. By that point, the real problem is usually not whether the saw cuts accurately. It is whether the cutting department matches the way the shop actually works. Both machine types are commonly used for MDF, plywood, particleboard, melamine-faced board, and
- Published in Wood
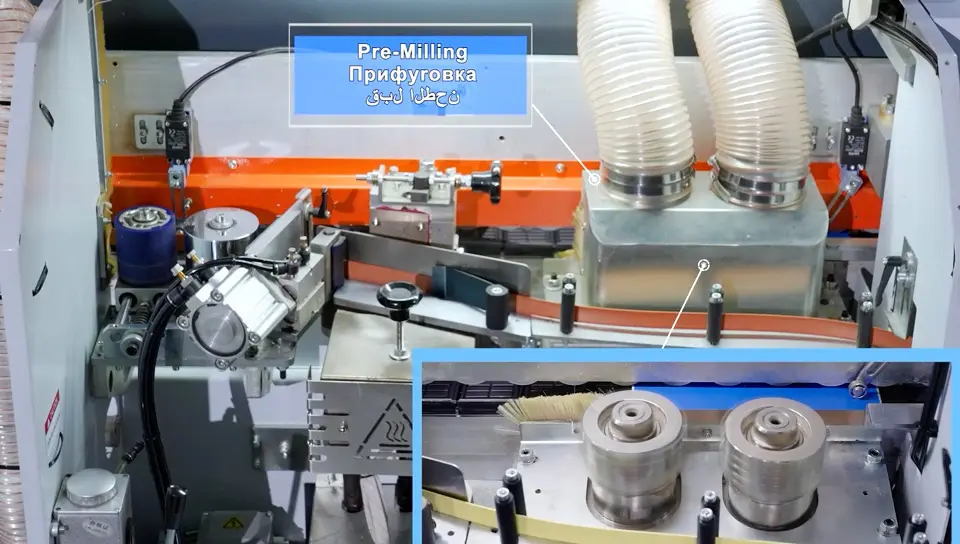
Pre-Milling Edgebander vs Standard Edgebander: Is the Upgrade Worth It?
Tuesday, 07 April 2026
The upgrade question usually starts when a standard edge-banding line is still producing acceptable parts, but not without too much correction. Glue lines look clean on some batches and uneven on others. Operators keep scraping, polishing, or stopping to check visible panels. Assembly teams begin noticing that parts from the same run do not always
- Published in Wood
PVC Edge Banding vs. Melamine Edge Banding: Which Fits Your Production Better?
Monday, 06 April 2026
Most factories do not feel this decision at the purchasing desk first. They feel it later, when exposed cabinet edges start chipping in handling, when low-cost shelves still need to look clean after assembly, or when a product line needs a better finish but the edge material is still chosen only on roll cost. PVC
- Published in Wood
Automatic Edgebander vs. Semi-Automatic Edgebander: Which One Fits Your Workflow?
Monday, 06 April 2026
When cutting, drilling, and panel handling start moving faster, edge banding often becomes the station that quietly slows the whole line down. Panels wait for finishing, operators spend more time repositioning parts, and small inconsistencies at the edge show up later as assembly fit problems, visible glue-line issues, or extra touch-up work. That is why
- Published in Wood